制动盘铸造工艺设计
HT300机车制动盘的铸造工艺
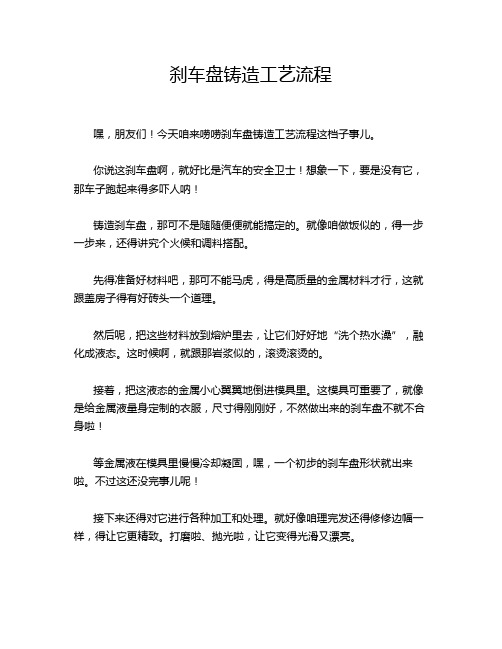
分析, 石 墨形 态 为 l 8 m 片状 石 墨 +少 量 块 状 石 墨, 金相组 织 符合要 求 , 如图 2所示 。对合 金成 分进
行 光谱 分析 , 发现 硫含量 超标 , 硅含 量偏 低 。通 过对
冷 热 工 艺
文章编号 : 1 0 0 7 — 6 0 3 4 ( 2 ( 1 1 6 ) 0 6 — 0 0 2 5 - 0 2 B Ol : 1 0 . 1 4 0 3 2 / j . i s s n . 1 0 0 7 - 6 0 3 4 . 2 0 1 6 . 0 6 . 0 l 1
墨, 当熔炼 温度 偏低 时粗 大 的石墨不 容 易消 除 , 将 直 接 遗传 到铸件 中。导致凝 固过程 中本来 应该 产 生 的
石 墨化析 出的膨胀 作 用 减 弱 , 增 加 铁熔 液 在 凝 固过
用 了不 含稀 硫酸 的磺 酸 固化 剂 , 并 且 造 型后 在 型腔
表 面喷 涂料 。涂料 层要 有一 定 的厚度 和一 定 的渗入 深度 , 对 受 热严重 的部 位 , 可采用 双层 涂料 。底 层涂 料 主要 保证 有一 定 的 渗透 深 度 , 面层 涂 料则 保证 致 密性好 。此外 , 还要 防止 固化太 快或 固化 太慢 , 主要 通过控 制砂 温在 l 0℃ ~3 5℃ 之 间 、 控制 固 化 剂 的
为 l l 0 0 m n l ( 内径 7 8 5 m m)×5 0 I l l m, 表 面 为 散 热
2 5 0 MP a , 硬度 H B 2 0 0~ 2 5 0; 摩擦 面 内部 5 m m 及螺 栓连 接孑 L 2 5 m m 以 内经 x射 线检 测不 能有孔 洞 、 夹 渣等 。前 期 的生 产发 现 , 有 多批 次 的制 动 盘存 在 抗
高速列车制动盘铸件铸造工艺研究

高速列车制动盘铸件铸造工艺研究发布时间:2022-10-21T03:30:51.889Z 来源:《科技新时代》2022年第5月9期作者:曲磊王强王建立隋宝[导读] 本文对制动盘铸件铸造工艺进行了研究,针对高速列车制动盘铸件过程中摩擦工作面出现缩松、裂纹、硬度不均匀等质量问题,进行了研究曲磊王强王建立隋宝中车大连机车车辆有限公司辽宁省大连市 116000摘要:本文对制动盘铸件铸造工艺进行了研究,针对高速列车制动盘铸件过程中摩擦工作面出现缩松、裂纹、硬度不均匀等质量问题,进行了研究。
