工艺装备编号规定
工艺装备编号方法

工艺装备编号方法
嘿,你问工艺装备编号方法啊?这可有点讲究呢。
一般来说,可以用数字和字母组合的方式来编号。
比如说,用一个字母代表装备的种类,再用数字表示具体的序号。
就像给人起名字一样,有姓有名,一看就知道是谁。
比如用“A”代表某种机床,后面跟着数字“001”,那就是这种机床的第一台。
这样编号简单明了,容易识别。
还可以根据工艺装备的用途来编号。
如果是用于某个特定工序的装备,就可以在编号里体现出这个工序的特点。
比如用“B1”代表用于第一道工序的某种工具,“B2”就是第二道工序的。
这样一看编号就知道这个装备是干什么用的啦。
另外呢,也可以按照装备的大小、形状或者颜色来编号。
不过这种方法可能不太常用,因为有时候装备的大小、形状和颜色可能会变化,不太好确定。
但是如果有一些特别的装备,用这种方法也挺好玩的。
比如用“C 红”代表红色的某种装备,“C 蓝”就是蓝色的。
我记得有一次,我去一个工厂参观。
那里的工艺装备都有编号,看起来特别整齐。
我就问工人师傅这些编号是怎么
来的。
师傅给我解释了一下,说他们是根据装备的种类、用途和序号来编号的。
这样找装备的时候就特别方便,不会弄错。
从那以后,我就知道了工艺装备编号方法的重要性。
反正啊,工艺装备编号方法有很多种,可以用数字和字母组合、根据用途、大小、形状、颜色等来编号。
你要是给工艺装备编号,就可以试试这些方法哦。
工装编号规则

1 目的
为规范工艺装备的编号,便于工装的管理。
2 范围
本规则适用于本企业自制工艺装备的编号。
3 总则
3.1企业的自制工艺装备都应具有独立的编号。
3.2 工艺装备编号需与相对应的产品编号相符合。
4 工艺装备编号的构成
4.1该编号由企业代号、产品编号、类代号、组代号和设计顺序号组成,中间以短划“—”分开,其形式如图:
xxxx-x x-xx
(从0,1,……n 开始)
2)
类代号(见表1)
4.2 工装做较大修改时,可在设计顺序号后加字母A、B、C等,以示区别。
5 工装类、组的划分及代号
表1 工艺装备类的划分及代号
表2 工艺装备的类、组及代号。
工艺文件编号办法

工艺文件编号方法编制:审核:标准:会签:批准:福建鑫旺电机集团有限公司年月1目的为规范工艺文件的管理特制定本办法,对工艺文件作统一标识,便于区分识别,避免混淆。
2 范围本办法适用于公司常用的各类成套工艺文件的编号。
不包括临时组织生产、有特殊要求的或为某次试制而编的工艺文件。
3 引用标准JB/T 9166-19984 总则4.1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份文件是指能单独使用的最小单位工艺文件,如轴加工过程卡、工序卡等。
4.2 当同一文件由数页组成时,每页都应填写同一编号。
4.3 引证和借用某一工艺文件时应注明其编号。
4.4 工艺文件的编号应按JB/T 9165.2和JB/T 9165.3中规定的位置填写。
5 编号的组成5.1 工艺文件编号由鑫旺公司代号XW、工艺文件特征号、登记顺序号组成。
X W □ X X X X - X企业代号登记顺序号空格一字线工艺文件特征号5.2 工艺文件特征号包括工艺文件类型和工艺方法代号两部分组成,每一部分均由两位数字组成。
X X X X工艺方法代号工艺文件类型代号5.3 登记顺序号在每一文件特征号内由1开始连续递增,位数多少根据需要决定。
6 代号编制规则和登记方法6.1 工艺文件类型代号按表1规定。
6.2 工艺方法代号按表2规定。
6.3 登记顺序号由1开始连续递增。
6.4 工艺文件编号时需要登记。
登记表见附录A。
6.5 不同特征号的工艺文件不能登记在同一登记表中。
6.6 经处修改后重新描晒的工艺文件在其原编号后加A、B、C等,以示区别。
7 工以文件编号举例工艺方案:XW 0200-5机械加工工艺卡片:XW 2240-15机械加工工艺关键件明细表:XW 3140-112压力铸造材料消耗工艺定额明细表:XW 5112-125机械加工专用工艺装备明细表:XW 6140-8201注:示例中的登记号均为假定。
表1 工艺文件类型代号表2 工艺方法代号附录 A工艺文件编号登记A1 工艺文件编号登记表格式A2 登记表各栏内容的填写(1)编号的工艺文件名称;(2)文件的特征号;(3)具有该特征号文件的登记顺序;(4)申请编号者的单位代号或名称;(5)申请编号者的姓名;(6)登记日期;(7)使用该编号文件的产品代号(型号)(8) .(9)(10)。
工装盛具编号方法

工装盛具编号方法1目的为了使工艺装备和盛具有效管理。
2 范围本办法规定工艺装备及盛具的编号方法本办法适用工艺装备及盛具的编号方法3规范性引用文件Q/XA 2065-2011 工艺文件管理制度工艺装备编号方法4 一般要求4.1 凡自行设计的工装都应有独立的编号。
4.2 对试制工装的编号,若需与正式工装加以区别,则在本标准4.1条编号方法编制的编号后加“(S)”,转为正式工装时,将“(S)”磨掉。
