S7-300 PLC与DCS控制系统的通信
S7系列PLC与和利时DCS系统通讯的设计

S7系列PLC与和利时DCS系统通讯的设计摘要:西门子S7-300/400系列PLC广泛应用于化工、冶金等多种行业,是常见的主流PLC。
和利时MACSV系列DCS(集散控制系统)主要应用于发电厂、化工厂控制系统。
本文根据实际应用情况,在循环发电机组设计基于Step7编程软件和MACSV组态软件的通讯。
通过S7系列PLC与和利时MACSV系列DCS系统通讯的实现,可将现场一些小控制系统融入到和利时DCS系统中,统一画面风格和操作流程。
机组操作人员不需要在多个控制系统间来回切换操作,降低了操作难度,减少了误操作情况,同时提高了工作效率。
关键词:S7-300/400;Profibus-DP通讯;和利时DCSDesign of communication between S7 PLC and Hollysys DCS systemWang yun chao(Shouqian pision, Beijing Shougang Automation & Information Technology CO. Ltd. Qian‘an 064400)Abstract:Siemens S7-300 / 400 series PLC is widely used in chemical industry, metallurgy and other industries. It is a common mainstream PLC. Hollysys MACV series DCS is mainly used in power plant control system. According to the actual application, this paper designs the communication based on STEP7 programming software and macvs configuration software. Communication between S7 Series PLC and Hollysys macvs series DCS system is realized. Some small on-site control systems can be integrated into Hollysys DCS system to unify the picture style and operation process. The unit operator does not need to switch back and forth between multiple control systems, which reduces the difficulty of operation, reduces misoperation, and improves the work efficiency.Key words: S7-300/400; Profibus-DP communication;Hollysys DCS0前言一套工厂设备的运行常常会使用多种控制系统,系统之间的融合更有利于维护和操作人员使用。
S7-300_PLC通讯-串行通讯

西门子PLC支持MODBUS的通信处理器 (CP)
S7-400系列:CP441-2 两个通信接口,接口类型可选, 支持主站或从站。 S7-300系列:CP341一个通信接口,接口类型可选,可以插在分布式从站
ET200M上使用,支持主站或从站。 分布式I/O: ET200S MODBUS 通信处理器,接口类型可选, 支持主站或从站
优点 1 可以和第三方设备很好通信 2 传输数据量<=1024字节 3 通信性能好,没有报文头、尾。 4 ASCII 表字符都有效
缺点 1 通信没有确认 2 HD=1 安全性差 3 通信需要双方协调
A&D CS2 崔坚 2005-通信
Automation and Drives
SIMATIC S7-300
‘B’
‘1’ ‘2’ ‘P’ ‘’ ‘'
