曲柄摇臂机构设计外文翻译文献
机械类外文文献及翻译
机械类外文文献及翻译(文档含中英文对照即英文原文和中文翻译)原文:GEAR AND SHAFT INTRODUCTIONAbstract:The important position of the wheel gear and shaft can't falter in traditional machine and modern machines.The wheel gear and shafts mainly install the direction that delivers the dint at the principal axis box. The passing to process to make them can is divided into many model numbers, using for many situations respectively. So we must be the multilayers to the understanding of the wheel gear and shaft in many ways .Key words: Wheel gear; ShaftIn the force analysis of spur gears, the forces are assumed to act in a single plane. We shall study gears in which the forces have three dimensions. The reason for this, in the case of helical gears, is that the teeth are not parallel to the axis of rotation. And in the case ofbevel gears, the rotational axes are not parallel to each other. There are also other reasons, as we shall learn.Helical gears are used to transmit motion between parallel shafts. The helix angle is the same on each gear, but one gear must have a right-hand helix and the other a left-hand helix. The shape of the tooth is an involute helicoid. If a piece of paper cut in the shape of a parallelogram is wrapped around a cylinder, the angular edge of the paper becomes a helix. If we unwind this paper, each point on the angular edge generates an involute curve. The surface obtained when every point on the edge generates an involute is called an involute helicoid.The initial contact of spur-gear teeth is a line extending all the way across the face of the tooth. The initial contact of helical gear teeth is a point, which changes into a line as the teeth come into more engagement. In spur gears the line of contact is parallel to the axis of the rotation; in helical gears, the line is diagonal across the face of the tooth. It is this gradual of the teeth and the smooth transfer of load from one tooth to another, which give helical gears the ability to transmit heavy loads at high speeds. Helical gears subject the shaft bearings to both radial and thrust loads. When the thrust loads become high or are objectionable for other reasons, it may be desirable to use double helical gears. A double helical gear (herringbone) is equivalent to two helical gears of opposite hand, mounted side by side on the same shaft. They develop opposite thrust reactions and thus cancel out the thrust load. When two or more single helical gears are mounted on the same shaft, the hand of the gears should be selected so as to produce the minimum thrust load.Crossed-helical, or spiral, gears are those in which the shaft centerlines are neither parallel nor intersecting. The teeth of crossed-helical fears have point contact with each other, which changes to line contact as the gears wear in. For this reason they will carry out very small loads and are mainly for instrumental applications, and are definitely not recommended for use in the transmission of power. There is on difference between a crossed heli : cal gear and a helical gear until they are mounted in mesh with each other. They are manufactured in the same way. A pair of meshed crossed helical gears usually have the same hand; that is ,a right-hand driver goes with a right-hand driven. In the design of crossed-helical gears, the minimum sliding velocity is obtained when the helix angle areequal. However, when the helix angle are not equal, the gear with the larger helix angle should be used as the driver if both gears have the same hand.Worm gears are similar to crossed helical gears. The pinion or worm has a small number of teeth, usually one to four, and since they completely wrap around the pitch cylinder they are called threads. Its mating gear is called a worm gear, which is not a true helical gear. A worm and worm gear are used to provide a high angular-velocity reduction between nonintersecting shafts which are usually at right angle. The worm gear is not a helical gear because its face is made concave to fit the curvature of the worm in order to provide line contact instead of point contact. However, a disadvantage of worm gearing is the high sliding velocities across the teeth, the same as with crossed helical gears.Worm gearing are either single or double enveloping. A single-enveloping gearing is onein which the gear wraps around or partially encloses the worm.. A gearing in which each element partially encloses the other is, of course, a double-enveloping worm gearing. The important difference between the two is that area contact exists between the teeth of double-enveloping gears while only line contact between those of single-enveloping gears. The worm and worm gear of a set have the same hand of helix as for crossed helical gears, but the helix angles are usually quite different. The helix angle on the worm is generally quite large, and that on the gear very small. Because of this, it is usual to specify the lead angle on the worm, which is the complement of the worm helix angle, and the helix angle on the gear; the two angles are equal for a 0-deg. Shaft angle.When gears are to be used to transmit motion between intersecting shaft, some of bevel gear is required. Although bevel gear are usually made for a shaft angle of 0 deg. They may be produced for almost any shaft angle. The teeth may be cast, milled, or generated. Only the generated teeth may be classed as accurate. In a typical bevel gear mounting, one of the gear is often mounted outboard of the bearing. This means that shaft deflection can be more pronounced and have a greater effect on the contact of teeth. Another difficulty, which occurs in predicting the stress in bevel-gear teeth, is the fact the teeth are tapered.Straight bevel gears are easy to design and simple to manufacture and give very good results in service if they are mounted accurately and positively. As in the case of squr gears, however, they become noisy at higher values of the pitch-line velocity. In these cases it is often go : od design practice to go to the spiral bevel gear, which is the bevel counterpart of thehelical gear. As in the case of helical gears, spiral bevel gears give a much smoother tooth action than straight bevel gears, and hence are useful where high speed are encountered.It is frequently desirable, as in the case of automotive differential applications, to have gearing similar to bevel gears but with the shaft offset. Such gears are called hypoid gears because their pitch surfaces are hyperboloids of revolution. The tooth action between such gears is a combination of rolling and sliding along a straight line and has much in common with that of worm gears.A shaft is a rotating or stationary member, usually of circular cross section, having mounted upon it such elementsas gears, pulleys, flywheels, cranks, sprockets, and other power-transmission elements. Shaft may be subjected to bending, tension, compression, or torsional loads, acting singly or in combination with one another. When they are combined, one may expect to find both static and fatigue strength to be important design considerations, since a single shaft may be subjected to static stresses, completely reversed, and repeated stresses, all acting at the same time.The word “shaft” covers numerous v ariations, such as axles and spindles. Anaxle is a shaft, wither stationary or rotating, nor subjected to torsion load. A shirt rotating shaft is often called a spindle.When either the lateral or the torsional deflection of a shaft must be held to close limits, the shaft must be sized on the basis of deflection before analyzing the stresses. The reason for this is that, if the shaft is made stiff enough so that the deflection is not too large, it is probable that the resulting stresses will be safe. But by no means should the designer assume that they are safe; it is almost always necessary to calculate them so that he knows they are within acceptable limits. Whenever possible, the power-transmission elements, such as gears or pullets, should be located close to the supporting bearings, This reduces the bending moment, and hence the deflection and bending stress.Although the von Mises-Hencky-Goodman method is difficult to use in design of shaft, it probably comes closest to predicting actual failure. Thus it is a good way of checking a shaft that has already been designed or of discovering why a particular shaft has failed in service. Furthermore, there are a considerable number of shaft-design problems in which the dimension are pretty well limited by other considerations, such as rigidity, and it is only necessary for the designer to discover something about the fillet sizes, heat-treatment,and surface finish and whether or not shot peening is necessary in order to achieve the required life and reliability.Because of the similarity of their functions, clutches and brakes are treated together. In a simplified dynamic representation of a friction clutch, or brake, two in : ertias I and I traveling at the respective angular velocities W and W, one of which may be zero in the case of brake, are to be brought to the same speed by engaging the clutch or brake. Slippage occurs because the two elements are running at different speeds and energy is dissipated during actuation, resulting in a temperature rise. In analyzing the performance of these devices we shall be interested in the actuating force, the torque transmitted, the energy loss and the temperature rise. The torque transmitted is related to the actuating force, the coefficient of friction, and the geometry of the clutch or brake. This is problem in static, which will have to be studied separately for eath geometric configuration. However, temperature rise is related to energy loss and can be studied without regard to the type of brake or clutch because the geometry of interest is the heat-dissipating surfaces. The various types of clutches and brakes may be classified as fllows:. Rim type with internally expanding shoes. Rim type with externally contracting shoes. Band type. Disk or axial type. Cone type. Miscellaneous typeThe analysis of all type of friction clutches and brakes use the same general procedure. The following step are necessary:. Assume or determine the distribution of pressure on the frictional surfaces.. Find a relation between the maximum pressure and the pressure at any point. Apply the condition of statical equilibrium to find (a) the actuating force, (b) the torque, and (c) the support reactions.Miscellaneous clutches include several types, such as the positive-contact clutches, overload-release clutches, overrunning clutches, magnetic fluid clutches, and others.A positive-contact clutch consists of a shift lever and two jaws. The greatest differences between the various types of positive clutches are concerned with the design of the jaws. To provide a longer period of time for shift action during engagement, the jaws may be ratchet-shaped, or gear-tooth-shaped. Sometimes a great many teeth or jaws are used, and they may be cut either circumferentially, so that they engage by cylindrical mating, or on the faces of the mating elements.Although positive clutches are not used to the extent of the frictional-contact type, they do have important applications where synchronous operation is required.Devices such as linear drives or motor-operated screw drivers must run to definite limit and then come to a stop. An overload-release type of clutch is required for these applications. These clutches are usually spring-loaded so as to release at a predetermined toque. The clicking sound which is heard when the overload point is reached is considered to be a desirable signal.An overrunning clutch or coupling permits the driven member of a machine to “freewheel” or “overrun” bec ause the driver is stopped or because another source of power increase the speed of the driven. This : type of clutch usually uses rollers or balls mounted between an outer sleeve and an inner member having flats machined around the periphery. Driving action is obtained by wedging the rollers between the sleeve and the flats. The clutch is therefore equivalent to a pawl and ratchet with an infinite number of teeth.Magnetic fluid clutch or brake is a relatively new development which has two parallel magnetic plates. Between these plates is a lubricated magnetic powder mixture. An electromagnetic coil is inserted somewhere in the magnetic circuit. By varying the excitation to this coil, the shearing strength of the magnetic fluid mixture may be accurately controlled. Thus any condition from a full slip to a frozen lockup may be obtained.齿轮和轴的介绍摘要:在传统机械和现代机械中齿轮和轴的重要地位是不可动摇的。
曲柄压力机的改进外文翻译