5 详细要求5.1 专用工装图样编号的组成及方法5.1.1 组成工装编号由产品代号、产品零部件代号组成5.1.1 编号方法有产品代号或产品在工装中的简化代号(以下简称简化代号)、产品零、部件代号、工艺工装组合代号及顺序号组成,其形式见图1。
XXX·XXX·XXX顺序号工艺工装组合代号产品零、部件代号产品代号图1例1;A101产品,零件代号5401311-K01 ,冲压加工(C)工艺有模具((M),按表2规定,工艺工装组合代号为CM,其第一付模具编号为:A101- 5401311-K01-CM1。
5.1.2.1 顺序号的编号应在零部件范围内按同一工装类别((按、夹、量模、辅)编顺序号。
5.1.2.2 当正式工装有重大更改时,可在顺序号后加A、B、C….等以示区别。
5.1.2.3 当试制工装有重大更改时,可在顺序号后加(S1)(S2)、(S3)….等以示区别。
5.1.2.4 产品代号,由主机厂设计部门确定,由技术部门通知有关部门。
5.2 通用工装编号方法5.2.1 由通用代号、通用工装雷族代号、顺序号组成,其编号形式见图4。
T X·X顺序号通用工装类组代号表示“通用”图46 工装标牌夹具、量具标识上有铭牌不在进行贴标牌,对模架为铸造模架的模具,在模架已刻字的不再进行贴标牌。
对以后设计制造的模具按照统一的铭牌进行制造。
6.1 标牌材质及规格6.1.1 铝制标牌,6.1.2 对中小型模具铭牌尺寸为50mm×150mm,对小型模具铭牌尺寸为30mm×90mm7对专用盛具进行编号对某产品专用盛具标牌:产品代号、产品件号、盛具代号及顺序号组成及产品名称组成例1:A101前立柱内板加强件带螺母(5401311-K01L)盛具(料架)的标牌为:前立柱内板加强件带螺母A101-5401311-K01L-S1表1 工艺工装组合代号工艺工装组合代号。
产品图、工装、通用件、工艺工序号的编号规则

产品图、工装、工艺的编号规则本规则的编制目的是使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时根据本公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属技术部。
1、编制原则:1.1反应产品的基本属性1.2不宜过长、过乱1.3易于扩充、易于记忆、易于分辨2、编制规则如下:2.1气缸头产品图编号规则:2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1类别号:D :代表刀具; L :代表量具 ; F :代表辅具,J: 代表夹具。
2.2.1.2顺序号、零件号:采用自然数1、2、3…。
2.2.1.3并列号:采用罗马数字Ⅰ、Ⅱ、Ⅲ、…。
2.2.1.4改进号采用英文大写字母A 、B 、C …。
2.3通用工装代号编制方法:2.3.1通用工装编制说明 2.3.1.1 T 表示通用2.3.1.2 类别号同工装类别号,见2.2.1.1。
2.3.1.3 特征代号见表2表2表32.4工艺代号、工序号编制方法:2.4.1 专用工艺代号编制方法:2.4.2每套工艺规程目录下的工序号以自然数5、10、15..递增;每个工序号间预留四个序号,以满足增加工序时使用;2.4.3在工序号后加大写字母G(如:10G),代表此工序为关建重要工序;2.4.4通用、辅助、检验工艺代号编制方法:G——代表工艺2.4.4.1类别号采用英文大写字母T、F、J;通用工艺——字母T表示辅助工艺——字母F表示检验工艺——字母J表示2.5为避免各分厂区编号重复,特进行编号分段,环泰顺序号取0—100,凯嘉顺序号取1012—200,用满后再往后选取。
机械、工程、工艺图样代号编制规则
机械、工程、工艺图样代号编制规则本规则的编制目的是使公司的机械图纸代号、工程图纸代号、工艺图纸代号得到统一,便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则编制参照了《JB/T5054.8》、《JB-T9164-1998工艺装备编号方法》等,同时根据公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属于技术部。
1、图号编制可采用下列字符。
〜9阿拉伯数字A-Z拉丁字母(O、1除外)•短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JBZT5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
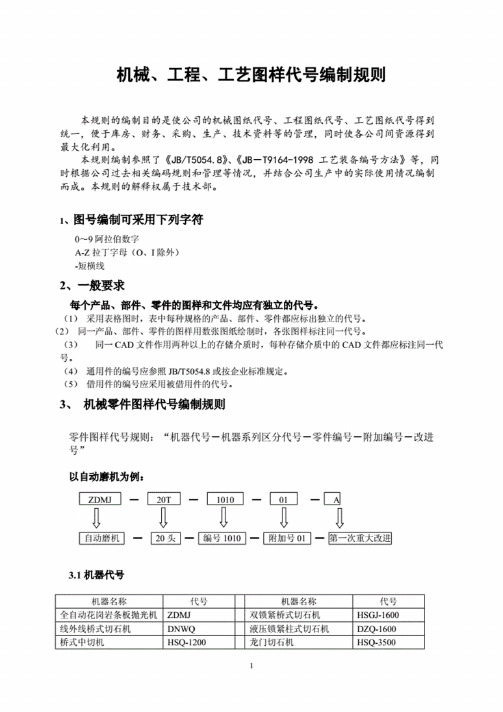
3、机械零件图样代号编制规则零件图样代号规则:“机器代号一机器系列区分代号一零件编号一附加编号一改进号”以自动磨机为例:3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200龙门切石机HSQ-35OO单刀横切机DDHQ手摇切边机HSQB烧花机SHJ矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500电脑仿型线条机DNFX异形磨边机HSMB-38OO手扶磨光机HSM-260A磨台HSM-260B工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,】再进行修改。