字节1 字符串最大长度 字节2 当前字符串中有效字符数 字节3 字符串中第一个字符 字节4 字符串中第二个字符 字节5 .. 字节6 .. 字节7 .. 字节8 .. 字节9 .. 字节10 .. 字节11 字符串中第九个字符
A&D CS2 崔坚 2005-通信
MODBUS RTU 主要连接现场仪表或DCS系统
MODBUS通信协议串行接口类型
1)RS232C接口,通信距离最长15m,适合点到点通信。 2)TTY 20mA电流环接口,通信距离最长1200m,适合点到点通信。 3)RS422/485接口,通信距离最长1200m,RS485 (2线) 接口支持点到多 点通信,最多可以连接32个从站。
MODBUS RTU协议
SIMATIC S7-300
MODBUS RTU协议主站调用的功能块
Automation and Drives
PLC与DCS互联-温克强

2.PLC与DCS的互联通信技术
在工业应用中,往往有不同厂家控制系 统的数据共享,或因某即成系统不能满足 控制需要而加上额外系统等原因,而需要 将两种不同系统进行互联,在这里面经常 用到的就是PLC和DCS的互联
2.PLC与DCS的互联通信技术
某化工厂原有一套HONEYWELL TPS系统, 其中一些逻辑点的扫描速率要求是0.1S,过去 由HONEYWELL DCS控制,但其最快扫描 时间是0.25S,依靠DCS无法很好地满足工 艺要求,在今年的改造中决定用PLC代替 DCS对这些数据的采集与控制,但数据要与 DCS共享,并由DCS操作站来实现对PLC的 监控
1.工业控制网络简介
现场总线的出现促进了现场设备的数字化 和网络化,并且使现场控制的功能更强大,这 一改进带来了过程控制系统的开放性,使系统 成为具有测量、控制、执行和过程诊断的综合 能力的控制网络,然而目前国际上有40多种现 场总线,由于不同总线代表不同公司的利益, 各大厂商都在积极参与和把持标准的制定工作。 这导致了在现有的产品结构和应用水平上,现 场总线已经很难统一,使其不易被广泛应用
1.工业控制网络简介
3)现场总线的无线传输的可行性正在评估,无线 通讯技术将会和现场总线技术更加紧密结合。 4)无线传输目前尚处在发展的早期阶段。无线技 术首先会用在楼宇自动化、自动抄表、事故响应、 设备监控等领域得到应用。当前较适宜应用的行 业有:汽车制造、食品加工、制药和设备资产跟 踪等。 5)由于工厂无线技术种类较多,技术特征差异比 较大,无线通信只是现有有线通信系统的一种发 展和重要补充,决非一种替代,工业控制网络将 向有线和无线相结合方向发展
1.工业控制网络简介
基于Web的网络监控平台 嵌人式以太网是最近网络应用热点,就是通 过Internet使所有连接网络的设备彼此互通,从计 算机、PDA、通信设备到仪器仪表、家用电器等。 在企业内部,可以利用企业信息网络,进行工厂 实时运行数据的发布和显示,管理者通过Web浏 览器对现场工况进行实时远程监控、远程设备调 试和远程设备故障诊断和处理。实现的最简单办 法就是采用独立的以太网控制器,连接具有 TCP/IP界面的控制主机以及具有RS-232或RS-4.85 接口的现场设备。以太网控制器在这里扮演了通 用计算机网络和现场各类设备之间的一个桥梁。
s7-200plc和浙大中控dcs modbus通讯
中控dcs modbus通讯13-03-05 16:47 更新郑志武分类:技成百科浏览:2676人次微信二维码利用s7-200plc自由口做和dcs的通讯,通讯协议用modbus,s7-200plc 作为从站,我用的plc是cpu226cn,两者距离大概有200米,我做了以下几点,但通信不上,请各位分析我做的以下几点是都正确,问题会出现那里?<br>1、硬件连接,通过cpu226cn的本身的端口port0做通信口,电缆线接九针端口的3针和8针上,另一端直接连接到dcs上。
