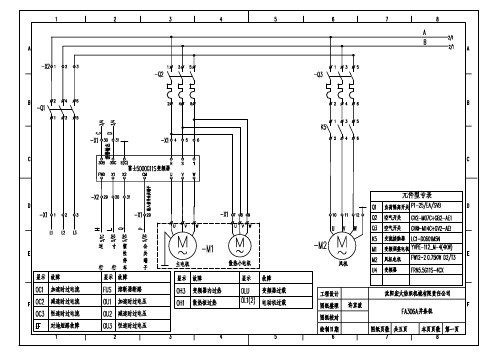
FA306并条机电气说明书
并条FA306A电路图
1
2
I0
I1
I2
I3
SH-32R2可编程序控制器
-X2
18
19
J1 2/4 J1 2/4
3
4
5
I4
I5
I6
I7
I10
工程设计
沈阳宏大纺织机械有限责任公司
图纸整理 图纸校对
许京波
F
FA306A并条机
绘制日期
6
图纸页数 共五页
7
本页页数 第三页
8
1
A N4
3/6
B
C D
E
-A1
I11
F
1
2
机
后
断
@
条
3
故
条
筒
障
障
工程设计
沈阳宏大纺织机械有限责任公司
图纸整理 图纸校对
许京波
F
FA306A并条机
绘制日期
6
图纸页数 共五页
7
本页页数 第五页
8
8
1
2
A
1\6
A
Q6
1
2
-T1
-Q8
1
2
1\6
B
3
~380V
4
~220V
B
C
-X1 16
15
M1 3/1 N1 3/1
M2
5/1 N2 5/1
1 220V
2
D
4/2C Q2
3
左管
右管
4
4/7C Q1 5
E
4/7C Q3 6
7
4/2C R3 9
导条
F
4/2C R2
8
FA3系列并条机装配和使用

FA3系列并条机装配和使用一、装配过程1.1准备工作在开始装配FA3系列并条机之前,需要准备必要的工具和材料,如螺丝刀、扳手、润滑油等。
还需要将设备放在平整稳固的工作台上,确保安全和稳定。
1.2安装支架将FA3系列并条机的支架部分放置在工作台上,根据设备说明书中的图纸和说明,使用螺丝固定支架的底部和侧边,确保支架稳固。
1.3安装送料杆将FA3系列并条机的送料杆安装在支架上,调整送料杆的高度和角度,确保能够顺利地将并条送入设备中。
1.4安装并条轴将并条轴安装在设备的正中部分,调整好轴的位置和角度,确保并条能够顺利地贴合在产品的表面上。
1.5连接电源在完成以上步骤后,将FA3系列并条机的电源线连接到电源插座上,确保电源正常供电,设备可以正常运转。
二、使用过程2.1调整参数在使用FA3系列并条机之前,需要通过设备上的控制面板或者电脑软件调整相关参数,如并条的长度、速度、张力等,确保符合产品的要求。
2.2放入并条将准备好的并条放入设备的并条轴中,调整好位置和长度,确保能够顺利地贴合在产品的表面上。
2.3开始生产根据产品生产的需要,启动FA3系列并条机,待设备正常运转后,将产品放置在送料杆上,设备会自动将并条贴合在产品表面上。
2.4检查质量在生产过程中,需要定期检查产品的贴合质量,确保并条贴合在产品表面上的平整度和粘贴度,避免出现质量问题。
2.5维护保养定期对FA3系列并条机进行清洁和保养工作,及时更换磨损严重的零部件,确保设备的稳定性和工作效率。
通过以上装配和使用过程,可以有效地使用FA3系列并条机,提高产品的包装质量和生产效率。
希望以上内容能够对您有所帮助。
FA3系列并条机装配与使用

FA3系列并条机装配与使用1.准备工作:首先,需要准备好所有的机器部件和配件。
根据装配图纸,对各个部件进行分类和编号,以便后续的装配工作。
2.底座组装:将底座部件按照装配图纸上的要求进行组装。
确保底座的固定螺栓紧固牢固,底座的平整度符合要求。
3.传动系统组装:将传动系统的各个部件按照装配图纸的要求进行组装。
其中包括传动皮带、齿轮、传动轴等组件的安装和调整。
4.控制系统组装:将控制系统的各个部件按照装配图纸的要求进行组装。
确保电气线路的连接正确,并进行线路接地。
5.传感器系统组装:将传感器系统的各个部件按照装配图纸的要求进行组装。
确保传感器的位置和角度符合要求,并进行相关的调试和测试。
6.调试和测试:装配完成后,对机器进行整体调试和测试。
包括传动系统的运行测试、控制系统的功能测试以及传感器的灵敏度测试等。
7.保养和维护:装配完成后,对FA311系列并条机进行定期的保养和维护。
清洁机器的各个部件,检查各个螺栓和连接件的紧固程度,确保机器的正常运行。
1.开机操作:首先,将电源接通,并打开主电源开关。
然后,按下启动按钮,使机器开始工作。
2.参数设置:根据实际生产需求,设置机器的各项参数。
包括传输速度、传输距离、传输方式等。
3.故障排查:当机器出现故障时,需要及时对故障进行排查。
可以通过观察警示灯的状态、查看故障代码等方法,找到故障的原因并进行修复。
4.维护保养:定期对FA311系列并条机进行维护保养。
包括清洁机器、检查连接件、润滑传动部件等。
5.停机操作:当生产任务完成后,需要将机器停机并进行关机操作。
首先,按下停机按钮,使机器停止工作。
然后,关闭电源开关。
通过以上装配和使用步骤,可以保证FA311系列并条机的正常运行和高效生产。
同时,合理的维护和保养也能延长机器的使用寿命,提高生产效率。
FA306并条机小修理工作标准
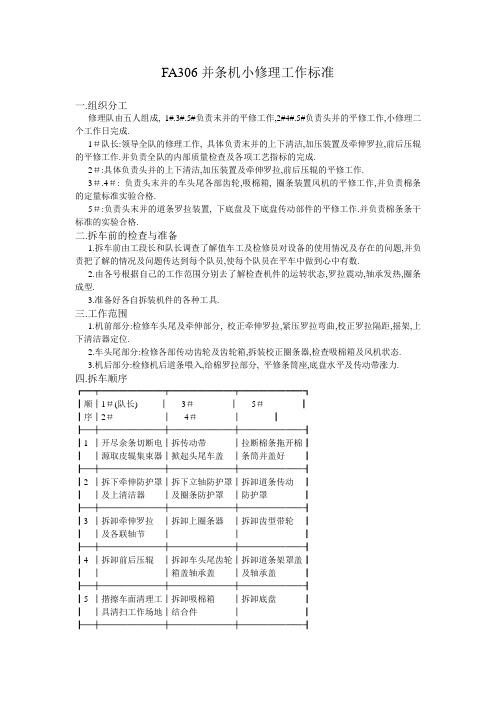
