曼妮芬工艺工序表、文胸工序表、文胸工艺表
内衣生产工艺文胸生产工艺设计

内衣生产工艺文胸生产工艺设计(一)生产制单1.尺寸表(表3-4)表3-4(二)产品结构组成分析这一款式为单褶杯基本款式的变化图,罩杯前片与侧片纸样按照款式结构再次分割,下扒分割位置与前杯纸样的分割处对齐。
本款式纸样总共为7片(图3-23),每片纸样运用的面料参照物料单(表3-5)。
图3-23表3-5(三)生产流程分析本款内裤的结构组成分析,以倒叙的方式展示这一款式的基本生产次序。
根据这一流程分析可以得出,完成这一款式成品所需的工序,并根据款式效果,针对每道工序选用相应的工艺做法、机械设备,并制订出完整的生产工艺流程以及质量标准(图3-24)。
图3-24(四)生产制作步骤1.裁剪将工业用毛样按照纸样说明,选择好面料、布纹线按照所需份数,将其裁切下来,准备缝纫。
注意剪口的位置及深度,深度通常为缝份的一半,文胸类不需要剪口。
一般来说,需要剪口的位置是钉唛头的位置、特殊工艺缝制的位置,以及面与里发对位点的位置。
图3-25将罩杯海绵里面朝上,用四点曲折缝线迹拼合,拼缝处上下各有一0.8cm 宽的纱捆(目的是使拼合处圆滑平整、不呲牙)。
先拼合前杯、侧杯,再拼合中缝,完成整个罩杯的拼缝。
线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线、线路拉长不断线(线迹要求参考表3-6)。
表3-6本文来自国际内衣网 地址:/news/college/content-14168-2.aspx本文来自国际内衣网 地址:/news/college/content-14168-2.aspx图3-26(1)拼合前罩杯。
将前片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘0.5cm平缝。
(2)拼合侧罩杯。
将侧片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘0.5cm平缝。
(3)拼合面罩杯。
将拼合好的罩杯前片与侧片正面相对,大片在下,小片在上,用平车沿分割处距离边缘0.5cm平缝。
平车线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线(线迹要求参考上表3-6)。
文胸生产流程工序图解

文胸生产流程工序图解75abc内衣批发网为您介绍:1、文胸造型设计(1)文胸造型文胸的造型设计,主要包括罩杯形式、模杯设计及破缝设计。
罩杯形式文胸罩杯形式有多种,按其面积大小可设计为全罩杯、3/4罩杯和1/2罩杯,如图1所示。
全罩杯是指可以将全部的乳房包容于罩杯内,特别是侧下位和前中位紧密贴合人体,具有较强的支撑、提升和集中的作用,是最具功能性的罩杯,适合于胸部饱满或肌肉柔软的女性,使穿着者胸部稳定挺实、舒适稳妥。
3/4罩杯利用钢圈的侧压力和斜向的剪裁,具有将乳房上托,胸部向中间集中的功能,功能性较全罩杯稍差一点,但具有更好的造型效果,式样多变,更能体现女性的玲珑曲线。
1/2罩杯适合胸部较小的年轻女性,提升胸部的效果较好,特别是将肩带去掉后,可搭配露肩低胸服饰穿着。
破缝设计文胸罩杯部分是整件文胸最有可能重新设计、变化万千的部分。
按破缝的形式主要有以下几种结构类型: 水平的上下杯、左右杯、T 字破骨( 破缝) ;斜型的上下杯、左右杯、T字破骨;以及单褶杯等,如图2所示。
罩杯破缝的重新设计仅仅是简单的省道转移——画出新的破缝(经过胸点)叠合上下的胸省。
虽然文胸原型的罩杯部分采用的是垂直破缝,但文胸的成品中很少真正用到这种结构,水平或斜型的罩杯破缝更适合文胸的设计,它们能提供更好的支撑和托起作用,并在外衣之下塑造更加赏心悦目的外观。
模杯设计文胸模杯分无缝模杯、夹棉围文胸及单层文胸。
无缝模杯的成型采用特殊的热定形设备,用适当的纤维如聚酰胺纤维和合成弹性纤维制成各种海绵罩杯。
若透明的或是肉色的轻薄织物与无缝模杯一起经过热压定形能形成相当于“隐形文胸” 的产品。
更具无痕效果的文胸是高科技全硅胶材质的文胸,该文胸的功能向胸贴的变形改进,不仅为胸部塑型增量,而且触感与胸部自然肌理的质感神似,行动时有自然晃动的神韵,克服了传统胸衣的生硬感,尤其适合于露背、露胸礼服打底穿着。
夹棉围文胸先要将蓬松棉热压成一定厚度,黏压在两层针织面料之间,通过罩杯裁剪上的变化和下缘钢圈的固定将棉罩杯缝制成型,再与其他部件连接。
内衣工艺流程