<br>2、编程:在网络中cpu226作为从站,编程用西门子编程自带的库modubus库,调用的为modbus从站协议指令,也就是mbus—int指令和mbu—slave指令;<br>3、参数设置,mode设置为12设置的从站地址为1,波特率为9600,2校验;<br>4、除了以上设置外,我要求dcs设置了数据位为8,停止位为1,在plc的指令mbus —slave的指令中done的返回值为1,同时error返回值为10,错误信息为从属性未启用,不知道是否通信上。
各位大师,我以上做的那有错误,可能出现的问题在那?附图(plc程序图,dsc程序图)图最佳答案1、200米。
超过50米就要在接收端a,b短接330ω的电阻。
2、主、从站连接与设置完成后,主站必须有一个重新启动,重新启动后主站才能连接到新加入的从站。
modbus就是这样。
主站不经过一个重新启动,永远也连接不上新加入的从站。
3、s7-200plc作为从站,注意应用指令库只支持支持rtu格式。
指令库不modbusascii通信模式。
即,西门子不提供支持modbusascii的现成指令库,需要用户自己用自由口模式编程。
NT6000 DCS控制系统与西门子S7-300PLC的Profibus-DP总线通讯案列
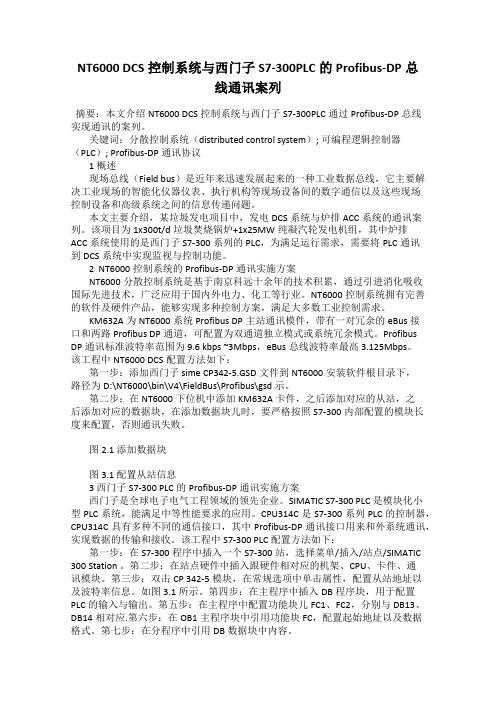
NT6000 DCS控制系统与西门子S7-300PLC的Profibus-DP总线通讯案列摘要:本文介绍NT6000 DCS控制系统与西门子S7-300PLC通过Profibus-DP总线实现通讯的案列。
关键词:分散控制系统(distributed control system); 可编程逻辑控制器(PLC); Profibus-DP通讯协议1 概述现场总线(Field bus)是近年来迅速发展起来的一种工业数据总线,它主要解决工业现场的智能化仪器仪表、执行机构等现场设备间的数字通信以及这些现场控制设备和高级系统之间的信息传递问题。
本文主要介绍,某垃圾发电项目中,发电DCS系统与炉排ACC系统的通讯案列。
该项目为1x300t/d垃圾焚烧锅炉+1x25MW纯凝汽轮发电机组,其中炉排ACC系统使用的是西门子S7-300系列的PLC,为满足运行需求,需要将PLC通讯到DCS系统中实现监视与控制功能。
2 NT6000控制系统的Profibus-DP通讯实施方案NT6000分散控制系统是基于南京科远十余年的技术积累,通过引进消化吸收国际先进技术,广泛应用于国内外电力、化工等行业。
NT6000控制系统拥有完善的软件及硬件产品,能够实现多种控制方案,满足大多数工业控制需求。
KM632A为NT6000系统Profibus DP主站通讯模件,带有一对冗余的eBus接口和两路Profibus DP通道,可配置为双通道独立模式或系统冗余模式。
Profibus DP通讯标准波特率范围为9.6 kbps ~3Mbps,eBus总线波特率最高3.125Mbps。
该工程中NT6000 DCS配置方法如下:第一步:添加西门子sime CP342-5.GSD文件到NT6000安装软件根目录下,路径为D:\NT6000\bin\V4\FieldBus\Profibus\gsd示。
第二步:在NT6000下位机中添加KM632A卡件,之后添加对应的从站,之后添加对应的数据块,在添加数据块儿时,要严格按照S7-300内部配置的模块长度来配置,否则通讯失败。
关于如何PLC和DCS的通信

关于如何PLC和DCS的通信关于如何PLC和DCS的通信1 DCS系统概述集散控制系统DCS指的是控制与现场分散、地域安装分散、管理和显示集中。
在自动化领域,越来越多的企业建立了包含从工厂现场设备层到控制层、管理层等各个层次的综合自动化管控平台,建立了以工业控制网络技术为基础的企业信息化平台。
2 PLC系统PLC是由早期继电器逻辑控制系统与微型计算机技术相结合而发展起来的,它是以微处理器为主的一种工业控制仪表,它融计算机技术、控制技术和通信技术于一体,集顺序控制、过程控制和数据处理于一身,可靠性高、功能强大、控制灵活、操作维护简单。
3 网络通信技术工业以太网在技术上与商用以太网兼容,但在环境适应性、可靠性、安全性和安装使用方面满足工业现场的需要。
它具有一系列的优点,具体表现在:以太网技术应用广泛,为所有的编程语言所支持;软硬件资源丰富;易于与Internet连接,实现办公自动化网络与工业控制网络的无缝连接;可持续发展的空间大等。