2、本规她正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
工艺文件编号方法管理制度
工艺文件编号方法管理制度文件编号: 1. 范围本制度规定了工艺文件编号规定和工艺文件的标识。
本制度适用于公司工艺文件的编号。
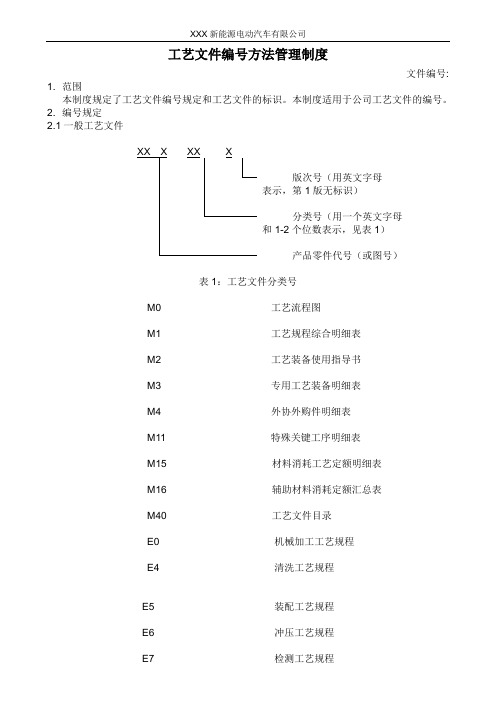
2. 编号规定2.1一般工艺文件版次号(用英文字母表示,第1版无标识)分类号(用一个英文字母和1-2个位数表示,见表1)产品零件代号(或图号)表1:工艺文件分类号M0 工艺流程图M1 工艺规程综合明细表M2 工艺装备使用指导书M3 专用工艺装备明细表M4 外协外购件明细表M11 特殊关键工序明细表M15 材料消耗工艺定额明细表M16 辅助材料消耗定额汇总表M40 工艺文件目录E0 机械加工工艺规程E4 清洗工艺规程E5 装配工艺规程E6 冲压工艺规程E7 检测工艺规程E8 焊接工艺规程(手工)E9 焊接工艺规程(自动)E10 表面处理工艺规程E19 弯管工艺规程E20 非金属工艺规程2.2通用工艺规程顺序号(用两位数表示)分类号(见表1)通用工艺规程代号2.3作业指导书版次号(用英文字母表示,第1版无标识)分类号(用一个英文字母和1-2位数表示,见表2)产品零件代号(或图号)表2:作业指导书分类号J3 进货检验作业指导书J4 铝管(自制件)检验作业指导书J5 装配检验作业指导书J6 冲压工序检验作业指导书J7 注塑工序检验作业指导书3. 标识3.1阶段性标识S—试生产用文件D—定型生产用文件3.2状态标识3.2.1有效性标识文件封面加盖“有效性审核”章,由工艺主管人员签字,并注明发放编号(两位数)3.2.2试制使用标识试制使用文件封面加盖“试制使用章”,由工艺主管人员签字。
3.2.3一次性使用标识限于生产一定数量产品使用的工艺文件提供使用时,(如:产品售后服务需要生产已停止的产品时),封面加盖“一次性使用”章,由工艺主管人员签字并注明适用生产数量。
3.2.4作废文件封面加盖“作废文件”章。
设备工艺装备的编号方法
5相关文件
产品顺序号一览表
6质量记录(无)
QC/DZ09.02-01B版设备、工艺装备的编号方法共4页第4页
附表1: 设备统一编号及分类目录
分类别
大类别 设备
0
1
2
3
4
5
6
7
8
9
0金属切削机床
数控切
削机床
车床
钻床及镗床
研磨机床
联合及组合机床
齿轮螺纹加工机床
铣床
刨拉机床
切断机床
其它机床
1 锻压设备
数控锻
85×35mm
QC/DZ09.02-02B版设备、工艺装备的编号方法共4页第2页
4.2.3.2标牌也可采用其他样式,但必须统一形式,通知各相关部门。
4.2.3.3标牌固定:设备台帐上的设备编号用钢字头打在标牌上“设备编号”之后。标牌固定在设备正面或侧
面明显易见处,特殊设备(如汽车等)可不固定标牌。
4.3工装编号:
顺德多纳勒振华
汽车部件有限公司
设备、工艺装备的编号方法
文件号
QC/DZ09.02-02
版本号
B
编制
审核
批准
共4页
第1页
日期
日期
日期
生效日期
2001/6/1
1目的
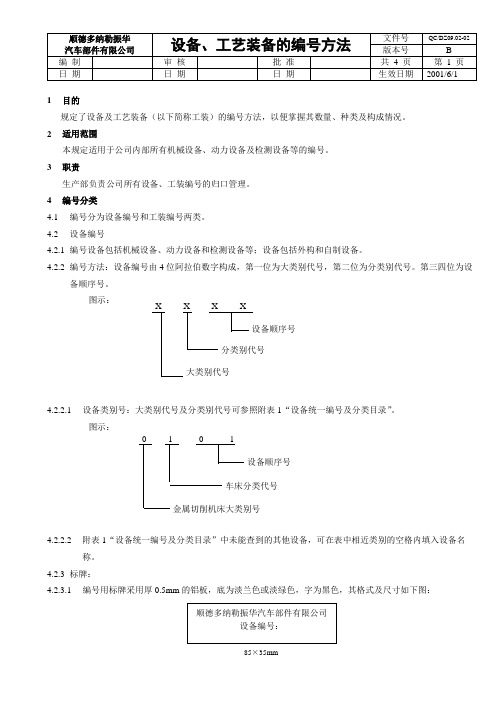
规定了设备及工艺装备(以下简称工装)的编号方法,以便掌握其数量、种类及构成情况。
2适用范围
本规定适用于公司内部所有机械设备、动力设备及检测设备等的编号。
其它相关设备
9 其它动力设备
通风采暖设备
恒温设备
管道
电镀设备工艺用槽
除尘设备
涂漆设备
容器
其它动力设备
工艺文件编号方法
工艺文件编号方法(企业标准)1.范围本标准规定了公司常用工艺文件的编号原则。
本标准适用于公司常用工艺文件的编号。
2.规范性引用文件GB/T4863-2008机械制造工艺基本术语GB/T24735-2009机械制造工艺文件编号方法3.术语和定义3.1通用工艺文件能为几种产品所公用的工艺文件。
3.2专用工艺文件专为某一产品所用的工艺文件。
4总则4.1分类原则4.1.1科学性应选择工艺文件最稳定的本质属性或特征作为分类的基础和依据。
4.1.2系统性工艺文件属性或特征应按一定排列顺序予以系统化,并形成一个科学的分类体系。
4.1.3扩展性新增加工艺文件时,应保持已建立的文件分类体系,还应为下一级工艺文件管理系统扩展创造条件。
4.1.4兼容性应与相关标准(包括国际标准)协调一致。
4.1.5综合实用性工艺文件分类要从系统工程角度出发,应适应企业信息化管理与应用的特点和要求及企业相关文件管理的规定。
4.2编号原则4.2.1唯一性凡正式工艺文件都必须具有独立的编号,同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小工艺文件,如某个零件的铸造工艺卡、机械加工工艺过程卡、机械加工工序卡等均能为单独使用的最小工艺文件。