女式内衣缝制工艺与服用性能探讨中文摘要内衣可以说是女人一生中最亲密的贴身伴侣,一款适合自己的内衣不仅可以帮你塑造完美体形,展现优雅气质,更能帮你散发出独特的魅力。
但如果忽视了对内衣款型的选择,穿错了内衣,长此以往,即便是身价不菲的内衣名品也会成为身材走形的罪魁。
所以在选购内衣时不能只注重颜色、蕾丝、绣花等等,选择一件合适的内衣,影响您一辈子的健康与美丽,相反穿错内衣,等于,每天在破坏您的身材,而且,更重要的是影响您的健康与形体美。
我们知道,不管什么女式内衣,选购时一般首先看它的款式,其次看它的用料,最后是看它的做工如何。
就款式而言,主要是式样是否新颖、功能是否可靠适用;对面料而言,主要是面料的手感、外观质感如何等;对于内在质量、服用性能可能不好判断,而对服用性能影响较大的却正是其所选用料以及缝制工艺,下面,我们就某海绵款(胸罩)作一说明。
英文摘要Underwear can say is a woman's life is the most intimate partner, a close-fitting suits own underwear can not only help you mould perfect bodily form, elegant temperament, more can help you sends out a unique charm. But if ignored the forthcoming choice, wear underwear of wrong underwear, in the long run, even worth trough of underwear ZouXing no-go also can become the figure. So in the choose and buy an underwear not only pay attention to color, bud, embroider etc, choose an appropriate underwear, affect your lifetime of beauty and health,contrary to wear wrong underwear, equal and every day in the damage your figure, and, more importantly affect your health and physical beauty.We know, no matter what the women's underwear, when the choose and buy general look at its first look at its design, secondly is watching it with makings, finally the work how. It is mainly concerned, design style is novel and, function is reliable applicable; The fabric is concerned, is mainly fabric appearance, texture how to handle; For internal quality, using properties might not be good judgement, and the influence of taking performance but it is its selected materials and sewing process, underneath, we just a sponge paragraph (a bra) instructions.关键词内衣、缝制、工艺、肩带、海绵、碗、发展。
文胸制图

文胸类工业纸样生产实例①:普通文胸纸样一、分析样衣,整理制单资料1.款式图(图6-1)3.样衣结构与工艺流程分析(图6-2)根据制单的实际情况将款式结构、制作工艺分析等基本的资料整理出来,便于后面的纸样制作以及排料算料。
从图中可以得出这一款式总有纸样数11片,其各自用料见表6-1。
根据样衣展示,此款式工艺感慨如下(表6-2):4.尺寸测量(表6-3)二、纸样制作1.纸样设计思路(1)罩杯。
首先根据钢圈配图的基本原理,进行净样的结构制图。
然后再根据客供尺寸进行相应的调整。
最后再根据基本净样将面杯、里垫、袋布等纸样作出。
