TRUTOPS德国通快编程详解
TRUTOPS德国通快编程详解

T R U T O P S德国通快编程详解公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:.删除图素.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形).删除外轮廓.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除).删除短图素(在这里可以设定长度小于多少的图素一次性删除).删除特征.删除标注(图标变暗不可用).删除辅助线.创建点.两点创建一条直线.创建水平线.创建垂直线.创建矩形.用圆心和直径创建圆.用圆心,起始角度,结束角度创建圆弧.创建文字.创建矩形形棱角缺口.创建方形棱角缺口.创建尖形图素缺口.创建矩形图素缺口.创建缺口沉切.创建矩形棱面创建方形棱面创建棱角倒角2.此工具栏从左到右各图标功能如下.退出TRUTOPS软件.显示尺寸标注.显示开放点.显示全部点.显示突出特征.刷新.全视图(CTRL+T).详图(局部放大).显示上次视图.记忆视图.调取视图为各种尺寸测量3.下面为做图辅助线命令.通过两点创建辅助线.创建平行辅助线.创建水平辅助线.创建垂直辅助线.过一点或借助角创建辅助线.创建垂直辅助线.创建辅助线使与X轴间成给定角度.创建辅助线使与直线成X角.创建辅助线使与2条圆弧线相切.创建分度.通过3个点创建辅助圆.用圆心和半径创建辅助圆.用直径创建辅助圆.用圆心和直径创建辅助圆.创建辅助同心圆.在2条切线处并通过一点创建辅助圆.通过2个点创建辅助圆与一直线相切.创建辅助圆使其与3条直线相切.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
TRUTOPS(德国通快)编程详解
TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:1.CAD模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:1.1.删除图素1.2.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形)1.3.删除外轮廓1.4.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除)1.5.删除短图素(在这里可以设定长度小于多少的图素一次性删除)1.6.删除特征1.7.删除标注(图标变暗不可用)1.8.删除辅助线1.9.创建点1.10.两点创建一条直线1.11.创建水平线1.12.创建垂直线1.13.创建矩形1.14.用圆心和直径创建圆1.15.用圆心,起始角度,结束角度创建圆弧1.16.创建文字1.17.创建矩形形棱角缺口1.18.创建方形棱角缺口1.19.创建尖形图素缺口1.20.创建矩形图素缺口1.21.创建缺口沉切1.22.创建矩形棱面1.23创建方形棱面1.24创建棱角倒角2.此工具栏从左到右各图标功能如下2.1.退出TRUTOPS软件2.2.显示尺寸标注2.3.显示开放点2.4.显示全部点2.5.显示突出特征2.6.刷新2.7.全视图(CTRL+T)2.8.详图(局部放大)2.9.显示上次视图2.10.记忆视图2.11.调取视图2.12-2.18为各种尺寸测量3.下面为做图辅助线命令3.1.通过两点创建辅助线3.2.创建平行辅助线3.3.创建水平辅助线3.4.创建垂直辅助线3.5.过一点或借助角创建辅助线3.6.创建垂直辅助线3.7.创建辅助线使与X轴间成给定角度3.8.创建辅助线使与直线成X角3.9.创建辅助线使与2条圆弧线相切3.10.创建分度3.11.通过3个点创建辅助圆3.12.用圆心和半径创建辅助圆3.13.用直径创建辅助圆3.14.用圆心和直径创建辅助圆3.15.创建辅助同心圆3.16.在2条切线处并通过一点创建辅助圆3.17.通过2个点创建辅助圆与一直线相切3.18.创建辅助圆使其与3条直线相切3.19.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
TRUTOPS(德国通快)编程详解
标准TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:1.CAD模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:1.1.删除图素1.2.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形)1.3.删除外轮廓1.4.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除)1.5.删除短图素(在这里可以设定长度小于多少的图素一次性删除) 1.6.删除特征1.7.删除标注(图标变暗不可用)1.8.删除辅助线1.9.创建点1.10.两点创建一条直线1.11.创建水平线1.12.创建垂直线1.13.创建矩形1.14.用圆心和直径创建圆1.15.用圆心,起始角度,结束角度创建圆弧1.16.创建文字1.17.创建矩形形棱角缺口1.18.创建方形棱角缺口1.19.创建尖形图素缺口1.20.创建矩形图素缺口1.21.创建缺口沉切1.22.创建矩形棱面1.23创建方形棱面1.24创建棱角倒角2.此工具栏从左到右各图标功能如下2.1.退出TRUTOPS软件2.2.显示尺寸标注2.3.显示开放点2.4.显示全部点2.5.显示突出特征2.6.刷新2.7.全视图(CTRL+T)2.8.详图(局部放大)2.9.显示上次视图2.10.记忆视图2.11.调取视图2.12-2.18为各种尺寸测量3.下面为做图辅助线命令3.1.通过两点创建辅助线3.2.创建平行辅助线3.3.创建水平辅助线3.4.创建垂直辅助线3.5.过一点或借助角创建辅助线3.6.创建垂直辅助线3.7.创建辅助线使与X轴间成给定角度3.8.创建辅助线使与直线成X角3.9.创建辅助线使与2条圆弧线相切3.10.创建分度3.11.通过3个点创建辅助圆3.12.用圆心和半径创建辅助圆3.13.用直径创建辅助圆3.14.用圆心和直径创建辅助圆3.15.创建辅助同心圆3.16.在2条切线处并通过一点创建辅助圆3.17.通过2个点创建辅助圆与一直线相切3.18.创建辅助圆使其与3条直线相切3.19.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
通快激光编程
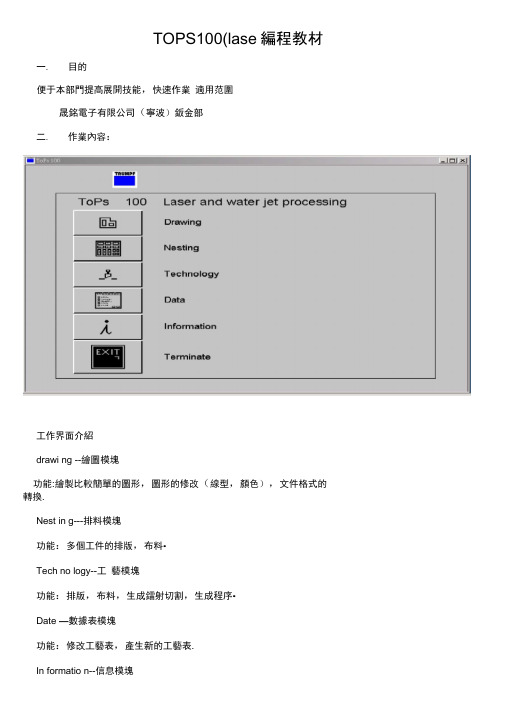
TOPS100(lase編程教材一.目的便于本部門提高展開技能,快速作業適用范圍晟銘電子有限公司(寧波)鈑金部二.作業內容:工作界面介紹drawi ng --繪圖模塊功能:繪製比較簡單的圖形,圖形的修改(線型,顏色),文件格式的轉換.Nest in g---排料模塊功能:多個工件的排版,布料•Tech no logy--工藝模塊功能:排版,布料,生成鐳射切割,生成程序•Date —數據表模塊功能:修改工藝表,產生新的工藝表.In formatio n--信息模塊(一 )Create⑴ Lin e (線)2poi nts: 兩點畫線Parallel:偏移畫平行線,先選一條直線,再輸入要偏移的距離Horizontal:畫水平行線 Vertical:畫豎直線Tan point: 兩切點畫線.功能:顯示版本信息. Termin ate--退出開關 功能:退出界面 一 .draw ing 繪圖模塊LjToMOO2SolidD is aiwCreate 2 CreateModify Macro?Modify 2 Te»rtDrawinQtoolsPointLine2point 等HorizonulT 爼n point Par all 创呃Hi 仙IPErpendicu 怡 rPolygon Circle3 points Did meterTan 2Rectangle匚切仙RadiusCenter Diam. Ian 2Concentric ArcDeleteElement Selection ContourUndoAll EndOKCancelPerpendicular:畫與一直線相垂直的線在一直線上選點輸入直線長度(二)Create 2⑴Notches作工藝孔Dist Dist:倒直角.