端子拉力标准
端子拉力测试标准

端子拉力测试标准一、引言。
端子拉力测试是一项非常重要的测试工作,它可以帮助我们评估端子在受到拉力作用时的稳定性和可靠性。
在实际工程中,端子连接是非常常见的,比如电子设备中的连接器、插座等,它们都需要经受一定的拉力,因此对端子的拉力测试就显得尤为重要。
二、测试标准。
1. ASTM B557-15。
ASTM B557-15是美国材料和试验协会发布的标准,它规定了金属材料的拉伸测试方法。
在端子拉力测试中,我们可以参考这一标准,根据其要求进行测试。
该标准包括了测试设备的要求、试样的准备、测试方法等内容,可以为我们提供一个详细的测试流程。
2. IEC 60352-4。
IEC 60352-4是国际电工委员会发布的标准,它主要针对焊接连接器的要求进行了规定。
在端子拉力测试中,我们也可以参考这一标准,尤其是其中关于焊接连接器的部分内容,可以为我们提供一些有益的参考。
3. GB/T 2423.10-2008。
GB/T 2423.10-2008是中国国家标准,它规定了电工电子产品环境试验的试验方法。
在端子拉力测试中,我们也可以参考这一标准,尤其是其中关于电子产品连接器的部分内容,可以为我们提供一些在实际测试中需要注意的事项。
三、测试流程。
1. 准备工作。
在进行端子拉力测试之前,首先需要准备好测试设备,包括拉力测试机、夹具等。
同时,还需要准备好测试样品,确保样品的准备符合相应的标准要求。
2. 测试方法。
将测试样品固定在拉力测试机上,并根据相关标准的要求进行测试。
在测试过程中,需要记录下拉力与位移的变化曲线,以便后续的数据分析。
3. 数据分析。
对测试得到的数据进行分析,根据相关标准的要求,评估端子在受到拉力作用时的稳定性和可靠性。
同时,还需要对测试过程中出现的异常情况进行分析,并提出相应的改进措施。
四、测试结果。
根据测试得到的数据和分析结果,我们可以评估端子在受到拉力作用时的性能表现。
如果测试结果符合相关标准的要求,那么端子在实际工程中的应用是可靠的;如果测试结果不符合要求,那么就需要对端子的设计和制造进行改进。
端子拉力测试标准

≥6㎏ ≥3㎏ ≥4㎏ ≥6㎏ ≥9㎏ ≥3㎏ ≥2.5㎏ ≥3㎏ ≥4㎏ ≥0.8㎏ ≥1.5㎏ ≥2.5㎏ ≥3㎏ ≥0.8㎏ ≥1.5㎏ ≥2.5㎏ ≥0.5㎏ ≥0.8㎏ ≥1.5㎏ ≥0.5㎏ ≥0.8㎏ ≥1.5㎏ ≥6㎏ ≥9㎏ ≥12㎏ ≥4㎏ ≥9㎏ ≥4㎏
≥6㎏
1.本规范以JIS C5402 6.8标准为依据,类似端子型号按此规范执行.