FA306并条机小修理工作标准一.组织分工修理队由五人组成, 1#.3#.5#负责末并的平修工作,2#4#.5#负责头并的平修工作,小修理二个工作日完成.1#队长:领导全队的修理工作, 具体负责末并的上下清洁,加压装置及牵伸罗拉,前后压辊的平修工作.并负责全队的内部质量检查及各项工艺指标的完成.2#:具体负责头并的上下清洁,加压装置及牵伸罗拉,前后压辊的平修工作.3#.4#: 负责头末并的车头尾各部齿轮,吸棉箱, 圈条装置风机的平修工作,并负责棉条的定量标准实验合格.5#:负责头末并的道条罗拉装置, 下底盘及下底盘传动部件的平修工作.并负责棉条条干标准的实验合格.二.拆车前的检查与准备1.拆车前由工段长和队长调查了解值车工及检修员对设备的使用情况及存在的问题,并负责把了解的情况及问题传达到每个队员,使每个队员在平车中做到心中有数.2.由各号根据自己的工作范围分别去了解检查机件的运转状态,罗拉震动,轴承发热,圈条成型.3.准备好各自拆装机件的各种工具.三.工作范围1.机前部分:检修车头尾及牵伸部分, 校正牵伸罗拉,紧压罗拉弯曲,校正罗拉隔距,摇架,上下清洁器定位.2.车头尾部分:检修各部传动齿轮及齿轮箱,拆装校正圈条器,检查吸棉箱及风机状态.3.机后部分:检修机后道条喂入,给棉罗拉部分, 平修条筒座,底盘水平及传动带涨力.四.拆车顺序┏━┯━━━━━━━┯━━━━━━━┯━━━━━━━┓┃顺│1#(队长) │3#│5#┃┃序│2#│4#│┃┠─┼───────┼───────┼───────┨┃1 │开尽余条切断电│拆传动带│拉断棉条拖开棉┃┃│源取皮辊集束器│掀起头尾车盖│条筒并盖好┃┠─┼───────┼───────┼───────┨┃2 │拆下牵伸防护罩│拆下立轴防护罩│拆卸道条传动┃┃│及上清洁器│及圈条防护罩│防护罩┃┠─┼───────┼───────┼───────┨┃3 │拆卸牵伸罗拉│拆卸上圈条器│拆卸齿型带轮┃┃│及各联轴节││┃┠─┼───────┼───────┼───────┨┃4 │拆卸前后压辊│拆卸车头尾齿轮│拆卸道条架罩盖┃┃││箱盖轴承盖│及轴承盖┃┠─┼───────┼───────┼───────┨┃5 │揩擦车面清理工│拆卸吸棉箱│拆卸底盘┃┃│具清扫工作场地│结合件│┃┠─┼───────┼───────┼───────┨┃6 │运罗拉到保全室│清理工具清扫│清理工具清扫┃┃│进行清洗│场地运送机件│┃┗━┷━━━━━━━┷━━━━━━━┷━━━━━━━┛五.装车顺序┏━┯━━━━━━━┯━━━━━━━┯━━━━━━━┓┃顺│1#(队长)2#│3#4#│5#┃┃序│││┃┠─┼───────┼───────┼───────┨┃1 │平装牵伸罗拉及│平装地轴及带轮│平装地轴下底盘┃┃│传动轴││┃┠─┼───────┼───────┼───────┨┃2 │平装前后压辊│平装圈条器│检查给棉罗拉轴┃┃││调整齿型带│并加油┃┠─┼───────┼───────┼───────┨┃3 │校正罗拉及压力│检修吸棉箱│装校道条传动齿┃┃│棒隔距和弯曲││轮及齿型带┃┠─┼───────┼───────┼───────┨┃4 │装校上下清洁器│平装计长表齿带│检修道条传动轴┃┃││轮并调整涨力│并加油┃┠─┼───────┼───────┼───────┨┃5 │效装加压结合件│检修平车头尾│检修道条罗拉┃┃││齿轮调整风机带│┃┠─┼───────┼───────┼───────┨┃6 │按装防护罩│按装防护罩│按装防护罩┃┠─┼───────┼───────┼───────┨┃7 │清擦棉条通道│清擦棉条通道│清擦棉条通道┃┃│检查车前自停│检查行承开关│检查光电自停┃┠─┼───────┼───────┼───────┨┃10│验车.调试│验车.调试│验车.调试┃┗━┷━━━━━━━┷━━━━━━━┷━━━━━━━┛六.交接验收程序1.初交.平修后经过验车正常,且以按工艺要求达到各项指标后,由设备负责人, 工段长,维修队长负责交给当班班.组长及检修工, 由检修工按照" 小修理交接技术条件"进行逐项检查,对于不拆车无法检查的项目,可在中途进行"自查队长查,工段长查和车间进行抽查"以保证平修质量,初交查出的问题一律记入交接报告书并由维修队负责修复.2.终交.在初交九个运转班后,由设备负责人, 保全工段长,当班轮班长及检修工查看近期出现的设备故障并检查设备的修复情况及工艺测定结果,按照" 小修理交接技术条件"进行评定等级,办理最终交接.并对查出的问题按制度考核责任人.七.FA306并条机小修理技术条件┏━━┯━━━━━━━━━━━━━┯━━━━━━━┓┃项次│检查项目│允许限度(毫米)┃┠──┼─────────────┼───────┨┃││前0.03 ┃┃1 │牵伸罗拉弯曲├───────┨┃││中后0.05 ┃┠──┼─────────────┼───────┨┃2 │紧压罗拉│0.05 ┃┠──┼─────────────┼───────┨┃3 │罗拉隔距│+0.15 ┃┃││-0 ┃┠──┼─────────────┼───────┨┃4 │前压辊.压力棒弯曲│0.03 ┃┠──┼─────────────┼───────┨┃5 │上下清洁作用│良好┃┠──┼─────────────┼───────┨┃6 │加压摇架定位. 