(輸入兩個距離)Vertex :對直角向內切一個正方形開口,或作切口並作工藝圓孔•必須選頂點•Acute angle:切v型切口(輸入v型切口的深度,和夾角)Rectangular:在直線的任一點上作矩形切口•(輸入深度和寬度,會依所點的點處為中心作切口)(2)Bevel -作倒斜角.Dist Dist :倒斜角(輸入兩個距離值)Vertex: 作等距離的倒斜角(輸入一個距離值,然后確定頂點)⑶Rou nding倒圓角Radius:倒圓角(輸入R角數值,再選擇一頂點,必須是交點)(4)Equidistant等距離偏移.Gen erate:對整個輪廓進行offset偏移.(三)Modify-編輯⑴Move-移動2 points:兩點移動.(任意確定兩點,來移動)Horizo ntal:水平移動Vertical: 堅直移動(2) Rotate 旋轉2 points:兩點移動旋轉.(確定起始點,確定目的點,輸入旋轉角度)Center : 中心旋轉.(3) Scale-縮放2 points:兩點移動縮放(確定起始點,確定目的點,輸入縮放比例)Ce nter: 中心縮放(4) Mirror-鏡像2 points:兩點鏡像.(兩點確定直線,依此直線為中心軸來鏡像)Center: 中心鏡像(確定一點撚后依此點為中心旋轉180度)Horizo ntal:水平鏡像Vertical: 堅直鏡像(5) Stretch 拉伸2 points: 兩點拉伸.Horizontal:水平拉伸.Vertical: 堅直拉伸點擊命令,輸入距離•從右上角向左下角拉矩形框,來選擇元素•四)Modify 2-編輯 2(1) Rou nding圓角Modify-修改倒圓角大小(2) Eleme nts 元素Split-分割(先選要分割的元素,再選兩點)Merge—元素合并Split inters.pt兩個相交元素的分割•(先選擇兩個要分割的元素,然后選擇要分割那一條線,相當於CAD中的trim命令)Smash struct打散結構⑶Color- 改變顏色Selection選擇.(選擇幾個輪廓元素來改變顏色)All —選擇全部⑷Type- 改變線型Selection選擇(選擇幾個輪廓元素來改變線型)All-- 選擇全部(五)Macros巨集Single hole單孑孔.(先改變數據,可以選是圓,還是橢圓)Row of holes-水平排孔(輸入起點,輸入終點.輸入要排列的數量)Circle of holes以圓心為中心進行圓形阵列(六)Text-文字Create--建立文字.(設定好字高,字型,寬度)Modify-編輯現有的文字.|J ToPs 100(七)Drawi ng tools繪圖工具Con structi on line-結構線Con structi on circle結構圓Measuri ng- 測量上面這些命令和creat模塊中的功能相類同•它只是起到辅助繪圖的功能在鐳射切割時不會切割•可以刪除,也可以不用刪除.注:Drawing模塊主要起繪圖和轉換文件格式的作用•首先把*.dxf文件調入界面.打開斷點檢視開關,一項一項檢查:a. 看是否有斷點存在.b. 是否有虛線或其它的非實線型存在.c. 是否有其它的顏色線型.(鐳射機識別:白色的線是切割線.黃色的線是割印線.淡藍色的點是刺穿點)d. 檢查是否有兩條直線之間的間距小于0.3的.(鐳射機小於0.3不會切割的.因為激光束的直徑是0.15)e. 是否有重合線,重合點.檢查完畢無誤后.把它另存為*geo格式的文件•(編程時鐳射機僅識別這種格式的文件)就此第一步工作已經完成•完成了圖形文件的轉換,為進一步排料編程作好了準備.三.Nesti ng排料模塊這一模塊的主要功能是實現單個工件或多個工件的排版.a依次選擇new sheet然后彈出菜單設定板材的大小,厚度.b. 用drawing tools中的parallel工具繪出基準線.因為左下角不能距邊太近,否則鐳射在切割時,激光頭會撞在定位點上.通常設為15mmc. 選擇load —load additional par調入要排版的工件.在工件調入之后•先放在板材框之外•對於比較特殊的形狀可以通過旋轉工件來合理安排,盡可能的利用 板材•(一)Modify--編輯⑴ Move part -移動工件.2 poi nts : 兩點移動 All will:動態移動Horizo ntal:水平移動 Vertical:堅直移動(2) Number of parts 工件數量Section (-x +x): x 軸方向數量的增加或減少. Number pcs(-y +y):y 軸方向數量的增加或減少⑶ Part dista nceX 件的距離(-x +x) : x 軸方向的距離增加或減少 (-y +y): y 軸方向的距離增加或減少 Parameter 調整距離增加或減少的增減量.Sheetinfrvrmtttinnivii*wDrawing (ocrtaMove IMI I2 pnintiR Af will HorizontalVorticalNuinbei uf pdiisS^ctinn Niimter pcs ||■ * + X | ■V‘ V Pdildisldnuf :ParamRtRr« |« 1 |■V* VFtuUle■+RRTprsiiffl pninfAt willlluv konld Vci1k4lesc (iisinncp2 paintfeRortat-eDeletePartundo Ail OKEndCainGclTops 100Sheer hoa no⑥倉创鱼£1376 ・ 643Coimtmici ?Rotate (- +):工件的旋轉.(4) Refere nee poin基準點(5) CSC distanee- CSC距離注:a. 在in formation選項中可以查看單個工件的名字.b. 點擊下拉箭頭.可以選擇copy還是movec. 在這種模式下可以排版多個工件.多用於量產的排程.排程時要考慮工件數量比例d. 排料結束后,把材料框外面的的工件刪除掉.e. 在設定板材大小時要考慮,不要超出機器的最大加工范圍.(trumpf3030為3000*1500mm)f. 排料完成檢查無誤后.存盤為*.taf文件.四.tech nology工藝編程模塊在一模塊中主要是設定切割工藝,模擬,生成程序. 點下拉菜單fileLoad&process…裝載進程.Load…裝載(常用此項,來調入文件,排料)(1) Create- 建立(1.1) Current process rul -當前的工藝規則Set -用來設定,改變工藝規則(一個工藝表,通常會有多種的切割規則,可以根據不同的情況.不用不同的 切割規則.不過,通常會用到一種切割工藝例如.sus 1.0板的切割,會有51401,51402,5140等規則 我們通常選51401) process ing-排程 Create- 建立 En able-啟動 Delete —刪除 In hibit----禁止點擊下拉箭頭有幾個選項 Con tou —輪廓功能是在這種模式下,可以用delete 來取消一個單件中輪廓的切割,綠色的切割線會變為白色的,用creat 建立工藝,inhibit 是禁止對它們進行建立和刪除的修改.enable 是取消禁止.口 TuPsimiMieNC programL2630 (Sin 840D)4129 (1.4301-10} 51401 (Ecke:Runden-£pi intLas Kennzeichneo)StartCurrent pirncess rule SetProcessingconcour OptimizationExlrdsVif?WProcoscihgPrcparotioinLayouit匚“确ibl<eC ・&誠椁 n^IrdRShowDcorb.Statua r ch Icr stotuoLoafile吐園IlT||密2346.413257.07*7F 丄cki 3LtirLing puincCancelSin gle part-單個工件可以用inhibit 來禁止整個工件切割.enable 用來恢復切割 part+ copies-—種類型的工件. 可以禁止一種類型的工件切割. Un til part —至到當前的工件從左邊第一個開始.至到當前這一個工件,是否禁止. Sheet-整張板,控制整張板上所有工件,是否切割 (1.2) Collisio ns-碰點 Check —檢查 Listi ng —清單此功能主要檢查刺穿點,入切引線.