它提供了控制网络的数据传输的以太网标准。
主要有:(1)10Base—T以太网—同轴电缆,10Mbit/s;(2)快速以太网—光缆或双绞线,100Mbit/s;(3)Gigabit以太网—光缆或双绞线,1Gbit/s;(4)10Gigabit/kGigabit以太网—支持广域网WAN和城域网MAN。
它以通信网络作为纽带,网络结构可分为总线型、环型和星型式,采用总线式网络的DCS如I/AS等。
它采用网络通信技术。
这是DCS的关键技术,它使得控制与管理都具实时性,并解决系统的扩充与升级问题。
DCS与PLC之间的数据通讯和控制的实现就是通过网络通信技术来完成的。
4 Modbus协议Modbus协议是典型的工业以太网,原为美国Modbus公司PLC 产品通信协议,由于其使用十分广泛,后来由Modbus组织,于2002年发展为ModbusTCP/IP规范。
Modbus协议在工业控制中有着极其广泛的应用。
西门子S7-300通过DP总线与DCS通讯方法
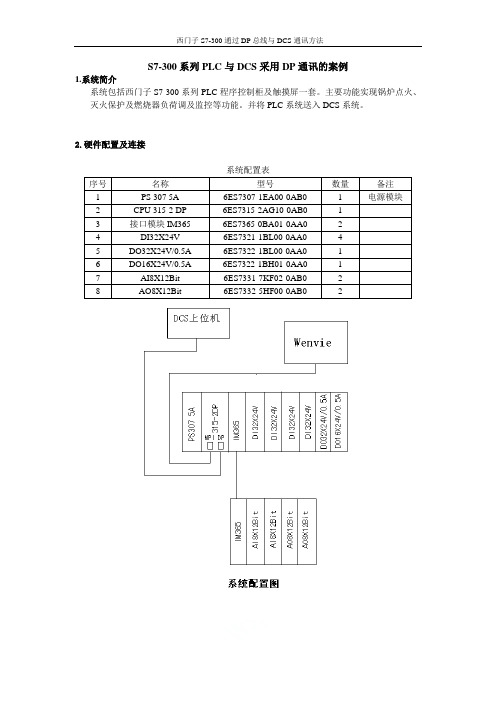
S7-300系列PLC与DCS采用DP通讯的案例1.系统简介系统包括西门子S7-300系列PLC程序控制柜及触摸屏一套。
主要功能实现锅炉点火、灭火保护及燃烧器负荷调及监控等功能。
并将PLC系统送入DCS系统。
2.硬件配置及连接系统配置表序号名称型号数量备注1 PS 307 5A 6ES7307-1EA00-0AB0 1 电源模块2 CPU 315-2 DP 6ES7315-2AG10-0AB0 13 接口模块IM365 6ES7365-0BA01-0AA0 24 DI32X24V 6ES7321-1BL00-0AA0 45 DO32X24V/0.5A 6ES7322-1BL00-0AA0 16 DO16X24V/0.5A 6ES7322-1BH01-0AA0 17 AI8X12Bit 6ES7331-7KF02-0AB0 28 AO8X12Bit 6ES7332-5HF00-0AB0 23.软件配置组态第一步:PLC模块配置S7-300程序软件配置,打开SIMATIC Manager软件在打开的300主界面上在工具栏上点击“文件(F)”→“新建(N)”如下图所示:弹出如下对话框:在“名称(M)”:输入一个工程名如program test“存储位置(路径)(S)”:此处选择在D盘新建完成后的主界面如下图所示:在上图中鼠标右击→“插入新对象”→“SIMATIC 300”站点如下图所示:在上图主界面上双击“硬件”进行模块配置弹出以下对话框,在硬件中配置相应的模块。
在上图中选择文件“RACK—300”插入“Rail”机架,在(0)UR机架上的1号槽位插入电源模块如下图所示:在上图中选择文件“PS—300”插入“PS 307 5A”电源模块在2号槽位插入CPU模块如下图所示:在上图中选择文件“CPU—300”→“CPU315—2DP”→“6ES7 315—2AG10—0AB0”→“V2.6”双击即可插入CPU模块。
西门子S7-300PLC的通讯

西门子S7-300PLC的通讯多点接口(MPI) 集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMA TIC S7/M7/C7等自动化控制系统。
—- 用户可以方便的使用Step7软件进行通讯组态。
—- CPU 支持下列通讯类型:过程通讯通过总线(AS-i或PROFIBUS)对I/O模块周期寻址(过程映象交换)。
数据通讯在自动控制系统之间或人机界面(HMI)和几个自动控制系统之间,数据通讯会周期地进行或被用户程序或功能块调用。
通过PROFIBUS的过程通讯–—S7-300通过通讯处理器,或通过集成在C PU上的PROFIBU S-DP接口连接到P ROFI B U S-DP网络上。
—- 带有PROFIBUS-DP主站/从站接口的CPU可以使用户能够方便高效地进行组态。
—- 而且,用户通过PRO FIBUS-DP分布式I/O就像处理集中的I/O一样,具有相同的组态、地址和编程。