起落│符合要求┃┠──┼─────────────┼───────┨┃7 │各部传动齿轮异响.缺油. │不允许┃┠──┼─────────────┼───────┨┃8 │各部传动带涨力│适当┃┠──┼─────────────┼───────┨┃9 │吸棉网│无破洞┃┠──┼─────────────┼───────┨┃10 │圈条成型│良好┃┠──┼─────────────┼───────┨┃11 │计长表│作用良好┃┠──┼─────────────┼───────┨┃12 │吸风风力│符合要求┃┠──┼─────────────┼───────┨┃13 │吸风管│畅通不挂花┃┠──┼─────────────┼───────┨┃14 │道条罗拉.给棉罗拉弯曲│0.10 ┃┠──┼─────────────┼───────┨┃15 │条筒座水平│0.08/1000 ┃┠──┼─────────────┼───────┨┃16 │下底盘水平│0.08/1000 ┃┗━━┷━━━━━━━━━━━━━┷━━━━━━━┛。
FA型并条机产品说明书

目录1 概述22 主要规格:23. 机器结构:54 工艺计算:85 机器的安装与调整:96 开机前准备137 机器的操作运转168 选用件及用户自理件:229 机器的维护保养2410 随机供应技术资料28传动系统图 (29)牵伸倍数表 (30)轴承分布图 (32)1 概述1.1 产品用途:本产品适用于22~76毫米长的棉、棉型化纤及中长纤维的纯纺与混纺,在纺纱工艺流程中,位于梳棉(精梳)工序之后,梳棉棉条经过本机的并合与牵伸,提高了棉条的均匀度及纤维的伸直度、平行度,并使不同品质的纤维在棉条中的混和更趋均匀,为获得良好质量的成纱创造必要条件。
本机配置了短片段自调匀整装置,对改善条干质量和重量不匀起了重要作用。
1.2 本机可实现由起动―运转―满筒停机―自动定向―自动换筒―自动开机的全自动循环。
1.3伺服牵伸系统(自调匀整)喂入棉条在经过检测罗拉时被检测。
检测的信号被存入记忆器,在有支数偏差的棉条进到主牵伸区时,控制器使信号与标准值比较,通过伺服电机与差数齿轮箱改变主牵伸区的牵伸倍数,使有偏差的棉条得以校正,实现了牵伸的自动调控。
获得高质量的输出棉条。
在输出端,能自动检测输出棉条的质量,并显示支数等变化,当变化值超过规定的极限值时,令机器自动停止。
2 主要规格:2.1 眼数:22.2 眼距:570毫米2.3 机械(输出)速度:最高10米/秒 (600米/分)2.4 喂入:2.4.1 并合数:六~八根。
2.4.2 喂入条筒尺寸 (直径×高度) (毫米):Φ400×1100(900)Φ500×1100(900)Φ600×1100(900)2.4.3 喂入型式:高架顺向积极喂入,喂入棉条经集棉器、凸凹罗拉检测后喂入牵伸区。
2.5 牵伸:2.5.1 牵伸型式:三上三下压力棒加导向上罗拉曲线牵伸。
2.5.2 加工纤维长度(毫米):22~76毫米。
2.5.3 总牵伸倍数:6.5~8.7倍;可提供4~10倍2.5.4 罗拉直径:(由前至后)a.上罗拉: Φ36、Φ36、Φ33、Φ36 (压力棒Φ12) 毫米;b. 下罗拉: Φ45、Φ35、Φ35毫米。
FA 并条机电气说明书

沈阳宏大纺织机械有限责任公司FA306A型并条机电气调试说明书FA306A—DT (2)2004年5月河南省长葛市远大纺织有限公司电气资料库1.概述 5.2.3左侧紧压罗拉缠棉自停1.1 产品用途 5.2.4左侧堵斜管自停1.2 适用电源 5.3 右侧故障自停1.3 控制方式 5.4 满筒自停1.4 电气系统的元部件分布 5.5 定向故障自停2.电力拖动 5.6 换筒故障自停2.1 电机选择 5.7 罩门开启自停2.2 机器的起动 5.8 电机过载自停2.3 机器的制动 5.9 过满筒自停3.操作开关、按钮及其功用 6 信号灯3.1 “电源”开关Q1 6.1 电源指示灯H23.2 寸行按钮S3 6.2 塔灯Hl3.3 启动按钮S2、Ss、S7、S26、S28 7.GC-53LM3触摸屏使用方法3.4 停止按钮S4、S6、S8、S27、S29 8.机器的安装3.5 “急停”按钮S1 9.空车运转3.6 “换筒”按钮S9 9.1 空车运转前的准备工作3.7 “自动、手动”开关Q5 9.2 检查电机的旋转方向4.位置检测开关及其调整9.3 检查各启停按钮的功能4.1 定点刹车检测开关S22 9.4 备筒到位开关S20的调整4.2 备筒检测光电传感器S24. 11、S24.12 9.5 检查各筒检测光电传感器S24. 11和S24.124.3 换筒到位检测开关S20 9.6 定点刹车检测开关S22的检查5 自停9.7 自停有效性的检查5.1 机后断条自停9.8 设定单筒定长值5.2 左侧故障自停9.9 空车运行5.2.1左侧罗拉皮辊缠棉自停10. 实物试纺5.2.2左侧集束器堵棉自停11. 其它(读本说明书时请参阅随机供应的电路图、电气安装图和连接线图)1.概述1.1产品用途FA 306型并条机是带触摸屏并可配自动换筒,可配变频装置的新型高速行条机。
适用于22 - 76mn 的棉、棉型化纤及中长纤维的纯纺与混纺。