深圳市富宏康科技有限公司
端子压接拉力检验标准
标准编号 文件编号
产品的检测和监 FHK-PQ-0045
版号
A
拟制人及日期 刘松林 2013/7.30 审核人及日期
序号
端子型号
适用线材
AWG
RV
抗拉强度 单位: ㎏
22#
6.3直插(250直)列
20#
1
如:端子FDNF1-250红 /FDNF2-250兰
≥4㎏ ≥6㎏ ≥9㎏ ≥12㎏ ≥20㎏ ≥27㎏ ≥9㎏ ≥12㎏ ≥20㎏ ≥4㎏ ≥6㎏ ≥9㎏ ≥12㎏
4.2 UVS14/RVS2-4
22# 20# 18#
插针 列如:
24#
5
E15008/E1008/CT20751
22#
0.2mm² 0.3mm² 0.5mm² 0.75mm² 0.2mm² 0.3mm²
28#
0.5mm² 0.2mm² 0.3mm² 0.5mm² 0.75mm² 28AWG并压5263 0.15mm² 0.2mm² 0.3mm² 0.05 0.1mm² 0.15mm² 0.2mm² 0.05 0.1mm² 0.15mm² 0.032mm² 0.05 0.1mm² 0.032mm² 0.05 0.1mm² 0.5mm² 0.75mm² 1.5mm² 0.75mm²(并) 1.5mm² 0.3mm²
接线端子拉力国际标准

发布者:admin发布时间:2010-12-06 10:16:35阅读:322次
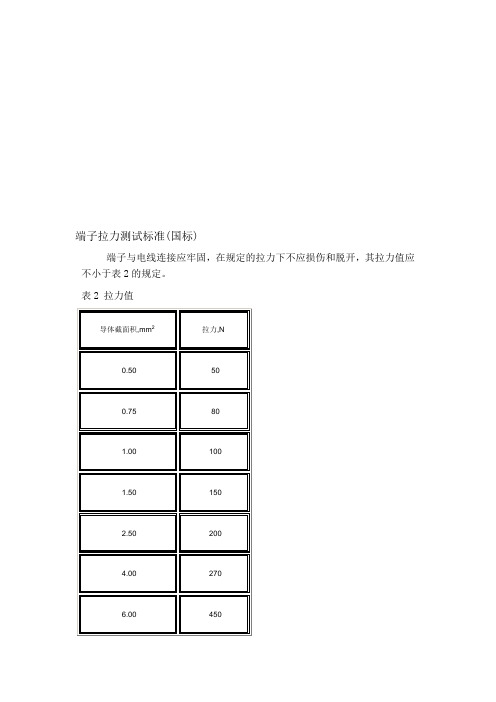
端子与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。
导体截面积,mm2
拉力,N
0.50
50
0.75
80
1.00
100
1.50
150
2.50
2004.002706.00450
10.00
500
16.00
1500
25.00
1900
35.00
2200
≥50.00~120.00
2700
采用刺破连接方法时应符合下列要求:1.电线端面应平整,并与电线的轴线相垂直。端面处导体与绝缘层应在同一平面上。在连接处电线应不弯曲,并在图3所示a区内可见电线端部。2 .端子与电线连接应牢固,在规定的拉力下不应损伤和脱开。0.35mm2电线拉力值应不小于50N。
●出自上海有乐电气有限公司
—[
接线端子拉力标准
接线端子拉力标准接线端子是电气连接中非常重要的部件,它承担着连接和固定导线的作用。
而接线端子的拉力标准则是评判其质量和可靠性的重要指标之一。
在实际应用中,合格的接线端子应当具备一定的拉力标准,以确保电气连接的稳定性和安全性。
本文将就接线端子拉力标准进行详细介绍。
首先,接线端子的拉力标准应当符合国家标准和行业标准的要求。
国家标准是对接线端子拉力的基本要求和测试方法进行规定,而行业标准则是对具体行业领域内接线端子的使用和测试进行更为详细的规定。
因此,在选择和使用接线端子时,需要严格按照相关标准的要求进行操作,以确保其拉力符合标准。
其次,接线端子的拉力标准应当与其使用环境和载荷有关。
在不同的使用环境和载荷条件下,接线端子所需的拉力标准也会有所不同。
比如在高温、潮湿或者振动较大的环境中,接线端子需要具备更高的拉力标准,以确保其在恶劣条件下依然能够稳定连接导线。
另外,接线端子的拉力标准还应当考虑到其连接导线的材质和规格。
不同材质和规格的导线所需的拉力标准也会有所不同。
因此,在使用接线端子时,需要根据实际情况选择合适的接线端子,并确保其拉力标准能够满足导线的要求。
此外,接线端子的拉力标准还应当经过严格的测试和验证。
在生产过程中,接线端子的拉力标准需要通过相应的测试设备进行检测,以确保其符合标准要求。
同时,在实际使用中,也需要对接线端子的拉力进行定期的检测和验证,以确保其在使用过程中依然能够满足要求。
最后,接线端子的拉力标准对于电气连接的稳定性和安全性至关重要。
合格的接线端子应当具备适当的拉力标准,以确保其能够牢固连接导线,并能够在各种条件下保持稳定。
因此,在选择和使用接线端子时,需要充分考虑其拉力标准,并严格按照相关标准的要求进行操作,以确保电气连接的可靠性和安全性。
总之,接线端子的拉力标准是评判其质量和可靠性的重要指标之一。
在选择和使用接线端子时,需要充分考虑其符合国家标准和行业标准的要求,同时也需要考虑其使用环境、载荷、导线材质和规格等因素,以确保其拉力标准能够满足实际需求。
接线端子拉力检验规范标准

文件名称:接线端子拉力检验规
受控状态:
生效日期:
1 目的
建立规的连接线缆压接FOT端子或FUT端子检验规,以此作为半成品、成品的检验依据。
2 适用围
本规适用于首末件、制程、成品、出厂检验的工作。
3 抽样方式