—- 下列设备可以作为通讯的主站:SIMATIC S7-300(通过带PROF IBUS-DP 接口CPU或通过PROFIBU S-DP)SIMATIC S7-400(通过带PROF IBUS-DP 接口的CPU或通过PROF IBUS-DP CP)SIMATIC C7(通过带PROF IBUS-DP接口的C7或通过PRO FIBUS-DP CP)S5-115U/h,S5-135U和带IM308的S5-155U/H带PROFIB U S-DP接口的S5-95USIMATIC 505—- 需要说明的是,在一条线上不要连接2个以上的主站。
—- 下列设备可以作为从站:ET200B/L/M/S/X分布式I/O设备通过CP342-5的S7-300CPU315-2 DP,CPU316-2 DP和CPU318-2 DPC7-633/p CP,C7-633 DP,C7-634/P DP,C7-634 DP,C7-626 DP虽然带有STE P7的编程器P G/PC或OP在总线中作为主站,但它们只使用部分通过PROFIBUS- DP运行的MP I功能。
S7 300与丹佛斯FCD302 Profinet通信调试说明20130401
丹佛斯自动控制管理(上海)有限公司蒋 涛Page 1S7-300与丹佛斯FCD302 PROFINET 通信2013年4月1日Contents一:系统配置及调试说明 (2)1.1 系统构成 ............................................................................................................................................... 2 1.2 PLC 调试步骤 (3)1.2.1导入FCD302 GSD 文件 .......................................................................................................... 3 1.2.2硬件组态 .................................................................................................................................... 4 1.2.3 PLC 程序编写 ............................................................................................................................ 8 1.2.4 控制及数据采集 ...................................................................................................................... 10 1.3 Profinet 通讯数据说明 . (12)丹佛斯自动控制管理(上海)有限公司蒋 涛Page 2一:系统配置及调试系统配置及调试说明说明1.1 系统系统构成构成丹佛斯分布式变频器FCD302:型号:FCD302PK37T4B66H1S1FMFCFXXXXALBXXXXXXDX 功率:0.37KW 电压:380V AC PLC 模块:型号:S7-300 CPU 315-2DP/PN 电机:额定功率:0.37KW 额定电压:380V AC 抱闸线圈电压:180V DC (要求电机制动电压为380VAC )附件:2根RJ45网线,1根USB 通讯线;软件:Step 7 V5.5, MCT10(变频器调试软件,免费提供)丹佛斯自动控制管理(上海)有限公司蒋 涛Page 31.2 PLC 调试步骤1.2.1导入FCD302 GSD文件丹佛斯自动控制管理(上海)有限公司蒋 涛Page 4只有正确导入GSD 文件后,才能从PROFINET IO 