沈阳FA306并条机配置配件明细表
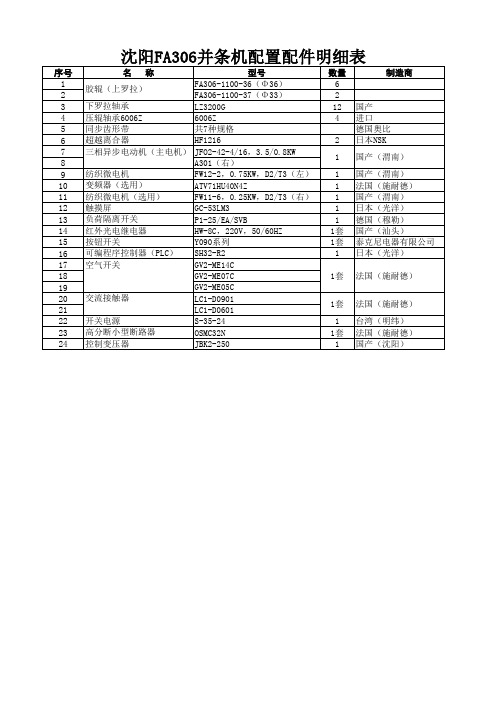
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
型号 FA306-1100-36(Φ36) 胶辊(上罗拉) FA306-1100-37(Φ33) 下罗拉轴承 LZ3200G 压辊轴承6006Z 6006Z 同步齿形带 共7种规格 超越离合器 HF1216 三相异步电动机(主电机) JFO2-42-4/16,3.5/0.8KW A301(右) 纺织微电机 FW12-2,0.75KW,D2/T3(左) 变频器(选用) ATV71HU40N4Z 纺织微电机(选用) FW11-6,0.25KW,D2/T3(右) 触摸屏 GC-53LM3 负荷隔离开关 P1-25/EA/SVB 红外光电继电器 HW-8C,220V,50/60HZ 按钮开关 Y090系列 可编程序控制器(PLC) SH32-R2 空气开关 GV2-ME14C GV2-ME07C GV2-ME05C 交流接触器 LC1-D0901 LC1-D0601 开关电源 S-35-24 高分断小型断路器 OSMC32N 控制变压器 JBK2-250 名 称 数量 6 2 12 4 2 1 1 1 1 1 1 1套 1套 1 1套 1套 1 1套 1 制造商 国产 进口 德国奥比 日本NSK 国产(渭南) 国产(渭南) 法国(施耐德) 国产(渭南) 日本(光洋) 德国(穆勒) 国产(汕头) 泰克尼电器有限公司 日本(光洋) 法国(施耐德) 法国(施耐德) 台湾(明纬) 法国(施耐德) 国产(沈阳)
第八组 并条
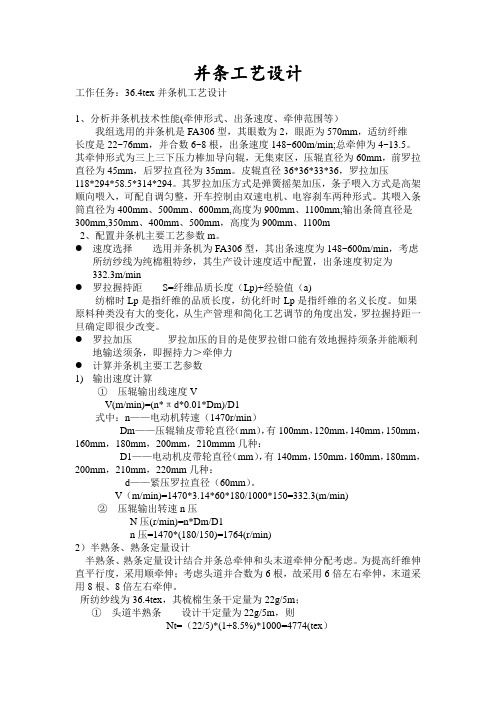
并条工艺设计工作任务:36.4tex并条机工艺设计1、分析并条机技术性能(牵伸形式、出条速度、牵伸范围等)我组选用的并条机是FA306型,其眼数为2,眼距为570mm,适纺纤维长度是22~76mm,并合数6~8根,出条速度148~600m/min;总牵伸为4~13.5。
其牵伸形式为三上三下压力棒加导向辊,无集束区,压辊直径为60mm,前罗拉直径为45mm,后罗拉直径为35mm。
皮辊直径36*36*33*36,罗拉加压118*294*58.5*314*294。
其罗拉加压方式是弹簧摇架加压,条子喂入方式是高架顺向喂入,可配自调匀整,开车控制由双速电机、电容刹车两种形式。
其喂入条筒直径为400mm、500mm、600mm,高度为900mm、1100mm;输出条筒直径是300mm,350mm、400mm、500mm,高度为900mm、1100m2、配置并条机主要工艺参数m。
●速度选择选用并条机为FA306型,其出条速度为148~600m/min,考虑所纺纱线为纯棉粗特纱,其生产设计速度适中配置,出条速度初定为332.3m/min●罗拉握持距S=纤维品质长度(Lp)+经验值(a)纺棉时Lp是指纤维的品质长度,纺化纤时Lp是指纤维的名义长度。
如果原料种类没有大的变化,从生产管理和简化工艺调节的角度出发,罗拉握持距一旦确定即很少改变。
●罗拉加压罗拉加压的目的是使罗拉钳口能有效地握持须条并能顺利地输送须条,即握持力>牵伸力●计算并条机主要工艺参数1)输出速度计算①压辊输出线速度VV(m/min)=(n*πd*0.01*Dm)/D1式中:n——电动机转速(1470r/min)Dm——压辊轴皮带轮直径(mm),有100mm,120mm,140mm,150mm,160mm,180mm,200mm,210mmm几种:D1——电动机皮带轮直径(mm),有140mm,150mm,160mm,180mm,200mm,210mm,220mm几种:d——紧压罗拉直径(60mm)。
沈阳FA306并条机配置配件明细表
沈阳FA306并条机配置配件明细表
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
型号 FA306-1100-36(Φ36) 胶辊(上罗拉) FA306-1100-37(Φ33) 下罗拉轴承 LZ3200G 压辊轴承6006Z 6006Z 同步齿形带 共7种规格 超越离合器 HF1216 三相异步电动机(主电机) JFO2-42-4/16,3.5/0.8KW A301(右) 纺织微电机 FW12-2,0.75KW,D2/T3(左) 变频器(选用) ATV71HU40N4Z 纺织微电机(选用) FW11-6,0.25KW,D2/T3(右) 触摸屏 GC-53LM3 负荷隔离开关 P1-25/EA/SVB 红外光电继电器 HW-8C,220V,50/60HZ 按钮开关 Y090系列 可编程序控制器(PLC) SH32-R2 空气开关 GV2-ME14C GV2-ME07C GV2-ME05C 交流接触器 LC1-D0901 LC1-D0601 开关电源 S-35-24 高分断小型断路器 OSMC32N 控制变压器 JBK2-250 名 称 数量 6 2 12 4 2 1 1 1 1 1 1 1套 1套 1 1套 1套 1 1套 1 制造商 国产 进口 德国奥比 日本NSK 国产(渭南) 国产(渭南) 法国(施耐德) 国产(渭南) 日本(光洋) 德国(穆勒) 国产(汕头) 泰克尼电器有限公司 日本(光洋) 法国(施耐德) 法国(施耐德) 台湾(明纬) 法国(施耐德) 国产(沈阳)