首先,对比了进口制动盘和国产制动盘的铸造质量,发现了差距。
然后根据制动盘的特殊工况和技术要求设计铸造工艺。
对多种设计方案选择ProCAST软件进行数值分析,模拟比较研究以优化最佳解决方案。
工艺实施结果显示,进口件质量与铸件质量相近,新方案获能够满足制动盘铸件的技术要求。
关键词:高速列车;制动盘铸件;铸造工艺保障高速列车安全的重要产品之一是制动盘,具有吸收制动动能,转化为热能,散发到空气中的作用,此过程不会损坏制动盘的性能、结构以及材料。
铸钢制动盘全部应用在国内外350km/h高速列车,我国目前依赖进口,世界上能生产高速列车制动盘的国家很少,如法国、德国、日本等。
350-400km/h高速列车制动系统的制动盘根据相关研究文献,采用低合金耐磨铸钢制造。
制动盘失效的主要形式是热疲劳裂纹和磨损,平衡抗热疲劳性和耐磨性之间的关系,以及工作表面内部孔隙率和硬度不均的影响,是提高制动盘使用寿命的有效途径。
在某些高速列车车轴上,350公里/小时高速列车的制动盘,采用耐磨低碳钢制成,外形尺寸为655×124毫米。
如图1所示,多个连接散热柱和两个工作摩擦面在中心构成,柱状结构具有热结分布分布的结构特点。
在17-33mm范围内平均壁厚分布,制动盘铸件两个工作面的硬度应均匀,50mm为最厚处厚度约。
铸件内外质量符合《制动器暂行技术要求》TJ/CL310-2014的质量要求。
刹车盘铸造工艺流程
刹车盘铸造工艺流程
嘿,朋友们!今天咱来唠唠刹车盘铸造工艺流程这档子事儿。
你说这刹车盘啊,就好比是汽车的安全卫士!想象一下,要是没有它,那车子跑起来得多吓人呐!
铸造刹车盘,那可不是随随便便就能搞定的。
就像咱做饭似的,得一步一步来,还得讲究个火候和调料搭配。
先得准备好材料吧,那可不能马虎,得是高质量的金属材料才行,这就跟盖房子得有好砖头一个道理。
然后呢,把这些材料放到熔炉里去,让它们好好地“洗个热水澡”,融化成液态。
这时候啊,就跟那岩浆似的,滚烫滚烫的。
接着,把这液态的金属小心翼翼地倒进模具里。
这模具可重要了,就像是给金属液量身定制的衣服,尺寸得刚刚好,不然做出来的刹车盘不就不合身啦!
等金属液在模具里慢慢冷却凝固,嘿,一个初步的刹车盘形状就出来啦。
不过这还没完事儿呢!
接下来还得对它进行各种加工和处理。
就好像咱理完发还得修修边幅一样,得让它更精致。
打磨啦、抛光啦,让它变得光滑又漂亮。
再经过一系列的检测,确保它质量过硬,能在关键时刻发挥大作用。
这就跟咱体检似的,得确保身体没毛病才能放心大胆地去干活呀!