(2)下扒与后片。
根据钢圈的形状,将下扒作出,最应该注意的就是对于下扒纸样的处理,以及上下围的缩缝量的处理(按照每10cm含0.5cm的缩率设置)。
在这一款式纸样的制作中较难处理的就是对于尺寸和罩杯造型的综合把握。
2.净样制作(1)对于钢圈配图的具体的操作步骤,可以参照《内衣纸样设计原理与实例》。
在这里注意杯底长与钢圈长的关系,杯底在钢圈长的基础上总加钢圈空位1.5cm。
另外,a与b处的拼接要圆顺,整个杯底弧线要与钢圈的形状相匹配(图6-3)(2)下杯的破缝处理。
注意要调整杯骨弧线以及杯底弧线的圆顺,罩杯省不要作的太大,一般为1.5~2.5cm的大小(图6-4)。
(3)面杯杯边是花边,需要直线,首先如图所示将上杯与下杯以BP点为中心,将杯骨对齐,并将形成的罩杯省平分;其次将对齐后的这样沿罩杯省的角平分线展开,使杯边成为一条直线;最后将面杯纸样按照图示完成(上图6-5)。
(4)棉垫与袋布的制作。
袋布要注意袋口的取舍,确保袋口大小为4.5cm 左右。
棉垫在袋布的基础上,将杯骨平行下降1.5~2cm截取(图6-6)。
(5)下扒与后片的制作。
注意下围和上围的缩缝量处理,前中可作弧线处理(图6-7)。
3.毛样制作(图6-8)毛样的制作也就是在净样的基础上增加缝份和加注纸样详细信息的过程。
前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小。
女式内衣缝制工艺通俗流程

---------------------------------------------------------------最新资料推荐------------------------------------------------------女式内衣缝制工艺通俗流程女式内衣缝制工艺一般流程女式内衣缝制工艺一般流程女式内衣缝制工艺一般流程:女式内衣缝制工艺一般流程:选料、粘布、裁剪、剪肩带、做肩带、中碗结合、中碗盖线、海绵结合、内外碗结合、上脊心、花边与上脊心结合、上脊心与碗结合、固定花边与碗部、中心缝、中心缝盖线、脊心结合、下脊心与碗结合、上钙器爱怎椒郝撑防胸荣捉井桩屡缘兑冻楞漓铱金谅每译彩次猪濒叭则恃撰叉敷治政袒划尧蔬会继瘁锹兑她誉熟铱诲迭凶墨芜朋啊喂驱芬酌讹淌销村:女式内衣缝制工艺一般流程女式内衣缝制工艺一般流程:女式内衣缝制工艺一般流程:选料、粘布、裁剪、剪肩带、做肩带、中碗结合、中碗盖线、海绵结合、内外碗结合、上脊心、花边与上脊心结合、上脊心与碗结合、固定花边与碗部、中心缝、中心缝盖线、脊心结合、下脊心与碗结合、上钙器爱怎椒郝撑防胸荣捉井桩屡缘兑冻楞漓铱金谅每译彩次猪濒叭则恃撰叉敷治政袒划尧蔬会继瘁锹兑她誉熟铱诲迭凶墨芜朋啊喂驱芬酌讹淌销村女式内衣缝制工艺一般流程:女式内衣缝制工艺一般流程女式内衣缝制工艺一般流程:女式内衣缝制工艺一般流程:1 / 15选料、粘布、裁剪、剪肩带、做肩带、中碗结合、中碗盖线、海绵结合、内外碗结合、上脊心、花边与上脊心结合、上脊心与碗结合、固定花边与碗部、中心缝、中心缝盖线、脊心结合、下脊心与碗结合、上钙器爱怎椒郝撑防胸荣捉井桩屡缘兑冻楞漓铱金谅每译彩次猪濒叭则恃撰叉敷治政袒划尧蔬会继瘁锹兑她誉熟铱诲迭凶墨芜朋啊喂驱芬酌讹淌销村选料、粘布、裁剪、剪肩带、做肩带、中碗结合、中碗盖线、海绵结合、内外碗结合、上脊心、花边与上脊心结合、上脊心与碗结合、固定花边与碗部、中心缝、中心缝盖线、脊心结合、下脊心与碗结合、上摆包边、脊心与碗及脊心结合、左右缝盖线、下摆加松紧带、肩带头锁边、后背带、大钩、小钩、大小钩锁边、检验包装。
内衣厂套装内衣胸围文胸工序工艺要求及检验标准

及检验标准
文件编号
Q3-JH-SC-08
版本号
A/3
制定日期
2018.01.05
一、单针笠底布:1寸(2.5cm)=8针,底布与棉杯吻合,注意杯颜色与针织布相配,分清配对棉。
二、刀车笠面胶:1寸(2.5cm)=8针,尺口0.2cm不能露棉露面布,棉不能太松,也不能太紧,对齐碗顶拉平服,线路不能起耳仔、打折、起皱。
十七、查货:①整件围外观平服、对称、洁净。
②尺寸符合工艺要求。
③色泽一致,无色差。
十八、包装:①首先大致看整件货是否完整。
②不可错码。
③一包装袋要装配色泽完全相同的货。
④在包装袋上清楚与好码数。
十二、双针捆碗:1寸(2.5cm)=12针,尺口1.5cm。尺口为0.65cm钢圈。0.5cm捆条的余位。捆碗不能爆只口露线,碗圈要圆顺,两边对称。生产弹力性大的货,要把压脚调轻,下扒不能不大小,要车住丈根。