硬件配置里找到FCD3021.2.2硬件组态PLC 硬件组态画面,新建Profinet 网络为PLC CPU 分配IP 地址为192.168.0.1子网掩码为255.255.255.0,变频器的IP 地址为192.168.0.3 子网掩码为255.255.255.0,PC 电脑网卡的IP 地址为192.168.0.10子网掩码为255.255.255.0;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 5通过MCT10软件手动设置变频器的IP地址为192.168.0.3 子网掩码为255.255.255.0 保证与PLC 硬件组态里一致;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 6丹佛斯自动控制管理(上海)有限公司蒋 涛Page 7通过Step 7软件搜索Profinet 网络上的节点,并为FCD302变频器分配Device Name (变频器内显示为Host Name ),本实验里设为“AA ”,分配成功后,给变频器重新上电,此时可以观察到变频器参数1208为AA ;确认变频器上的指示灯,通讯成功后,MS ,NS1,NS2均为常绿!如果闪烁表示通讯异常,需检查配置及接线(MS :Profinet 通讯模块灯,NS1:网口1通讯灯,NS2:网口2通讯灯);丹佛斯自动控制管理(上海)有限公司蒋 涛Page 81.2.3 PLC程序编写插入以上的OB 块,避免CPU 因为故障停止运行;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 9建立DB 块,并注意地址的数据类型为WORD ;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 10调用SFC14,SFC15通讯功能块,这里注意RECORD 地址的指针偏移长度要与PLC 硬件组态里配置的PPO 长度一致,如BYTE12(选择不同的PPO ,这里长度不一样);建立变量监控表VAT1,以便后续可以非常方便的发送和接受数据;1.2.4 控制及数据采集可以通过总线控制变频器速度,加减速时间,能够读取电流,频率和故障代码等;第一步:修改变频器与PLC 需要交换的数据,参数915是指从PLC 发送给变频器的命令,比如,控制字,速度设定,加减速时间修改等,参数916是指变频器发送给PLC 的数据,比如,状态字,实际速度,电流,频率,报警代码,数字输入状态等,这里和PPO 的数据长度有关,它决定了能传送的数据量;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 11备注:如果读取的实际电流超过327A ,那么Motor current 将占用2个连续字,且注意起始位置为偶数,比如916.2,916.4;因为 第二步:通过变量表直接发命令及监控数据;丹佛斯自动控制管理(上海)有限公司蒋 涛Page 121.3 Profinet 通讯数据说明PPO 类型说明:[FC 格式]控制字功能说明,047C表示正向加速启动,043C 表示减速停止,847C 表示反向加速启动;丹佛斯自动控制管理(上海)有限公司蒋涛Page 13[FC格式]状态字功能说明,稳定运行后状态字为0F07速度主给定说明,0—4000H(0—16384十进制)对应变频器参数303最大参考值的0%--100%。
s7的200 300 冗余400与第三方dcs的modbus通讯
s7的200 300 冗余400与第三方dcs的
modbus通讯
有个项目,现有一个s7-200(cpu为224,只有一个通讯接口且已被占用),一个s7-200(cpu为226,两个通讯端口,port0空闲,port1占用),另外一个s7-300的cpu为315-2pn/dp (两个以太网口未用),还有一套s7-400h系统(cpu为414-7h)。
现在想与第三方dcs进行modbus通讯,是否需要增加什么硬件和通讯线?另外如何写发送数据的程序?
问题补充:
能提供一下,关于这几个plc和dcs通讯的例子?