你说这铸造工艺流程是不是挺有意思的?每个环节都不能掉以轻心,就跟咱过日子一样,得认真对待每一件小事。
总之啊,刹车盘铸造工艺流程看似简单,实则暗藏玄机。
这里面的学问可大着呢!咱可不能小瞧了它,它可是关乎着我们行车安全的重要部件呐!只有把每个步骤都做好了,才能造出高质量的刹车盘,让我们在路上跑得更稳、更安心!你们说是不是这个理儿呀?。
制动盘铸造工艺
制动盘铸造工艺
一、模具设计
制动盘的模具设计是铸造工艺的第一步,根据产品规格和性能要求,确定模具的结构、尺寸和材料。
模具设计需考虑产品的精度、强度、耐热性、耐腐蚀性等因素,以确保铸造出的制动盘符合要求。
二、配料与熔炼
配料是根据铸造工艺要求,将所需原材料按照一定比例进行混合。
熔炼是将配料在高温下熔化成液态,以供后续浇注使用。
熔炼过程中需注意控制温度、时间和炉内气氛,以保证液态金属的质量。
三、浇注与充型
浇注是将熔化的液态金属注入模具中,以形成制动盘的形状。
充型过程中需注意控制浇注速度和温度,以保证金属液顺利充满模具,同时防止金属液溢出。
四、凝固与冷卻
凝固是液态金属在模具中冷却固化成固态的过程。
冷却过程中需控制冷却速度,以防止制动盘出现裂纹、缩孔等缺陷。
五、脱模与清理
脱模是将制动盘从模具中取出,并进行清理。
清理包括去除毛刺、飞边等,以保证制动盘的表面质量和精度。
六、热处理
热处理是对制动盘进行加热、保温和冷却的过程,以提高制动盘的力学性能和使用寿命。
热处理需根据材料种类和性能要求选择合适
的工艺参数。
七、表面处理
表面处理是对制动盘表面进行处理,以提高其抗腐蚀性、耐磨性和美观度。
常见的表面处理方法包括喷涂、电镀、喷丸等。
八、质量检测
质量检测是对制动盘进行全面的质量检查,包括尺寸精度、表面质量、力学性能等方面。
质量检测需使用专业的检测设备和标准,以确保制动盘符合质量要求。
以上是制动盘铸造工艺的主要步骤,各步骤之间相互联系,共同构成了制动盘铸造工艺的整体流程。
制动盘铸造工艺 -回复

制动盘铸造工艺-回复制动盘铸造工艺是指制动盘的生产过程。
制动盘是汽车制动系统中的重要部件,其质量和工艺直接影响车辆的制动效果和安全性能。
下面将一步一步回答有关制动盘铸造工艺的问题。
第一步:原材料准备制动盘的主要材料是灰铁或球墨铸铁。
在铸造过程中,为了提高合金的流动性和铸件的机械性能,通常会添加一些合金元素,如硅、锰、钒等。
首先,需要准备铸铁、合金元素及其他可能需要的辅助材料。
选择合适的原材料十分重要,以确保制动盘的质量和性能。
第二步:制备砂芯砂芯是铸造过程中用来形成制动盘内部空腔的重要部分。
制备砂芯的目的是为了在铸造时,使金属流入欲形成的空腔位置。
砂芯通常由石膏、沙子和其他添加剂制成。
制备砂芯的过程包括砂箱设计、砂芯形状设计、制备砂芯模具、注浆等步骤。
第三步:砂型制备砂型是在铸铁铸造中常用的一种铸造方法,通过粘合剂将细颗粒砂料填充到铸型模具中,形成具有制动盘外形的砂型。
制备砂型的过程包括:选择合适的砂料、制备砂料、设计砂型模具、砂型制备等步骤。
制动盘的砂型需要具备抗压强度和抗热强度,以承受高温高压下的铸造工艺要求。
第四步:铸造操作铸造是制动盘制造工艺中的核心环节。
在铸造过程中,将熔化的金属倒入设计好的砂型中,经过冷却凝固后形成制动盘的初始形态。
铸造操作需要控制熔炉温度、熔化金属的浇注速度、注重金属液体的流动情况以及金属凝固和收缩的特性。
第五步:后处理铸造完成之后,制动盘需要进行后处理工艺。
这包括去除砂型、除砂、修整切割余料、进行热处理等步骤。
通过去除砂型和除砂,可以完全展现制动盘的表面质量。
修整切割余料则是为了使制动盘的尺寸和形状达到设计要求。
热处理可以改变制动盘的组织结构,提高其强度和硬度。
第六步:加工和装配最后,制动盘需要进行加工和装配。
这包括修整制动盘表面、钻孔、修整孔的尺寸、制动盘与车轮的联接等步骤。
通过这些加工和装配过程,可以使制动盘与车辆的制动系统完全配合,确保良好的制动效果和安全性能。
新东线生产YH3216刹车盘的铸造工艺优化