FA306并条机电气说明书

沈阳宏大纺织机械有限责任公司FA306A型并条机电气调试说明书FA306A—DT (2)2004年5月河南省长葛市远大纺织有限公司电气资料库1.概述 5.2.3左侧紧压罗拉缠棉自停1.1 产品用途 5.2.4左侧堵斜管自停1.2 适用电源 5.3 右侧故障自停1.3 控制方式 5.4 满筒自停1.4 电气系统的元部件分布 5.5 定向故障自停2.电力拖动 5.6 换筒故障自停2.1 电机选择 5.7 罩门开启自停2.2 机器的起动 5.8 电机过载自停2.3 机器的制动 5.9 过满筒自停3.操作开关、按钮及其功用 6 信号灯3.1 “电源”开关Q1 6.1 电源指示灯H23.2 寸行按钮S3 6.2 塔灯Hl3.3 启动按钮S2、Ss、S7、S26、S28 7.GC-53LM3触摸屏使用方法3.4 停止按钮S4、S6、S8、S27、S29 8.机器的安装3.5 “急停”按钮S1 9.空车运转3.6 “换筒”按钮S9 9.1 空车运转前的准备工作3.7 “自动、手动”开关Q5 9.2 检查电机的旋转方向4.位置检测开关及其调整9.3 检查各启停按钮的功能4.1 定点刹车检测开关S22 9.4 备筒到位开关S20的调整4.2 备筒检测光电传感器S24. 11、S24.12 9.5 检查各筒检测光电传感器S24. 11和S24.124.3 换筒到位检测开关S20 9.6 定点刹车检测开关S22的检查5 自停9.7 自停有效性的检查5.1 机后断条自停9.8 设定单筒定长值5.2 左侧故障自停9.9 空车运行5.2.1左侧罗拉皮辊缠棉自停10. 实物试纺5.2.2左侧集束器堵棉自停11. 其它(读本说明书时请参阅随机供应的电路图、电气安装图和连接线图)1.概述1.1产品用途FA 306型并条机是带触摸屏并可配自动换筒,可配变频装置的新型高速行条机。
适用于22 - 76mn 的棉、棉型化纤及中长纤维的纯纺与混纺。
Eaton GWF3063型号的完整封装电路保护器说明书

Eaton GWF3063Eaton Series C complete molded case circuit breaker, G-frame, GWF, Complete breaker, Non-interchangeable thermal-magnetic trip type, Three-pole, 63A, 440 Vac, 25 kAIC at 415 Vac, Line and loadEaton Series C complete molded case circuit breakerGWF30637866790302712.63 in 4.88 in 3 in 2.15 lb Eaton Selling Policy 25-000, one (1) year from the date of installation of the Product or eighteen (18) months from the date of shipment of the Product, whichever occurs first.IEC Rated Product NameCatalog Number UPCProduct Length/Depth Product Height Product Width Product Weight WarrantyCertifications25 kAIC at 415 VacGGWFComplete breakerLine and load440 Vac63 ANon-interchangeable thermal-magnetic Three-pole UL listed 100%-rated molded case circuit breakersApplication of Multi-Wire Terminals for Molded Case Circuit Breakers Application of Tap Rules to Molded Case Breaker TerminalsCircuit breaker motor operators product aidPlug-in adapters for molded case circuit breakers product aid StrandAble terminals product aidMotor protection circuit breakers product aidMulti-wire lugs product aidCurrent limiting Series C molded case circuit breakers product aid Power metering and monitoring with Modbus RTU