毕业设计英文资料翻译2012年6月1日UNITED STATES PATENT OFFICECHARLES H. LASKER, OF JOLIET, ILLINOISOPERATING MEANS FOR A CRANK PRESSApplication filed May 5, 1932. Serial No. 609,365The subject of my invention is an operating means for a crank press, such as a brick press.It is the object of my invention to provide means whereby a press of the crank or rotary type, which has reciprocating parts driven by a rotating engine, is enabled to move at slow speed during the working cycle and at high speed during the opening and closing cycle when the press may be run at slow speeds when working and thus give a pressure comparable to that of an hydraulic press and yet move with such speed during the non-working cycle as to give the high production required of modern machinery.An embodiment of my invention consists in a crank press, a motor for said press , means for driving said press from said motor at high speed, means for driving said press from said motor at slow speed, and means for selecting one or other of said previously mentioned means in accordance with the position of the press.For a further exposition of my invention reference may be had to the annexed drawing and specification at the end where of my invention will be specifically pointed out and claimed.Figure 1 represent an elevation of my device with parts in cross section and in diagram.Figure 2 is a diagrammatic view of a portion of my device.In that embodiment of my invention chosen for illustration in the drawing my device is shown as consisting of a motor of any convenient type, such as an electric motor. Motor 1 has shaft 2 connected thereto which carries fly-wheel 3 and gear 4. Gear 4 meshes with gear 5 on a lay-shaft or counter-shaft 6 which also carries a gear 7 thereon. Gear 7 meshes with gear 8 which is mounted for rotation on the sleeve of the driving member 10 of the clutch generally indicated at L. Clutch L also includes a driven member 11. Mounted on shaft 2 is driving member 100 of clutch H which also includes driven member 111 fast on stub shaft 12 which also carries driven member 11. Shaft 12 carries gear 13 which meshes with a train of gears to drive crank shaft 14 of the press generally indicated at 15. Crank shaft 14 carries at one end a gear 16 which has a pin 17 mounted thereon. Gear 16 meshes with another gear 18 which carries a pin 19 thereon. Switch 20 is pivotally mounted at 21 adjacent gears 16 and 18 so that the arms 22 and 23 cooperate with the pins 17 and 19 respectively to move switch 20 so that the contacts indicated at 24 and 25 are respectively operated. Wires 26 and 27 connect contacts 24 25 with clutches H and L respectively so that as switch 20 is moved from one position to the other either clutch H or clutch L is actuated to connect or to disengage its driving and driven members. Wires 28 are a source of current for switch 20 and for clutches H and L.As shown in Figure 3 it is the purpose of my invention to move the press 15 at low speed from the point A to the point B on the diagram in Figure 3, this being the working cycle of the press. The press 15 is moved at high speed during thecycle represented from point B to point A of Figure 3, this being the non-working cycle of the press.In the operation of my device motor 1 is started and drives press 15 either at high or low speed depending upon whether clutch H or clutch L is in engagement. During the pressing cycle the driving is from motor 1, shaft 2, gears 4 and 5, lay shaft 6, gears 7 and 8, clutch L, stub shaft 12, gear 13 to crank shaft 14. When the pressing cycle of the press is complete switch 20 is shifted by means of pin 17 so that clutch L is disengaged and clutch H is engaged. Motor 1 then drives press 15 though the following connections, shaft 2, clutch H, stub shaft 12, gear 13 and crank shaft 14.I do not intend to be limited in the practice of my invention save as the scope of the prior art and of the attached claims may require.I claim:1. operating means for a power press including in combination a motor, a power press driven by said motor, means for driving said press from said motor at high speed, means for driving said press from said motor at slow speed, and means for selecting one or other of said last mentioned means according to the position of said press.2. Operating means for a crank press including in combination a motor, a crank press adapted to be driven by said press from said motor at high speed, a second train of gearing for driving said press from said motor at slow speed, and means dependent upon the position of said press for selecting first or saidsecond train of gearing.3. Operating means for a crank press including in combination a motor, a crank press adapted to be driven by said motor, a train of gearing for driving said press from said motor at high speed, a second train of gearing for driving said press from said motor at low speed, a plurality of clutches controlling said train of gearing, and means for connecting one and disengaging the other of said clutches depending upon the position of said press.4. Operating means for a crank press including in combination a motor, a crank press adapted to be driving by said motor, a train of gearing for driving said press from said motor at high speed, a clutch controlling said train of gearing , a second train of gearing for driving said press from said motor at low speed , a second clutch controlling said second train of gearing, and means including an electric switch for connecting one and disengaging the other of said clutches depending upon the position of said press.5. Operating means for a crank press including in combination a motor, a crank press adapted to be driven by said motor ,a train of gearing for driving said press from said motor at high speed, an electromagnetic clutch controlling said train of gearing, a second train of gearing for driving said press from said motor at slow speed, a second electromagnetic clutch controlling said second train of gearing, an electric switch actuated by said press for connecting one and disengaging the other of said clutches depending upon the position of said press, and a source of electricity for said switch and said clutches.6. Operating means for a crank press for manufacturing bricks including in combination a motor , a brick press of the crank type adapted to be driven by said motor, a motor shaft , a clutch driving member on said shaft, a lay-shaft, a gear on said motor shaft, a second gear on said lay-shaft, a stub shaft, a clutch driven member cooperating with said clutch driving member mounted on said stub shaft, a second clutch driven member mounted on said stub shaft, a second clutch driving member loosely mounted on said stub shaft, a gear for driving said second clutch driving member and meshing with said second gear on said lay-shaft, a crank shaft for said press, a train of gearing connecting said crank shaft to said stub shaft, a limit switch, means for actuating said limit switch from said crank shaft depending upon the position of said press, electrical connections between said clutch members and said limit switch where-by in either position of said limit switch one of said clutches is engaged and the other is disengaged, and a source of electricity for said limit switch and for said clutch.CHARLES H. LASKER.美国专利局查尔斯·H·拉斯克,伊利诺伊州乔利埃特,曲柄压力机的操作装置申请提出,1932年5月5日。
机械毕业设计英文外文翻译314连杆机构

Link mechanismLinkages include garage door mechanisms, car wiper mechanisms, gear shift mechanisms. They are a very important part of mechanical engineering which is given very little attention...A link is defined as a rigid body having two or more pairing elements which connect it to other bodies for the purpose of transmitting force or motion . In every machine, at least one link either occupies a fixed position relative to the earth or carries the machine as a whole along with it during motion. This link is the frame of the machine and is called the fixed link.An arrangement based on components connected by rotary or sliding interfaces only is called a linkage. These type of connections, revolute and prismatic, are called lower pairs. Higher pairs are based on point line or curve interfaces.Examples of lower pairs include hinges rotary bearings, slideways , universal couplings. Examples of higher pairs include cams and gears.Kinematic analysis, a particular given mechanism is investigated based on the mechanism geometry plus factors which identify the motion such as input angular velocity, angular acceleration, etc. Kinematic synthesis is the process of designing a mechanism to accomplish a desired task. Here, both choosing the types as well as the dimensions of the new mechanism can be part of kinematic synthesis.Planar, Spatial and Spherical MechanismsA planar mechanism is one in which all particles describe plane curves is space and all of the planes are co-planar.. The majority of linkages and mechanisms are designed as planer systems. The main reason for this is that planar systems are more convenient to engineer. Spatial mechanisma are far more complicated to engineer requiring computer synthesis. Planar mechanisms ultilising only lower pairs are called planar linkages. Planar linkages only involve the use of revolute and prismatic pairsA spatial mechanism has no restrictions on the relative movement of the particles. Planar and spherical mechanisms are sub-sets of spatial mechanisms..Spatial mechanisms / linkages are not considered on this pageSpherical mechanisms has one point on each linkage which is stationary and the stationary point12 of all the links is at the same location. The motions of all of the particles in the mechanism are concentric and can be repesented by their shadow on a spherical surface which is centered on the common location..Spherical mechanisms /linkages are not considered on this pageMobilityAn important factor is considering a linkage is the mobility expressed as the number of degrees of freedom. The mobility of a linkage is the number of input parameters which must be controlled independently in order to bring the device to a set position. It is possible todetermine this from the number of links and the number and types of joints which connect the links...A free planar link generally has 3 degrees of freedom (x , y, θ ). One link is always fixed so before any joints are attached the number of degrees of freedom of a linkage assembly with n links = DOF = 3 (n-1)Connecting two links using a joint which has only on degree of freedom adds twoconstraints. Connecting two links with a joint which has two degrees of freedom include 1 restraint to the systems. The number of 1 DOF joints = say j 1 and the number of joints with two degrees of freedom = say j 2.. The Mobility of a system is therefore expressed as mobility = m = 3 (n-1) - 2 j 1 - j 2Examples linkages showing the mobility are shown below..A system with a mobility of 0 is a structure. A system with a mobility of 1 can be fixed in position my positioning only one link. A system with a mobility of 2 requires two links to be positioned tofix the linkage position..This rule is general in nature and there are exceptions but it can provide a very useful initial guideas the the mobility of an arrangement of links...Grashof's LawWhen designing a linkage where the input linkage is continuously rotated e.g. driven by a motor it is important that the input link can freely rotate through complete revolutions.Thearrangement would not work if the linkage locks at any point. For the four bar linkage Grashof's law provides a simple test for this conditionGrashof's law is as follows:Referring to the 4 inversions of a four bar linkage shown below ..Grashof's law states that one of the links (generally the shortest link) will be able to rotate continuously if the followingcondition is met...b (shortest link ) + c(longest link) < a + dFour Inversions of a typical Four Bar LinkageNote: If the above condition was not met then only rocking motion would be possible for any link..Mechanical Advantage of 4 bar linkageThe mechanical advantage of a linkage is the ratio of the output torque exerted by the driven link to the required input torque at the driver link. It can be proved that the mechanical advantage is directly proportional to Sin( β ) the angle between the coupler link(c) and the driven link(d), and is inversely proportiona l to sin( α ) the angle between the driver link (b) and the coupler34 (c) . These angles are not constant so it is clear that the mechanical advantage is constantly changing.The linkage positions shown below with an angle α = 0 o and 180 o has a near infinitemechanical advantage. These positions are referred to as toggle positions. These positionsallow the 4 bar linkage to be used a clamping tools.The angle β is called the "transmission angle". As the value sin(transmission angle) becomes small the mechanical advantage of the linkage approaches zero. In these region the linkage is very liable to lock up with very small amounts of friction. When using four bar linkages totransfer torque it is generally considered prudent to avoid transmission angles below 450 and 500. In the figure above if link (d) is made the driver the system shown is in a locked position. The system has no toggle positions and the linkage is a poor designFreudenstein's EquationThis equation provides a simple algebraic method of determining the position of an output lever knowing the four link lengths and the position of the input lever.Consider the 4 -bar linkage chain as shown below..The position vector of the links are related as followsl1 + l2 + l3 + l4 = 0Equating horizontal distancesl 1cos θ 1 + l 2cos θ 2 + l 3cos θ 3 + l 4cos θ 4 = 0 Equating Vertical distancesl 1sin θ 1 + l 2sin θ 2 + l 3sin θ 3 + l 4sin θ 4 = 0 Assuming θ 1 = 1800then sin θ 1= 0 and cosθ 1 = -1 Therefore- l 1 + l 2cosθ 2 + l 3cosθ 3 + l 4cos θ 4 = 0and .. l 2sin θ 2 + l 3sin θ 3 + l 4sin θ 4 = 0 Moving all terms except those containing l 3 to the RHS and Squaring both sidesl 32 cos 2θ 3 = (l 1 - l 2cos θ 2 - l 4cos θ 4 ) 2l 32 sin 2θ 3 = ( - l 2sin θ 2 - l 4sin θ 4) 2Adding the above 2 equations and using the relationshipscos ( θ 2 - θ 4) = cos θ 2cos θ 4+ sin θ 2sin θ 4 ) and sin2θ + cos2θ = 15the following relationship results..Freudenstein's Equation results from this relationship asK 1cos θ 2 + K2cos θ 4 + K 3= cos ( θ 2 - θ 4 )K1 = l1 / l4K2 = l 1 / l 2K3 = ( l 32 - l 12 - l 22 - l 2 4 ) / 2 l 2 l 4This equation enables the analytic synthesis of a 4 bar linkage. If three position of the output lever are required corresponding to the angular position of the input lever at three positions then this equation can be used to determine the appropriate lever lengths using three simultaneous equations...Velocity Vectors for LinksThe velocity of one point on a link must be perpendicular to the axis of the link, otherwise there would be a change in length of the link.On the link shown below B has a velocity of v AB= ω.AB perpendicular to A-B. " The velocity vector is shown...Considering the four bar arrangement shown below. The velocity vector diagram is built up as follows:∙As A and D are fixed then the velocity of D relative to A = 0 a and d are located at the same point∙The velocity of B relative to a is v AB= ω.AB perpendicular to A-B. This is drawn to scale as shown6∙The velocity of C relative to B is perpedicular to CB and passes through b∙The velocity of C relative to D is perpedicular to CD and passes through d∙The velocity of P is obtained from the vector diagram by using the relationship bp/bc = BP/BCThe velocity vector diagram is easily drawn as shown...Velocity of sliding Block on Rotating LinkConsider a block B sliding on a link rotating about A. The block is instantaneously located at B' on the link..The velocity of B' relative to A = ω.AB perpendicular to the line. The velocity of B relative to B' = v. The link block and the associated vector diagram is shown below..Acceleration Vectors for LinksThe acceleration of a point on a link relative to another has two components:∙1) the centripetal component due to the angular velocity of the link.