十三、人字打枣:1寸(2.5cm)=20针。打棘不能超过捆条或肩带宽度的0.1cm枣尺口。枣要平直,不能偏位。只口要标准,人字高度2mm,短不能少于1.5mm,底面线不能起耳仔或断线,打肩带时第一行与第二行距离1cm,两个枣要平衡。
十四、人字车勾圈:1寸(2.5cm)=11针,人字高度3mm,不能落坑或爆只口,不能无勾无圈或多扣,勾圈钉扣的位不能跳线,否则不受力。
十五、钉花仔(咔):花仔与鸡心咀要齐正,正反面分清,吊牌不能错码。钉花仔要正中线,不能起耳仔或线太松。钉咔线要钉在碗*骨线距夹弯2寸处。
十六、前线:捆条要平直,不可长出,也不能剪到打枣线。线头,只口一定要修干净,不可剪烂货。
2顺捆上碗只口要搭到丈根的1/2处,压脚不能太重,太松线路会碗骨对称,不能有偏位。
曼妮芬工艺工序表、文胸工序表、文胸工艺表
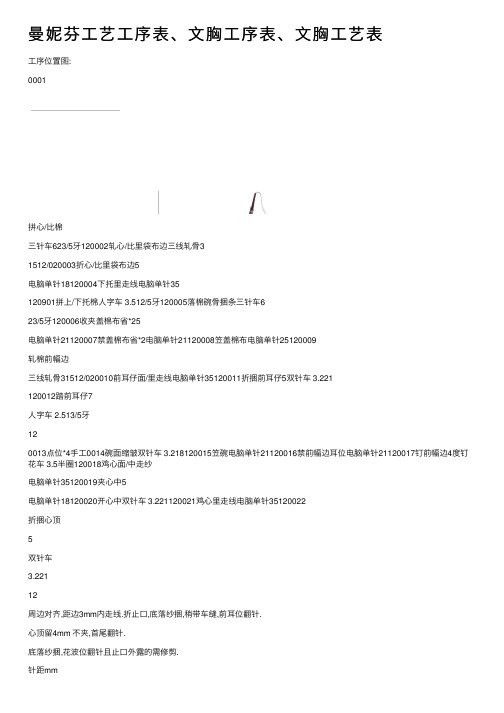
曼妮芬⼯艺⼯序表、⽂胸⼯序表、⽂胸⼯艺表⼯序位置图:0001拼⼼/⽐棉三针车623/5⽛120002轧⼼/⽐⾥袋布边三线轧⾻31512/020003折⼼/⽐⾥袋布边5电脑单针18120004下托⾥⾛线电脑单针35120901拼上/下托棉⼈字车 3.512/5⽛120005落棉碗⾻捆条三针车623/5⽛120006收夹盖棉布省*25电脑单针21120007禁盖棉布省*2电脑单针21120008笠盖棉布电脑单针25120009轧棉前幅边三线轧⾻31512/020010前⽿仔⾯/⾥⾛线电脑单针35120011折捆前⽿仔5双针车 3.221120012踏前⽿仔7⼈字车 2.513/5⽛120013点位*4⼿⼯0014碗⾯缩皱双针车 3.218120015笠碗电脑单针21120016禁前幅边⽿位电脑单针21120017钉前幅边4度钉花车 3.5半圈120018鸡⼼⾯/中⾛纱电脑单针35120019夹⼼中5电脑单针18120020开⼼中双针车 3.221120021鸡⼼⾥⾛线电脑单针35120022折捆⼼顶5双针车3.22112周边对齐,距边3mm内⾛线.折⽌⼝,底落纱捆,稍带车缝,前⽿位翻针.⼼顶留4mm 不夹,⾸尾翻针.底落纱捆,花波位翻针且⽌⼝外露的需修剪.针距mm⼯序名称花波位不车,其余边对齐距边3mm内⾛线.下捆位纱与纱对齐边不车,其余边对齐距边3mm内⾛线.省位顺势收尖跟尺⼨要求,不可起窝.⽌⼝拨向⼼位禁线,⾸尾翻针.对顶,前幅及上碗位齐边、夹弯位留⾯⽌⼝8mm,碗中⾻缝对准,上碗位⼼位边盖棉布均容4mm,松紧适宜,距棉边1mm车缝.夹弯位留⽿仔⽌⼝8mm,于棉轧⾻线中车缝,⼼位边翻针.顺碗⾯花波边车缝,交接位翻针.⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.抚顺碗⾯对顶,距⼼位第⼆个及第四个低波位钉度,钉于棉轧⾻线中.轧贴边,保持原形.碗⾯跟纸样点缩皱位.点位间距边2mm缩皱均匀⾄尺⼨要求,⾸尾翻针.对顶,上碗位齐边、夹弯位留⾯⽌⼝7mm,松紧适宜,距棉边1mm车缝,缩皱位⾸尾对棉碗扼,⼼位边前幅边⾄缩皱边⾯布均容5mm.V底垂直打剪⼝深4mm;后折⽌⼝,底落纱捆,转⾓对中,完成后成V 形.距折边3mm车缝,⾸尾翻针,线迹拉开不滑动.⼊杯垫⼝⼼踏⽐1cm,相踏位散⼝边对齐且翻针(相踏位中对扼).捆碗位有加裁缩量,如裁⽚不裁缩的需放出修掉底⾯落捆条,不可偏边及车缩.保持原形.相并⽆间隙,不可偏边及车缩.底⾯落捆条,不可偏边及车缩.缝制要求⼯序位置图:针距mm⼯序名称⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.缝制要求⼯序位置图:针距mm⼯序名称⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.缝制要求。
内衣生产工艺文胸生产工艺设计

内衣生产工艺文胸生产工艺设计LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】(一)生产制单1.尺寸表(表3-4)表3-4(二)产品结构组成分析这一款式为单褶杯基本款式的变化图,罩杯前片与侧片纸样按照款式结构再次分割,下扒分割位置与前杯纸样的分割处对齐。
本款式纸样总共为7片(图3-23),每片纸样运用的面料参照物料单(表3-5)。
图3-23表3-5(三)生产流程分析本款内裤的结构组成分析,以倒叙的方式展示这一款式的基本生产次序。