4.2.2合理性工艺文件的编号结构应与分类体系相适应。
4.2.3扩充性工艺文件的编号应留有适当的备用代号,以便适应不断扩充的需要。
4.2.4简明性编号结构应尽量简单,长度尽量短,以便节省机器存储空间和减少差错率。
4.2.5规范性在同一类工艺文件中,编号的类型、编号的构成以及编号的编写格式应当统一。
5工艺文件分类5.1通用工艺文件分为一般通用工艺文件、典型工艺文件、成组工艺文件三类(见表1)。
5.2专用工艺文件分为管理性工艺文件、生产性工艺文件、工艺装备工艺文件三类(见表1)。
6.编号方法6.1编号的组成6.1.1工艺文件编号采用并置码形式,一般由企业代码、企业文件类型代码、工艺文件分类码、顺序码、产品代码、零部件编号、阶段号、和版本号等几部分组成。
企业标准编码规则定

Q/TB JC0201—2010浙江铁宝电机有限公司企业标准编码规则1目的为使铁宝公司企业标准和文件的编码工作有章可循,便于企业标准和文件的识别与查询,保证铁宝企业标准和文件的简化、优化和标准的统一性、协调性。
2范围本标准规定了铁宝企业标准、技术文件、行政文件和各类表格的编号方法和管理要求。
本标准适用于铁宝公司及下属各部门的企业标准和技术文件、行政文件的编号管理。
3规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
4总则4.1本标准规定的企业标准和文件代号,公司各部门不得擅自变更。
4.2没有编号和编号重复的企业标准和文件属于无效标准或无效文件,不得发布和使用。
5企业标准编码5.1企业标准的编码由以下要素组成批准年号(四位数公元年号)标准顺序号标准二级分类号(分别见表2、表3、表4、表5)标准一级分类号(见表1)铁宝公司代码企业标准代码5.2编码要素的规定5.2.1企业标准代码“Q”为企业标准代码,铁宝各类企业标准的标准标识全公司统一使用Q/TB。
5.2.2标准一级分类号Q/TB JC0201—2010标准一级分类号执行表1的规定。
表1标准一级分类号5.2.3标准二级分类号5.2.3.1基础标准二级分类号执行表2的规定。
表2基础标准二级分类号5.2.3.2技术标准二级分类号执行表3的规定。
表3技术标准二级分类号5.2.3.3管理标准二级分类号执行表4的规定。
表 4 管理标准二级分类号表 5 工作标准二级分类号5.2.4 标准顺序号由各二级分类号建立,从 01~99 按标准建立时间的先后次序进行编号。
5.2.3.4工作标准二级分类号执行表 5 的规定。
5.2.5 批准年号采用四位数公元年号。
工装夹具编码规则

1.目的本办法的主要目的是对工装夹具的标识作出规定,以便检索、控制和可追溯;同时也有利于工装的存放以及查找。
2.试用范围适用于所用工装夹具/检具/辅具/专用模的统一编号。
.3.职责3.1工装夹具刀具图纸编制人员按此编码规则进行工装夹具刀具的编码。
3.2工装夹具刀具制造人员需了解此编码规则,并按此规则进行工装夹具刀具的标牌制作。
3.3工装夹具刀具的管理人员负责管理维护工装夹具刀具的编码。
4.工艺装备编号的构成:由1 客户(公司)代码+2 产品名称缩写+3 类代码+4 组代码+5 流水号(制件顺序数)五部分组成。
如:CK -TDXT -J4-01CK TDXT J 4 01流水号(制件顺序数)组代码类代码产品名称缩写(大写首字母)客户(公司)代码(大写首字母)注:第二部分【产品名称缩写】不能完全区分的,就用产【品名称缩写加图号组】成第二部分类代号用字母表示,参考表1 所示;组代号用数字,表示参考表2 所示例如:① CK—TDXT—J4—01表示:TD 箱体在铣床上第一道工序的夹具②WL—2094947—D2—02表示:用于加工威乐2094947(电机端盖),本公司自行设计的第二把铣刀③DH—C9TJ—C0—01表示:大华C9 托架切边模第一幅工装表1 工艺装备类的划分及代号类说明字母代号名称R 热加工用工装铸造、热压力加工、热处理、焊接、粉末冶金、非金属热加工用的工装C 冷压加工用工装板料冲压、冷镦、冷挤、拉丝等冷压加工用的工装D 刀具(用于切削加工)金属切削机床用刀具,包括光整加工用工具和电加工用工具F 辅具用于连接机床和刀具的各种工具5. 相关记录6、修改记录。
产品图、工装、通用件的编号规则

产品图、工装、通用件的编号规则本规则的编制在于使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时吸取了本公司过去工装编码不统一、管理不便等情况,并结合公司的实际生产编制而成。
有不足之处望各部们提供宝贵意见。
1、编制原则:1.1反应产品的基本属性 1.2不宜过长、过乱 1.3易于扩充、易于记忆。
2、编制规则如下:2.1汽缸头产品图编号规则:—XXX2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1公司代号:为区分三个公司均生产同种型号产品时用,若为独家生产时则可取消公司代号。