product aid Breaker service centersMoulded Case Circuit Breakers 16-2500 Amperes for IEC 60947-2 ApplicationsMolded case circuit breakers catalogInstallation Instructions for GD/GWF Molded Case Circuit Breakers and SwitchesCircuit Breakers ExplainedCircuit breakers explainedMOEM MCCB product selection guideSeries C G-Frame molded case circuit breakers time current curves Series C F-Frame molded case circuit breakersSeries C J-Frame molded case circuit breakers time current curves Eaton Specification Sheet - GWF3063Interrupt ratingFrameCircuit breaker type Circuit breaker frame type TerminalsVoltage rating Amperage RatingTrip TypeNumber of poles Application notesBrochuresCatalogsInstallation instructions MultimediaSpecifications and datasheetsEaton Corporation plc Eaton House30 Pembroke Road Dublin 4, Ireland © 2023 Eaton. All Rights Reserved. Eaton is a registered trademark.All other trademarks areproperty of their respectiveowners./socialmedia。
FA306型并条机圈条部位积花的消除措施

FA306型并条机圈条部位积花的消除措施
孙茂志;高汝军;陈宝星
【期刊名称】《棉纺织技术》
【年(卷),期】2005(33)11
【摘要】我公司的FA306型并条机经常出现短绒积花疵点,给棉条质量带来一定的影响。
该类疵点多发生在停、开车或满筒换筒时,我们分析认为出现这种疵点条的主要原因是并条机在运行过程中,圈条器与圈条器底盘盖板的夹层空间内有短绒积花集聚,当集聚到一定量时,就会在圈条器与底板的缝隙中带出,附入棉条形成疵点,于是,我们对圈条部分做了改造。
改造时将圈条器底盘板拆下,然后做了一个直径为315mm、高50mm的钢板制圆柱挡圈,用锡焊焊在底盘盖板上,如图1所示。
【总页数】1页(P28)
【作者】孙茂志;高汝军;陈宝星
【作者单位】山东省陵县宝鼎纺织有限公司;山东省陵县宝鼎纺织有限公司;山东省陵县宝鼎纺织有限公司
【正文语种】中文
【中图分类】TS1
【相关文献】
1.FA326A型并条机圈条成形不良解决措施 [J], 张军
2.FA306型并条机上圈条积油污花的清除 [J], 郭天学
3.FA326型和FA306型并条机纱疵的解决措施 [J], 张连阁;薛建萍;桑恒国;吕世国
4.用WRC-513型胶管制作FA306型并条机胶辊 [J], 丁祥
5.减少FA306型并条机后区机械故障的方法 [J], 袁俊;张建刚;崔延龙
因版权原因,仅展示原文概要,查看原文内容请购买。
368条并卷电气说明书
368条并卷电气说明书
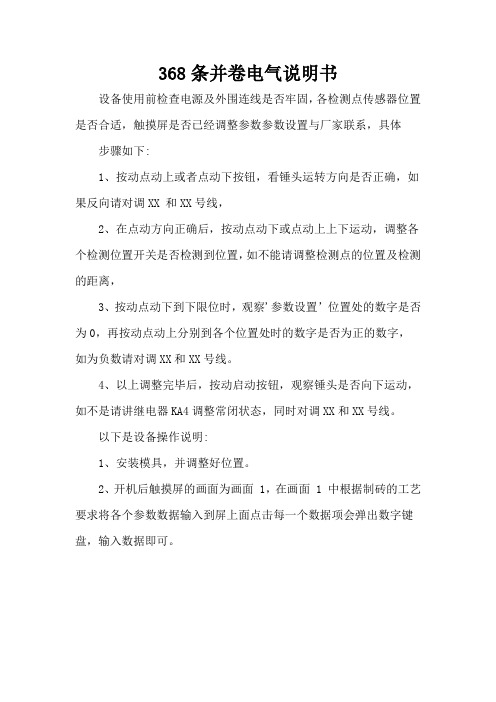
设备使用前检查电源及外围连线是否牢固,各检测点传感器位置是否合适,触摸屏是否已经调整参数参数设置与厂家联系,具体步骤如下:
1、按动点动上或者点动下按钮,看锤头运转方向是否正确,如果反向请对调XX 和XX号线,
2、在点动方向正确后,按动点动下或点动上上下运动,调整各个检测位置开关是否检测到位置,如不能请调整检测点的位置及检测的距离,
3、按动点动下到下限位时,观察'参数设置’位置处的数字是否为0,再按动点动上分别到各个位置处时的数字是否为正的数字,如为负数请对调XX和XX号线。
4、以上调整完毕后,按动启动按钮,观察锤头是否向下运动,如不是请讲继电器KA4调整常闭状态,同时对调XX和XX号线。
以下是设备操作说明:
1、安装模具,并调整好位置。