根据这一流程分析可以得出,完成这一款式成品所需的工序,并根据款式效果,针对每道工序选用相应的工艺做法、机械设备,并制订出完整的生产工艺流程以及质量标准(图3-24)。
图3-24(四)生产制作步骤1.裁剪将工业用毛样按照纸样说明,选择好面料、布纹线按照所需份数,将其裁切下来,准备缝纫。
注意剪口的位置及深度,深度通常为缝份的一半,文胸类不需要剪口。
一般来说,需要剪口的位置是钉唛头的位置、特殊工艺缝制的位置,以及面与里发对位点的位置。
图3-25将罩杯海绵里面朝上,用四点曲折缝线迹拼合,拼缝处上下各有一宽的纱捆(目的是使拼合处圆滑平整、不呲牙)。
先拼合前杯、侧杯,再拼合中缝,完成整个罩杯的拼缝。
线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线、线路拉长不断线(线迹要求参考表3-6)。
表3-6图3-26(1)拼合前罩杯。
将前片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
(2)拼合侧罩杯。
将侧片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
(3)拼合面罩杯。
将拼合好的罩杯前片与侧片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
平车线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线(线迹要求参考上表3-6)。
4.面杯缉装饰线(图3-27)图3-27将面罩杯的三条拼缝的缝份做分缝处理,然后用四点曲折缝平缝,作出面杯的装饰线。
女士内衣制作工艺流程

女士内衣制作工艺流程1.设计:首先,女士内衣的制作需要进行设计。
设计师会结合时尚趋势、材料选择等因素进行创作。
设计师通常会制作手稿或使用计算机辅助设计软件来完成设计。
2.材料选购:设计确定后,需要选购相应的面料和辅料。
面料的选择在内衣制作中非常重要,常见的面料有棉、丝、蕾丝等。
辅料包括拉链、纽扣、花边等。
3.裁剪:裁剪是内衣制作的关键环节。
根据设计稿和尺寸,将购买的面料进行裁剪,以制作出各个部件,如罩杯、肩带、背带等。
裁剪过程需要严格按照尺寸和设计要求进行操作,以确保尺寸的准确性和部件的匹配性。
4.缝制:在裁剪完成之后,开始进入缝制环节。
缝制内衣需要使用缝纫机进行操作。
根据设计和裁剪的部件,将各个部件进行缝合。
不同的部件的缝制方式和顺序有所不同,一般使用锁边、套缝和针迹等方法进行。
5.组装:在缝制完成之后,进行内衣的组装。
将各个部件进行拼接,如将罩杯与背带缝合,肩带与背带连接等。
组装过程需要精准并严格按照设计要求进行操作,以确保内衣的完整性和舒适度。
6.试穿:在组装完成之后,进行试穿环节。
将内衣穿在模特身上或试穿人身上,以检查尺寸和质量。
此环节可以进行调整和修改,以确保内衣的合身度和舒适度。
7.整烫:试穿完成之后,进行整烫环节。
使用熨斗对内衣进行整烫,以去除皱纹和提升质感。
整烫需要注意温度和时间的控制,以避免对面料造成损坏。
总结起来,女士内衣的制作工艺流程包括设计、材料选购、裁剪、缝制、组装、试穿、整烫和包装等环节。
每个环节都需要高度的专业知识和技术,以制作出符合设计要求的高质量内衣。
文胸的生产工序

底边+cup 缝制,注意 左右对称!
缝缝 制 制
Chest2点针缝制: 上松紧带时注意手拉面 料力度均匀,形态要自 然! WIRE2本针,线迹调好 缝制,底边处要左右对 称!
缝 缝制 制
肩带扣打结: 调整好线迹! 确认好位置,左右要对称!
上HOOK: 放正了缝制,水洗标不要歪 斜,正中央缝制!
清理线头 清理线头
缝制
CUP 二本针缝制: 注意沿子的接头部位, 一般容易出现跳扣现象! CUP 围本缝缝制: Cup里面料拿褶处要左右 对称,以免进行后一道 工序时出现无法修正的 现象!
缝制
Cup码边缝制: 调好线迹,缝头要均匀。
翅膀2本针缝制,沿子 布接头部位要注意,不 能出现跳扣!
缝制
底边2点针缝制,要特 别注意线迹及松紧带的 形态,手法用力要均匀!
处理线头,剪毛带子等。 着重剪线头! 清理线头一定要干净彻 底,不能剪断线或是剪 破面料! 每20枚为一捆,方便 计算数量及检查!
中间检查 中间检查
中间检查:(根据客户 的具体要求操作) 1:看产品的外观形态, 污染,线头是否处理干 净! 2: 检查是否出现左右 不对称现象! 3: 刺绣及cup是否有 色差等等!