抽取模具的更换时所产生的首件样品。
4检验项目
拉力测试 5 检验工具
数显式推拉力计HF-1000 6 测试
测试样品须做好标识,注明:1为首件、2为末件、测试时间。
6.1测试前,必须检查端子压接外观是否良好,是否有破裂,飞丝等不良現象; 6.2选择合适的测试用接头夹具安装到推拉力计上;
6.3将推拉力计安装于测试台上进行测试,测试时必须使被测试力和推拉力计的拉成一直线,以便测得准确的数据
6.4将接线端子一端电线部分放入夹具的夹口中,旋转手柄夹稳电线部分 6.5将接线端子的压接端与推拉力计的接头夹具相连。
6.6 打开推拉力计,待显示屏显示为零后,旋动拉力手柄,读取数据。
6.7 拉力不能超过标准的10%。
7 端子与电缆线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不
固定手柄
推拉力计显示面板压接端
夹具
推拉力计夹具拉力手柄测试样品
小于附表的规定
附表、端子拉力测试标准( TB.T 1507-93)
8注意事项
8.1 切勿超载使用,推拉力计的额定负荷为1000N;
8.2样品存放时间为24小时;
8.3 注意日常的保养,保持仪器设备的清洁;
8.4 出现故障时请及时上报主管处理,严禁擅自拆卸、修理;
接线端子拉力测试记录表文件编号:OCBG-ZZ-011 V02。
接线端子拉力国际标准

接线端子拉力国际测试标准
发布者:admin发布时间:2010-12-06 10:16:35阅读:322次
与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。
导体截面积50
200
270
450
500
1500
1900
2200
≥~
2700
采用刺破连接方法时应符合下列要求:
1. 电线端面应平整,并与电线的轴线相垂直。端面处导体与绝缘层应在同一平面上。在连接处电线应不弯曲,并在图3所示a区内可见电线端部。
2 .与电线连接应牢固,在规定的拉力下不应损伤和脱开。电线拉力值应不小于50N。
●出自上海有乐电气有限公司
端子拉力测试标准(终审稿)

端子拉力测试标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-端子拉力测试标准参照JST的序号端子型号适用线材压接高度单位:mm抗拉强度单位:N开口长度单位:mmAWGSA(mm)16.3直插(250直)22#0.331.25±0.0545N以上620#0.51.35±0.0573N以上18#0.811.40±0.0591N以上16#1.321.65±0.05136N以上14#2.081.70±0.05270N以上26.3旗形(250旗)18#0.811.30±0.0582N以上516#1.321.40±0.05133N以上14#2.081.55±0.05194N以上34.8直插(187直)22#0.331.10±0.0545N以上520#0.51.15±0.0573N以上18#0.811.25±0.0591N以上16#1.321.30±0.05136N以上44.8旗形(187旗)20#0.50.95±0.0561N以上4.218#0.811.00±0.0582N以上16#1.321.10±0.05133N以上54.2o型(SRA)24#0.210.85±0.0520N以上5.522#0.330.90±0.0539N以上20#0.51.65±0.0561N以上18#0.811.70±0.0582N以上16#1.251.75±0.05133N以上14#21.80±0.05194N以上64.2u型(SAA)20#0.51.60±0.0561N以上5.518#0.811.65±0.0582N以上16#1.251.70±0.05133N以上14#21.75±0.05194N以上73.96间距22#0.331.05±0.0545N以上420#0.51.10±0.0565N以上18#0.811.15±0.0580N以上82.5mm间距(XH)28#0.080.60±0.0510N以上326#0.130.65±0.0520N以上24#0.210.70±0.0530N以上22#0.830.75±0.0540N以上92mm间距(PH)28#0.080.50±0.0510N以上2.526#0.130.55±0.0520N以上24#0.210.60±0.0530N以上备注:类似端子型号按此规范执行。
端子拉力测试标准(国标)
端子拉力测试标准(国标)
端子与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。
表2 拉力值
什么是AWG?