2、开机后触摸屏的画面为画面 1,在画面 1 中根据制砖的工艺要求将各个参数数据输入到屏上面点击每一个数据项会弹出数字键盘,输入数据即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沈阳宏大纺织机械有限责任公司FA306A型并条机电气调试说明书FA306A—DT (2)2004年5月河南省长葛市远大纺织有限公司电气资料库1.概述 5.2.3左侧紧压罗拉缠棉自停1.1 产品用途 5.2.4左侧堵斜管自停1.2 适用电源 5.3 右侧故障自停1.3 控制方式 5.4 满筒自停1.4 电气系统的元部件分布 5.5 定向故障自停2.电力拖动 5.6 换筒故障自停2.1 电机选择 5.7 罩门开启自停2.2 机器的起动 5.8 电机过载自停2.3 机器的制动 5.9 过满筒自停3.操作开关、按钮及其功用 6 信号灯3.1 “电源”开关Q1 6.1 电源指示灯H23.2 寸行按钮S3 6.2 塔灯Hl3.3 启动按钮S2、Ss、S7、S26、S28 7.GC-53LM3触摸屏使用方法3.4 停止按钮S4、S6、S8、S27、S29 8.机器的安装3.5 “急停”按钮S1 9.空车运转3.6 “换筒”按钮S9 9.1 空车运转前的准备工作3.7 “自动、手动”开关Q5 9.2 检查电机的旋转方向4.位置检测开关及其调整9.3 检查各启停按钮的功能4.1 定点刹车检测开关S22 9.4 备筒到位开关S20的调整4.2 备筒检测光电传感器S24. 11、S24.12 9.5 检查各筒检测光电传感器S24. 11和S24.124.3 换筒到位检测开关S20 9.6 定点刹车检测开关S22的检查5 自停9.7 自停有效性的检查5.1 机后断条自停9.8 设定单筒定长值5.2 左侧故障自停9.9 空车运行5.2.1左侧罗拉皮辊缠棉自停10. 实物试纺5.2.2左侧集束器堵棉自停11. 其它(读本说明书时请参阅随机供应的电路图、电气安装图和连接线图)1.概述1.1产品用途FA 306型并条机是带触摸屏并可配自动换筒,可配变频装置的新型高速行条机。
适用于22 - 76mn 的棉、棉型化纤及中长纤维的纯纺与混纺。
梳棉棉条经本机的并合与牵伸,为获得良好质量的成纱创造必耍的条件.1.2适用电源本机可设计成适用于380V/50Hz或115V/50Hz或440V/60Hz和其它各种电源:用户订货时须声明电源的电压和频率:1.3控制方式本机使用PLC控制,控制程序使机器能实现寸行、启动、停止、急停、手动换筒等操作,能实现低速启动——高速运行——满筒停车——自动定向一自动换筒——自动开车的自动循环机器具有多种自停功能及信号显示,安全可靠,操作方便。
确保机器高速优质进行生产。
1.4 电气系统的元部件分布电气系统的元部件分布示意图,如图1~图5所示。
2. 电力拖动2.1 电机选择非变频机器,主拖动电机采用JF02-12-4/16,3.5/0.8KW双绕组双速三相异步电机,该电机有4极、16极两个独立绕组,16极绕组为低速绕组,供启动、寸行及圈条器自动定向用,该绕组只允许短时问运行,4极绕组为运行绕组,允许长时问使用。
变频机器,主拖动电机选用YVPE-112-M-4,4KW变频调速三相异步电动机。
吸风电机选用FW12-2,0.75KW,D2/T3(左)三相异步电动机:换筒电机选用FW11-6,0.25KW纺织微电机(非自动换筒机器无此电机)2.2机器的启动非变频机器启动后,低速运行约4秒钟,自动切换为高速运行。
换级时.16极绕组的断电和4极绕组的送电同时进行(因为是双绕组电机,短时间重叠同时送电不会引起短路),使机器升速平滑,无掉速现象,从而避免了启动过程中条干质量的恶化。
带变频的机器,根据设定,在6秒钟内,速度由0 平滑上升到运行速度。
2.3机器的制动主电机的刹车分为故障刹车和自动定向刹车。
非变频机器,故障刹车采用电容刹车,异步电动机定子绕组脱离电网时,按图6接上交流电解电容C1和制动电阻Rl、R2,此时剩磁电动势经过电容器提供一个超前的容性电流,于是产生自激磁场,异步电动机变为发电机运行,把机械惯性的动能转变为电能,在转子中产生转子电流,通过转子电阻进行能耗制动。
电容制动的制动特性曲线如图7所示,高速时制动强烈,降速快,低速时制动较弱,降速缓慢而平稳稳。
制动电阻R1大小的调整:R1调小时,制动电流增大,制动增强,停车快。
但制动过分强烈,棉条条干会出现规律不匀波,调R1使停车迅速且棉条不出现粗细节为准。
自动定向的制动为直流能耗制动。
带变频的机器,利用变频器的制动功能对机器进行制动。
为了换筒时将条筒准确的送到工作位置,换筒电机也使用直流能耗制动。
3. 操作开关、按钮及其功用3.1 “电源”开关Q1 闭合此开关,则机器接通电源,同时面板上的电源指示灯H2点亮。
3.2 寸行按钮S3 按下此按钮,机器低速运行,手松开,机器停止。
车头罩门或车尾罩门未关合、电机过载、过满筒时,按寸行按钮无效。
3.3启动按钮S2、Ss、S7、S26、S28这些起动按钮的功能相同(S26、S28为直径900专用),按其中任一个都能启动机器。
车头罩门或车尾罩门未关合、电机过载、过满筒、左侧故障以及右侧故障时,按启动按钮无效。
3.4停止按钮S4、S6、S8、S27、S29 这些停止按钮的功能相同(S27、S29为直径900专用),按其中任一个都能使机器停止,即主机、风机停转,且为自由停车,不制动:停止按钮对换筒机构无效。
3.5 “急停”按钮S1 按此按钮既可使主机、风机停止,且主机刹车,也可使换筒机构停止。
3.6 “换筒”按钮S9(对非自动换筒的机器,则无换筒按钮S9。