新东线生产YH3216刹车盘的铸造工艺优化曹玉亭,李振,韩海全(烟台胜地汽车零部件制造有限公司,山东烟台264006)摘要:介绍了YH3216刹车盘的铸件结构及技术要求,针对原生产工艺出现的砂眼、气孔等缺陷问题,采取了以下改进措施:将过滤网设置在横浇道上,并将阻流截面变成二次搭接来挡渣;利用缓流式浇,阻,降低流速,流;采用环形横浇道,将内浇道适当分散,使砂;适当铸砂的气。
生产:次制,砂眼、气孔缺陷;生产,铸件成87.1%上97%,效关键词:铸;刹车盘;铸造工艺;砂眼;气孔中图分类号:TG251文献标志码:B文章编号:1003-8345(2021)03-0047-04D01:10.3969/j.issn.1003-8345.2021.03.012Optimization of Foundry Process of YH3216Brake Disc Produced by Sinto LineCAO Yu-ting,LI Zhen,HAN Hai-quan(Yantai Winhere Auto-part Manufacturing Co.,Ltd.,Yantai264006,China)Abstract:The casting structure and technical requirements of YH3216brake disc were introduced.According to the defects such as sand holes and porosity in the original production process,the following improvement measures were taken:A filter was placed on the cross runner and the choke cross section was changed to overlap twice to block the slag.The slow-flow pouring system was used to increase the local resistance,reduce the flow rate,and prevent the turbulence of the molten iron. An annular cross-runner was used to disperse the inner runner appropriately to make the sand mold heated evenly.Increase the exhaust capacity of mold and sand core.The production results showed that after small batch trial production,the defects of sand holes and porosity defects were greatly reduced.After mass production,the comprehensive yield of castings gradually raised from the initial87.1%to97%,and the effect was remarkable.Key words:gray iron;brake disc;casting process;sand hole;porosity1铸件结构及技术要求1.1铸件结构YH3216刹车盘结构为轴承盘,直径338mm,铸件质量19.51kg,铸件95.66mm,材G3500。
制动盘铸造工艺设计

1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)谈谈你的体会,及对教材、课堂教学的建议。
2.查资料,完成所指定锻件的生产过程,锻件图设计、相应的计算过程、下料、加热、锻造及热处理工艺进行分析。