ω 2.Length∙2) the tangential component due to the angular acceleration of the link....7∙The diagram below shows how to to construct a vector diagram for the acceleration components on a single link.The centripetal acceleration ab' = ω 2.AB towards the centre of rotation. The tangential component b'b = α. AB in a direction perpendicular to the link..The diagram below shows how to construct an acceleration vector drawing for a four bar linkage.∙For A and D are fixed relative to each other and the relative acceleration = 0 ( a,d are together )∙The acceleration of B relative to A are drawn as for the above link∙The centripetal acceleration of C relative to B = v 2CB and is directed towards B ( bc1 ) ∙The tangential acceleration of C relative to B is unknown but its direction is known∙The centripetal acceleration of C relative to D = v 2CD and is directed towards d( dc2) ∙The tangential acceleration of C relative to D is unknown but its direction is known.∙The intersection of the lines through c1 and c 2 locates cThe location of the acceleration of point p is obtained by proportion bp/bc = BP/BC and the absolute acceleration of P = ap8The diagram below shows how to construct and acceleration vector diagram for a sliding block on a rotating link..The link with the sliding block is drawn in two positions..at an angle dωThe velocity of the point on the link coincident with B changes from ω.r =a b 1to ( ω + dω) (r +dr) = a b 2The change in velocity b1b2has a radial component ωr d θ and a tangential component ωdr + r dω The velocity of B on the sliding block relative to the coincident point on the link changes from v = a b 3 to v + dv = a b 4.The change in velocity = b3b4 which has radial co mponents dv and tangential components v d θThe total change in velocity in the radial direction = dv- ω r d θRadial acceleration = dv / dt = ω r d θ / dt = a - ω2 rThe total change in velocity in the tangential direction = v dθ + ω dr + r αTangential acceleration = v dθ / dt + ω dr/dt + r d ω / dt= v ω + ω v + r α = α r + 2 v ωThe acceleration vector diagram for the block is shown below9Note : The term 2 v ω representing the tangential acceleration of the block relative to the coincident point on the link is called the coriolis component and results whenever a block slides along a rotating link and whenever a link slides through a swivelling block连杆机构连杆存在于车库门装置,汽车擦装置,齿轮移动装置中。
曲柄连杆-外文翻译
密级分类号编号成本科生毕业设计 (论文)外文翻译原文标题Connecting rod,Internal combustionengines译文标题连杆,内燃机作者所在系别机械工程系作者所在专业机械设计制造及其自动化作者所在班级xxx作者姓名xxx作者学号xxx指导教师姓名xxx指导教师职称xxxx完成时间2012 年 3 月北华航天工业学院教务处制的质量控制体系。
当制造一个高性能发动机时,连杆应给予极大的关注,应采取一些技术来消除应力,例如磨削连杆的边缘以达到表面粗糙度的要求,喷丸以使表面产生压应力(防止裂纹萌生),装配时平衡所有连杆、活塞组合件的重量使没对的重量相同以及采用磁力探伤法来探测材料内部的微小裂纹,这些看不见的微小裂纹将会产生破坏应力造成连杆失效。
此外,扭转连杆螺栓时,应非常注意扭矩的大小;通常这些螺栓必须更换, 而不是重复利用。
连杆的大端被制造成一个整体,并使用在机械加工之后能与大端轴瓦准确装配。
因此,大端的“帽子”在连杆的轴瓦不能乱用。
无论是连杆还是与其相配合的轴瓦,通常都会在发动机缸体上刻上相应的型号。
目前有一些发动机(如福特的4.6升引擎,还比如克莱斯勒的2.0升引擎)其连杆采用粉末冶金技术制造,粉末冶金技术不仅能精准控制尺寸和重量以减少机械加工工作量而且还能减少额外的机械配平。
轴瓦因挤压与连杆分离,结果导致了不平滑的断裂面,这是由于粉末金属的颗粒造成的。
这确保了重新装配后,轴瓦能与连杆精确地配合,而传统加工方法制造的连杆与轴瓦,只有当两者的接触表面的表面粗糙度都很小时才能达到较小的误差。
发动机磨损的一个重要原因是由于曲轴通过连杆施加于塞的侧向力,通常将汽缸磨成椭圆形截面,而不是圆形截面,因此不可能使活塞环与气缸侧壁紧密接触。
从力学角度来说延长连杆的长度可相应地减少上述侧向力,这样一来会使引擎寿命延长。
然而,对一已知的发动机缸体来说,连杆的长度加上活塞行程,其和是一个固定的值, 这个固定值由曲轴和气缸座(气缸座用来固定活塞盖)顶部之间的固定距离来决定。
中英文文献翻译-轴和齿轮的设计及应用
英文原文:SHAFT AND GEAR DESIGNAbstract: The important position of the wheel gear and shaft can' t falter in traditional machine and modern machines. The wheel gear and shafts mainly install the direction that delivers the dint at the principal axis box. The passing to process to make them can is divided into many model numbers, useding for many situations respectively. So we must be the multilayers to the understanding of the wheel gear and shaft in many waysKey words : Wheel gear ; ShaftIn the force analysis of spur gears, the forces are assumed to act in a single plane .We shall study gears in which the forces have three dimensions.The reason for this, in the case of helical gears, is that the teeth are not parallel to the axis of rotation. And in the case of bevel gears, the rotational axes are not parallel to each other. There are also other reasons, as we shall learn.Helical gears are used to transmit motion between parallel shafts. The helix angle is the same on each gear, but one gear must have a right-hand helix and the other a left-hand helix. The shape of the tooth is an involute helicoid. If a piece of paper cut in the shape of a parallelogram is wrapped around a cylinder, the angular edge of the paper becomes a helix. If we unwind this paper, each point on the angular edge generates an involute curve. The surface obtained when every point on the edge generates an involute is called an involute helicoid. The initial contact of spur-gear teeth is a line extending all the way across the face of the tooth. The initial contact of helical gear teeth is a point, which changes into a line as the teeth come into more engagement. In spur gears the line of contact is parallel to the axis of the rotation; in helical gears, the line is diagonal across the face of the tooth. It is this gradual of the teeth and the smooth transfer of load from one tooth to another, which give helical gears the ability to transmit heavy loads at high speeds. Helical gears subject the shaft bearings to both radial and thrust loads. When the thrust loads become high or are objectionable for other reasons, it may be desirable to use double helical gears. A double helical gear (herringbone) is equivalent to two helical gears of opposite hand, mounted side byside on the same shaft. They develop opposite thrust reactions and thus cancel out the thrust load. When two or more single helical gears are mounted on the same shaft,the hand of the gears should be selected so as to produce the minimum thrust load Crossed-helical, or spiral, gears are those in which the shaft centerlines are neither parallel nor intersecting. The teeth of crossed-helical fears have point contact with each other, which changes to line contact as the gears wear in. For this reason they will carry out very small loads and are mainly for instrumental applications, and are definitely not recommended for use in the transmission of power There is on difference between a crossed heli cal gear and a helical gear until they are mounted in mesh with each other. They are manufactured in the same way. A pair of meshed crossed helical gears usually have the same hand; that is , a right-hand driver goes with a right-hand driven. In the design of crossed-helical gears, the minimum sliding velocity is obtained when the helix angle are equal. However, when the helix angle are not equal, the gear with the larger helix angle should be used as the driver if both gears have the same handWorm gears are similar to crossed helical gears. The pinion or worm has a small number of teeth, usually one to four, and since they completely wrap around the pitch cylinder they are called threads. Its mating gear is called a worm gear, which is not a true helical gear. A worm and wormgear are used to provide a high angular-velocity reduction between nonintersecting shafts which are usually at right angle. The worm gear is not a helical gear because its face is made concave to fit the curvature of the worm in order to provide line contact instead of point contact. However, a disadvantage of worm gearing is the high sliding velocities across the teeth, the same as with crossed helical gearsWorm gearing are either single or double enveloping. A single-enveloping gearing is one in which the gear wraps around or partially encloses the worm. . A gearing in which each element partially encloses the other is, of course, a double-enveloping worm gearing. The important difference between the two is that area contact exists between the teeth of doubleenveloping gears while only line contact between those of single-enveloping gears. The worm and worm gear of a set have the same hand ofhelix as for crossed helical gears, but the helix angles are usually quite different The helix angle on the worm is generally quite large, and that on the gear very small Because of this, it is usual to specify the lead angle on the worm, which is the complement of the worm helix angle, and the helix angle on the gear; the two angles are equal for a 90-deg. Shaft angleWhen gears are to be used to transmit motion between intersecting shaft, some of bevel gear is required. Although bevel gear are usually made for a shaft angle of 90 deg. They may be produced for almost any shaft angle. The teeth may be cast, milled, or generated. Only the generated teeth may be classed as accurate. In a typical bevel gear mounting, one of the gear is often mounted outboard of the bearing. This means that shaft deflection can be more pronounced and have a greater effect on the contact of teeth. Another difficulty, which occurs in predicting the stress in bevel-gear teeth, is the fact the teeth are tapered.Straight bevel gears are easy to design and simple to manufacture and give very good results in service if they are mounted accurately and positively. As in the case of squr gears, however, they become noisy at higher values of the pitch-line velocity In these cases it is often go od design practice to go to the spiral bevel gear, which is the bevel counterpart of the helical gear. As in the case of helical gears, spiral bevel gears give a much smoother tooth action than straight bevel gears, and hence are useful where high speed are encountered. It is frequently desirable, as in the case of automotive differential applications, to have gearing similar to bevel gears but with the shaft offset. Such gears are called hypoid gears because their pitch surfaces are hyperboloids of revolution The tooth action between such gears is a combination of rolling and sliding alonga straight line and has much in common with that of worm gears A shaft is a rotating or stationary member, usually of circular cross section, having mounted upon it such elementsas gears, pulleys, flywheels, cranks, sprockets, and other power-transmission elements. Shaft may be subjected to bending, tension, compression, or torsional loads, acting singly or in combination with one another. When they are combined, one may expect to find both static and fatigue strength tobe important design considerations, since a single shaft may be subjected to static stresses, completely reversed, and repeated stresses, all acting at the same time The word "shaft" covers numerous variations, such as axles and spindles. Anaxle is a shaft, wither stationary or rotating, nor subjected to torsion load. A shirt rotating shaft is often called a spindle. When either the lateral or the torsional deflection of a shaft must be held to close limits, the shaft must be sized on the basis of deflection before analyzing the stresses. The reason for this is that, if the shaft is made stiff enough so that the deflection is not too large, it is probable that the resulting stresses will be safe. But by no means should the designer assume that they are safe; it is almost always necessary to calculatethem so that he knows they are within acceptable limits Whenever possible, the power-transruission elements, such as gears or pullets, should be located close to the supporting bearings, This reduces the bending moment, and hence the deflection and bending stress.Although the von Mises-Hencky-Goodman method is difficult to use in design of shaft, it probably comes closest to predicting actual failure. Thus it is a good way of checking a shaft that has already been designed or of discovering why a particular shaft has failed in service. Furthermore, there are a considerable number of shaft-design problems in which the dimension are pretty well limited by other considerations, such as rigidity, and it is only necessary for the designer to discover something about the fillet sizes, heat-treatment, and surface finish and whether or not shot peening is necessary in order to achieve the required life and reliability Because of the similarity of their functions, clutches and brakes are treated together. In a simplified dynamic representation of a friction clutch, or brake two in ertias 11 and 12 traveling at the respective angular velocities Wl and W2, one of which may be zero in the case of brake, are to be brought to the same speed by engaging the clutch or brake. Slippage occurs because the two elements are running at different speeds and energy is dissipated during actuation, resulting in a temperature rise. In analyzing the performance of these devices we shall beinterested in the actuating force, the torque transmitted, the energy loss and the temperature rise. The torque transmitted is related to the actuating force, the coefficient of friction, and the geometry of the clutch or brake. This is problem in static, which will have to be studied separately for eath geometric configuration. However, temperature rise is related to energy loss and can be studied without regard to the type of brake or clutch because the geometry of interest is the heat-dissipating surfaces. The various types of clutches and brakes may be classified as fllows1. Rim type with internally expanding shoes2. Rim type with externally contracting shoes3。