等是否正常. (1.3) show 顯示主要顯示切割狀態.和一些文本信息.⑵Modify-編輯(2.1) Pierci ng 刺穿 Properties.改變刺穿的方式有兩種方式可以選擇 regular 正常方式 reduced 節約方式.(2.2) Approach 入切路徑Crr?<lr?tMtrasPi^V 匸訂 TRII —Ap|)ro^chHC pmgrfirn (SIR S4ODI曾|玄母io>(&cke :Rund«n sprintL» Kennz^ichMnjProcos^irigIRi F 陌rlimmIL 曲 uurtRiliMplHCHWirthdr^wnl FormEnd CancelToM LUD□Filr?TnnJMluillfyCoimgiid ?Reading of f'ils z : \ SAJI PLE X TDPS \ EXERCI S E \ 527-EMEHCI SE . TMT finisF IJI HIInuortProc 軽?:齐■inu Oprt imir^ionAlJM. tClOlK CnrifniiirAppr.+wlthrlr JCorner treatniaitilJK1'ITOlltl lllUFtHt II2DICl 曰3住IL 址各311 t^nMove part-移動工件(移動工件是,其上的工藝也會移動的,但在net 沖床編程中移動,有時會只移動工件本 身,而不移動布刀) Horizo ntally -水平移動 Vertically -豎直移動 Two points -兩點移動Rotate part-旋轉工件(可以旋轉一個角度,來調整工件的排放位置) Two points -兩點旋轉 Ce nte —中心旋轉⑷Extras 增加(4.1) Circle correction 的補差此功能是對圓孔進行補差,在以前的鐳射機中會存在切割出的圓孔都會直徑偏小 0.15這主要是激光束走內線和外線的問題.激光束直徑為015mm 因此可通過這個功能來對其進行補差.點擊creat 命令后會彈出一個對話框在 Correction of diamete 中的Correction Value 處輸入補差的值.15是 切出來的和實際的一樣大 通常是0.16由於有切割點存在.對於鉚釘孔,可以加大一點. 在Approach/withdrawal 中可以調節入切引線的尺寸,這和以前講過的一樣,不再重复 Apply to 中包含三個選項 Con tou —輪廓Part+ copies 對所有的單一工件. Sheet 對板材上的所用工件码 唧[3|・讣 QI 妙I 网| ©]窗丨川IGonwanol4129i (1L43>O1-1O> 51401 (EckcsRuridcrn-SprinfLais Kcninzc :iGhnicn>E5TH21FileNC pirogi dmliuuCircl-e corr^cfici'ii ■CRartci ] nclrtctCut Oil EhEiBdt Ci marl rr I P-nr airiRntKr s-Pmc^^^iriiriMmcrnWRlol(1) Positi oning seque nee 位置順序Manual- 手動(手動一個一個點選來強制順序) Automatic-自動Begi nning-開始(設定為第一個切割) End-終止(設定為最后一個切割)(2) Rearra nge-重新排序Before-前一個.(先點一個參考元素,再點一個要設定的元素最后點的那個就會在第一個點的元素前面切割.)After 后一個使用方法和before 一樣.Define begin 設定開始(功能和上面的beginning —樣) Define end -設定結束(功能和上面的end —樣)T H F- ICbOT T [屁 i [ DTI ] I ” | *C orrcn-a.nelj-igj |S.lmukiticiFnAm- tonlsiz; o e 3Apfily In .“Pak :匸EE 卫Eg1 Lkriirws b-^u»rir^tJorfwiv- ITraiuvjr-x ■nfj |idrthI A LT K O m <rt tn<□VFIiCT卑TMUQFRnv?ri4 be nr?ldi*fpIlfl-VYJEnd ->linnrr^i'iiU'np4k-^i4inviNim *r?r|Mrrnir ;f?AHF I -M J Oarw-ni點上面的下拉箭頭可以選擇是對工件強制,還是對輪廓強制⑶Tool-工具這個功能是選擇切割工藝表,不同的板材規格,板材厚度需要選用不同的工藝表(例如1.4301-10是不锈鋼 1.0 ,st37-10是碳鋼1.0, AIMy3-10鋁合金1.0,1.0以下含1.0厚度的板全都用10工藝表,1.6以下含1.6厚 度的板全都用15工藝表) 點擊Material ID 右邊的下拉箭頭,從中選擇合適的工藝表,然后點右邊的find鍵,所選工藝自動會在上面 顯示出來,然后再點擊顯示出的工藝,會彈出一個對話框,用來選擇切割規則. 當工藝選擇好後,還要點選processingF 拉菜單,並點start 生成一次,否則不會改變工藝⑷NC program-生成程序在上面所有動作,設定全部完成以后.模擬檢查沒問題后就可以生成程序了 ,在生成程序時.一定要保證 Name of Nc progra m 中的名字和 program no.中的名字一致.program no 中的名字是傳到機器中所顯示的名字 ,而name of Nc program 中的 名字是*.lst 程序名.因此應要求保證一致.B) Creat sheet layoutFilo EgmEIBmE!3EnS Mac lime 3U 41Z T e No ・ HC pl ivilt 41 f* Tool Mate : ri al Malte r 吕・u 丄日□口 丄-4 3 01- J_U JL ・U or process rule 1 lntorm?rtmni nn rule 耳丄闿口丄 Eok e : Ruiri d & n — Sp rri ntL m 曰 C 口 intnaiXid 7C 口 irrtnaiXid 7Show 券廿『祝自■就■ 浜*够*碼H Pf 皿*2 m 蚪 TiatklH! Na. Grntiph M^iK.pownr Material OD Mnt _1 tdi^k.niR'^s rririwi …黑占選create sheet layout.選擇要編程的工件•選擇工藝表•然后彈出上面對話框.進行設定板材大小,排料.Material-顯示材料規格,這個在工藝表中已經設定好了.Margi ns -設定工件到板材的四個邊距.左邊距和下邊距不能設太小,否則激光頭會碰到定位板可以設定為15mmDimensions設定板材的大小.這個一定是機器可以切割的最大板材尺寸,否則機器不認.Web width設定兩工件之間的間距.(機器最小可以切割的可以在0.5mm但通常不要留太小的間距,否則邊距余料會彈起碰到切割頭.一般間距為5~10mm之間.)Number of Parts工件的數量.點右邊的fill sheet會把整張板排完.也可以調節x軸,y軸方向的數值來切割一部分.設定完成后就ok.后面的動作和前面講的一樣.然後生成程序.如果選擇cancel就變成了補割.C)點下拉菜單,選擇load & process…選擇*geo文件作補割程序四.Date -數據.此模塊中主要來調節工藝表,切割規則.機器配置,生成工藝表.五」n formatio n信息此模塊主要顯示版本信息.顯示語言.六.Terminate退出界面.。
TRUTOPS德国通快编程详解