3.结合汽车零件生产。
阐述埋弧焊原理、工艺特点、质量保证措施。
1 •结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)。
1.1制动盘铸造要求及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯形成。
不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的厚度和高度也各不相同。
单层盘片的制动盘结构比较简单。
铸件重量多为6~18kgo二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、气孔、砂眼等铸造缺陷。
金相组织为中等片状型,石墨型,组织均匀,断面敏感性小(特别是硬度差小)。
三、力学性能:(T b >250MPa , HB180-240,相当于国际HT250牌号。
四、有些外商对铸件的化学成分也作要求,本设计不作详细介绍。
1.2设计内容用金属型覆砂技术克服上述局限性,解决当前所遇到的铸造问题,保证工艺出品率。
即在金属型与铸件外形间覆薄砂层,形成砂型胶。
优点是同时具备金属型和砂型铸造的特点,金属型与熔体不直接接触,冷却速度和金相组织易于控制,同时提高金属型寿命,铸件形状可较复杂。
铸件可保证致密无气孔、缩孔、缩松等缺陷,工艺出口率咼。
2.1设计任务要求名称:制动盘材料:HT220类型:成批生产本铸件属于盘状薄壁件,盘面上的风道利于空气对流,达到散热的冃的。
如下图所示。
采用金属型覆砂工艺,需考虑金属型材料及芯砂材料。
2.2金属型材料选择根据以往金属型设计经验,选择常用的HT200作为金属型材料,参数如下:牌号:HT200标准:GB 9439-88特性:珠光体类型的灰铸铁。
刹车盘铸造工艺规程
刹车盘铸造工艺规程1 目的规范刹车盘铸造生产过程,确保铸造产品符合质量要求。
2 适用范围适用于公司刹车盘铸造生产过程。
3 生产工艺规程3.1刹车盘铸造工艺流程:3.2 芯砂配制及制芯烘干3.2.1 制芯设备与方法:芯子采用合脂油砂,手工制芯,金属芯盒。
3.2.2 刹车盘主要砂芯示意图:见图4。
3.2.3 制芯:3.2.3.1 车间按有关手续到模具库领用合格的芯盒,用完后应清洗干净及时送回。
3.2.3.2 油砂混制时,严格按比例混制(芯砂与合脂油按100:3比例混制)。
使用过程中出现争议时,取样送实验室测试其强度和透气性。
3.2.3.3 打芯时,芯盒的筋片不得有刮砂、粘砂现象。
3.2.3.4 刹车盘砂芯上的字要清晰完整,刮出面要用工具刮了压光。
3.2.3.5 砂芯应尽量轻轻在专用工作台上均匀敲出或磕出芯盒。
3.1.3.6 芯头用Φ8mm气孔锥扎透。
(芯盒带有透气锥的除外)3.1.3.7 检验砂芯,大平面度不得大于0.3mm,厚度尺寸不小于芯盒磨损极限尺寸。
3.1.4 砂芯质量要求:尺寸准确、形状完整、紧实光洁、无有松动、气眼要畅、砂芯不得有掉砂、粘砂、裂纹的现象。
3.1.5 烘干(烤芯)3.1.5.1 严格控制芯窑温度和时间。
(芯窑温度和时间的控制温度见下图)T(降温50 50t小时(t小时)芯室温度6小时8小时3.1.5.2 烘芯最高温度为210℃~240℃。
3.2 对芯粘灰(采用组合芯时,涉及该项内容)3.2.1 当粘合小芯时,该砂芯没留有研磨量,所以只能用手工在平板上稍微研磨,粘合剂为糊精。
3.2.2 两小芯必须对正,不允许偏差,对缝需抹平,粘合后刷涂料。
3.2.3 刷涂后必须晾干后方可使用。
3.2.4 涂料配比:黑铅粉97%,膨润3%,两料混合后,用水调匀即可,涂料存放期为夏不超过两昼夜,冬不超过三昼夜,每两周要彻底清理一次。
3.3 型砂配制,砂型制造。
3.3.1 型砂配制。
3.3.1.1 刹车盘造型用砂分:面砂、背砂(石英面砂、煤粉面砂)。
刹车盘铸造工艺规程
刹车盘铸造工艺规程
1 目的
规范刹车盘铸造生产过程,确保铸造产品符合质量要求。