AWG是American Wire Gauge的简称,单线导体是根据直径、绞线是根据横截面积来决定线号。
CANARE公司使用的导体线号如下表所示。
另外,线号越大说明导体的横截面积越小。
AWG 导体横截面积(mm2)
13 2.81
14 2.18
15 1.75
16 1.27
18 1.00
20 0.51,0.56
22 0.34,0.37,0.39
23 0.29,0.30,0.31
24 0.20,0.22,0.23
25 0.18
26 0.14,0.15 28 0.08,0.09 31 0.04
双绞线
100欧姆屏蔽电缆
5类4对24AWG 100欧
5类4对26AWG 屏蔽软线
100欧姆非屏蔽电缆
6类4对23AWG的UTP或SCTP
超5类4对24AWG非屏蔽电缆
5类
4对24AWG
4对24AWG非屏蔽软线
25对24AWG非屏蔽软线
4类
4对24AWG非屏蔽线
25对24AWG非屏蔽线
3类
4对24AWG非屏蔽线
25对24AWG非屏蔽线
双体电缆
24AWG非屏蔽4/4对
24AWG非屏蔽/屏蔽4/4对
24/22AWG非屏蔽/屏蔽 4/2对
24AWG非屏蔽2/2对
150欧姆屏蔽电缆
1A型
6A型
9A型。
接线端子拉力国际标准
50
80
100
150
200
270
450
500ቤተ መጻሕፍቲ ባይዱ
1500
1900
2200
≥~
2700
采用刺破连接方法时应符合下列要求:
1. 电线端面应平整,并与电线的轴线相垂直。端面处导体与绝缘层应在同一平面上。在连接处电线应不弯曲,并在图3所示a区内可见电线端部。
2 .与电线连接应牢固,在规定的拉力下不应损伤和脱开。电线拉力值应不小于50N。
322与电线连接应牢固在规定的拉力下不应损伤和脱开其拉力值应不小于表2的规定
接线端子拉力国际标准
接线端子拉力国际测试标准
发布者:admin发布时间:2010-12-06 10:16:35阅读:322次
与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。
导体截面积,mm2
拉力,N
端子拉力标准

1欢迎下载1. 0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2. 0范围:此规范适用于各类端子压着检验.3. 权责:3.1. 制造部:依此规范进行生产. 3.2. 品保部:负责依此规范进行检验.4. 定义:无.5. 0内容:5.1. 端子正确铆压标准: 5.1.1. 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2. 端子的内模压着导体后外露部分须超过0.2~1mm 。
5.1.3.正确铆压见: 如附图一.5.2. 端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3. 尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4. 端子内模有导体外露(分叉). 如附图五。
5.2.5. 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3. 端子内模导体压着高度测量方式:如附图九 5.4. 端子外模绝缘外被压着检验方式:5.4.1. 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5. 端子内模导体拉力测试及检验方式:如附图十一. 5.5.1. 测试长度以150mm 左右为标准 5.5.2. 脱去外被20mm 左右。
5.5.3. 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4. 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.5.5. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.6.端子铆压后高度及拉力必须符合要求标准.5.6.1.详细见附件一:端子铆压规格一览表.5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。
接线端子拉力国际标准
100
150
200
270
450
500
1500
1900
2200
≥~
2700
采用刺破连接方法时应符合下列要求:
1. 电线端面应平整,并与电线的轴线相垂直。端面处导体与绝缘层应在同一平面上。在连接处电线应不弯曲,并在图3所示a区内可见电线端部。
2 .与电线连接应牢固,在规定的拉力下不应损伤和脱开。电线拉力值应不小于50N。
与电线连接应牢固在规定的拉力下不应损伤和脱开其拉力值应不小于表2的规定
接线端子拉力国际标准
接线端子拉力国际测试标准
发布者:admin发布时间:2010-12-06 10:16:35阅读:322次