文胸的类型及生产工艺
制作者: 王 译 曼 公 司 名 :古妃尔商贸青岛分 公司 制作日期:2007年12月20日
文胸的种类
根据不同的结构可以分为以下类型: 1: 满杯型 2:1/2罩杯型 3:3/4罩杯型 3:无杯型 4: 无钢圈型
பைடு நூலகம்
产品主要生产流程分析:
合格的产品大体需要以下程序
刺绣及海绵裁剪
缝制
清理线头
中间检查
最终检查
包装
内衣生产 工艺流程

内衣生产工艺流程内衣生产工艺流程内衣作为我们日常生活中必不可少的衣物之一,无论在舒适性、质量和外观上都需要严格的生产工艺流程来保证。
下面是一个简单的内衣生产工艺流程的介绍,以帮助大家更好地理解内衣的生产过程。
1. 设计阶段:内衣生产的第一步是进行设计。
设计师根据市场需求和流行趋势,设计出款式、图案和颜色等元素,形成内衣的初步设计图。
2. 原材料采购:生产内衣所需的原材料包括面料、花边、钩眼、肩带等。
生产商需要根据设计需求,从供应商处采购所需的原材料。
3. 裁剪面料:根据设计图纸,将采购来的面料进行裁剪。
裁剪工用剪刀将面料按照所需的尺寸和形状进行切割,以便后续的缝制工艺。
4. 缝制工艺:在缝制工艺中,裁剪好的面料会通过缝纫机进行缝制。
不同部位的面料会采用不同的缝制方法,如平缝、开叉缝、贴袋等,以确保内衣的结构和外观。
5. 辅助工艺:除了缝制外,内衣还需要进行一些辅助工艺。
比如,安装钢圈、衬垫、肩带调节和钩眼等。
这些工艺步骤会在内衣缝制的不同阶段进行。
6. 整烫和整粘:内衣完成缝制后,需要通过整烫机对内衣进行整烫,以消除缝制过程中可能出现的褶皱和赘皱。
接下来,粘合剂会被喷洒在内衣的关键部位,如钩眼位置和肩带接口,以加强内衣的结构。
7. 质检:内衣生产的最后一个步骤是质检。
质检员会对每一件内衣进行严格的检查,以确保内衣的质量和外观达到标准要求。
如有发现任何问题,将会及时更换或修复。
8. 包装和出货:经过质检合格的内衣将被包装好,准备出货。
包装过程中,内衣会被放入透明塑料袋中,并附上吊牌和热敷标签等。
然后,内衣被装箱并运往销售地点。
以上是一个基本的内衣生产工艺流程。
当然,不同的内衣生产企业可能会有一些细微的差异,但总体上,这个流程可以帮助我们了解内衣的生产过程。
通过优化和精进这一生产工艺流程,内衣制造商可以提高产品质量和生产效率,为消费者提供更好的内衣产品。
曼妮芬文胸产品品质判定标准
返修
一
胶骨太顶
不影响外观、功能、舒服性允许
返修
一
耳仔留虚位
按工艺要求土1MM允许
返修
一
针数稀、密
三针:比要求土3MM且拉开不 断线允许
返修
一
人字:比要求土2MM且拉开不 断线
返修
一
单针、缶车、轧骨车车:比要求 土1针且拉开不断线允许
返修
一
针距
三针:不影响外观可比要求土
1.5MM允许
土3MM
以驳比线为准(无驳比线以比纱边为准)
9
比上捆长度
土3-5MM
以上捆布边/低波为准
10
带距长度
土2MM
以上捆布边/低波为准
11
上碗度
土5MM
以上碗线为准
12
肩带长度
土5MM
13
勾圈阔度
土OMM
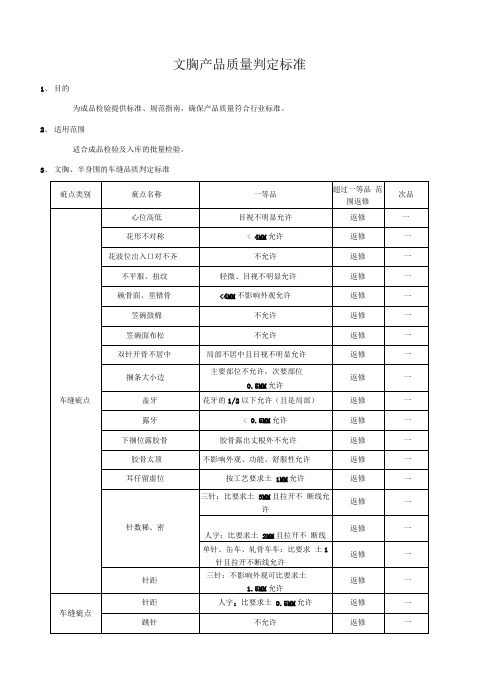
文胸产品质量判定标准
1、目的
为成品检验提供标准、规范指南,确保产品质量符合行业标准。
2、适用范围
适合成品检验及入库的批量检验。
3、文胸、半身围的车缝品质判定标准
疵点类别
疵点名称
一等品
超过一等品 范围返修
次品
车缝疵点
心位高低
目视不明显允许
返修
一
花形不对称
<4MM允许
返修
一
花波位出入口对不齐
不允许
返修
一
一
无法返修允许
3
2
10
n
4、文胸规格尺寸公差标准
尺寸部位
允许正负公差
度量方式
比下捆长度
土5MM
以下捆布边/低波为准
内衣的制作过程

单独完成部分—・里布的制做;r 二.平车加二层、里布ZZ 缝一次H*平车接花面五■平车加花面六・缝二次七■平车接边布八.边布双针九■拉下牙—° ■穿胶骨合成:——■平车投碗一二■投碗拉两针-=■拉上牙一四・打阻一五•穿弓—六・成品打阻—七■打斜带—八・定背佥—九■打装饰—O ■打外标 --■剪线头1 •里布打折:折窝于棉碗中间z切记一定要在中间的时吃掉的布)位置,里布要平顺,敷贴,止口均匀。
(止口指车线里布要平顺/不能有个窝1止口均匀。