TRUTOPS德国通快编程详解TRUTOPS编程详解TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、T RUROPS软件CAD模块基本命令的应用 (1)二、D XF文档转换为GEO文档 (6)三、T RUROPS软件NEST模块基本命令的应用 (7)四、T RUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一•打开TRUTOPS 如下图点击CAD 图标,即可进入绘图模块,所示画面如下:炮L潍结束X :16.531 Y坐10.444 mm0 疋3 I^L3 °"'13 ? 13 Qi hr 」 hr 」 hr 」 o hr 」 ・""fS模块主要用于简单图形的绘制和修改•基本功能与CAD 软件相同,这里我们只做简单的介绍•基本图标功能 如下:■ ■ ■ ■—S•删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色•线型,和其它的几何图形)•删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除)•删除短图素(在这里可以设定长度小于多少的图素一次性删除)p 1L 斗J TruT opsFilesys±口回13•删除图素删除外轮廓ISlN^st | I^Fungh文件编辑视因補助工具创建修改尺寸标注折弯助手变型苴他也打标 4够 厂棱角/图素4A 5JU加够••••••••X2多创询逹垂直线|O 园周 加够絳 圏特殊图素4够屈宏指令—4筋 [gggl 因素组 4够•删除特征------ .删除标注(图标变暗不可用)叭除辅助线□•创建点•两点创建一条直线•创建水平线□e----- •用圆心和直径创建圆佝----- •用圆心,起始角度,结束角度创建圆弧----- •创建文字•创建矩形形棱角缺口厂•创建方形棱角缺口•创建尖形图素缺口•创建矩形图素缺口•创建缺口沉切•创建矩形棱面-——创建方形棱面创建棱角倒角2 •此工具栏从左到右各图标功能如下171通过两点创建辅助线力•创建平行辅助线•创建水平辅助线% %心坯曙扁细勺空•显示尺寸标注T_?•显示开放点•显示全部点显示突出特征•刷新"•全视图(CTRL+T)•详图(局部放大)•显示上次视图•记忆视图I : 950.4Z5 r :4.134 irm退出TRUTOPS 软件3 •下面为做图辅助线命令•创建垂直辅助线•过一点或借助角创建辅助线•创建垂直辅助线•创建辅助线使与X轴间成给定角度少•创建辅助线使与直线成X角•创建辅助线使与2条圆弧线相切q :•通过个点创建辅助圆y・用圆心和半径创建辅助圆0—«•用圆心和直径创建辅助圆•创建辅助同心圆•在2条切线处并通过一点创建辅助圆•通过2个点创建辅助圆与一直线相切1 •创建辅助圆使其与条直线相切用圆心创建辅助圆使其与一条直线相切4.在打开界面的右边是工具导航栏:有创建•修改•尺寸标注•折弯•助手五部分在左侧面•但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
TruTops Boost智能编程软件在钣金加工行业的应用
众所周知,编程软件深刻影响着整体生产效率,加工结果以及板材利用率,尤其在当下智能制造的浪潮中,更是占据越来越重要的位置。
一款好的编程软件,往往能使加工过程事半功倍,减轻编程者的负担,提高加工的精度,缩短加工的时间等。
本文通过对我公司研发的一款钣金智能编程软件TruTops Boost在钣金加工行业中的实际应用进行介绍,希望为钣金加工企业走上智能制造提供一点实践经验。
TruTops Boost编程软件介绍我公司自主研发的TruTops Boost编程软件,集成了从客户订单管理、产品设计、智能编程(激光、冲床、折弯、复合机)、模拟加工等众多实用功能,从产品源头到最终的成品中所有的环节给予功能,从产品源头到最终的成品中所有的环节给予全方位的支持,其中一键Boost更是只需一次按键,就可实现从排版到程序生成的所有工作,极大地节省了编程者的精力和时间。
而最新7.05版本的Boost,操作再一次升级。
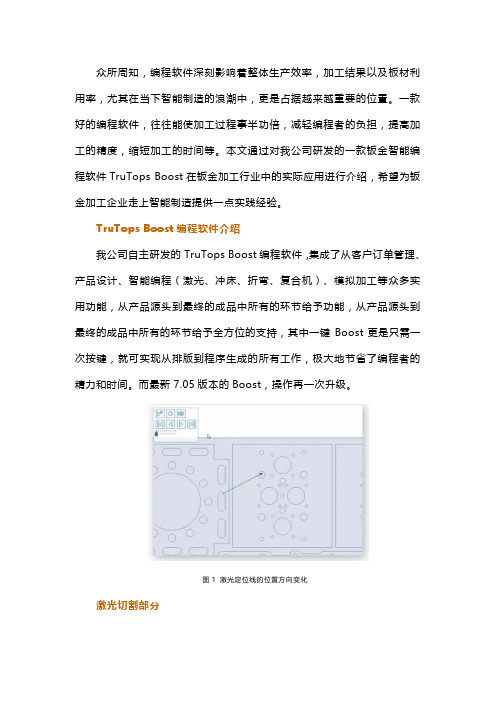
图1 激光定位线的位置方向变化激光切割部分⑴切割部分。
此次更新更加注重于细节的提升,模拟加工中定位线的显示,现在编程人员可以在模拟加工过程中看到激光定位线的位置方向变化。
如图1所示,蓝色箭头方向即为激光走刀的方向,可以看到,激光点从一个零件的结束位置沿着蓝色箭头到达了下一个零件的起始位置,清晰而明确。
⑵简化模式。
在排版时,用户可选择沿用标准的整体显示效果(图2),或者用新的简化版线段显示(图3)。
新的线段显示使得排版和零件更加简洁,对于那些熟悉传统编程软件的用户更加友好。
折弯部分对于折弯部分,此次更新颠覆了以往的计算和模拟引擎,直接使用TecZone Bend的内核替换了原有的Boost折弯部分,使得整个折弯模块有了质的飞跃。
图2 标准模式图3 简化模式⑴界面部分。
新的Boost版本的TecZone Bend界面十分简单(图4),力求用户在最短的时间内找到自己需要的功能。
在模拟时它可以迅速计算出满足用户需求的结果,并且只显示刀具、折弯零件和后挡指部分,这样整个折弯过程就更加直观。
通快激光编程手册中文教材
前言TRUTOPS 是德国创普公司为TC 机台开发的专用自动软件,其功能在自动应用方面极为强大,是自动冲孔机软件的完美化身,具有全新典型的TRUMPF 标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS 软件的各项应用模块,其中LASER 模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
b5E2RGbCAP 目录一、TRUROPS 软件CAD 模块基本命令的应用 ................................1 二、DXF 文档转换为GEO 文档 ............................................6 三、TRUROPS 软件NEST 模块基本命令的应用7四、TRUROPS 软件LASER 模块基本命令的应用 .............................11 五、编程注意事项 .. (17)TRUTOPS 编程手册LASER 程序设计手册Hanbo一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:1.CAD模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:p1EanqFDPw1.1.删除图素1.2.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它形>1.3.删除外轮廓1.4.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除>1.5.删除短图素(在这里可以设定长度小于多少的图素一次性删除>1.6.删除特征1.7.删除标注(图标变暗不可用>1.8.删除辅助线1.9.创建点1.10.两点创建一条直线1.11.创建水平线1.12.创建垂直线1.13.创建矩形1.14.用圆心和直径创建圆1.15.用圆心,起始角度,结束角度创建圆弧1.16.创建文字1.17.创建矩形形棱角缺口1.18.创建方形棱角缺口1.19.创建尖形图素缺口1.20.创建矩形图素缺口1.21.创建缺口沉切1.22.创建矩形棱面1.23创建方形棱面1.24创建棱角倒角2.此工具栏从左到右各图标功能如下2.1.退出TRUTOPS软件2.2.显示尺寸标注2.3.显示开放点2.4.显示全部点2.5.显示突出特征2.6.刷新2.7.全视图(CTRL+T>2.8.详图(局部放大>2.9.显示上次视图2.10.记忆视图2.11.调取视图2.12-2.18为各种尺寸测量3.下面为做图辅助线命令3.1.通过两点创建辅助线3.2.创建平行辅助线3.3.创建水平辅助线3.4.创建垂直辅助线3.5.过一点或借助角创建辅助线3.6.创建垂直辅助线3.7.创建辅助线使与X轴间成给定角度3.8.创建辅助线使与直线成X角3.9.创建辅助线使与2条圆弧线相切3.10.创建分度3.11.通过3个点创建辅助圆3.12.用圆心和半径创建辅助圆3.13.用直径创建辅助圆3.14.用圆心和直径创建辅助圆3.15.创建辅助同心圆3.16.在2条切线处并通过一点创建辅助圆3.17.通过2个点创建辅助圆与一直线相切3.18.创建辅助圆使其与3条直线相切3.19.用圆心创建辅助圆使其与一条直线相切4.在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
Trutops v5安装及使用说明
‐ ‐ ‐
数据库受损,窗口中没有软件数据源,必须卸载软件和SQL并重装软件。 数据库服务器名与初始设定不符,点击数据源后配置,查看窗口中“服务器”项中“电脑名 \TRUMPFSQL1”是否与实际电脑名一致。 数据库文件被删除,数据库文件储存在: 安装盘-SqlsrvDB_TRUMPFSQL1,数据库被删除后无法正 常打开,需重新拷贝数据库。