机械手设计英文参考文献原文翻译
翻译人:王墨墨山东科技大学文献题目:Automated Calibration of Robot Coordinatesfor Reconfigurable Assembly Systems翻译正文如下:针对可重构装配系统的机器人协调性的自动校准T.艾利,Y.米达,H.菊地,M.雪松日本东京大学,机械研究院,精密工程部摘要为了实现流水工作线更高的可重构性,以必要设备如机器人的快速插入插出为研究目的。
当一种新的设备被装配到流水工作线时,应使其具备校准系统。
该研究使用两台电荷耦合摄像机,基于直接线性变换法,致力于研究一种相对位置/相对方位的自动化校准系统。
摄像机被随机放置,然后对每一个机械手执行一组动作。
通过摄像机检测机械手动作,就能捕捉到两台机器人的相对位置。
最佳的结果精度为均方根值0.16毫米。
关键词:装配,校准,机器人1 介绍21世纪新的制造系统需要具备新的生产能力,如可重用性,可拓展性,敏捷性以及可重构性[1]。
系统配置的低成本转变,能够使系统应对可预见的以及不可预见的市场波动。
关于组装系统,许多研究者提出了分散的方法来实现可重构性[2][3]。
他们中的大多数都是基于主体的系统,主体逐一协同以建立一种新的配置。
然而,协同只是目的的一部分。
在现实生产系统中,例如工作空间这类物理问题应当被有效解决。
为了实现更高的可重构性,一些研究人员不顾昂贵的造价,开发出了特殊的均匀单元[4][5][6]。
作者为装配单元提出了一种自律分散型机器人系统,包含多样化的传统设备[7][8]。
该系统可以从一个系统添加/删除装配设备,亦或是添加/删除装配设备到另一个系统;它通过协同作用,合理地解决了工作空间的冲突问题。
我们可以把该功能称为“插入与生产”。
表1:合作所需的调节和量度在重构过程中,校准的装配机器人是非常重要的。
这是因为,需要用它们来测量相关主体的特征,以便在物理主体之间建立良好的协作关系。
这一调整必须要达到表1中所列到的多种标准要求。
外文翻译
几何设计曲柄滑块的滑块的机制位置和速度在要求统一的均匀切削速度流等问题。
曲柄滑块机构提供经济的解决方案。
因此, 曲柄滑块机构的设计问题,给出了理想的滑块位置和速度的几何框架内处理。
在这里, 曲柄的旋转转化为有关的就滑块通过一个线性函数。
一个统一的方法包括所谓的子域,加勒金方法与经典的搭配方法找到实现所涉及的参数的值。
方法的有效性已经证明了数值例子。
因为多个解决方案解决方案过程的结果,它总是可能的多回路形成机制。
此外,较低的设计速度前进行程中的错误表现出类似的功能落后的冲程。
符号术语;;i i si A B B余数 ;;ci ci i B C C余数 ;;,15si i i C P Q i =- 余数 0;;pL ssL s L A A A中间系数 ;,1,2ooL soL A A L =中间系数 13;;L ooL L a a b可计算的常量 210;;L L L b b b可计算的常量 321;;L L L c c c可计算的常量 ,1,2oL c L =可计算的常量 DEL增量 ()f x变量x 的函数 (,)G s ψ位移函数 x R输入比例 y R输出比例 s滑块的位移 0s起始滑块的位移 ω 曲柄的角速度,15i i ω=- 加权函数;n xoA xoA '' 曲柄在开始和结束位置统一向后运动的位置1x 曲柄长度2x 连杆长度3x 偏心度[]0,n x x 间距函数[]1,,15i i x x i -=- 子区间i x 精确的子位置i y 精确的子位置的函数0;n y y 始末依靠的变量V 滑块的线性速度123;;z z z 设计参数s ∆ 相同长度的速度x ∆ 独立变量的范围ψ∆ 曲柄轮换的数量δ 连杆角度ψ 曲柄角度0;n ψψ 起始曲柄的角度1 简介曲柄滑块机构是一种在工业机械的最基本要素。
一方面它把平移运动转变为旋转运动。
广泛的众所周知的是在内燃机中的应用。
在另一方面,从旋转的平移转换通过这种机制也实现了。
汽车的部件外文文献翻译、中英文翻译、外文翻译
附录一:汽车的部件发动机发动机的作用是为汽车提供动力,人们形象的称之为汽车的动力工厂。
大多数汽车发动机都是利用空气和汽油混合物的爆炸能量推动活塞的。
活塞能够转动与它连接在一起的曲柄连杆。
从而,曲柄产生牵引力使车轮转动。
有些汽车是靠另一种发动机来提供动力的。
这种发动机因为它的旋转阀,旋转内燃机或者转子发动机而被人熟知。
这种旋转阀式发动机也能够吸入空气和燃料的混合物,然后将它们压缩并燃烧。
另外,发动机会在一个椭圆形腔室中旋转,它与驱动汽车后轮的后轴相连接。
绝大多数的汽车里,发动机会被安装在汽车的前部末端,离合器和变速箱在它的后面。
最后,发动机、离合器和变速箱会被装配成一个整体。
想要使一个发动机能够正常工作还需要很多系统的支持。
润滑系统可以用来减小摩擦,减轻发动机磨损。
冷却系统可以使发动机的工作温度在安全的范围之内。
另外,发动机还必须由供油系统提供适量的燃料和空气。
在气缸里,空气和燃料的混合物必须由点火系统在适当的情况下点燃。
而后,电子系统被用来控制启动发动机用的电动机和为发动机的附属部件提供电能。
润滑系统发动机的部件会因为它们之间的相互运动而逐渐导致磨损。
在这些部件中间存在着发动机循环油。
它可以避免金属间的相互摩擦而导致的磨损。
在润滑剂的润滑作用下,各部件会仅受到很小的摩擦力,这可以使它们更容易运动。
因此,润滑系统可以将由摩擦引起的能量损失降到最小。
润滑剂的第二个作用是可以发挥冷却剂的作用,也可以作为密封介质来防止泄漏。
还有在气缸上产生的润滑薄膜也可以有助于活塞环密封,改善发动机的压缩性能。
冷却系统在气缸中,燃料会在空气的作用下剧烈燃烧,从而导致发动机各部件的温度升高。
温度的上升将直接影响发动机的性能,也会缩短发动机零件的寿命。
而冷却系统则可以使发动机在适宜的温度下工作。
无论驾驶条件如何,该系统都要被设计用来防止机器过冷或过热。
燃料供给燃料供给系统的主要作用是在机动车辆所能遇到的所有条件下(包括负载,速度,温度压力的变化梯度等),提供足够的压力,以一定的速度为化油器或注油系统提供燃料,来满足发动机的燃料要求。
机械臂动力学与控制的研究外文文献翻译、中英文翻译、外文翻译
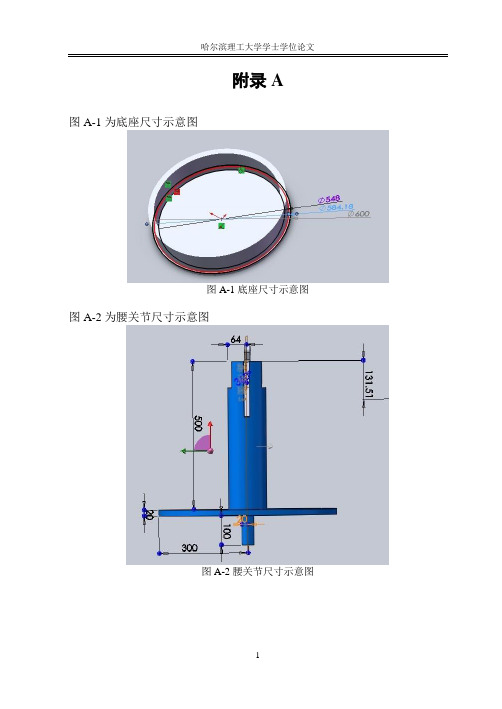
附录A图A-1为底座尺寸示意图图A-1底座尺寸示意图图A-2为腰关节尺寸示意图图A-2腰关节尺寸示意图图A-3为小臂连杆尺寸示意图图A-3小臂连杆尺寸示意图图A-4为钟形连杆尺寸示意图图A-4钟形连杆尺寸示意图图A-5为腕部连接杆尺寸示意图图A-6为电动机托架尺寸示意图图A-7为腕部齿轮箱尺寸示意图图A-7腕部齿轮箱尺寸示意图附录Bleft mobilemobileright u uw u ⎛⎫= ⎪ ⎪⎝⎭ (1) manip manip manip manip manipacquisition acquisition retract retract qw q w q=+(2)32(),b b b b bbb b bT wa w w rb bw w noise '≠'=--⋅+∑(3)tanh(()mobilemobile mobile atar thresholdakd d=-(4)tanh(())manip manip mobile acuisitionatar thresholdakd d=- (5)错误!未找到引用源。
tanh(())manip mobilea tar threshold k d d =- (6),hom 1(1tanh(()))2retract retract acquisition r current e q r k q q ε=+-- (7)mobilemobile mobile mobile mobiletar tarobs obsfwf wf=+ (8)(),π2left wheel vu v d φ∆=-(9) (),π2rightright wheelv u v u d φ∆=+(10)πwheelbase wheel d d φ∆=(12)(),,sin()mobile mobile tartartar fφφφλψφ=- (13)(),,max (min(,))mobile v mobile v mobile tar tartar tar f v k d v v λ=-(14)22,()2,,,()i mobileobs obs ii c d mobile mobile obs iobs i f e eφψσφφλφψ---=- (15),min min,,min ,,max,max,()0()mobile v obs mobile vobs imanx i mobile v obs i iv v forv v f forv v v v v forv v λλ⎧--<⎪⎪=≤≤⎨⎪-->⎪⎩(16),,,,,,mobile mobile obs iobsmobile obsmobile v mobile v i obs obs i f f ff f φφ⎛⎫⎛⎫== ⎪ ⎪ ⎪ ⎪⎝⎭⎝⎭∑(17) opetitive Dynamics,min ,lim 1(1tanh(()))2obs mobile mobile mobile tar obs gain it tard r r d γ=+- (18)00tanh()mobilemobilemobile obs mobile ρραρ-=(19)0,,1(1tanh())(1)))2mobile mobiletar obs tar obs ρρργγσ-=+-(20),1maxiobs id ρ= (21)错误!未找到引用源。
中英文文献翻译-曲轴的工作条件和设计要求

附录Crankshaft design requirements andworking conditionsCrankshaft is in constant cyclical changes in the gas pressure, reciprocating and rotating motion of the inertial force and the quality of their work under the joint action of the moment, so that both the torsion and bending the crankshaft, resulting in fatigue, stress state; internal imbalance of the engine crankshaft also withstand bending moment and shear force; not taken measures to make the crankshaft torsional vibration damping effect may also be a large amplitude torsional elastic torque. These loads are cross degeneration, may cause fatigue failure of the crankshaft. Practice shows that the bending has a decisive role in bending fatigue failure is the main failure modes. Therefore, the structural strength of the crankshaft bending fatigue strength is the focus, the crankshaft is designed to be committed to improving the fatigue strength of the crankshaft.Crankshaft complex shape, stress concentration is very serious, especially in the connecting rod journal and the crank arm of the fillet and lubricants at the stress concentration near the exit hole is particularly prominent. Common crankshaft fracture, fatigue crack begins with fillet and the hole place. Figure 7-1 shows the crankshaft bending fatigue and fatigue failure of the reverse situation. Root bending fatigue cracks in the surface of the fillet from the journal at the development of the crank, the crank is basically broken into 450; torsion fatigue damage is usually bad from the machining start hole edge, about 450 cut into the crank pin. Therefore, in the design of the crankshaft, pay special attention to finding ways to ease stress concentration, strengthen the stress concentration.Crankshaft journal at a very high ratio of pressure to a large relative velocity of sliding friction in the bearings in place. The bearings in the actual operation conditions changed conditions does not always guarantee a liquid friction, especially when the oil is not clean, the journal was a strong abrasive wear surface, making the actual life of the crankshaft greatly reduced. Therefore, the design, to wear to the friction surface, and the appropriate material bearing a good match.Crank in the crankshaft is the central link, the stiffness is very important. If the crankshaft bending stiffness, then the possible occurrence of more severe bending, the piston rod and bearing deterioration in working conditions greatly affect the reliability of these parts work and durability, even the crankcase is too large and the local stress cracking. Crankshaft's torsional stiffness is poor, the working speed range may be a strong torsional vibration. Ranging from noise, such as transmission gear on the crank to accelerate the wear; while in the crankshaft fracture. Therefore, the design should ensure it has the highest possible bending stiffness and torsional stiffness.As the crankshaft by the power complex, geometric cross-section shape is rather special, in the design, has yet to reflect the objective reality of a theoretical formula for Universal.Therefore, the current design of the crankshaft design relies mainly on experience.曲轴的工作条件和设计要求曲轴是在不断周期性变化的气体压力、往复和旋转运动质量的惯性力以及它们的力矩共同作用下工作的,从而使曲轴既扭转又弯曲,产生疲劳应力状态;对内不平衡的发动机曲轴还承受内弯矩和剪力;未采取扭转振动减振措施使曲轴还可能作用着幅值较大的扭转振动弹性力矩。
工业机械臂控制中英文对照外文翻译文献

中英文对照外文翻译文献(文档含英文原文和中文翻译)Hand Column Type Power MachineFollow with our country the rapid development of industrial production, rapidly enhance level of automation, implementation artifacts of handling, steering, transmission or toil for welding gun, spraing gun, spanner and other tools for processing, assembly operations for example automation, should cause the attention of people more and more.Industrial robot is an important branch of industrial robots. It features can be programmed to perform tasks in a variety of expectations, in both structure and performance advantages of their own people and machines, in particular, reflects the people's intelligence and adaptability. The accuracy of robot operations and a variety of environments the ability to complete the work in the field of national economy and there are broad prospects for development. With the development of industrial automation, there has been CNC machining center, it is in reducing labor intensity,while greatly improved labor productivity. However, the upper and lower common in CNC machining processes material, usually still use manual or traditional relay-controlled semi-automatic device. The former time-consuming and labor intensive, inefficient; the latter due to design complexity, require more relays, wiring complexity, vulnerability to body vibration interference, while the existence of poor reliability, fault more maintenance problems and other issues. Programmable Logic Controller PLC-controlled robot control system for materials up and down movement is simple, circuit design is reasonable, with a strong anti-jamming capability, ensuring the system's reliability, reduced maintenance rate, and improve work efficiency. Robot technology related to mechanics, mechanics, electrical hydraulic technology, automatic control technology, sensor technology and computer technology and other fields of science, is a cross-disciplinary integrated technology.Current industrial approaches to robot arm control treat each joint of the robot arm as a simple joint servomechanism. The servomechanism approach models the varying dynamics of a manipulator inadequately because it neglects the motion and configuration of the whole arm mechanism. These changes in the parameters of the controlled system sometimes are significant enough to render conventional feedback control strategies ineffective. The result is reduced servo response speed and damping, limiting the precision and speed of the end-effecter and making it appropriate only for limited-precision tasks. Manipulators controlled in this manner move at slow speeds with unnecessary vibrations. Any significant performance gain in this and other areas of robot arm control require the consideration of more efficient dynamic models, sophisticated control approaches, and the use of dedicated computer architectures and parallel processing techniques.Manipulator institutional form is simple, strong professionalism, only as a loading device for a machine tools, special-purpose manipulator is attached to this machine. Along with the development of industrial technology, produced independently according to the process control to achieve repetitive operation, using range is wide "program control general manipulator", hereinafter referred to as general manipulator. General manipulator used to quickly change the workingprocedure, adaptability is stronger, so he is in constant transformation in the medium and small batch production of products are widely used.NO.1 The composition of the manipulatorManipulator is in the form of a variety of, some relatively simple, some more complex, but the basic form is the same, generally by the actuators, transmission system, control system and the auxiliary device.The actuator manipulator actuators, by the hand, wrist, arm, pillars. Hand is grasping mechanism, which is used to clamp and release artifacts, as a human finger, can complete staff of similar action. Is connected to the fingers and wrist arm components, can be up and down, left and right sides and rotary movement. Simple manipulator can not the wrist. Prop used to support the arm, can also according to need to make it move.The driving system movement of the actuator by the transmission system to achieve. Common mechanical transmission system