与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。
导体截面积,mm2
拉力,N
50
●出自上海有乐电气有限公司
接线端子拉力标准
接线端子拉力标准接线端子是电气连接中十分重要的一部分,它承担着连接和固定导线的功能。
在实际使用中,接线端子的拉力标准是十分重要的,它直接关系到连接的牢固程度和安全性。
接线端子的拉力标准是指在特定条件下,接线端子与导线连接的牢固度标准,通过拉力测试来确定其合格性。
下面将详细介绍接线端子拉力标准的相关内容。
首先,接线端子的拉力标准应符合国家标准和行业标准,例如GB/T2313-2008《接线端子技术条件》等标准文件中对接线端子的拉力标准有详细的规定。
在生产和使用过程中,应当严格按照这些标准进行操作,确保接线端子的连接牢固和安全可靠。
其次,接线端子的拉力标准测试应当在标准的环境条件下进行,包括温度、湿度、振动等因素的影响。
只有在真实的使用环境下进行测试,才能更好地反映接线端子的连接牢固度。
同时,在测试过程中,需要使用专业的测试设备和工具,确保测试结果的准确性和可靠性。
另外,接线端子的拉力标准还应考虑到不同类型和规格的接线端子,在连接不同规格和材质的导线时,其拉力标准也会有所不同。
因此,在使用接线端子时,需要根据实际情况选择合适的规格和型号,并严格按照相关标准进行连接和测试。
此外,接线端子的拉力标准测试结果应当记录和归档,以便日后的查阅和追溯。
在生产和使用过程中,还应定期对接线端子进行拉力测试,确保其连接的牢固度和安全性。
同时,对于测试结果不合格的接线端子,应当及时停止使用,并进行处理和整改。
总的来说,接线端子的拉力标准是十分重要的,它直接关系到电气连接的安全可靠性。
在生产和使用过程中,需要严格按照相关标准进行操作,确保接线端子的连接牢固度符合要求。
只有这样,才能保障电气设备的安全运行,避免因连接不牢固而引发的安全事故。
在实际生产和使用中,应当加强对接线端子拉力标准的重视,通过严格的质量管理和测试手段,确保接线端子的连接牢固度符合要求,为电气设备的安全运行提供保障。
同时,也需要不断完善相关标准和规范,以适应电气连接领域的发展和需求,促进行业的健康发展和进步。
端子拉力标准
1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.0范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.0内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子不良铆压标准:5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4.端子内模有导体外露(分叉). 如附图五。
5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3.端子内模导体压着高度测量方式:如附图九5.4.端子外模绝缘外被压着检验方式:5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5.端子内模导体拉力测试及检验方式:如附图十一.5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.15.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.6.端子铆压后高度及拉力必须符合要求标准.5.6.1.详细见附件一:端子铆压规格一览表.5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。
压接端子拉力标准

压接端子拉力标准1. 引言压接端子是一种常用的连接电线的工具,它能够确保电线连接的牢固性和稳定性。
在实际应用中,压接端子的拉力标准是保证连接质量和安全性的重要指标之一。
本文将深入研究压接端子拉力标准,并探讨其在电气工程中的应用。
2. 压接端子拉力标准的定义压接端子拉力标准是指在特定条件下,对于特定型号和规格的压接端子,在连接电线时所需要施加的最小拉力要求。
这个标准可以确保连接部位具有足够强度和稳定性,能够承受正常工作负荷和外部环境条件。
3. 压接端子拉力标准的重要性3.1 保证连接质量:适当施加合适的拉力可以确保电线与压接端子之间有足够大、均匀分布、牢固可靠、低阻抗等特点。
3.2 提高安全性:合适施加拉力可以防止电线与压接端子之间松动、断开或破坏等情况发生,从而减少火灾、电击和其他安全事故的风险。
3.3 符合标准要求:在电气工程中,压接端子拉力标准是必须遵守的技术要求之一,合格的拉力标准可以确保工程符合相关法规和规范。
4. 压接端子拉力标准的制定4.1 标准制定机构:压接端子拉力标准通常由国家或行业相关机构制定,如国家电工委员会、国际电工委员会等。