2.2.1.2类别号有:D:刀具; L:量具; F:辅具,J:夹具。
2.2.1.3顺序号:选择一条生产线作为基准线,依此条生产线生产的基本产品工序顺序依次编制,同一加工部位、固定顺序号。
2.2.1.3.1同一加工部位、同一生产线、不同产品时顺序号一致。
2.2.1.3.2 同一加工部位、不同生产线、相同/不同产品时顺序号一致。
2.2.2具体举例表1 表12.3.1.1 T表示通用2.3.1.2 类别号同工装类别号,见2.2.1.2。
2.3.1.3 特征号见表1表2表3表3续编制:审核:批准:。
工装设备命名规范
1 目的本指导书规定了公司自制或委外设计制造的工艺装备的编号规则和方法。
2 适用范围本指导书适用于公司零部件产品自制或委外设计制造的所有工艺装备。
3 术语工艺装备:包括刀具、夹具、模具、量具、检具等(以下简称工装)。
4 职责4.1 制造工程部负责对零部件新产品项目专用工艺装备(量具、检具除外)进行编号。
4.2 质量保证部负责对量具、检具进行编号。
4.3 计划物流部负责对物流用工位器具进行编号。
4.4 制造部门负责对零部件产品正式生产用专用工艺装备进行编号,并报制造工程部备案。
5规定5.1 本公司所属各制造部门的专用工艺装备都应具有独立的编号。
5.2 专用工艺装备分类有夹具、模具、量具、刀具和辅具等,编号采用字母与数字混合编号法。
5.3 专用工艺装备编号的构成5.3.1 专用工艺装备编号由部门(厂)代号、产品代号、零部件代号、工艺装备类、组代号、工艺装备设计顺序号、更改号组成,中间以短横线分开。
5.3.2 部门(厂)代号指第一次使用工艺装备的部门(厂)代号,其编制见公司组织机构。
5.3.3 生产平台代号见产品明细表。
5.3.4 工艺装备类、组的划分及代号见附录一。
5.3.5 工艺装备设计顺序号按001、002、003等数字排列,由各厂(部门)自行登记编号。
5.3.6 工艺装备作较大修改时,更改号用英文字母A、B、C等,以示区别。
5.3.7 量具是在生产过程中各工种都使用的工艺装备,为确保工艺装备编号的独立性,除机械加工外,其余工种应在量具类代号L前加工种代号。
各工种代号如附录二所示。
5.3.8 在制造专用工艺装备中所用的二类工艺装备其代号为原专用工艺装备类,组代号前加上“Ⅱ”。
5.3.9 委外设计、制造的工艺装备的编号应在相应的技术协议中予以明确。
5.3.10 实际生产中可能使用一副以上的同一种工艺装备,为便于管理,在标注工艺装备编号时,允许在工艺装备编号后面加注一横和1、2、3等顺序号,以示区别。
技术文件编号规范
技术文件编号规范1目的为了进一步统一技术文件的编号,便于企业内外的协作、交流,对技术文件编号方法进行科学、合理的规定。
2范围本标准>标准适用于公司各类技术文件的编号。
3总则3.1凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
注:一份技术文件是指能单独使用的最小单位技术文件,如某个零件的铸造工艺卡片,机械加工工艺过程卡片,机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2当同一文件由数页组成时,每一页都必须填同一编号。
3.3引证和借用某一技术文件时应注明其编号。
3.4工艺文件的编号应按规定的位置填写。
4技术文件的分类及编号技术文件分为四类:工艺基础性文件、工艺装备类文件、工艺设备类文件和技术标准。
4.1工艺基础性文件工艺基础性文件主要包括工艺规程、工艺过程卡片、工艺卡片、工序卡片、检验卡片、作业指导书等。
4.1.1编号的组成工艺基础性文件编号由特征号和顺序号组成,两部分之间用短划“-”隔开,如下所示:××××-×××顺序号特征号,由工艺文件类型代号和工艺方法代号组成4.1.2工艺基础性文件的类型常用工艺基础性文件类型及代号参见表1:表1工艺基础性文件类型及代号对照表序号代号类型名称序号代号类型名称0101工艺文件目录0932作业指导书0202工艺方案1033控制图0310工艺路线表1140零件明细表0420工艺规程1242外协件明细表0521工艺过程卡片1343外制件明细表0622工艺卡片1460工艺装备明细表0723工序卡片1564组合夹具明细表0825检验卡片1669工位器具明细表4.1.3工艺基础性文件的工艺方法常用工艺基础性文件工艺方法及代号参见表2:表2工艺方法及代号对照表序号代号类型名称序号代号类型名称0110铸造1148典型加工0211砂型铸造1249成组加工0313熔模铸造1360热处理0414金属型铸造1470表面处理0519泥芯制造1574发兰0630焊接1678油漆0740机械加工1779清洗0841单轴自动车床加工1890冷作、装配、包装0943齿轮机床加工1992装配1045数控机床加工2097包装4.2工艺装备类文件工艺装备类文件包括:冷热加工工装、刀具、辅具、夹具、量具以及检验夹具和测试装置等。
工艺装备编号方法规定