of mechanical transmission, hydraulic transmission, pneumatic transmission and power transmission etc. Several forms.The control system of manipulator control system main function is to control the manipulator according to certain procedures, movement direction, position, speed, simple manipulator is generally not set special control system, only the stroke switch, relay, control valves and control circuit can realize dynamic transmission system, the executing agency action in accordance with requirements. Action complex manipulator should adopts the programmable controller, microcomputer control. NO.2 Classification and characteristics of the manipulator Robots generally fall into three categories the first is general manipulator doesn't need manual operation. It is a kind of independence is not attached to a host device. It can according to the need of the task program, the operation of the provisions to complete. It is with the characteristics of common mechanical performance, also has general machinery, memory, intelligence of three yuan. Thesecond is the need to do manually. Called Operating machine. It originated in the atom, military industry, first by Operating machine to complete a specific assignment, later to use radio signal Operating machine to explore the moon and so on. Used in the forging industry Operating machine falls under this category. The third kind is to use special manipulator, mainly attached to automatic machine or automatic line, used to solve machine tool material and workpiece to send up and down. This manipulator in a foreign country is called "the Mechanical Hand", it is in the service of the host, driven by the host; Except a few working procedures generally is fixed, so it is special.NO.3 The application of industrial manipulatorManipulator is in the process of mechanization, automation production, developed a kind of new type of device. In recent years, with electronic technology, especially the wide application of electronic computer, the robot's development and production has become a high technology developed rapidly in the field of an emerging technology, it promoted the development of the manipulator, make the manipulator can achieve better with the combination of mechanization and automation.Manipulator although it is not as flexible as manpower, but it can have repeated work and labor, do not know fatigue, is not afraid of danger, snatch heavy weights strength characteristics such as larger than man, as a result, the manipulator has been brought to the attention of the many departments, and have been applied more and more widely.(1) Machine tools machining the workpiece loading and unloading, especially in automatic lathe, use common combination machine tools.(2) Widely used in the assembly operation, it can be used to assemble printed circuit board in the electronics industry, it can be in the machinery industry to assemble parts.(3)Can be in working conditions is poor, repetitive easy fatigue of the work environment, to instead of human Labour.(4) The development of the universe and the ocean.(5) Military engineering and biomedical research and test.Application of robots can replace people in dull, repetitive or heavy manual work, to realize mechanization and automation of production, instead of human in harmful environment of manual operation, improve labor condition, ensure the personal safety. In the late 1940 s, the United States in the nuclear experiments, firstly adopts manipulator handling radioactive materials, people in the security room to manipulate manipulator for various operation and experiment. After the '50 s, robots gradually extended to industrial production department, for use in high temperature, serious pollution of local leave work pieces and the loading and unloading materials, as auxiliary device in the machine tool automatic machine, automatic production line and processing center in the application, complete the material up and down or from libraries take put the knives and replace tool operations such as fixed procedure. Manipulator is mainly composed of hand and motion mechanism. Hand mechanism varies according to the usage situation and operation object, the common are holding, hold and the adsorption type etc. Motion mechanism usually driven by hydraulic, pneumatic, electric devices. Manipulator can be achieved independently of scaling, rotation and lifting movement, generally speaking, there are 2 ~ 3 degrees of freedom. Robots are widely used in machinery manufacturing, metallurgy, light industry and atomic energy etc.Manipulator is used in the production process automation with grab and move the workpiece is a kind of automatic device, it is in the process of mechanization, automation production, developed a new type of device. In recent years, with electronic technology, especially the wide application of electronic computer, the robot's development and production has become a high technology developed rapidly in the field of an emerging technology, it promoted the development of the manipulator, make the manipulator can achieve better with the combination of mechanization and automation. Robots can replace humans do dangerous, repeat the boring work, reduce human labor intensity and improve labor productivity. Manipulator have been applied more and more widely, it can be used forparts assembled in the machinery industry, processing the workpiece handling, loading and unloading, especially on the automatic CNC machine, combination machine tools more common use. At present, the manipulator has developed into a flexible manufacturing system of FMS and flexible manufacturing cell is an important component of FMC. The machine tool equipment and manipulator of a flexible manufacturing system or flexible manufacturing unit, it is suitable for medium and small batch production, can save a large workpiece delivery device, structure is compact, but also has a strong adaptability. When the workpiece changes, flexible production system is easy to change, is advantageous to the enterprise continuously updated marketable varieties, improve product quality, better adapt to the needs of the market competition. But at present our country's industrial robot technology and its engineering application level and foreign than there is a certain distance, scale and industrialization level is low, research and development of the manipulator has direct influence on raising the automation level of production in our country, from the consideration on the economic and technology is very necessary. Therefore, carries on the research design of the manipulator is very meaningful.NO.4 The development trend of manipulatorCurrent industrial applications of the manipulator gradually expanding, constantly improve the technology performance. Due to the short development time, it has a gradual understanding of process, the manipulator and a technically perfect step by step process, its development trend is:1.To expand the application of manipulator and processing industryAt present domestic robots used in mechanical industry more in cold working operations, while in the hot work such as casting, forging, welding, heat treatment less, and the application of assembly work, etc. So processing work items heavy, complicated shape and high environmental temperature, bring many difficulties to manipulator design, manufacture, it is need to solve the technical difficulties, make the manipulator to better service for processing work. At the same time, in otherindustries and industrial sectors, also will with the constant improvement of the industrial technology level, and gradually expand the use of the manipulator2.Improve the work performance of the industry manipulatorManipulator in the working performance of the pros and cons, determines the application and production, it can normal manipulator working performance of the repetitive positioning accuracy and speed of work two indicators, decided to ensure the quality of manipulator can complete the operation of the key factors. Therefore to solve good working stability and rapidity of the manipulator's request, besides from solve buffer localization measures, should also be development meet the requirements of mechanical properties and low price of electro-hydraulic servo valve, servo control system was applied to the mechanical hand.3.Development of modular robotsVariable application manipulator from the characteristics of the manipulator itself, more adapted to the product type, equipment updates, many varieties, small batch, but its cost is high, the special manipulator and cheap, but the scope is limited. Therefore, for some special purpose, you need special design, special processing, thus improving the product cost. In order to adapt to the request of the application field of classify, the structure of the manipulator can be designed to the form of combination. Modular manipulator is a common parts according to the requirement of the job, select necessary to accomplish the function of the unit components, based on the base of combination, deserve to go up with adaptive control part, namely the manipulator with special requirements can be completed. It can simplify the structure, take into account the specificity and design on the use of generality, more in the series design and organization of standardization, specialized production, to improve quality and reduce cost of the manipulator, is a kind of promising manipulator4. Has a "vision" and "touch" of so-called "intelligent robots"For artificial has flexible operation and the need for judgment of the situation, industrial manipulator is very difficult to replace human labor. Such as in the working process of the accident, disorders and conditions change, etc., manipulator cannot be automatically distinguish correct, but to stop, after waiting for people to rule outaccident can continue to work. As a result, people puts forward higher requirements on mechanical hand, hope to make it a "vision", "touch", etc, make it to the judgment, the choice of object, can be continuously adjusted to adapt to changing conditions, and can perform a "hand - eye coordination. This requires a computer can handle a lot of information, require them to exchange of information with machine "dialogue".This "vision", "touch" feedback, controlled by computer, is one part of the "smart" mechanism is called "intelligent robots". Is the so-called "smart" includes: the function of recognition, learning, memory, analysis, judgment. And recognition is through the "visual", "touch" and "hearing" feel "organ" of cognitive object.Which has the function of sensory robot, its performance is perfect, can accurately clamping arbitrary azimuth objects, determine an object, weight, work over obstacles, the clamping force is measured automatically, and can automatically adjust, suitable for engaged in the operation of the complex, precision, such as assembly operation, it has a certain development prospects.Intelligent robots is an emerging technology, the study of it will involve the electronic technology, control theory, communication technology, television technology, spatial structure and bionic mechanical discipline. It is an emerging field of modern automatic control technology. With the development of science and intelligent robots will replace people to do more work.工业机械手随着我国工业生产的飞跃发展,自动化程度的迅速提高,实现工件的装卸、转向、输送或是操持焊枪、喷枪、扳手等工具进行加工、装配等作业的自动化,应越来越引起人们的重视。
6102曲轴工艺及夹具设计外文献英文