2 适用范围
适用于公司刹车盘铸造生产过程。
3 生产工艺规程
3.1刹车盘铸造工艺流程:
3.2 芯砂配制及制芯烘干
3.2.1 制芯设备与方法:芯子采用合脂油砂,手工制芯,金属芯盒。
3.2.2 刹车盘主要砂芯示意图:见图4。
3.2.3 制芯:
3.2.3.1 车间按有关手续到模具库领用合格的芯盒,用完后应清洗干净及时送回。
3.2.3.2 油砂混制时,严格按比例混制(芯砂与合脂油按100:3比例混制)。
使用过程中出现争议时,取样送实验室测试其强度和透气性。
3.2.3.3 打芯时,芯盒的筋片不得有刮砂、粘砂现象。
3.2.3.4 刹车盘砂芯上的字要清晰完整,刮出面要用工具刮了压光。
3.2.3.5 砂芯应尽量轻轻在专用工作台上均匀敲出或磕出芯盒。
3.1.3.6 芯头用Φ8mm气孔锥扎透。
(芯盒带有透气锥的除外)
3.1.3.7 检验砂芯,大平面度不得大于0.3mm,厚度尺寸不小于芯盒磨损极限尺寸。
3.1.4 砂芯质量要求:
尺寸准确、形状完整、紧实光洁、无有松动、气眼要畅、砂芯不得有掉砂、粘砂、裂纹的现象。
3.1.5 烘干(烤芯)
3.1.5.1 严格控制芯窑温度和时间。
(芯窑温度和时间的控制温度见下图)
T(
降温
50 50。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)谈谈你的体会,及对教材、课堂教学的建议。
2.查资料,完成所指定锻件的生产过程,锻件图设计、相应的计算过程、下料、加热、锻造及热处理工艺进行分析。
3.结合汽车零件生产。
阐述埋弧焊原理、工艺特点、质量保证措施。
1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)。
1.1 制动盘铸造要求及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯形成。
不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的厚度和高度也各不相同。
单层盘片的制动盘结构比较简单。
铸件重量多为6-18kg。
二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、气孔、砂眼等铸造缺陷。
金相组织为中等片状型,石墨型,组织均匀,断面敏感性小(特别是硬度差小)。
三、力学性能: σb ≥250MPa , HB180~240 , 相当于国际 HT250 牌号。
四、有些外商对铸件的化学成分也作要求,本设计不作详细介绍。
1.2 设计内容用金属型覆砂技术克服上述局限性,解决当前所遇到的铸造问题,保证工艺出品率。
即在金属型与铸件外形间覆薄砂层,形成砂型胶。
优点是同时具备金属型和砂型铸造的特点,金属型与熔体不直接接触,冷却速度和金相组织易于控制,同时提高金属型寿命,铸件形状可较复杂。
铸件可保证致密无气孔、缩孔、缩松等缺陷,工艺出口率高。
2.1 设计任务要求名称:制动盘材料:HT220类型:成批生产本铸件属于盘状薄壁件,盘面上的风道利于空气对流,达到散热的目的。
如下图所示。
采用金属型覆砂工艺,需考虑金属型材料及芯砂材料。
2.2金属型材料选择根据以往金属型设计经验,选择常用的HT200作为金属型材料,参数如下:牌号:HT200标准:GB 9439-88特性:珠光体类型的灰铸铁。
其强度、耐磨性、耐热性均较好,减振性良好,铸造性能较优,需进行人工时效处理,其原理是把铸件重新加热到530-620℃,目的在于消除铸件内应力,减少变形、开裂的缺陷。
化学成分:碳 C :3.16~3.30硅 Si:1.79~1.93锰 Mn:0.89~1.04硫 S :0.094~0.125磷 P :0.120~0.170力学性能:抗拉强度σb (MPa):200硬度:(RH=1时)209HB试样尺寸:试棒直径:30mm金相组织:片状石墨+珠光体2.3铁型覆砂工艺介绍覆膜砂:在造型、制芯前砂粒表面上已覆盖有一层固态树脂膜的型砂、芯砂称为覆膜砂。