最佳答案
1、s7-200(cpu为224,只有一个通讯接口且已被占用),增加一个em277模块,将目前与cpu通讯的设备转到em277上,然后用cpu的通讯口进行modbus通讯。
如果不改变现有通讯方式,只能加cp243将数据先传给s7-300,然后再进行modbus通讯。
2、s7-200(cpu为226,两个通讯端口,port0空闲,port1占用),可以直接用空闲的通讯口进行modbus通讯。
3、s7-300的cpu为315-2pn/dp(两个以太网口未用),增加cp341(带modbus硬件狗),进行modbus通讯。
4、s7-400h系统(cpu为414-7h),在et200m上增加cp341(带modbus硬件狗),进行modbus通讯。
PLC与DCS的DP通信方案设计

ห้องสมุดไป่ตู้
湖北三宁化工股份有限公司锦纶公司双氧水 车间尾气机 组 使 用 的 控 制 器 为 西 门 子 S7300系 列 PLC,其上位 机 位 于 双 氧 水 现 场 操 作 室。 目 前 DCS控制系统已 应 用 于 该 公 司 绝 大 部 分 场 合,而 此 PLC控制器及 其 上 位 机 则 独 立 于 DCS控 制 系 统之外,这使得 尾 气 机 组 运 行 状 态 监 控 只 能 在 现 场操作室的特 定 上 位 机 内 完 成,给 生 产 操 作 带 来 一定不便。实 现 PLC与 DCS的 通 信 可 以 让 数 据 同步传输给 DCS,允许全 厂 的 DCS操 作 站 来 监 视 PLC的当前运行 状 态,使 得 管 理 人 员 掌 握 现 场 情 况变得极为方便。 1 控 制 系 统
PLC程序需 要 修 改 两 个 部 分,分 别 是 硬 件 组 态 和程序。由于 3152DP自带 ProfibusDP接口, 因此在硬件窗口中,2号 插 槽 会 有 两 行,如 图 3所 示。
图 4 将 PLC配置为 DP从站
PLC程序在保证原有功能不变的情况 下新增 MOVE指令(梯形图 视 图 ),将 待 监 视 的 变 量 送 至 通信地址。图 5所 示 实 例 中 定 义 了 地 址 为 34的 输出通信地址,这里将 PLC的位存储区 M 的数据 送至位号为 34的输出映像区,如图 6所 示。编辑 完成后将程序下载至 PLC。
S7-300系列PLC与组态软件WinCC实现通信的方法探索
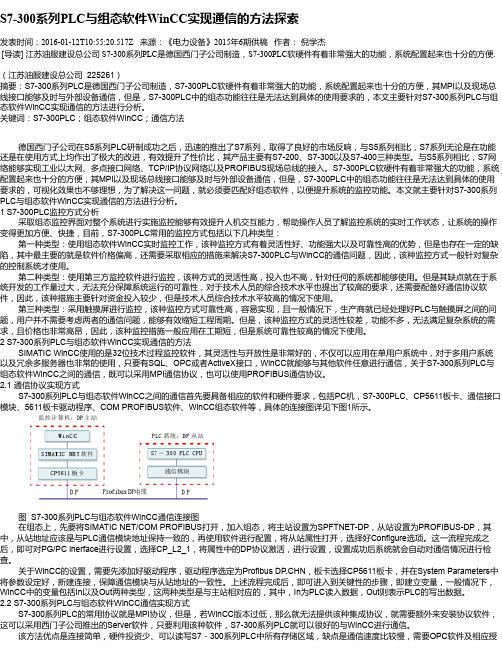
S7-300系列PLC与组态软件WinCC实现通信的方法探索发表时间:2016-01-12T10:55:20.517Z 来源:《电力设备》2015年6期供稿作者:倪学杰[导读] 江苏油服建设总公司 S7-300系列PLC是德国西门子公司制造,S7-300PLC软硬件有着非常强大的功能,系统配置起来也十分的方便.(江苏油服建设总公司 225261)摘要:S7-300系列PLC是德国西门子公司制造,S7-300PLC软硬件有着非常强大的功能,系统配置起来也十分的方便,其MPI以及现场总线接口能够及时与外部设备通信,但是,S7-300PLC中的组态功能往往是无法达到具体的使用要求的,本文主要针对S7-300系列PLC与组态软件WinCC实现通信的方法进行分析。
关键词:S7-300PLC;组态软件WinCC;通信方法德国西门子公司在S5系列PLC研制成功之后,迅速的推出了S7系列,取得了良好的市场反响,与S5系列相比,S7系列无论是在功能还是在使用方式上均作出了极大的改进,有效提升了性价比,其产品主要有S7-200、S7-300以及S7-400三种类型。