6102曲轴工艺及夹具设计外文献英文黑龙江八一农垦大学毕业论文(设计)Process Planning and Concurrent EngineeringT. Ramayah and Noraini IsmailABSTRACTThe product design is the plan for the product and its components and subassemblies. To convert the product design into a physical entity, a manufacturing plan is needed. The activity of developing such a planis called process planning. It is the link between product design and manufacturing. Process planning involves determining the sequence of processing and assembly steps that must be accomplished to make the product. In the present chapter, we examine processing planning and several related topics.1.Process PlanningProcess planning involves determining the most appropriate manufacturing and assembly processes and the sequence in which they should be accomplished to produce a given part or product according to specifications set forth in the product design documentation. The scope and variety of processes that can be planned are generally limited by the available processing equipment and technological capabilities of the company of plant. Parts that cannot be made internally must be purchased from outside vendors. It should be mentioned that the choice ofprocesses is also limited by the details of the product design. This is a point we will return to later.Process planning is usually accomplished by manufacturing engineers. The process planner must be familiar with the particular manufacturing processes available in the factory and be able to interpret engineering drawings. Base d on the planner’s knowledge, skill, and experience, the processing steps are developed in the most logical sequence to make each part. Following is a list of the many decisions and details usually include within the scope of process planning..Interpretation of design drawings. The part of product design must be analyzed (materials, dimensions, tolerances, surface finished, etc.) at the start of the process planning procedure..Process and sequence. The process planner must select which processes are required and their sequence. A brief description of processing steps must be prepared..Equipment selection. In general, process planners must developplans that utilize existing equipment in the plant. Otherwise, the component must be purchased, or an investment must be made in new equipment.- 1 -黑龙江八一农垦大学毕业论文(设计).Tools, dies, molds, fixtures, and gages. The process must decide what tooling is required for each processing step. The actual design and fabrication of these tools is usually delegated to a tool designdepartment and tool room, or an outside vendor specializing in that type of tool is contacted..Methods analysis. Workplace layout, small tools, hoists for lifting heavy parts, even in some cases hand and body motions must be specified for manual operations. The industrial engineering department is usually responsible for this area..Work standards. Work measurement techniques are used to set time s .Cutting tools and cutting conditions. These must be specified for machining operations, often with reference to standard handbook recommendations.2.Process planning for partsFor individual parts, the processing sequence is documented on aform called a route sheet. Just as engineering drawings are used to specify the product design, route sheets are used to specify the process plan. They are counterparts, one for product design, the other for manufacturing.A typical processing sequence to fabricate an individual part consists of: (1) a basic process, (2) secondary processes, (3) operations to enhance physical properties, and (4) finishing operations.A basic process determines the starting geometry of the work parts. Metal casting, plastic molding, and rolling of sheet metal are examples of basic processes. The starting geometry must often be refined by secondary processes, operations that transform the starting geometry (or close to final geometry). The secondary geometry processes that might beused are closely correlated to the basic process that provides the starting geometry. When sand casting is the basic processes, machining operations are generally the second processes. When a rolling mill produces sheet metal, stamping operations such as punching and bending are the secondary processes. When plastic injection molding is the basic process, secondary operations are often unnecessary, because most of the geometric features that would otherwise require machining can be created by the molding operation. Plastic molding and other operation that require no subsequent secondary processing are called net shape processes. Operations that require some but not much secondary processing (usually machining) are referred to as near net shape processes. Some impression die forgings are in this category. These parts can often be shaped in the forging operation (basic processes) so that minimal machining (secondary processing) is required.Once the geometry has been established, the next step for some parts is to improve their mechanical and physical properties. Operations to enhance properties do not alter the geometry of the part; instead, they alter physical properties. Heat treating operations on metal parts are the most common examples. Similar heating treatments are performed on glass to produce tempered glass. For- 2 -黑龙江八一农垦大学毕业论文(设计)most manufactured parts, these property-enhancing operations are not required in the processing sequence.Finally finish operations usually provide a coat on the work parts (or assembly) surface. Examples included electroplating, thin film deposition techniques, and painting. The purpose of the coating is to enhance appearance, change color, or protect the surface from corrosion, abrasion, and so forth. Finishing operations are not required on many parts; for example, plastic molding rarely require finishing. When finishing is required, it is usually the final step in the processing sequen 3.Processing Planning for AssembliesThe type of assembly method used for a given product depends onfactors such as: (1) the anticipated production quantities; (2) complexity of the assembled product, for example, the number of distinct components; and (3) assembly processes used, for example, mechanical assembly versus welding. For a product that is to be made in relatively small quantities, assembly is usually performed on manual assembly lines. For simple products of a dozen or so components, to be made in large quantities, automated assembly systems are appropriate. In any case, there is a precedence order in which the work must be accomplished. The precedence requirements are sometimes portrayed graphically on a precedence diagram.Process planning for assembly involves development of assembly instructions, but in more detail .For low production quantities, the entire assembly is completed at a single station. For high production on an assembly line, process planning consists of allocating work elements to the individual stations of the line, a procedure called linebalancing. The assembly line routes the work unit to individual stations in the proper order as determined by the line balance solution. As in process planning for individual components, any tools and fixtures required to accomplish an assembly task must be determined, designed, built, and the workstation arrangement must be laid out. 4.Make or Buy DecisionAn important question that arises in process planning is whether a given part should be produced in the company’s own factory or purchased from an outside vendor, and the answer to this question is known as the make or buy decision. If the company does not possess the technological equipment or expertise in the particular manufacturing processesrequired to make the part, then the answer is obvious: The part must be purchased because there is no internal alternative. However, in many cases, the part could either be made internally using existing equipment, or it could be purchased externally from a vendor that process similar manufacturing capability.- 3 -黑龙江八一农垦大学毕业论文(设计)In our discussion of the make or buy decision, it should be recognized at the outset that nearly all manufactures buy their raw materials from supplies. A machine shop purchases its starting bar stock from a metals distributor and its sand castings from a foundry. Aplastic molding plant buys its molding compound from a chemical company.A stamping press factory purchases sheet metal either fro a distributoror direct from a rolling mill. Very few companies are vertically integrated in their production operations all the way from raw materials, it seems reasonable to consider purchasing at least some of the partsthat would otherwise be produced in its own plant. It is probably appropriate to ask the make or buy question for every component that is used by the company.There are a number of factors that enter into the make or buy decision. One would think that cost is the most important factor in determining whether to produce the partor purchase it. If an outside vendor is more proficient than the company’s own plant in the manufacturing processes used to make the part, then the internal production cost is likely to be greater than the purchase price even after the vendor has included a profit. However, if the decision to purchase results in idle equipment and labor in the company’s own plant, then the apparent advantage of purchasing the p art may be lost. Consider the following example make or Buy Decision.The quoted price for a certain part is $20.00 per unit for 100 units. The part can be produced in the company’s own plant for $28.00. The components of making the part are as follows:Unit raw material cost = $8.00 per unitDirect labor cost =6.00 per unitLabor overhead at 150%=9.00 per unitEquipment fixed cost =5.00 per unitTotal =28.00 per unitShould the component by bought or made in-house?Solution: Although the vendor’s q uote seems to favor a buy decision, let us consider the possible impact on plant operations if the quote is accepted. Equipment fixed cost of $5.00 is an allocated cost based on investment that was already made. If the equipment designed for this job becomes unutilized because of a decision to purchase the part, then the fixed cost continues even if the equipment stands idle. In the same way, the labor overhead cost of $9.00 consists of factory space, utility, and labor costs that remain even if the part is purchased. By this reasoning, a buy decision is not a good decision because it might be cost the company as much as $20.00+$5.0+$9.00=$34.00 per- 4 -黑龙江八一农垦大学毕业论文(设计)unit if it results in idle time on the machine that would have been used to produce the part. On the other hand, if the equipment inquestion can be used for the production of other parts for which the in-house costs are less than the corresponding outside quotes, then a buy decision is a good decision.Make or buy decision are not often as straightforward as in this example. A trend in recent years, especially in the automobile industry, is for companies to stress the importance of building closerelationships with parts suppliers. We turn to this issue in our later discussion of concurrent engineering.5. Computer-aided Process PlanningThere is much interest by manufacturing firms in automating the task of process planning using computer-aided process planning (CAPP) systems. The shop-trained people who are familiar with the details of machining and other processes are gradually retiring, and these people will be available in the future to do process planning. An alternative way of accomplishing this function is needed, and CAPP systems are providingthis alternative. CAPP is usually considered to be part of computer-aided manufacturing (CAM). However, this tends to imply that CAM is a stand-along system. In fact, a synergy results when CAM is combined with computer-aided design to create a CAD/CAM system. In such a system, CAPP becomes the direct connection between design and manufacturing. The benefits derived from computer-automated process planning include the following:.Process rationalization and standardization. Automated process planning leads to more logical and consistent process plans than when process is done completely manually. Standard plans tend to result in lower manufacturing costs and higher product quality..Increased productivity of process planner. The systematic approach and the availability of standard process plans in the data files permit more work to be accomplished by the process planners..Reduced lead time for process planning. Process planner workingwith a CAPP system can provide route sheets in a shorter lead time compared to manual preparation..Improved legibility. Computer-prepared rout sheets are neater and easier to read than manually prepared route sheets..Incorporation of other application programs. The CAPP program canbe interfaced with other application programs, such as cost estimating and work standards.6. Concurrent Engineering and Design for Manufacturing- 5 -黑龙江八一农垦大学毕业论文(设计)Concurrent engineering refers to an approach used in product development in which the functions of design engineering, manufacturing engineering, and other functions are integrated to reduce the elapsed time required to bring a new product to market. Also called simultaneous engineering, it might be thought of as the organizational counterpart to CAD/CAM technology. In the traditional approach to launching a new product, the two functions of design engineering and manufacturing engineering tend to be separated and sequential, as illustrated inFig.(1).(a).The product design department develops the new design, sometimes without much consideration given to the manufacturing capabilities of the company, There is little opportunity for manufacturing engineers to offer advice on how the design might be alerted to make it more manufacturability. It isas if a wall exits between design and manufacturing. When the design engineering department completes the design, it tosses the drawings and specifications over the wall, and only then does process planning begin.- 6 -黑龙江八一农垦大学毕业论文(设计)Fig.(1). Comparison: (a) traditional product development cycle and (b) product development using concurrent engineeringBy contrast, in a company that practices concurrent engineering, the manufacturing engineering department becomes involved in the product development cycle early on, providing advice on how the product and its components can be designed to facilitate manufacture and assembly. It also proceeds with early stages of manufacturing planning for the product. This concurrent engineering approach is pictured in Fig.(1).