三、配置安装
配置安装时,选择安装盘符(图 3.1),文件类型为“file system”(图 3.2), 安装模式为 “single workstation” (图 3.3) , license 工作环境为 “Local license
servicer is used”(图 3.4)确定安装配置后就可以开始安装(图 3.5),详细查
7
corporatly - simply - factually – friendly 通快培训文档 ————————————————————————————————————————
Trutops 无法正常使用
安装
安装盘或安装包是否完整。 安装条件是否满足软件要求。
‐ ‐ ‐ ‐ ‐ 详细查看光盘中的system requirement.pdf文档。 安装时候,某些应用程序可以单独安装。 详细请查看Trutops V5安装说明。 激活时需管理员权限并能正常连上外网。 正确被激活的软件HASP号码一般是12位的随机数,否则的话是19位数字或不存在。
8
corporatly - simply - factually – friendly 通快培训文档 ————————————————————————————————————————
德国通快冲床安全操作规程
德国通快冲床安全操作规程1. 引言为了确保德国通快冲床的正常运行和操作人员的安全,制定本安全操作规程。
本规程适用于使用德国通快冲床的作业人员,旨在指导操作人员应遵守的安全操作步骤。
2. 操作前准备在使用德国通快冲床之前,操作人员应进行以下准备工作:•确保操作人员已经接受过相关的安全培训,并具备相关技能和知识。
•查看德国通快冲床的工作说明书,并了解其工作原理和操作要点。
•确保德国通快冲床的电源和电气线路处于良好状态,没有出现线路短路、漏电等安全隐患。
•检查冲床机体是否处于稳定状态,各部件是否固定牢固。
•确保工作区域周围没有杂物和障碍物,准备好必要的个人防护装备,如安全帽、护目镜、耳塞等。
3. 操作步骤在操作德国通快冲床时,操作人员应按照以下步骤进行操作:3.1 启动前检查在启动德国通快冲床前,操作人员应进行以下检查:1.检查电源和电气线路是否正常,没有异常现象。
2.检查冲床的工作台和上模具是否干净、平整,没有异物。
3.检查冲床机体是否处于稳定状态,各部件是否固定牢固。
4.检查冲床的润滑系统是否正常工作,润滑油是否充足。
3.2 启动冲床启动冲床前,操作人员应按以下步骤进行操作:1.确保没有人员站在冲床的活动范围内。
2.打开冲床的电源开关,并确认冲床的电气系统正常运行。
3.在启动按钮上按下按钮,启动冲床。
4.观察冲床的工作情况是否正常,如有异常情况,请立即停机并联系维修人员。
3.3 加工操作在进行加工操作时,操作人员应遵守以下要求:1.加工前,确保工作区域内没有其他杂物和工具。
2.将待加工的材料安全放置到冲床的工作台上,注意对齐和固定。
3.在操作过程中,保持双手的安全距离,避免手部与冲床机械部件接触。
4.遵循冲床的加工规范和操作要求,不得超负荷操作。
5.加工过程中,保持警惕,及时观察冲床的工作情况,如发现异常情况,请立即停机并联系维修人员。
3.4 停机与清洁在停机与清洁过程中,操作人员应按以下步骤进行操作:1.在加工完成后,关闭冲床的电源开关。
兄弟机操纵面板及编程[概论]
![兄弟机操纵面板及编程[概论]](https://img.taocdn.com/s3/m/d718b1bdd0f34693daef5ef7ba0d4a7303766c5c.png)
兄弟机操作面板及编程TC-BROTHER{加工中心}机床操作面板NEXT 下一个RST 复位POS 坐标PRGRM 程序MANUCOND 手动调速MAGAZ 刀库表MONITR 监视DATABANK 数据库ALARM 报警I /O 屏保CLEAR 清屏INS 插入CAN 取消DEL 删除SEACH 扩展寻找EOB 回车Z?—R TN 机床回零ATC 手动换刀S—C W 主轴正转P.IDX 转工作台MAGZ 刀库转动S—STO P 主轴停RPD 快速JOG 点动STEP 单步RELSE 解除MANU 手动MDI 手动数据输入MEN 自动EDIT 编辑TLING 刀长测量SINGL 单段执行ESTA 编辑开始B—SKIP 跳跃有效DRY 空运行ZWORK 工件零点输入OP—ST P M01 有效M—LC K 机床锁定TL—CH K 刀具检查编程指令G代码G00 X-Y-Z-【快速移动,点定位】G01 X-Y-Z-F-【直线插补,直线切削】G01 X-Y-C-【倒直角】G01 X-Y-R-【倒圆角】G02 X-Y-I-J-F-【顺时针圆弧】G02 X-Y-R-F-【顺时针圆弧】G03 X-Y-I-J-F-【逆时针圆弧】G03 X-Y-R-F-【逆时针圆弧】G102 X-Z-I-K-【XZ平面顺时针圆弧】G103 X-Z-I-K-【XZ平面逆时针圆弧】G202 Y-Z-J-K-【YZ平面顺时针圆弧】G203 Y-Z-J-K-【YZ平面逆时针圆弧】I=X圆心坐标—X圆弧起点坐标J=Y圆心坐标—Y圆弧起点坐标K=Z圆心坐标—Z圆弧起点坐标R=圆弧半径【当负数时为大于180度的圆弧,正数是为小于180度的圆弧】G04 X-【暂停】 G04 P-【暂停】G10 L2 Pn X-Y-Z-A-B-C-【n=1—6:G54—G59,从程序中输入工件零位】G10 L10 P-R-【刀长输入】G10 L12 P-R-【刀具半径输入】G10 L11 P-R-【刀长磨损值】G10 L11 P-R-【刀具半径磨损值】G10 L20 Pn X-Y-Z-【n=1—48,从程序中输入扩展工件零位】注:在G90 绝对值方式下,以上数据以新值代替旧值。
通快数控冲床编程手册
量单位。 ● 数据类型(名称):所描绘的特征是数字(Z)
还是文字(T)。二者均可允许。
3. 特征数据块的数目:规定特征数据块的数目, 它们分配给单个特征说明程序块的数值或文 字。 例 ZA, DA,1
3.3 块的选择性压制
定义
不必在每次程序运行时执行的程序块可以除去。 应除去的程序块在块号前加以标扦 “ / ”(斜杠)。 几个程序块可以连续除去。除去的程序块中的指令 就不执行,程序继续走到下一(未除去的)程序块。
完整文件/NC 编程
17
例 N110
G01
/N120
/N130
N140
X0 Y0 X20 Y35 X35 Y40 X60 Y30
,,”,T
MM,AT,1 120, 1,1,,‘ Memory requirement’
,,”,Z
MM,AT,1 130, 1,1,,‘ Material-ID’
,,”,T
MM,AT,1 140, 1,1,,‘ Sheet weight’
,,’kg’,Z
MM,AT,1 150, 1,1,,‘ Machining time’
SET_METRIC: 用公制编程 SET_INCH: 用英制编程
注意:计量单位标识与表头中表中参数的单位无 关。表中参数是由单独的特征说明块来描述的。
表头的作用是资料传递。它传递以下资料:
● 设置方案资料 ● 工具技术表 ● 板材搬运表 ● 工具主数据 ● 调用工具的指令
控制系统从表头抽出有关资料,把它们以表和界面的形 式显示在用户界面上。 当 NC 程序中的循环执行时,控制系统提取表和界面中 存储的数据,把它们用于其后执行的循环中。
数控机床的编程软件操作流程

数控机床的编程软件操作流程数控机床是一种利用数字化信息控制系统进行加工的机床。
与传统机床相比,数控机床具有高精度、高效率、高自动化程度等优点。
数控机床的核心是编程软件,通过编程软件可以将设计图纸转化为机床可以识别和执行的指令,实现工件的自动加工。
下面将介绍数控机床编程软件的操作流程。
首先,启动编程软件。
将计算机连接到数控机床上,并确保编程软件已经正确安装在计算机上。
启动软件后,选择新建一个程序,进入到编程界面。
第二步是建立工件坐标系。
在编程软件中,需要定义一个参考坐标系,以便确定工件的位置和方向。
可以通过选择坐标系原点和坐标轴方向来建立坐标系。
接下来,输入加工的工艺参数。
在编程软件中,需要输入工件加工的各项参数,如切削速度、进给速度、切削深度等。
这些参数将直接影响到加工质量和效率,因此需要根据实际情况进行合理设置。
然后,绘制加工轨迹。