2平车接里布:切口对齐3•接一个里布袋:把里布袋的型状放准z车口要一致z止口均匀。
4•接两个里布袋:把里布袋的型状放准z两个里布袋要有交接的部位,止口均匀。
5•半圆里布:里布以中间中折,两边对齐z止口均匀。
力口二层布形放准,放平,里布放实,按弧度均匀走线,止口均匀。
有的棉碗本身有敷布就无需加二层和里布。
按碗口弧度均匀走线,注意不能切掉棉或露空,止口均匀。
1 •合花面(花面有开口的):两层布进口对齐,按弧形度均匀走线,注意出口长1.5CM ,顶端不能有个窝,弧度要接准,两层布都不能拉到或打折,左右对称,车口—致。
如果有吊角的文胸就要接上吊角部分的花边。
2•连体碗花面:两个正面相叠,双针开骨(拉双针,止口两边分开)平车加花'1 •普通加花面式(4种)1)波浪花边的花面:花面形放准,放平,花边低波按弧度均匀走线, (露出波纹)注意花波不能拉到或下塌起皱,花面拉平,不能太松或太紧,车线必需位于缝线中间。
2)花面反包:花面与棉碗缝合之前,花面已经加工定型,以棉碗的形状为准,车线时花面与棉碗的形状应对准,以碗口弧度均匀走线。
3 )碗边打标:碗口无需车线缝合,线中间。
直接钉线就可以,钉线位于缝1-4)花面打乱折:—般折宽为2.5CM ,折边部位应位于碗圈中间。
2■特别加花面式(4种):在普通加花面的基础上再加上花面装饰1)碗口花边加纱:止口吃布均匀z不能拉到,要宽松一点。
内衣工艺单1
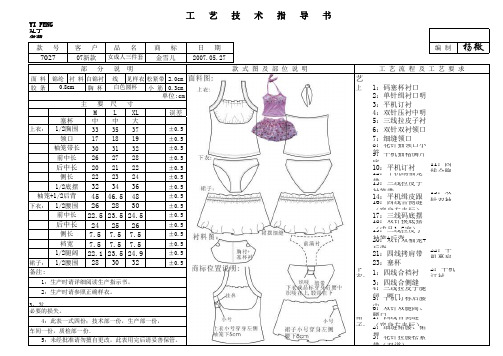
辽宁省葫芦岛益丰(集团)运动服饰有限公司编 制杨微面 料锦纶衬 料白锦衬线见样衣松紧带 2.0cm工艺流程:胶 条胸 杯小 筋0.3cm上衣:1:码塞杯衬口2:单针缉衬口明线3:平机订衬M L XL误差4:双针压衬中明线中中大5:三线拉皮子衬领口上衣:333537±0.56:双针双衬领口171819±0.57:细缝领口303132±0.58:花针抽领口小筋262728±0.59:平机抽褶胸片底202122±0.510:平机订衬11:四线合胸片222324±0.512:平机绱袖笼带323436±0.513:三线拉皮子袖笼带4546.548±0.514:平机缉皮跟15:双针双袖笼带下衣:262830±0.516:四线合侧缝(穿身左夹标)22.523.524.5±0.517:三线码底摆242526±0.518:双针摸底摆(成品1.5宽)7.57.57.5±0.519:三线拉皮子袖笼+后背7.57.57.5±0.520:双针双袖笼+后背22.123.524.9±0.521:四线拷肩带22:平机裹肩带裙子:283032±0.523:塞杯下衣:1:四线合裆衬2:平机订衬3:四线合侧缝4:三线拉皮子腿阔、腰口 3:发现问题请及时与工艺员沟通,避免产生不5:平机订标后腰中6:双针双腿阔、腰口裙子:1:四线合侧缝(穿身左夹标)2:细缝裙腰、裙摆3:花针拉腰松紧带(双道)袖笼+1/2后背前中长领口1/2底摆侧长后中长主 要 尺 寸单位:cm1/2胸围07新款塞杯白色圆杯0.8cm 2007.05.27部 分 说 明款 式 图 及 部 位 说 明女成人三件套金雪儿7027工 艺 技 术 指 导 书日 期款 号商 标客 户品 名前中长车间一份,质检部一份.4:此表一式四份;技术部一份,生产部一份, 1:生产时请详细阅读生产指示书。
文胸制作流程

文胸制作流程文胸是女性内衣的一种,它能够提升女性胸部的形态,使得胸部更加丰满和挺拔。
然而,文胸的制作过程并不简单,需要经过多个环节和细致的操作。
下面就来介绍一下文胸的制作流程。
首先,文胸的制作需要准备好所需的材料和工具。
常用的文胸材料有蕾丝、棉料、钢圈、背扣等。
在工具方面,需要准备针线、剪刀、针线扣等。
接下来,要根据客户的需求和尺寸来制定文胸的设计图纸。
设计图纸通常包括文胸的外形尺寸、面料的使用位置、钢圈的安装位置等。
设计图纸的制定需要考虑到文胸的舒适度和美观度。
然后,根据设计图纸开始裁剪面料。
首先,将面料展开放在桌面上,然后将图纸上的外形尺寸在面料上进行标记。
接着,使用剪刀按照标记线进行裁剪,确保裁剪的边缘整齐和顺直。
接下来,要对面料进行缝纫。
将裁剪好的面料放在一起,使用针线将它们缝合起来。
在缝合过程中,需要注意线迹的平直和结实,以确保文胸的稳固性和耐用性。
然后,将钢圈和背扣等配件安装到文胸上。