(b).In addition to manufacturing engineering, other function are also involved in the product development cycle, such as quality engineering, the manufacturing departments, field service, vendors supplying critical components, and in some cases the customer who will use the product. All if these functions can make contributions during product development to improve not only the new product’s function and performance, but also its produceability, inspectability, testability, serviceability, and maintainability. Through early involvement, as opposed- 7 -黑龙江八一农垦大学毕业论文(设计)to reviewing the final product design after it is too late to conveniently make any changes in the design, the duration of the product development cycle is substantially reduced.Concurrent engineering includes several elements: (1) design for several manufacturing and assembly, (2) design for quality, (3) design for cost, and (4) design for life cycle. In addition, certain enabling technologies such as rapid prototyping, virtual prototyping, and organizational changes are required to facilitate the concurrent engineering approach in a company.7. Design for Manufacturing and AssemblyIt has been estimated that about 70% of the life cycle cost of a product is determined by basic decisions made during product design. These design decisions include the material of each part, part geometry, tolerances, surface finish, how parts are organized into subassemblies,and the assembly methods to be used. Once these decisions are made, the ability to reduce the manufacturing cost of the product is limited. For example, if the product designer decides that apart is to be made of an aluminum sand casting but which processes features that can be achieved only by machining(such as threaded holes and close tolerances), the manufacturing engineer has no alternative expect to plan a process sequence that starts with sand casting followed by the sequence of machining operations needed to achieve the specified features .In this example, a better decision might be to use a plastic molded part that can be made in a single step. It is important for the manufacturing engineer to be given the opportunity to advice the design engineer as the product design is evolving, to favorably influence the manufacturability of the product.Term used to describe such attempts to favorably influence the manufacturability of a new product are design for manufacturing (DFM) and design for assembly(DFA). Of course, DFM and DFA are inextricably linked, so let us use the term design for manufacturing and assembly (DFM/A). Design for manufacturing and assembly involves the systematic consideration of manufacturability and assimilability in the development of a new product design. This includes: (1) organizational changes and (2) design principle and guidelines..Organizational Changes in DFM/A. Effective implementation of DFM/A involves making changes in a company’s organization structure, either formally or informally, so that closer interaction and bettercommunication occurs between design and manufacturing personnel. This can be accomplished in several ways: (1)by creating project teams consisting of product designers, manufacturing engineers, and other specialties (e.g. quality engineers, material scientists) to develop the new product design; (2) by requiring design engineers to spend some career time in manufacturing to witness first-hand how manufacturability and assembility are impacted by a product’s design; and (3)by assigning manufacturing engineers to the product design department on either a temporary or full-time basis to serve as reducibility consultants.- 8 -黑龙江八一农垦大学毕业论文(设计).Design Principles and Guidelines. DFM/A also relies on the use of design principles and guidelines for how to design a given product to maximize manucturability and assembility. Some of these are universal design guidelines that can be applied to nearly any product design situation. There are design principles that apply to specific processes, and for example, the use of drafts or tapers in casted and molded parts to facilitate removal of the part from the mold. We leave these more process-specific guidelines to texts on manufacturing processes.The guidelines sometimes conflict with one another. One of the guidelines is to “simplify part geometry, avoid unnecessary features”. But another guidelin e in the same table states that “special geometric features must sometimes be added to components” to design the product for foolproofassembly. And it may also be desirable to combine features ofseveral assembled parts into one component to minimize the number of parts in the product. In these instances, design for part manufacture is in conflict with design for assembly, and a suitable compromise must be found between the opposing sides of the conflict.- 9 -。
发动机曲柄连杆机构设计英语
发动机曲柄连杆机构设计英语The design of an engine's crankshaft connecting rod mechanism is a crucial element in ensuring the smooth running of the engine. The connecting rod is the component that connects the piston to the crankshaft and plays an important role in converting the linear motion of the piston into rotational motion of the crankshaft.The design of the connecting rod should take into consideration several factors such as strength, stiffness, weight, and durability. The material used for the connecting rod should be strong enough to withstand the high pressure and temperature in the engine, and it should also be light to decrease the overall weight of the engine.Another crucial aspect of the design is the angle between the connecting rod and the crankshaft, also known as the rod angle. The rod angle affects the piston's wrist pin offset, which in turn affects the engine's power output and fuel efficiency. A smaller rod angle results in less wrist pin offset, which can increase power output but decrease fuel efficiency, while a larger rod angle results in more wrist pin offset, which can increase fuel efficiency but decrease power output.The length of the connecting rod also has a significant impact on engine performance. A longer connecting rod can increase the engine's power output but also increase the bearing load and fuel consumption. On the other hand, a shorter connecting rod reduces the bearing load and fuel consumption but may decrease power output.In conclusion, the design of the crankshaft connecting rod mechanism is a critical aspect of engine design, and various factors such as material, angle, and length must be taken into consideration to optimize engine performance.。
曲柄压力机的改进外文翻译
曲柄压力机的改进外文翻译___: Operating Means for a Crank Press___ Joliet。
Illinois has filed a patent n on May 5.1932.with the United ___ to an operating means for a crank press。
___.___ for a press。
either of the crank or rotary type。
that has reciprocating parts driven by a rotating engine。
to move at a slow speed during the working cycle and at a high speed during the opening and closing cycle。
This allows the press to run at slow speeds when working。
___。
it can move at high speeds during the non-working cycle。
providing the high n required by modern machinery.___ with a motor。
The press can be driven at high speed or slow speed。
___。
there is a means for selecting the appropriate speed based on the n of the press。
___。
___ at the end of this document。
Figure 1 provides an n view of my device。
with certain parts shown in cross n and in diagram form。
四杆机构英文作文

四杆机构英文作文英文:Four-bar linkage is a mechanical linkage that consists of four rigid bodies (called bars or links) connected in a loop by four joints. It is a common type of mechanism used in many applications, such as in engines, machines, and robots.The four bars can be arranged in different configurations, each with its own unique motion characteristics. For example, the crank-rocker mechanism has one fixed link (the ground) and three moving links, while the double-crank mechanism has two fixed links and two moving links.One of the most important applications of four-bar linkage is in the suspension system of vehicles. The suspension system connects the wheels to the chassis and provides a smooth ride by absorbing shocks and vibrations.Four-bar linkage suspension systems are commonly used in vehicles because they are simple, reliable, and efficient.Another application of four-bar linkage is in robotics. Robots use four-bar linkages to achieve different types of motion, such as linear motion, rotational motion, and oscillatory motion. For example, a robotic arm may use afour-bar linkage to lift and move objects.Overall, four-bar linkage is a versatile and widelyused mechanism in engineering and technology. Its simple design and reliable operation make it a popular choice for many applications.中文:四杆机构是由四个刚体(称为杆或连杆)通过四个连接点组成的机械连杆。
认识曲柄摇臂机构设计的最优传动方法外文文献翻译、中英文翻译、外文翻译
1外文资料翻译教科部:机电工程系专业:机械设计制造及其自动化姓名:杨峰学号:100007139外文出处:(用外文写)附件:外文原文指导老师评语签名:年月日注:请将该封面与附件装订成册。
文献翻译英文原文:NOVEL METHOD OF REALIZING THE OPTIMAL TRANSMISSION OF THE CRANK-AND-ROCKER MECHANISM DESIGNAbstract:A novel method of realizing the optimal transmission of the crank-and-rockermechanism is presented. The optimal combination design is made by finding the related optimal transmission parameters. The diagram of the optimal transmission is drawn. In the diagram, the relation among minimum transmission angle, the coefficient of travel speed variation, the oscillating angle of the rocker and the length of the bars is shown, concisely, conveniently and directly. The method possesses the main characteristic. That it is to achieve the optimal transmission parameters under the transmission angle by directly choosing in the diagram, according to the given requirements. The characteristics of the mechanical transmission can be improved to gain the optimal transmission effect by the method. Especially, the method is simple and convenient in practical use.Keywords:Crank-and-rocker mechanism, Optimal transmission angle, Coefficient oftravel speed variationINTRODUCTIONBy conventional method of the crank-and-rocker design, it is very difficult to realize the optimal combination between the various parameters for optimal transmission. The figure-table design method introduced in this paper can help achieve this goal. With given conditions, we can, by only consulting the designing figures and tables, get the relations between every parameter and another of the designed crank-and-rocker mechanism. Thus the optimal transmission can be realized.The concerned designing theory and method, as well as the real cases of its application will be introduced later respectively.1ESTABLISHMENT OF DIAGRAM FOR OPTIMAL TRANSMISSION DESIGNIt is always one of the most important indexes that designers pursue to improve the efficiency and property of the transmission. The crank-and-rocker mechanism is widely used in the mechanical transmission. How to improve work ability and reduce unnecessary power losses is directly related to the coefficient of travel speed variation, the oscillating angle of the rocker and the ratio of the crank and rocker. The reasonable combination of these parameters takes an important effect on the efficiency and property of the mechanism, which mainly indicates in the evaluation of the minimum transmission angle.The aim realizing the optimal transmission of the mechanism is how to find the maximum of the minimum transmission angle. The design parameters are reasonablycombined by the method of lessening constraints gradually and optimizing separately. Consequently, the complete constraint field realizing the optimal transmission is established.The following steps are taken in the usual design method. Firstly, the initial values of the length of rocker 3l and the oscillating angle of rocker ϕ are given. Then the value of the coefficient of travel speed variation K is chosen in the permitted range. Meanwhile, the coordinate of the fixed hinge of crank A possibly realized is calculated corresponding to value K .1.1 Length of bars of crank and rocker mechanismAs shown in Fig.1, left arc G C 2 is the permitted field of point A . The coordinates of point A are chosen by small step from point 2C to point G .The coordinates of point A are02h y y c A -= (1)22A A y R x -= (2)where 0h , the step, is increased by small increment within range(0,H ). If thesmaller the chosen step is, the higher the computational precision will be. R is the radius of the design circle. d is the distance from 2C to G .2c o s )2c o s (22c o s 33ϕθϕϕ⎥⎦⎤⎢⎣⎡--+=l R l d (3)Calculating the length of arc 1AC and 2AC , the length of the bars of themechanism corresponding to point A is obtained [1,2].1.2 Minimum transmission angle min γMinimum transmission angle min γ(see Fig.2) is determined by the equations [3]322142322m i n 2)(c o s l l l l l l --+=γ (4) 322142322m a x 2)(c o s l l l l l l +-+=γ (5) m a x mi n 180γγ-︒=' (6) where 1l ——Length of crank(mm)2l ——Length of connecting bar(mm)3l ——Length of rocker(mm)4l ——Length of machine frame(mm)Firstly, we choose minimum comparing min γ with minγ'. And then we record all values of min γ greater than or equal to ︒40 and choose the maximum of them.Secondly, we find the maximum of min γ corresponding to any oscillating angle ϕγis different which is chosen by small step in the permitted range (maximum ofminoscillating angle ϕand the coefficient of travel speed variation K).Finally, we change the length of rockerl by small step similarly. Thus we may3γcorresponding to the different length of bars, different obtain the maximum ofminoscillating angle ϕand the coefficient of travel speed variation K.Fig.3 is accomplished from Table for the purpose of diagram design.It is worth pointing out that whatever the length of rocker 3l is evaluated, thelocation that the maximum of min γ arises is only related to the ratio of the length of rocker and the length of machine frame 3l /4l , while independent of 3l .2 DESIGN METHOD2.1 Realizing the optimal transmission design given the coefficient of travel speedvariation and the maximum oscillating angle of the rockerThe design procedure is as follows.(1) According to given K and ϕ, taken account to the formula the extreme included angle θ is found. The corresponding ratio of the length of bars 3l /4l is obtained consulting Fig.3.