工艺装备编号方法规定工艺装备编号(Identification of Process Equipment)是指为了方便管理和追踪工艺装备,对工艺装备进行编码的方法和规定。
工艺装备编号的设计和使用旨在提高工艺装备管理的效率,降低维护和修理的成本,保障生产的正常进行。
下面是一些工艺装备编号的方法规定。
一、编号原则1.1统一原则:统一采用数字编码对工艺装备进行编号,避免使用与其他系统冲突的编码方式。
1.2模块化原则:根据工艺装备的模块化特性,采用模块组合的方式进行编号,方便对模块的管理和维护。
1.3层次化原则:按照工艺装备的层次结构,采用逐级细分的方式进行编号,便于管理和操作。
1.4按功能分类原则:根据工艺装备的功能特点,进行分类编码,方便对相似功能的装备进行管理和调度。
二、编号规则2.1设备类别编码:按照功能分类原则,规定不同类别的设备使用不同的编码前缀,如A表示压缩机,B表示输送设备,C表示反应设备等。
2.2装备等级编码:按照装备的重要性和复杂性,规定不同等级的设备使用不同的数字进行编码,如1表示一级设备,2表示二级设备等。
2.3模块编码:按照模块化原则,对设备的模块进行编码,使用两位数字进行编号,如01表示一号模块,02表示二号模块等。
2.4层次编码:按照层次化原则,对设备的不同层次进行编码,使用三位数字进行编号,如001表示一级设备,002表示二级设备等。
2.5序号编码:按照设备的数量进行编码,使用四位数字进行编号,如0001表示第一个设备,0002表示第二个设备等。
三、编码示例根据以上编号原则和规则,一个反应釜设备的编号可以如下所示:C-1-01-001-0001C表示反应设备,1表示一级设备,01表示一号模块,001表示一级设备第一个设备,0001表示第一个反应釜设备。
四、使用要求4.1工艺装备在投产之前,必须完成编号的登记和记录,建立设备清单。
4.2维护和修理工作必须按照设备编号进行记录,包括故障原因、维修过程、更换零部件等信息,方便后续查询和分析。
工装编码方法规定

天合集团工艺装备编号方法规定1 目的:为了规范工艺装备的管理,特制定本办法来统一工装夹具的编号;2 适用范围:天合石油集团股份有限公司;3 编号方法:3.1 分厂代号,根据现行公司人力资源部组织机构确定,H:铆焊分厂,Z:钻铤分厂,R:热处理分厂,D:打捞工具,3.2 产品代号,根据公司产品项目种类进行分类,如WL:扶正器,GJ:滚轮铰孔器,FL:阀类,3.3 类别代号,工艺装备类的划分及代号见表1,本规定采用字母代号;通用工艺装备可在类代号前加字母“T”;3.4 组代码,工艺装备组的划分及代号见表2;3.5 分组代码,工艺装备分组的划分及代码见表3;3.6 设备代号,共12类,C:车床,Z:钻床,T:镗床,M:磨床,Y:齿轮加工机床,S:螺纹加工机床,X:铣床,B:刨、插床,L:拉床,D:电加工机床,G:切断机床,Q:其他机床;3.7 设计顺序号,01,02 …99,工装做较大修改时,可在设计顺序号后加字母A,B,C等,以示区别;4 工艺装备编号登记表4.1 登记表的格式见表4;4.2 登记表各栏填写内容;4.2.1 天合石油集团股份有限公司字样印出;4.2.2 工装类、组、分组名:在本表上登记的工装类、组与分组名称;4.2.3 工装类、组、分组代号:在本表上登记的工装类、组与分组代号;4.2.4 工装编号:由(3)中的代号加设计顺序号后构成;4.2.5 工装名称:编号的工装详细名称,如45°外圆车刀、滚齿心轴等;4.2.6 使用对象名称:使用该工装的零件图号;4.2.7 使用对象图号:使用该工装的零件名称;4.2.8 工序:使用该工装的工序名称;4.2.9 使用部门:使用该工装的分厂、车间或工段的名称或代号;4.2.10 设计者:该工装的设计者(签字);4.2.11 登记日期:登记该工装编号的日期;4.2.12 备注:根据需要填写。
4.3 表格尺寸:A4横版表格尺寸;页面尺寸可自定;5 说明:本规定符合中华人民共和国机械行业标准,工艺装备编号方法JB/T 9164-1998要求;本规定自下发之日起实行;编制:审核:批准:日期:。
工艺装备编号规定
株洲四方重型起重机修理有限公司企业标准ZZTQ/GC-014工艺装备编号规定编制:年月日审核:年月日批准:年月日2013-06-20发布 2013-07-01实施株洲四方重型起重机修理有限公司1. 目的本标准规定了株洲四方重型起重机修理有限公司设计的工艺装备的构成及编号规定目的是为保证工艺装备的有效管理和规范。
2. 适用范围本标准适用于株洲四方重型起重机修理有限公司工程技术部的设计的工艺装备图号的编制。
3. 内容3.1 定义3.1.1工艺装备:简称“工装”,是指产品制造过程中所用的各种工具总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
3.1.2专用工艺装备:简称“专用工装”,即仅适用于某种产品、某个零部件、某道工序的工艺装备。
专用工装是和产品车零部件直接相关的工装。
3.1.3 通用工艺装备:简称“通用工装”,适用于各种产品,如常用刀具、量具,工具等。