根据设计图纸,使用软件中的绘图工具,在编程界面中绘制出加工轨迹。
可以通过直线、圆弧等基本图形来构建加工轨迹,也可以通过复杂的曲线来绘制复杂形状的工件。
完成轨迹绘制后,需要进行参数修正。
在实际加工中,可能会出现机床误差、工件尺寸误差等情况,为了保证加工精度,需要对加工轨迹进行修正。
可以通过调整坐标值、速度参数等方式进行修正,使加工结果更加准确。
接下来是生成加工代码。
在编程软件中,将绘制好的加工轨迹转化为机床可以识别和执行的指令代码。
可以将加工代码保存为特定格式的文件,或者直接下载到数控机床中进行执行。
最后,进行仿真验证。
在进行实际加工之前,可以通过编程软件提供的仿真功能进行验证。
通过仿真,可以查看加工过程中机床的运动轨迹、工具路径等情况,以确保加工过程的安全性和有效性。
上述是数控机床编程软件的操作流程。
通过这个流程,可以将设计图纸转化为机床可以执行的指令,并实现工件的自动加工。
需要注意的是,在实际操作中要始终关注安全,保证编程参数和加工轨迹的准确性,以避免误操作和事故发生。
TRUTOPS德国通快编程详解
TRUTOPS德国通快编程详解TRUTOPS编程详解TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、T RUROPS软件CAD模块基本命令的应用 (1)二、D XF文档转换为GEO文档 (6)三、T RUROPS软件NEST模块基本命令的应用 (7)四、T RUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一•打开TRUTOPS 如下图点击CAD 图标,即可进入绘图模块,所示画面如下:炮L潍结束X :16.531 Y坐10.444 mm0 疋3 I^L3 °"'13 ? 13 Qi hr 」 hr 」 hr 」 o hr 」 ・""fS模块主要用于简单图形的绘制和修改•基本功能与CAD 软件相同,这里我们只做简单的介绍•基本图标功能 如下:■ ■ ■ ■—S•删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色•线型,和其它的几何图形)•删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除)•删除短图素(在这里可以设定长度小于多少的图素一次性删除)p 1L 斗J TruT opsFilesys±口回13•删除图素删除外轮廓ISlN^st | I^Fungh文件编辑视因補助工具创建修改尺寸标注折弯助手变型苴他也打标 4够 厂棱角/图素4A 5JU加够••••••••X2多创询逹垂直线|O 园周 加够絳 圏特殊图素4够屈宏指令—4筋 [gggl 因素组 4够•删除特征------ .删除标注(图标变暗不可用)叭除辅助线□•创建点•两点创建一条直线•创建水平线□e----- •用圆心和直径创建圆佝----- •用圆心,起始角度,结束角度创建圆弧----- •创建文字•创建矩形形棱角缺口厂•创建方形棱角缺口•创建尖形图素缺口•创建矩形图素缺口•创建缺口沉切•创建矩形棱面-——创建方形棱面创建棱角倒角2 •此工具栏从左到右各图标功能如下171通过两点创建辅助线力•创建平行辅助线•创建水平辅助线% %心坯曙扁细勺空•显示尺寸标注T_?•显示开放点•显示全部点显示突出特征•刷新"•全视图(CTRL+T)•详图(局部放大)•显示上次视图•记忆视图I : 950.4Z5 r :4.134 irm退出TRUTOPS 软件3 •下面为做图辅助线命令•创建垂直辅助线•过一点或借助角创建辅助线•创建垂直辅助线•创建辅助线使与X轴间成给定角度少•创建辅助线使与直线成X角•创建辅助线使与2条圆弧线相切q :•通过个点创建辅助圆y・用圆心和半径创建辅助圆0—«•用圆心和直径创建辅助圆•创建辅助同心圆•在2条切线处并通过一点创建辅助圆•通过2个点创建辅助圆与一直线相切1 •创建辅助圆使其与条直线相切用圆心创建辅助圆使其与一条直线相切4.在打开界面的右边是工具导航栏:有创建•修改•尺寸标注•折弯•助手五部分在左侧面•但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
通快碟片式激光器培训课程
1
zhukl
Trumpf Standard Training TruDisk (4C)
第六章 激光器的维护与保养...................................................................................................... 48 1.综述 ....................................................................................................................................... 48 2.保养所需要的耗材备件 ........................................................................................................... 48 3.开关激光器的舱门 .................................................................................................................. 49 4.水管快接的连接及脱离 ........................................................................................................... 49 5.需要定期维护的项目 .............................................................................................................. 49 6.其它保养工作及部分模块更换 ................................................................................................ 54
TRUTOPS编程详解 (2)
TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:.删除图素.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形).删除外轮廓.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除).删除短图素(在这里可以设定长度小于多少的图素一次性删除).删除特征.删除标注(图标变暗不可用).删除辅助线.创建点.两点创建一条直线.创建水平线.创建垂直线.创建矩形.用圆心和直径创建圆.用圆心,起始角度,结束角度创建圆弧.创建文字.创建矩形形棱角缺口.创建方形棱角缺口.创建尖形图素缺口.创建矩形图素缺口.创建缺口沉切.创建矩形棱面创建方形棱面创建棱角倒角2.此工具栏从左到右各图标功能如下.退出TRUTOPS软件.显示尺寸标注.显示开放点.显示全部点.显示突出特征.刷新.全视图(CTRL+T).详图(局部放大).显示上次视图.记忆视图.调取视图为各种尺寸测量3.下面为做图辅助线命令.通过两点创建辅助线.创建平行辅助线.创建水平辅助线.创建垂直辅助线.过一点或借助角创建辅助线.创建垂直辅助线.创建辅助线使与X轴间成给定角度.创建辅助线使与直线成X角.创建辅助线使与2条圆弧线相切.创建分度.通过3个点创建辅助圆.用圆心和半径创建辅助圆.用直径创建辅助圆.用圆心和直径创建辅助圆.创建辅助同心圆.在2条切线处并通过一点创建辅助圆.通过2个点创建辅助圆与一直线相切.创建辅助圆使其与3条直线相切.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
TruDisk 基本操作
2011.12
机壳
1. 按下急停按钮,即时断开半导体电源和水泵的接触器,不会有激光输出。
2. 电源指示灯亮表示主开关已打开,激光器已有供电(控制系统不一定打开)。