︒⨯+-=18011K K θ (7) (2) Choose the length of rocker 3l according to the work requirement, the length of the machine frame is obtained from the ratio 3l /4l .(3) Choose the centre of fixed hinge D as the vertex arbitrarily, and plot an isoscelestriangle, the side of which is equal to the length of rocker 3l (see Fig.4), andϕ=∠21DC C . Then plot 212C C M C ⊥, draw N C 1, and make angle θ-︒=∠9012N C C . Thus the point of intersection of M C 2 and N C 1 is gained. Finally, draw thecircumcircle of triangle 21C PC ∆.(4) Plot an arc with point D as the centre of the circle, 4l as the radius. The arc intersections arc G C 2 at point A . Point A is just the centre of the fixed hinge of the crank.Therefore, from the length of the crank2/)(211AC AC l -= (8)and the length of the connecting bar112l AC l -= (9)we will obtain the crank and rocker mechanism consisted of 1l , 2l , 3l , and 4l .Thus the optimal transmission property is realized under given conditions.2.2 Realizing the optimal transmission design given the length of the rocker (or the length of the machine frame) and the coefficient of travel speed variationWe take the following steps.(1) The appropriate ratio of the bars 3l /4l can be chosen according togiven K . Furthermore, we find the length of machine frame 4l (the length of rocker 3l ).(2) The corresponding oscillating angle of the rocker can be obtained consulting Fig.3. And we calculate the extreme included angle θ.Then repeat (3) and (4) in section 2.13 DESIGN EXAMPLEThe known conditions are that the coefficient of travel speed variation 1818.1=K and maximum oscillating angle ︒=40ϕ. The crankandrocker mechanism realizing the optimal transmission is designed by the diagram solution method presented above.First, with Eq.(7), we can calculate the extreme included angle ︒=15θ. Then, we find 93.0/43=l l consulting Fig.3 according to the values of θ and ϕ.If evaluate 503=l mm, then we will obtain 76.5393.0/504==l mm. Next, draw sketch(omitted).As result, the length of bars is 161=l mm,462=l mm,503=l mm,76.534=l mm.The minimum transmission angle is ︒=--+=3698.462)(arccos 322142322min l l l l l l γ The results obtained by computer are 2227.161=l mm, 5093.442=l mm, 0000.503=l mm, 8986.534=l mm.Provided that the figure design is carried under the condition of the Auto CAD circumstances, very precise design results can be achieved. 4 CONCLUSIONSA novel approach of diagram solution can realize the optimal transmission of the crank-and-rocker mechanism. The method is simple and convenient in the practical use. In conventional design of mechanism, taking 0.1 mm as the value of effective the precision of the component sizes will be enough.译文:认识曲柄摇臂机构设计的最优传动方法摘要:一种曲柄摇臂机构设计的最优传动的方法被提出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
曲柄摇臂机构设计外文翻译文献(文档含中英文对照即英文原文和中文翻译)认识曲柄摇臂机构设计的最优传动方法摘要:一种曲柄摇臂机构设计的最优传动的方法被提出。
这种优化组合设计被用来找出最优的传递参数。
得出最优传递图。
在图中,在极小的传动角度之间, 滑移速度变化系数,摇臂的摆动角度和杆的长度被直观地显示。
这是这种方法拥有的主要特征。
根据指定的要求,它将传动角度之下的最优传动参数直接地表达在图上。
通过这种方法,机械传动的特性能用以获取最优传动效果。
特别是,这种方法是简单和实用的。
关键词:曲柄摇臂机构最优传动角度滑移速度变化系数引言由曲柄摇臂机构设计的常规方法, 在各种各样的参量之间很难找出优化组合的最优传动。
通过本文介绍的图面设计方法可以帮助达到这个目的。
在指定的情况下,通过观查设计图面, 我们就能得到每个参量和另外一个曲柄摇臂机构设计之间的联系。
由因认识最优传动。
具体的设计的理论和方法,以及它们各自的应用事例将在以下介绍。
1 优化传动设计的建立优化传动的设计一直是设计师改进传输效率和追求产量的最重要的索引的当中一个。
曲柄摇臂机构被广泛应用在机械传动中。
如何改进工作效率和减少多余的功率损失直接地与滑移速度变化系数,摇臂的摆动角度和曲柄摇臂的比率有关系。
这些参数的合理组合采用对机械效率和产量有重要作用, 这些主要体现在极小的传输角度上。
认识机械优化传动目的是找到极小的传输角度的最大值。
设计参数是适度地减少限制而且分开的合理优化方法的结合。
因此,完全限制领域的优化传动建立了。
以下步骤被采用在通常的设计方法。
首先,测量出摇臂的长度3l 和摇臂的摆动角度ϕ的初始值。
然后滑移速度变化系数K 的值被定在允许的范围内。
同时,曲柄固定的铰接座标A 可能被认为是任意值K 。
1.1 曲柄摇臂机构杆的长度由图Fig.1,左弧G C 2是点A 被允许的领域。
点A 的座标的选择从点2C 到点G 。
点A 的座标是02h y y c A -= (1)22A A y R x -= (2)当0h ,高度,在range(0 ,H ) 被逐渐增加。
如果选的越小,计算精度将越高。
R 是设计圆的半径。
d 是从2C 到G 的距离。
2c o s )2c o s (22c o s 33ϕθϕϕ⎥⎦⎤⎢⎣⎡--+=l R l d (3)计算弧1AC 和2AC 的长度,机械杆对应于点A 的长度是obtained[1,2 ] 。
1.2 极小的传动角度min γ极小的传动角度min γ (参见Fig.2) 由equations[3]确定322142322m i n 2)(c o s l l l l l l --+=γ (4) 322142322m a x 2)(c o s l l l l l l +-+=γ (5) m a x mi n 180γγ-︒=' (6) 由于1l ——曲柄的长度(毫米)2l ——连杆的长度(毫米)3l ——摇臂的长度(毫米)4l ——机器的长度(毫米)首先, 我们比较极小值min γ和minγ'。
并且我们记录所有min γ的值大于或等于︒40,然后选择他们之间的最大值。
第二, 我们发现最大值min γ对应于一个逐渐变小的范围的任一个摆动的角度ϕ (最大值min γ是不同于摆动的角度和滑移速度变化系数K ) 。
最后, 我们相似地慢慢缩小摇臂3l 的长度。
因而我们能获得最大值min γ对应于杆的不同长度, 另外摆动的角度ϕ和滑移速度变化系数K 。
Fig.3成功的表达设计的目的。
它确定了无论是摇臂的长度3l ,最大值min γ出现的地点,只与摇臂的长度和机械的长度的比率3l /4l 有关, 当确定3l 时。
2 设计方法2.1 认识最优传动设计下滑移速度变化系数和摇臂的最大摆动的角度设计步骤如下。
(1) 根据所给的K 和ϕ, 通常采取对发现极限角度θ的解释。
杆的长度的对应的比率3l /4l 是从图Fig.3获得的 。
︒⨯+-=18011K K θ (7) (2) 根据工作要求选择摇臂的长度3l , 机械的长度是从比率3l /4l 获得的。
(3) 任意地选择固定的铰接的中心D 作为端点,并且做一个等腰三角形,令一条边与摇臂的长度3l 相等 (参见Fig.4),令ϕ=∠21DC C 。
然后做212C C M C ⊥, 连接N C 1,并且做角度θ-︒=∠9012N C C 。
因而增加了交点M C 2和N C 1。
最后, 画三角形21C PC ∆。
(4)以点D 作为圆的中心,4l 为半径画圆弧。
弧G C 2交点在A 点。
点A 是曲柄的固定铰接的中心。
所以, 从曲柄的长度2/)(211AC AC l -= (8)并且连杆的长度112l AC l -= (9)我们将获得曲柄摇臂机构包括1l ,2l ,3l 和4l 。
因而优化传动加工会在指定的情况下进行。
2.2 认识优化传动设计下摇臂的长度(或机械的长度) 和滑移速度变化系数我们采取以下步骤。
(1)根据选择的K 确定杆的适当比率3l /4l 。
此外,我们得出机械 4l (摇臂的长度3l ) 。
(2) 摇臂对应的摆动的角度可以从图Fig.3 获得。
并且我们计算出极限角度。
然后根据2.1重覆(3) 和(4)3 设计例子已知的条件是, 滑移速度变化系数1818.1=K 和最大摆动角度︒=40ϕ。
提出曲柄摇臂机械优化传动图方法设计方案。
首先, 通过公式(7),我们能计算出极限角度︒=15θ。
然后,我们通过表格Fig.3查出93.0/43=l l 以及θ和ϕ的值。
假设503=l mm, 然后我们将得出76.5393.0/504==l mm 。
然后, 做sketch(omitted) 。
最后, 算出杆的长度分别是161=l mm,462=l mm,503=l mm,76.534=l mm.极小传动角度是︒=--+=3698.462)(arccos 322142322min l l l l l l γ结果由计算可得2227.161=l mm , 5093.442=l mm , 0000.503=l mm , 8986.534=l mm 。
在运用Auto CAD 制图设计的情况, 可达到非常精确设计结果。
4结论认识图解法解答曲柄摇臂机构的最优传动。
这种方法是简单和实用的。
通常在机械设计中, 将0.1 毫米作为最小有效精度是足够的。
译文:NOVEL METHOD OF REALIZING THE OPTIMAL TRANSMISSION OF THE CRANK-AND-ROCKER MECHANISM DESIGNAbstract:A novel method of realizing the optimal transmission of the crank-and-rocker mechanism is presented. The optimal combination design is made by finding the related optimal transmission parameters. The diagram of the optimal transmission is drawn. In the diagram, the relation among minimum transmission angle, the coefficient of travel speed variation, the oscillating angle of the rocker and the length of the bars is shown, concisely, conveniently and directly. The method possesses the main characteristic. That it is to achieve the optimal transmission parameters under the transmission angle by directly choosing in the diagram, according to the given requirements. The characteristics of the mechanical transmission can be improved to gain the optimal transmission effect by the method. Especially, the method is simple and convenient in practical use.Keywords: Crank-and-rocker mechanism, Optimal transmission angle, Coefficient of travel speed variation.The introductionBy conventional method of the crank-and-rocker design, it is very difficult to realize the optimal combination between the various parameters for optimal transmission. The figure-table design method introduced in this paper can help achieve this goal. With given conditions, we can, by only consulting the designing figures and tables, get the relations between every parameter and another of the designed crank-and-rocker mechanism. Thus the optimal transmission can be realized.The concerned designing theory and method, as well as the real cases of its application will be introduced later respectively.1ESTABLISHMENT OF DIAGRAM FOR OPTIMAL TRANSMISSION DESIGN It is always one of the most important indexes that designers pursue to improve the efficiency and property of the transmission. The crank-and-rocker mechanism is widely used in the mechanical transmission. How to improve work ability and reduce unnecessary power losses is directly related to the coefficient of travel speed variation, the oscillating angle of the rocker and the ratio of the crank and rocker. The reasonable combination of these parameters takes an important effect on the efficiency and property of the mechanism, which mainly indicates in the evaluation of the minimum transmission angle.The aim realizing the optimal transmission of the mechanism is how to find the maximum of the minimum transmission angle. The design parameters are reasonably combined by the method of lessening constraints gradually and optimizing separately.Consequently, the complete constraint field realizing the optimal transmission is established.The following steps are taken in the usual design method. Firstly, the initial values of the length of rocker 3l and the oscillating angle of rocker ϕ are given. Then the value of the coefficient of travel speed variation K is chosen in the permitted range. Meanwhile, the coordinate of the fixed hinge of crank A possibly realized is calculated corresponding to value K .1.1 Length of bars of crank and rocker mechanismAs shown in Fig.1, left arc G C 2 is the permitted field of point A . The coordinates of point A are chosen by small step from point 2C to point G .The coordinates of point A are02h y y c A -= (1)22A A y R x -= (2)where 0h , the step, is increased by small increment within range(0,H ). If thesmaller the chosen step is, the higher the computational precision will be. R is the radius of the design circle. d is the distance from 2C to G .2c o s )2c o s (22c o s 33ϕθϕϕ⎥⎦⎤⎢⎣⎡--+=l R l d (3) Calculating the length of arc 1AC and 2AC , the length of the bars of themechanism corresponding to point A is obtained [1,2].1.2 Minimum transmission angle min γMinimum transmission angle min γ(see Fig.2) is determined by the equations [3]322142322m i n 2)(c o s l l l l l l --+=γ (4) 322142322m a x 2)(c o s l l l l l l +-+=γ (5) m a x mi n 180γγ-︒=' (6) where 1l ——Length of crank(mm)2l ——Length of connecting bar(mm)3l ——Length of rocker(mm)4l ——Length of machine frame(mm)Firstly, we choose minimum comparing min γ with minγ'. And then we record all values of min γ greater than or equal to ︒40 and choose the maximum of them.Secondly, we find the maximum of min γ corresponding to any oscillating angle ϕ which is chosen by small step in the permitted range (maximum of min γ is different oscillating angle ϕ and the coefficient of travel speed variation K ).Finally, we change the length of rockerl by small step similarly. Thus we may3γcorresponding to the different length of bars, different obtain the maximum ofminoscillating angle ϕand the coefficient of travel speed variation K.Fig.3 is accomplished from Table for the purpose of diagram design.It is worth pointing out that whatever the length of rocker 3l is evaluated, thelocation that the maximum of min γ arises is only related to the ratio of the length of rocker and the length of machine frame 3l /4l , while independent of 3l .2 DESIGN METHOD2.1 Realizing the optimal transmission design given the coefficient of travel speedvariation and the maximum oscillating angle of the rockerThe design procedure is as follows.(1) According to given K and ϕ, taken account to the formula the extreme included angle θ is found. The corresponding ratio of the length of bars 3l /4l is obtained consulting Fig.3.︒⨯+-=18011K K θ (7) (2) Choose the length of rocker 3l according to the work requirement, the length of the machine frame is obtained from the ratio 3l /4l .(3) Choose the centre of fixed hinge D as the vertex arbitrarily, and plot an isosceles triangle, the side of which is equal to the length of rocker 3l (see Fig.4), and ϕ=∠21DC C .Then plot 212C C M C ⊥, draw N C 1, and make angle θ-︒=∠9012N C C . Thus the point of intersection of M C 2 and N C 1 is gained. Finally, draw the circumcircle of triangle 21C PC ∆.(4) Plot an arc with point D as the centre of the circle, 4l as the radius. The arc intersections arc G C 2 at point A . Point A is just the centre of the fixed hinge of the crank.Therefore, from the length of the crank2/)(211AC AC l -= (8)and the length of the connecting bar112l AC l -= (9)we will obtain the crank and rocker mechanism consisted of 1l , 2l , 3l , and 4l .Thus the optimal transmission property is realized under given conditions.2.2 Realizing the optimal transmission design given the length of the rocker (or the length of the machine frame) and the coefficient of travel speed variationWe take the following steps.(1) The appropriate ratio of the bars 3l /4l can be chosen according to given K .Furthermore, we find the length of machine frame 4l (the length of rocker 3l ).(2) The corresponding oscillating angle of the rocker can be obtained consulting Fig.3. And we calculate the extreme included angle θ.Then repeat (3) and (4) in section 2.13 DESIGN EXAMPLEThe known conditions are that the coefficient of travel speed variation 1818.1=K and maximum oscillating angle ︒=40ϕ. The crankandrocker mechanism realizing the optimal transmission is designed by the diagram solution method presented above.First, with Eq.(7), we can calculate the extreme included angle ︒=15θ. Then, we find 93.0/43=l l consulting Fig.3 according to the values of θ and ϕ.If evaluate 503=l mm, then we will obtain 76.5393.0/504==l mm.Next, draw sketch(omitted).As result, the length of bars is 161=l mm,462=l mm,503=l mm,76.534=lmm.The minimum transmission angle is︒=--+=3698.462)(arccos 322142322min l l l l l l γ The results obtained by computer are 2227.161=l mm, 5093.442=l mm,0000.503=l mm, 8986.534=l mm.Provided that the figure design is carried under the condition of the Auto CADcircumstances, very precise design results can be achieved.4 CONCLUSIONSA novel approach of diagram solution can realize the optimal transmission of thecrank-and-rocker mechanism. The method is simple and convenient in the practical use. In conventional design of mechanism, taking 0.1 mm as the value of effective the precision of the component sizes will be enough.。