)当“自动、手动”)开关Q5拧到“手动”位置,且机器停止时,按此按钮可使换筒机构起动,进行所谓“手动换筒”,当换筒推杆压下换筒到位开关S20时,换筒停止。
欲使换筒中途停止,则使用“急停”按钮S1。
机器运行时以及电机过载时,按“换筒”按钮无效。
3.7“自动、手动”开关Qs(对非自动换筒的机器,则无“自动、手动”开关Q5),若此开关拧到“自动”位置,则机器启动处于自动循环状态,即满筒停车后,机器将进行自动定向,自功换筒、自动开车等动作,且周而复始始。
若开关拧到“手动”位置上,则机器处于非自动循环状态,满筒停车后,需要进行于动换筒,换筒后要按启动按钮,才能使机器重新开车。
要想使用“换筒”按钮S9。
开关Q5必须置于“手动:位置。
4.位置检测开关及其调整4.1 定点刹车检测开关S22(非自动换筒机器无此开关),此接近开关安装在车面下左圈条器的旁边。
满筒停车后,机器低速运行,进行自动定向。
当圈条器转至挡铁靠近S22时,定点刹车检测开关S22输出信号,令机器刹车。
使斜管出口准确停于断条角内。
定向完成后,接着进行自动换筒。
检测开关S22的安装要求是:当圈条盘上的发信挡铁的凸起圆弧靠近接近开关时,开关的端面与挡铁凸起圆弧面之间的距离为3±1mm。
在运转时不至于相碰的前提下,距离近好些。
圈条盘上发信挡铁的安装位置要达到下面两点要求:第一,当挡铁的凸起圆弧靠近开关时,开关端面与凸起圆弧面要对齐。
第二,能使自动定向后,斜管出口停在断条角内,使自动换筒时能自动断条。
在电源接通的情况下,挡铁靠近接近开关时,接近开关上的LED亮,挡铁远离时LED灭。
使用过程中,如果发现满筒停车后,经过自动定向,但自动换筒时不能自动断条,则应调整左圈条盘上挡铁的安装位置。
对非变频的机器,当变换车速,出条速度变化较大时,该磁铁在圈条盘上的位置适当的调整。
开关和挡铁都要安装牢固。
4.2 备筒检测光电传感器S24.11、S24.12(非自动换筒机器无此项),这是两个反射式光电传感器)分别用于检测左右两个备筒的存在与否。
在电源接通的情况下,备筒存在时,传感器上的LED亮,备筒不存在时LED灭。
当缺少任意一个或两个备筒时,均属于缺备筒。
如果缺备筒,则机器满筒停车后,自动循环会暂时被停在,但若在满筒停车后30秒之内补足备筒,机器会立即恢复自动循环,立即进行自动定向向,自动换筒及自动开车等动作。
在这种情况下补筒,要注意安全,当没有人在机台上操作时,才允许补筒,以免伤人。
如若不能在上述规定的时间内补足备筒,则机器的自动循环被中断。
对于这种情况,补足备筒后,需要手动换筒。
再次按启动按钮,才能使机器重新投入自动循环。
4.3 换筒到位检测开关S20(非自动换筒机器无此项),换筒过程中撞到此开关能使换筒停在。
调整开关可使条筒送到到准确位置。
换筒过程中前5秒钟,撞到此开关无效。
5.自停5.1机后断条自停采用对射式红外光电传感器检测,接收头上有一个LED信号灯,光照时LED亮,遮光时LED火。
发射头上有一个灵敏度调节电位器,如图6当导条架上发生断条时,断条掠过光路,由光电继电器发出信号,令机器停止,且主机刹车,塔灯H1(见图9)上的红色信号H1.1和触摸屏报警画面上的指示灯H13同时点亮,处理故障,按寸行或启动按钮后灯灭(按寸行或启动按钮之前,即使关断电源,再送电时,灯仍亮)。
5.2 左侧故障自停左侧侧的罗拉皮辊缠棉,集束器堵棉,紧压罗拉缠棉及斜管堵棉,均属左侧的故障。
当左侧故障发生时,机器停止,且主机刹车,塔灯H1上的黄灯H1.3和触摸屏报警画面上表示左侧故障的指示灯H18以及显示故障位置的相应指示灯同时点亮(显示故障位置的相应指示灯详见5.2.1·5.2.4)。
故障排除后H1上的黄灯熄灭,但触摸屏报警画面上的指示灯须按寸行按钮或启动按钮后才熄灭。
5. 2.1左侧罗拉皮辊缠棉自停正常运行时,微动开关S13和S14都被压合,罗拉皮辊缠棉时,其中一个或两个开关释放,机器自停。
触摸屏报警画面上显示故障位置的相应指示灯H14点亮。
5.2.2左侧集束器堵棉自停正常运行时,微动开关S12被压合,集束器堵棉时,开关卸压释放,机器自停。
触摸屏报警画面上显示故障位置的相应指示灯H15点亮(H16也点亮)。
5.2.3左侧紧压罗拉缠棉自停。
正常运行时,微动开关Si5不受外力,紧压罗拉缠棉时,开关被压合,其常闭触点分开,机器自停。
触摸屏报警画面上显示故障位置的相应指示灯H16点亮(H15也点亮)。
5.2.4左侧堵斜管自停由光电传感器S24.9检测,当斜管堵塞时,涌条遮光,机器自停。
触摸屏报警画面显示故障位置的相应指示灯H17点亮。
5.3 右侧故障自停右侧的罗拉皮辊缠棉,集束器堵棉,紧压罗拉缠棉以及斜管堵棉,均属右侧的故障。
当右侧故障发生时,机器停止,且主机刹车,塔灯H1上的白灯H1.4和触摸屏报警画面上表示右侧故障的指示灯H19以及显示故障位置的相应指示灯同时点亮(显示故障位置的相应指示灯详见5.3.1~5.3.4)。
故障排除后H1上的白灯熄灭,但触摸屏报警画面上的的指示灯须待按寸行按钮或启动按钮后才熄灭。
5. 3.1右侧罗拉皮辊缠棉自停正常运行时,微动开关S17和S18都被压合,罗拉皮辊缠棉时,其中一个或两个开关释放,机器自停。