他是最早的一种热固性树脂砂,由德国克罗宁博士于1944年发明。
其基本工艺过程是利用射芯在加热的铁型上填上一层覆膜砂,以形成精密的型腔来生产铸件。
本设计覆膜砂厚度为5mm。
覆膜砂基本配比2.4芯砂选择造型材料性能的基本要求:1、具有一定强度,保证在合型、搬运和浇注过程中不变形、不损坏。
2、 良好的透气性。
3、 对铸件收缩的可退让性。
4、一定的耐火度和化学稳定性。
树脂自硬砂是指原砂(或再生砂)以合成树脂为粘结剂,在相应的固化剂作用下,在室温下自行硬化成形的一类芯砂,其基本特点是:1) 型砂加热无需加热烘干,更节省资源,同时可以采用木质或塑料芯盒和模板。
2) 铸件质量高,铸铁件的尺寸精度可达CT8~CT10。
铸铁件的表面粗糙度为R a =25~50μm,比粘土砂、水玻璃砂好。
3) 型砂容易紧实,易溃散,好清理,旧砂容易再生回用,因而大大减轻劳动强度,改善车间劳动环境,使单间小批量生产实现机械化。
4) 树脂价格较高,同时要求使用优质原砂,因而型砂成本比粘土砂水玻璃砂高。
5) 混砂、造型、浇注时,有刺激性的气味,应注意劳动保护。
树脂自硬砂用原砂的技术指标(%)树脂自硬砂配比再生砂的质量指标2.0 2.0 5 1.0 0.2 0.2 0.1 6)砂芯如下图:3.1 零件结构的铸造工艺性分析制动盘产品图(1)产品质量要求较高 ,不仅需要较高的精度 ,还要有足够的强度、硬度 ,尤其是上、下制动盘面不允许出现任何铸造缺陷 ,更不允许使用焊补等方法进行修复。
(2)产品表面积相对较大 ,且结构造成的铸造热节 ,容易形成缩孔、缩松缺陷。
(3)产品平面较大且较厚 ,在保证有足够的强度、硬度等性能外 ,还要防止气孔、缩松、夹渣等铸造缺陷的产生。
3.1.1铸造工艺分析覆砂金属型铸造工艺是一种新型的铸造方法, 它是在粗成形的金属型(铁型)内腔上覆上一层 5~ 8mm的覆砂层而形成铸型的一种先进铸造工艺。
该工艺克服了金属型铸造无退让性的缺点, 使冷却条件得到很好的改善; 该工艺不仅提高了铸件的成品率和工艺出品率, 对铸件的表面质量和力学性能也有了很大的提高。
3.1.2实际生产工艺大批量生产中的铁型覆砂铸造,其覆砂造型方法如图3所示。
覆砂造型是铁型背面的一组射砂孔,经铁型和模样合模后形成的间隙(缝隙宽度等于覆砂层厚度)射入流动性较好的型砂,再经固化,起模后即形成铁型覆砂的铸型(即覆砂铁型)。
一般铁型覆砂铸造的生产流程如图4所示。
图3 机械造型图4铁型覆砂铸造铸造生产流程图3.1.3 拟定铸造工艺从铸件凝固技术的角度看,水平造型生产盘类铸件较垂直造型更易获得致密无缺陷的优质铸件。
制动盘是一种径向尺寸大于纵向高度的均匀盘类铸件,采用水平造型分型面处于水平方向,分型面设置在刹车面处,即产品的径向处于水平位置,而铸件其他部位大部分处在下型腔,在此处设置浇注系统向型腔填充铁液,浇注完成后,铸件上部铁液温度高于下部温度,符合铸件凝固从下到上,从外到中心的凝固顺序,浇注系统能够形成对铸件最后凝固部位液体收缩的补给,有利于消除铸件的缩松缺陷,提高了铸件的致密度。
同时,采用水平造型,顺应了制动盘这种铸件径向尺寸大,纵向高度小的特点,在同样浇注温度下,易使铁液中的气体夹杂物和由浇注系统卷入型腔的气体渣子,在铸件凝固前向上漂浮到铸件的顶部,通过设计铸件顶部稍大的加工余量加工掉,减少废品的产生。
故本设计采用水平分型如下图:3.2 铸造工艺参数铸造工艺参数包括以下几点:1.查表可知,尺寸公差为CT10,铸件机械加工余量为5.0mm(2—4)2.最小铸出孔直径15~30mm(表2—5)3.起模斜度:外表面1.5%,内表面8%4.铸造圆角R5mm5.铸造收缩率1.0%6.最小铸出槽尺寸b=20mm,t=10mm3.3 浇注系统设计本设计采用顶注式浇注系统,有利于薄壁铸件的充型。