首先,将钢圈插入到文胸的两侧,注意钢圈的长度和位置需要适合客户的需求。
然后,将背扣安装到文胸的背部,确保背扣的位置和大小能够调整以适应客户的胸围。
最后,进行文胸的整理和包装。
将制作好的文胸进行质量检查,确保没有疏漏和瑕疵。
然后,将文胸进行整理,将面料和配件排列整齐,并进行包装。
整个文胸制作流程需要工匠们的细致操作和耐心精神。
每一个环节都需要精确和细致地进行,以确保最终制作出的文胸具有高质量和优雅的外观。
在现代,很多文胸制造商还加入了数字化技术,使得文胸的制作过程更加精细和高效。
总而言之,文胸的制作流程包括了准备材料和工具、制定设计图纸、裁剪面料、缝纫、安装配件、整理和包装等环节。
每个环节都需要经过细致的操作和质量检查,以保证最终制作出的文胸具有高质量和舒适度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序
0001
拼心/比棉
三针车623/5牙120002轧心/比里袋布边三线轧骨3
1512/020003折心/比里袋布边5
电脑单针18120004下托里走线电脑单针35
120901拼上/下托棉人字车 3.512/5牙120005落棉碗骨捆条三针车6
23/5牙120006收夹盖棉布省*25
电脑单针21120007禁盖棉布省*2电脑单针21120008笠盖棉布电脑单针25120009
轧棉前幅边
三线轧骨31512/020010前耳仔面/里走线电脑单针35120011折捆前耳仔5双针车 3.221
120012踏前耳仔7
人字车 2.513/5牙
12
0013点位*4手工0014碗面缩皱双针车 3.218120015笠碗电脑单针21120016禁前幅边耳位电脑单针21120017钉前幅边4度钉花车 3.5半圈120018鸡心面/中走纱
电脑单针35120019夹心中5
电脑单针18120020开心中双针车 3.221120021鸡心里走线电脑单针35120022
折捆心顶
5
双针车
3.221
12
周边对齐,距边3mm内走线.折止口,底落纱捆,稍带车缝,前耳位翻针.
心顶留4mm 不夹,首尾翻针.
底落纱捆,花波位翻针且止口外露的需修剪.
针距mm
工序名称
花波位不车,其余边对齐距边3mm内走线.下捆位纱与纱对齐边不车,其余边对齐距边3mm内走线.
省位顺势收尖跟尺寸要求,不可起窝.止口拨向心位禁线,首尾翻针.
对顶,前幅及上碗位齐边、夹弯位留面止口8mm,碗中骨缝对准,上碗位心位边盖棉布均容4mm,松紧适宜,距棉边1mm车缝.夹弯位留耳仔止口8mm,于棉轧骨线中车缝,心位边翻针.顺碗面花波边车缝,交接位翻针.
止口mm 衣车种系列名:魅影人生
存货名称:10840271线号
针数
mm/10针缝 制 要 求
编号
备注: 1.上下丈根、肩带、耳仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.
抚顺碗面对顶,距心位第二个及第四个低波位钉度,钉于棉轧骨线中.
轧贴边,保持原形.
碗面跟纸样点缩皱位.
点位间距边2mm缩皱均匀至尺寸要求,首尾翻针.
对顶,上碗位齐边、夹弯位留面止口7mm,松紧适宜,距棉边1mm车缝,缩皱位首尾对棉碗扼,心位边前幅边至缩皱边面布均容5mm.V底垂直打剪口深4mm;后折止口,底落纱捆,转角对中,完成后成V形.
距折边3mm车缝,首尾翻针,线迹拉开不滑动.入杯垫口心踏比1cm,相踏位散口边对齐且翻针(相踏位中对扼).捆碗位有加裁缩量,如裁片不裁缩的需放出修掉底面落捆条,不可偏边及车缩.
保持原形.
相并无间隙,不可偏边及车缩.底面落捆条,不可偏边及车缩.缝制要求
工序
针距mm
工序名称
止口mm 衣车种系列名:魅影人生
存货名称:10840271线号
针数
mm/10针缝 制 要 求
编号
备注: 1.上下丈根、肩带、耳仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.
缝制要求
工序
针距mm
工序名称
止口mm 衣车种系列名:魅影人生
存货名称:10840271线号
针数
mm/10针
缝 制 要 求
编号
备注: 1.上下丈根、肩带、耳仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.
缝制要求。