通用工装是和产品产品车零部件无直接关系的工装。
3.2专用工装编号规则3.2.1专用工装编号由产品图号、工装代号、顺序号构成。
见图1。
□□○··· - □□○零部件图号顺序号工装代号□——字母○——数字或字母图 1 专用工装编号构成3.2.2零部件图号可以是正式号,也可以是临时号。
3.2.3工装代号:包括工装、样板、样架、检具。
工装—GZ,样板—YB,样架一YJ,检具一JJ。
3.2.4 顺序号; 可以是数字也可以是字母。
同一零件,有多个工装时,后缀一位数子区别,按1、2、3…顺序选用;对于样板,可用字母表示如后缀Z-代表主视图样板,C-侧视图样板,F-俯主视图样板等。
3.3 通用工装编号规则3.3.1通用工装由类代号、组代号、分组代号和顺序号构成,见图2.图2 通用工装编号构成3.3.2 类代号、组代号、分组代号见表1-9.3.3.3顺序号由三位数字构成,工艺人员顺序选用001-999。
3.3.4工装包含的下级零部件编号,按…-01、02、03…..顺序选用。
工艺编号管理制度
工艺编号管理制度第一章总则第一条为规范工艺编号管理,提高工艺流程管理效率,加强对工艺信息的追踪与管理,制定本制度。
第二条本制度适用于我司所有生产制造环节中涉及到的工艺编号管理工作。
第三条工艺编号应明确、准确、唯一,避免重复、混淆或遗漏。
第四条工艺编号管理应严格依据本制度执行,违反者将受到相应的处罚。
第五条工艺编号管理责任由相关部门负责,各部门要积极配合并共同维护管理制度的有效执行。
第二章工艺编号的设定第六条工艺编号由工艺管理部门负责设定,应具备唯一性、连续性和规范性。
第七条工艺编号应包括以下内容:产品类别、工艺类别、序号等。
第八条工艺编号应按照一定规则和流程进行设定,确保其准确性和有效性。
第九条工艺编号一经设定,不得擅自更改或废弃,如有必要,需经相关部门审批。
第三章工艺编号的管理第十条工艺编号管理应建立健全的档案管理制度,确保工艺编号的完整性和保密性。
第十一条工艺编号档案应及时、完整的记录工艺信息,便于查询和追踪。
第十二条工艺编号应定期进行审核和更新,确保其准确性和及时性。
第十三条工艺编号管理应遵循“先设定、后使用,先审批、后使用”的原则。
第四章工艺编号的使用第十四条工艺编号应按照规定的流程和标准进行使用,不得擅自变更或调整。
第十五条工艺编号的使用应保证生产流程的准确性和连续性,避免出现错误或混淆。
第十六条工艺编号的使用人员应具备相关的培训和资质,确保其熟悉操作流程和规定。
第十七条工艺编号的使用应定期进行检查和审核,确保其完整性和正确性。
第五章工艺编号的监督检查第十八条工艺编号管理部门应定期对工艺编号的使用情况进行监督检查,发现问题及时处理。
第十九条对于违反工艺编号管理制度的行为,应及时进行处理和整改,并记录在案。
第二十条工艺编号管理部门应定期开展工艺编号管理相关的培训和宣传活动,提高员工的意识和素质。
第六章处罚规定第二十一条对于故意或严重违反工艺编号管理制度的行为,将按照公司相关规定对责任人进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
株洲四方重型起重机修理有限公司企业标准
ZZTQ/GC-014 工艺装备编号规定
编制:年月日
审核:年月日
批准:年月日
2013-06-20发布 2013-07-01实施株洲四方重型起重机修理有限公司
文件名称工艺装备编号规定页次第1页,共11页
1. 目的
本标准规定了株洲四方重型起重机修理有限公司设计的工艺装备的构成及编号规定目的是为保证工艺装备的有效管理和规范。
2. 适用范围
本标准适用于株洲四方重型起重机修理有限公司工程技术部的设计的工艺装备图号的编制。
3. 内容
3.1 定义
3.1.1工艺装备:简称“工装”,是指产品制造过程中所用的各种工具总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
3.1.2专用工艺装备:简称“专用工装”,即仅适用于某种产品、某个零部件、某道工序的工艺装备。
专用工装是和产品车零部件直接相关的工装。
3.1.3 通用工艺装备:简称“通用工装”,适用于各种产品,如常用刀具、量具,工具等。
通用工装是和产品产品车零部件无直接关系的工装。
3.2专用工装编号规则
3.2.1专用工装编号由产品图号、工装代号、顺序号构成。
见图1。
□□○··· - □□○
零部件图号顺序号
工装代号
□——字母○——数字或字母
图 1 专用工装编号构成
3.2.2零部件图号可以是正式号,也可以是临时号。
3.2.3工装代号:包括工装、样板、样架、检具。
工装—GZ,样板—YB,样架一YJ,检具一JJ。
3.2.4 顺序号; 可以是数字也可以是字母。
同一零件,有多个工装时,后缀一位数子区别,按1、2、3…顺序选用;对于样板,可用字母表示如后缀Z-代表主视图样板,C-侧视图样板,F-俯主视图样板等。
3.3 通用工装编号规则
3.3.1通用工装由类代号、组代号、分组代号和顺序号构成,见图2.