3.3.1 浇注系统计算选择封闭式浇注系统,设A1、A2、A3为直浇道、横浇道、内浇道总截面积,系统组元截面比为:A1:A2:A3=1.15:1.1:1查表得:G=mg=20×9.8=196Nμ=0.6=1.85S1t=26s查表得采用顶部注入H p =Ho,P=0则Hp=100mm综上所得:F阻=8cm2F直=8.4cm2查表得内浇道总断面积1.6cm2直浇口棒D=35mm内浇道A=14mm、B=12mm、C=6mm3.3.2 实用冒口设计铸件在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨并发生体积膨胀,从而可部分或全部地抵消凝固前期所发生的体积收缩,即具备有“自补缩的能力”。
因此,在铸型刚性足够大时,逐渐可以不设冒口或采用较小的冒口进行补缩。
求铸件模数M c==0.44cmD=10mm、c=6mm、b=53mm,求得Mc由于此灰铸铁件模数小于0.75cm,适宜采用浇注系统当冒口。
故不单设冒口。
4.1 金属模样的结构设计由于采用大批量生产,选择金属模样,工具各金属模样材料的性能和应用范围,选择灰铸铁为模样的材料,牌号为HT150.下模样的结构简单,主要由几个圆形凸台形成,由于模样整体高度不打,采用实心模样。
模样最大平面边缘由芯头形成了宽25、高15.5的延伸凸台刚好可以用来固定模样。
一个模样使用4个沉头圆柱螺钉固定,螺钉穿过模样装配在模板上,对错分布,螺钉尺寸为M10;此外,使用两个定位销定位,也是穿过模样装配在模底板上,定位销尺寸d(定位销直径)为10cm。
下模样如下图设计原则是在满足铸造工艺、保证铸件质量的前提下,是模样的结构便于加工制造。
模样在模底板上的装配偏差:单面模样≤0.7mm,内浇道模尺寸偏差,有箱造型为±0.3mm,其余部分为±0.7mm。
4.2 模板和模板框设计8.模板的设计该铸件属于成批大量的生产小件,选用HT250做模板材料,采用普通单面顶箱式模板。
采用水平分型自动生产线的模板底板尺寸结构,采用的模板基本尺寸为1200mmx690mm,砂箱内框尺寸920mmx610mmx250mm。
一箱放置3件,模样对称分布在下模板上,同时直浇道相连的一段横浇道布置在下模板,其余浇注系统以及冒口等布置在上模板上,浇注系统与模底板的固定,采用六角螺钉和沉头螺钉固定。
上模板二维及三维图下模板二维及三维图由于在射砂过程中,需要一定温度,故模板上要设置管状加热元件。
采用水平分型的单面快换模板。
为了简化工艺,采用直接定位法即模板直接与砂箱定位。
如下图所示,分别为上加热模板和下加热模板,定位采用双头螺钉。
2查资料,完成所指定锻件的生产过程,锻件图设计、相应的计算过程、下料、加热、锻造及热处理工艺进行分析。
齿轮热锻件图一、任务介绍锻造的目的是使坯料成形及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件。
锻造的基本工艺有自由锻、模锻、板料冲压等,其中自由锻和模锻是热塑性成型,而板料冲压是冷塑性成形,两者的基本原理相同。
齿轮是现代工业大量使用的零件,本文就是讨论齿轮的自由锻生产。
自由锻能进行的工序很多,可分为基本工序、辅助工序、及精整工序三大类。
它的基本工序是使金属产生一定程度的塑性变形以达到所需的形状和尺寸的工艺过程,如镦粗,拔长、冲孔、弯曲、切割、扭转及错移等工序。
二、总体设计方案1.绘制锻件图根据零件图的基本图样,结合自由锻工艺特点考虑余块、锻件余量和锻造公差等因素绘制而成。
2.计算坯料质量及尺寸 (1)坯料质量的计算根据锻件的形状和尺寸,可先计算锻件的质量,再考虑加热时的氧化损失,冲孔时冲掉的芯料以及切头的损失,可先计算锻件所用的坯料的质量,其计算公式为m 坯=m 锻+m 烧+m 头+m 芯(2)坯料尺寸确定皮料尺寸与所用第一个基本工序有关,由于齿轮是饼块类或空心类锻件,用镦粗工序锻造时,为了避免镦弯,应使坯料高度h 不超过直径D 的2.5倍,即坯料高径比h/D 不超过2.5。
为了在截料时便于操作,毛坯高度h 不仅应小于2.5D ,即高径比还应大于1.25即D h D 5.225.1≤≤圆料直径 ()dm V D 38.0坯≥。