3. 信息指示灯亮表示激光器有信息要告知,可能是报错,报警或提示等。
4. 激光警示灯亮表示激光器处于LaserOn 的状态,半导体泵浦已上电,激光可以从 任意满足安全回路条件的光路输出。
5. 钥匙开关处于I位置,内部功能回路闭合,可以正常工作,处于0位置,则水泵不运 转,激光无法点亮。
Байду номын сангаас
控制方式
带触摸屏的控制面板,可开关机,急停,操作控制软件。
控制盒+控制电脑 控制盒可以开关机及急停,软件控制则通过电脑来实现
手动选择光路
各操作按钮的功能。
更改光路名称
报错及报警信息
信息实时 显示位置 所选择要显示 的信息
错误代码
重置按钮
信息列表
更改所要 显示的信 息
运行中断后的处理
寻找原因
工作效果不良:
工件是否有异常,表面位置及材料是否有改变。 聚焦位置是否合适。 聚焦镜头及保护玻璃是否有污染。 吸尘器是否正常工作,产生的烟雾有没有即时的清除。
程序错误:
异常前是否修改过程序,脉冲波型或光路。 PLC端是否有过改动。
其他:
是否有误操作。 接线是否正确。 激光器故障。
如果异常无法消除:
联系通快服务部门,告知详细的异常状态及错误码,在通快技术人员的指导下排除 故障。
如仍然无法排除故障,则由通快工程师到现场进行维修。
Trumpf通快编程手册5
例
N100 TC_TOOL_N0(“03100000”) 工具选择回转工具
N110 TC_TOOL_CHANGE
工具更换
N120 X20 Y40 C1=DC(0)
行至始点
N130 NIBBLE_ON
步冲开通
N140 G03 J10 SPN=9
路径分配,步冲路
径(圆弧)
N150 NIBBLE_OFF
步冲关断
编程
M30
● 产生仅限本块的操作 ● 使所有加工功能断开选择 ● 取消 TC_SUCTION_ON(真空吸屑系统)
例
N100 PUNCH_OFF
冲关断
N110 TC_PART_UNLOAD(“ PAU-1”) 工件排出
N120 TC_SHEET_UNLOAD(“ SHU-1”) 废料架卸料
N130 M30
编程
M01 ● 产生仅限本块的操作 ● 只 有 在 控 制 系 统 的 用 户 界 面 中 在 “ Program
influence ”下选择了“ Progr.Stop ”方才执 行 ● 被按 START 钮取消
2. 程序结束
2.1 M02
定义 程序结束主程序
编程
主程序用 M02 结束,复位至程序开头。 M02 ● 产生仅限本块的操作 ● 使所有加工功能断开选择 ● 取消 TC_SUCTION_ON(真空吸屑系统)
编程
M00 ● 产生仅限本块的操作 ● 使所有加工功能断开选择 ● 被按 START 钮取消
用途
从编程系统产生的 NC 程序中不再有 M0环 内,例如在废料取出的“TC_PART_UNLOAD”内。
现在是人工加一 NC 程序的“停止”时才用 M00,例 如当 ● 程序试运转时 ● 测量和试验时
通快激光切割机trulaser3030培训教材
TRUMPF Group
调节激光光束在喷嘴中心位置使用Tapeshot 调节激光焦距的实际位置用Focus Comb 为什么激光光束需要在喷嘴中心? 为什么要调节焦距位置? 调节焦距位置的原理是什么 TapeShot 条件Focus Comb条件 切割质量不良 清洁切割镜片后 切割头碰撞后 更换镜片后 文件所在位置
-6
0 -1 碳钢15mm 不锈钢8mm
-7 -11
如何改善切割质量
TRUMPF Group
镜片是否清洁
零件切割质量不良
硬件方面因素
激光束是否在喷嘴中心 实际焦距位置与刻度上焦距 位置相符合 焦点相对于板材表面位置 不良
参数方面因素
切割速度 切割气压 切割功率
参数调整方案
锯齿
吸尘室
激光发生器
TRUMPF Group
激光光束质量高,激光能量可实现无级调控 采用射频技术,气体损耗率低
切割头
TRUMPF Group
保护气体接头 光束调整按钮 高度传感器接头
拆装孔
切割头
TRUMPF Group
镜片
Blow Air
切割气体 喷嘴冷却 喷嘴
Tapeshot & Focus Comb
机床安全
Trumpf通快编程手册6
第六章冲加工循环1 1.1 1.2 2 2.1 2.2 3 3.1 3.2 4 4.1 4.2 5 5.1 5.2 使 C 轴同步 TRAILON TRAILOF 冲 PUNCH_ON PUNCH_OFF 步冲 NIBBLE_ON NIBBLE_OFF 路径分配 SPP SPN 冲带延迟 PDELAY_ON PDELAY_OFF冲加工环16 6.1 6.2 7 7.1 7.2 8 8.1 8.2 9 9.1 9.2 10 10.1 10.2冲用压脚 PRESSERFOOT_ON PRESSERFOOT_OFF 真空吸屑系统 TC_SUCTION_ON TC_SUCTION_OFF 螺纹加工(选项) TC_TAP_ON TC_TAP_OFF 雕刻(选项) TC_MARK_ON TC_MARK_OFF 快速压筋(选项) TC_BEAD_ON TC_BEAD_OFF冲加工环21. 使 C 轴同步 1.1 TRAILON定义 语言命令 TRAILON 界定又同时激发 C1 (工具适配 器的回转轴)和 C2(下模适配器的回转轴)的同步。
注意: TRAILON 必须放在主程序开头紧跟程序标 题后的第一条命令! 编程 为使二回转轴同步,一轴必须作为主动轴处理,另 一轴作为从动轴。
主动一从动系统用下列参数界定: TRAILON (从动轴,主动轴) TRAILON ● 产生模态操作 ● 必须放在主程序开头紧跟程序标题后的第一条 命令 ● 被 TRAILOF 取消 ● 所有主动一从动系统编程的运动,在 TRAILON 之后只需对主动轴(C1)发命令,C2 自动同步地 执行所有运动。
从动轴 下模适配器的回转轴(C2)界定为从动轴。
所有为主动 轴(C1)编程的运动,全都同时被从动轴执行。
工具适配器的回转轴(C1)界定为主动轴。
运动均编程 给主动轴,从动轴(C2)同时进行全部运动。
主动轴冲加工环3例 N10 N20 N30 N40 . . N120 N130 N140 N150 N160 MSG(“ MSG(“ MSG(“ MSG(“ 主程序号,P1000 ”) TOPS 250 版本… ”) 日期 - … ”) 板材尺寸:…”)MSG(“ *** 正方形 10—110.00 *** ”) TRAILON (C2,C1) F108000 G01 TC_CLAMP_CYC1.2 TRAILOF定义 语言命令 TRAILOF 使 C1(工具适配器的回转轴)和 C2(下 模适配器的回转轴)的同步关系解除。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T R U T O P S德国通快编程详解Prepared on 22 November 2020TRUTOPS编程详解前言TRUTOPS是德国TRUMPF公司为机床开发的专用自动软件,其功能在自动应用方面极为强大,是激光切割软件的完美化身,具有全新典型的TRUMPF标,该软件具有精确度高,排版自动化,排刀手动自动相结合及排刀不受刀位角度限制等优点。
为了使受训人员在短时间内,快速有效的掌握本软件,以及配合现场加工的要求,本版采用大幅插图的形式介绍了TRUTOPS软件的各项应用模块,其中LASER模块是本软件的重点,初学者需用心研究,力求掌握之纯熟境界。