4.2 标准依据:制定压接端子拉力标准时通常参考相关法规、行业规范和技术要求,并结合实际应用经验进行研究和分析。
4.3 标准内容:压接端子拉力标准一般包括适用范围、定义、测试方法、测试设备、测试过程等内容。
5. 压接端子拉力标准的应用5.1 产品设计与生产:在设计和生产过程中,厂商需要根据压接端子拉力标准来确定产品结构和材料,并确保产品符合相关要求。
5.2 安装与维护:在安装和维护过程中,施工人员需要根据压接端子拉力标准来选择合适的工具和方法,并进行拉力测试和调整,以确保连接的质量和安全性。
5.3 检测与验收:在工程验收过程中,监督部门可以根据压接端子拉力标准进行检测和验收,以确保工程质量符合要求。
6. 压接端子拉力标准的研究进展6.1 实验研究:通过实验研究可以探究不同条件下压接端子拉力与连接质量、安全性之间的关系,并为制定更合理的标准提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1欢迎下载
1. 0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 0范围:此规范适用于各类端子压着检验.
3. 权责:
3.1. 制造部:依此规范进行生产. 3.2. 品保部:负责依此规范进行检验.
4. 定义:无.
5. 0内容:
5.1. 端子正确铆压标准: 5.1.1. 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2. 端子的内模压着导体后外露部分须超过0.2~1mm 。
5.1.3.
正确铆压见: 如附图一.
5.2. 端子不良铆压标准: 5.2.1.
绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.
绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3. 尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4. 端子内模有导体外露(分叉). 如附图五。
5.2.5. 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与
5.2.
6.
导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.
端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3. 端子内模导体压着高度测量方式:如附图九 5.4. 端子外模绝缘外被压着检验方式:
5.4.1. 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表
面损伤或滑出,则压着高度须重新调整。
如附图十.
5.5. 端子内模导体拉力测试及检验方式:如附图十一. 5.5.1. 测试长度以150mm 左右为标准 5.5.2. 脱去外被20mm 左右。
5.5.3. 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4. 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.
5.5.5. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着
高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则
必须重新将端子内模高度调低.(除铆压双并线端子外)
5.5.
6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范
围内即可,不要求符合
5.6.端子铆压后高度及拉力必须符合要求标准.
5.6.1.详细见附件一:端子铆压规格一览表.
5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录
实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定
的依据。
待一批生产完成后由QE定出该端子的高度及拉力的规格值。
5.7.端子外观检验标准:
5.7.1.端子的功能端不可有开口,变形,扭曲等不良且应必须保证电气功能及实配OK。
5.7.2.端子镀层部分不可有刮伤,露黄,氧化发黑等不良。
5.8.工程图面中有规定客户特殊要求时,须依工程图面为准。
6.相关记录:
6.1.端子测量记录表. QAD-QP-1002-02A
7.附件:。
2欢迎下载。
3欢迎下载。
4欢迎下载
欢迎下载。
6欢迎下载
欢迎下载。
8欢迎下载
9欢迎下载。
10欢迎下载
精品文档。
11欢迎下载
欢迎您的下载, 资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等 打造全网一站式需求。