○○○——○○○
类代号顺序号
组代号分组代号
文件名称工艺装备编号规定页次第2页,共11页
图2 通用工装编号构成
3.3.2 类代号、组代号、分组代号见表1-9.
3.3.3顺序号由三位数字构成,工艺人员顺序选用001-999。
3.3.4工装包含的下级零部件编号,按…-01、02、03…..顺序选用。
3.3.5应用举例
某切割金属用工装编号; 085-001 ,其下级某零件编号为085-001-01
某压弯模用工装编号: 120-001,其下级某零件编号为120-001-02
某粘接用工装编号:986-001. 其下级某零件编号为986-001-23
表1 通用工装类的划分和代号
类说明
数字代号工装名称
0 热加工铸造、热压力加工、热处理、焊接及其它热加工用工装
1 冷压加工板料、管材的冲压、冷镦、冷挤、拉丝等冷压加工用工装
2 刀具金属切削机床用刀具,包括光整加工用工具、冷压螺纹用工具及电加工用工具
3 非金属加工
非金属加工用的模具、刀具、辅具、夹具、量具及其它装置
4
5
6 辅具用于连接机床与刀具的各种工具
7 夹具在金属切削机床或机械上,用于安装、定位和夹紧被加工工件的工具
8 计量器具加工和装配中测量尺寸、形状和位置的量具、检验夹具和各种测试装置
9 自行设计的非
标设备及其它
工装
自行设计的非标设备及其工装、工位器具,起重运输装置、表面处理
用工装等。
文件名称工艺装备编号规定页次第3页,共11页
表2 刀具(用于机械加工)的类、组、分组及代号
类和组类、组和分组代号和名称
代
号
名称0 1 2 3 4 5 6 7 8 9
20
21
切刀211外
圆车
刀
214倒
角切
槽切
断车
刀
215镗
孔刀
216刨
刀
217各
种成
形车
刀
218插
刀
219其
它
22
铣刀220园
柱形
铣刀
221盘
铣刀
222立
铣刀
224片
铣刀
225槽
铣刀
226成
形铣
刀
228角
度铣刀
229其
它
23
孔加工刀具230钻
头
231扩
孔钻
232阶
梯钻
235锪
钻
236铰
刀
237深
孔刀
238组
合刀具
239其
它
24
拉刀和推刀240圆
孔拉
刀
241平
面拉
刀
242键
槽拉
刀
243花
键拉
刀
244特
形拉
刀
245推
刀
249其
它
25
齿形刀具250齿
形铣
刀
251齿
形滚
刀
252花
键滚
刀
255各
种刨
刀
256各
种插
齿刀
257各
种剃
齿刀
259其
它
26
螺纹刀具260手
用丝
锥
262机
用丝
锥
265滚
圆轮
266板
牙
267搓
丝板
268螺
纹铣刀
269其
它
27
光整加工用
刀具271研
磨工
具
274珩
磨工
具
275磨
头
277压
光工
具
278抛
光工具
279其
它
28 289
其它29
其它290滚
压轮
291刻
线刻
字工
具
292电
加工
用工
具
文件名称工艺装备编号规定页次第4页,共11页
表3 辅助工具(用于机械加工)的类、组、分组及代号
类和组类、组和分组代号和名称
代
号
名称0 1 2 3 4 5 6 7 8 9 60
61 车床用
辅具
611普
通车
床用
辅具
612立式
车床用
辅具
613六
角车床
用辅具
614半
自动车
窗用辅
具
619其它
62 铣床和
齿轮机
床辅具
621立
洗用
辅具
622卧洗
用辅具
623龙
门洗用
辅具
624万
能洗用
辅具
625滚
齿机用
辅具
626插
齿
刨齿机
用辅具
627剃
齿磨齿
研齿
629其它
63 刨床、
插床用
辅具
631牛
头刨
床用
辅具
632龙门
刨床用
辅具
633插
床用
639其它
64 磨床用
辅具
641内
圆磨
床用
辅具
642外圆
磨床用
辅具
643无
心磨床
用辅具
644品
面磨床
用辅具
645工
具磨床
用辅具
646万
能磨床
用辅具
649其它
65 钻床、
镗床用
辅具
651立
钻用
辅具
652摇臂
钻用辅
具
653立
式镗床
用辅具
654卧
式镗床
用辅具
655深
孔机床
用辅具
659其它
66 拉床、
花键机
床用辅
具
661拉
床用
辅具
663花
键铣床
用辅具
664花
键磨床
用辅具
669其它
67 其它机
床用辅
具
671螺
纹机
床用
辅具
672研磨
机用辅
具
673抛
光机用
辅具
674电
加工机
床用辅
具
675珩
磨床用
辅具
679其它
68 689 其它
69
文件名称工艺装备编号规定页次第5页,共11页4.0修改一览表
生效日期版本修改摘要批准审核编制A/0 初版。