目录一、TRUROPS软件CAD模块基本命令的应用 (1)二、DXF文档转换为GEO文档 (6)三、TRUROPS软件NEST模块基本命令的应用 (7)四、TRUROPS软件LASER模块基本命令的应用 (11)五、编程注意事项 (17)一.打开TRUTOPS如下图点击CAD图标,即可进入绘图模块,所示画面如下:模块主要用于简单图形的绘制和修改,基本功能与CAD软件相同,这里我们只做简单的介绍,基本图标功能如下:.删除图素.删除选择(在这里面可以有条件的选取自已想要去除部分包括颜色,线型,和其它的几何图形).删除外轮廓.删除小轮廓(在这里可以设定面积小于多少的轮廓一次性删除).删除短图素(在这里可以设定长度小于多少的图素一次性删除).删除特征.删除标注(图标变暗不可用).删除辅助线.创建点.两点创建一条直线.创建水平线.创建垂直线.创建矩形.用圆心和直径创建圆.用圆心,起始角度,结束角度创建圆弧.创建文字.创建矩形形棱角缺口.创建方形棱角缺口.创建尖形图素缺口.创建矩形图素缺口.创建缺口沉切.创建矩形棱面创建方形棱面创建棱角倒角2.此工具栏从左到右各图标功能如下.退出TRUTOPS软件.显示尺寸标注.显示开放点.显示全部点.显示突出特征.刷新.全视图(CTRL+T).详图(局部放大).显示上次视图.记忆视图.调取视图为各种尺寸测量3.下面为做图辅助线命令.通过两点创建辅助线.创建平行辅助线.创建水平辅助线.创建垂直辅助线.过一点或借助角创建辅助线.创建垂直辅助线.创建辅助线使与X轴间成给定角度.创建辅助线使与直线成X角.创建辅助线使与2条圆弧线相切.创建分度.通过3个点创建辅助圆.用圆心和半径创建辅助圆.用直径创建辅助圆.用圆心和直径创建辅助圆.创建辅助同心圆.在2条切线处并通过一点创建辅助圆.通过2个点创建辅助圆与一直线相切.创建辅助圆使其与3条直线相切.用圆心创建辅助圆使其与一条直线相切4. 在打开界面的右边是工具导航栏:有创建,修改,尺寸标注,折弯,助手五部分在左侧面,但这里我们直正能用到的只有创建和修改两部分,创建部分主要是创建简单的线,圆,弧,棱角。
修改部分主要分移动,转动,刻度标(等同于CAD的比例放大),建立镜像,伸展(等同于CAD软件的拉伸),清理,图素几部分,移动转动刻度标和镜像几部分都包含复制功能,具体如下图二.在本模块中我们的主要目的是把DXF 文档转换为GEO 格式,以便于后续的编刀和排版,主要操作如下:1.打开文件夹【命令】 选取所要编辑的DXF 文档,2.点击【命令】图标查看是否有重复线或断线,如有重复线可用【命令】图标命令删除重复线,断线用【命令】这两个图标的命令来使断线闭合 3.修改完成后点【命令】图标将图形另存为GEO 格式.三.点击NEXT图标进入组合排版界面,如下图所示1.点击[命令]建立新任务单,会出现以下对话框,在[任务栏]输入需建立的任务单号码,[存储地点]输入储存位置(依个人习惯)1.一切完成后点击OK出现以下对话框,在这里添加所需排版的工件子2.选取所需排版的工件后会出现以下对话框,这里需输入所要加工的件数及是否可任意旋转在这里输入要排修改完成后点OK3.下图为常规选项,如工件间距,板料边距及工件排料的起始角等这里选择所要使用的材料名称及厚度:ST为碳这里修改所使用一切完成后点此让其任5.起动后会自动生成排版并保存为TAF,此模块主要是方便多种相同材料和板厚的工件进行套料时,更好的提高材料利用率四、点击LASER图标即进入激光编程界面,如下图所示:1.以上界面各图标用途从左到右依次为:.打开文件.打开文件并编辑.打开文件并准备(带TWINLINE的板料).保存文件.用新名称保存文件.将所选零件作为为GMT(几何图形及工艺)保存.打开文件浏览器.打印屏幕内容.自动加工整个零件和板料.生成数控程序.自动创建生产信息包.显示生产信息包.加工解禁.移动进刀位置.显示轮廓参数.应用轮廓参数.复制一个轮廓的加工.设置微型连接.启动模拟2.以上界面各图标用途如下:.显示全部点.显示几何图形.显示定位点.显示数控循环.显示几何图形和工艺.显示碰撞.显示缺少的倒角.显示机床0.显示支撑板.突出倾翻轮廓碰撞.切换为工艺视图.切换为数控视图.配置视图.更新图纸.全视图.板料全视图.局部视图.上一次视图.保存视图.打开视图.测量两点间距离3.左侧为辅助线命令与前面CAD模块一样,这里就不再介绍4.右边为导航工具栏具体命令有:配置,TWINLINE,工艺,优化和数控程序配置分移动零件和零件组,基本功能如下图所示:移动零件分移动和转动两种,零件组基本不用主要是对于共边切割的零件使用的一种切能(如果是共边切割一定要先启动此功能,再进行切割启动)6.工艺是激光加工的核心,主要功能分加工、修改、进程优化、轮廓参数、模具轨道、数控循环、板料切边。
.左边为右边导航工具栏工艺中的加工:6.1.1起动:自动使板料上工件生成激光切割6.1.2记录:显示启动后的切割数据6.1.3创建:只创建自己所想要轮廓或零件的切割6.1.4复制:将创建的切割参数复制到其它工件上6.1.5删除:删除自己所不想要的轮廓或零件的切割6.1.6禁用:禁用自己所不想要的轮廓或零件的切割6.1.7解禁:指对已禁用轮廓或零件使其恢复切割.左边为右边导航工具栏工艺中的轮廓参数:6.2.1. 应用:使某一轮廓的参数应用到其它轮廓上6.2.2. 显示:显示所选取轮廓所使用的轮廓参数6.2.3. 设置:更改某一轮廓的参数6.2.4. 转换:更改某一段轮廓的切割参数6.2.5. 删除:删除对转换.左边为右边导航工具栏工艺中的修改:6.3.1.加工方式:修改加工是切割还是打标6.3.2.修改切入:对切割下刀方式的修改6.3.3.删除切入:是删除切入点直接切割(一般不采用)6.3.4.修改进刀:是对进刀方式的修改(包括切线长度,R角大小等) 6.3.5.移动进刀:移动进刀位置6.3.6.逆转进刀:改进进刀方向6.3.7.修改进刀形式:手动托动进刀以改变其进刀样式6.3.8.修改出刀:对切割完收刀方式的修改(包括切线长度,R角大小等)6.3.9.修改出刀形式:手动托动切割结束点以改变其出刀样式.左边为右边导航工具栏工艺中的模具轨道6.4.1.创建:改变圆孔轮廓的补偿6.4.2.删除:删除对圆孔轮廓补偿的修改6.4.3.设置:改变轮廓的自动修正量为06.4.4.删除:删除对轮廓修正量的更改6.4.5.未清理:对未生成切割的轮廓生成切割轮廓.左边为右边导航工具栏工艺中的进程优化:6.5.1.设置: 对工件设置微型连接6.5.2.删除:删除对工件所加的微型连接6.5.3.禁用:对已加的微型连接暂不使用6.5.4.解禁:对禁用的微型连接重新使用6.5.5.设置:设置微型焊接6.5.6.删除:删除已设置的微型焊接6.5.7.手动:用手动的方式对工件中间的大轮廓进行切碎处理6.5.8.自动:用自动的方式对工件中间的大轮廓进行切碎处理6.5.9.删除:删除对工件中间轮廓进行的切碎处理6.5.10.参数:对自动方式的参数设定6.5.11.倾翻轮廓碰撞:(此功能无用)6.5.12.创建:创建轮廓转角处生成圆角6.5.13.删除:删除转角处生成的圆角,使之恢复原本形状.左边为右边导航工具栏工艺中的板料切边6.6.1.创建:对有边角料产生时需用此命令创建切边(切边分垂直,水平,POLYGON三种)6.6.2.删除:对所创建的切边进行删除6.7.1.起动:自动生成按已设定顺序的加工6.7.2.设置自:设置按自己所要求加工的路线加工6.7.3.按顺序至未尾:(此功能基本无用)6.7.4.参数:设置自动顺序的参数6.7.5.起始处:设置第一个加工的轮廓或工件6.7.6.退回:使已设置好的顺序轮廓或工件后面调整到前面6.7.7.移后:将已设置好的顺序轮廓或工件前面调整到后面6.7.8.未尾:指将某一工件调整至未尾加工.左边为右边导航工具栏中的模拟6.8.1.起动:按照已设定好的顺序运行程序,6.8.2.速度:用此来控制模拟运行的快慢6.8.3.暂停和继续:的字面意思一样在这里就不再做解释了6.8.4.步进式后退:指每点一下只后退一步6.8.5.步进式前进:指每点击一下只前进一步6.8.6.停止:就是模拟停止6.9.1起动:点此后所排好版的程序将通过软件自动生成机床所识别的NC语言6.9.2显示当前信息:显示生成NC语言后的语言清单6.9.3起动传输:生成LST文件转存为其它地方6.9.4显示当前信息:显示排版信息,包括材料,所需切割的工艺规则,所需材料等6.9.5打印当前信息:打印所生成程序的信息(即显示当前信息上的内容)7.以上是LASER模块中的一些命令介绍,下面讲正常排版流程:.点击打开所需要生成激光切割的TAF文档,.点击图形全部生成激光切割,.点击删除所有工件因自动生成切割转角部分的圆角,使之成为原始的直角.工件间间距较小时需检查切入点是否在切到别的工件,如有点击移动切入点到合适位置.对于小零件需加微连接时需点击设置微连接,.有边角料产生时需点击手动将剩下的边料切下,7. 7.一切完成后点击让其生成NC程序文件,即LST格式文件。
五、别附编程中应该注意的问题:1.在TRUTOPS软件CAD模块将DXF格式转换成GEO时一定要注意检查图形中的断点和重复线,并做相应的修复,在保存时一定要注意不同版本之间标示区分。
以免造成GEO文件版本混乱,排版时调错文档的质量事故发生。
2.在排版时应注意根据材料厚度设定工件排版参数(包括排版的边距和工件间的间距)。
3.在激光自动切割时要注意检查激光切割引线方向是否正确,穿刺点是否正确(包括到边太近或两工件间太近造成加工另一工件时对前一工件有打缺现象)。