与S5系列相比,S7网络能够实现工业以太网、多点接口网络、TCP/IP协议网络以及PROFIBUS现场总线的接入。
S7-300PLC软硬件有着非常强大的功能,系统配置起来也十分的方便,其MPI以及现场总线接口能够及时与外部设备通信,但是,S7-300PLC中的组态功能往往是无法达到具体的使用要求的,可视化效果也不够理想,为了解决这一问题,就必须要匹配好组态软件,以便提升系统的监控功能。
本文就主要针对S7-300系列PLC与组态软件WinCC实现通信的方法进行分析。
1 S7-300PLC监控方式分析采取组态监控界面对整个系统进行实施监控能够有效提升人机交互能力,帮助操作人员了解监控系统的实时工作状态,让系统的操作变得更加方便、快捷,目前,S7-300PLC常用的监控方式包括以下几种类型:第一种类型:使用组态软件WinCC实时监控工作,该种监控方式有着灵活性好、功能强大以及可靠性高的优势,但是也存在一定的缺陷,其中最主要的就是软件价格偏高,还需要采取相应的措施来解决S7-300PLC与WinCC的通信问题,因此,该种监控方式一般针对复杂的控制系统才使用。
DCS控制系统与S7200PLC的通信实现及应用

第40卷第1期2019年1月自㊀动㊀化㊀仪㊀表PROCESSAUTOMATIONINSTRUMENTATIONVol 40No 1Jan.2019收稿日期:2018 ̄06 ̄20作者简介:赵劲松(1973 )ꎬ男ꎬ大专ꎬ助理工程师ꎬ主要从事化工自动化仪表㊁分散控制系统的维护和管理工作ꎬE ̄mail:zhaojinsong@yth.cnꎻ田龙(通信作者)ꎬ男ꎬ学士ꎬ助理工程师ꎬ主要从事化工过程自动化仪表㊁控制系统等的技术应用与管理工作ꎬE ̄mail:tianlong@yth.cnDCS控制系统与S7 ̄200PLC的通信实现及应用赵劲松ꎬ田㊀龙ꎬ司华良(云南云天化股份有限公司红磷分公司ꎬ云南开远661600)摘㊀要:根据化工生产装置的特点ꎬ为优化生产操作控制ꎬ需要把各生产装置单元的实时监控数据互相通信ꎬ以消除因信息孤岛而形成统一的数据库ꎮ通过对磷矿浆浮选技术改造项目主控室分散控制系统(DCS)ꎬ与自动压滤机远程可编程逻辑控制器(PLC)的实时通信进行研究ꎬ根据Modbus通信协议数据交换原理及PLCModbus通信设置和DCS基本组态方法ꎬ实现远程PLS与主控DCS的通信ꎮ详细阐述了ABBDCS控制系统与西门子PLC之间基于Modbus协议通信的实现过程ꎮ在实际应用中验证了该通信方法的可行性ꎬ能够满足对传输数据量较小的控制单元的通信ꎮ利用不同生产制造商的控制设备ꎬ通过MODBUS协议进行数据交换ꎬ实现集中监控不仅投资小且易于实现ꎮ该项目的成功应用ꎬ对优化生产操作控制起到辅助作用ꎬ同时也对其他类似项目具有借鉴和推广作用ꎮ关键词:DCSꎻPLCꎻModbus协议ꎻ通信ꎻ数据交换ꎻ系统组态中图分类号:TH862㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀DOI:10.16086/j.cnki.issn1000 ̄0380.2018060018RealizationandApplicationofCommunicationbetweenDCSandS7 ̄200PLCZHAOJinsongꎬTIANLongꎬSIHualiang(RedPhosphorusBranchꎬYunnanYuntianhuaCo.ꎬLtd.ꎬKaiyuan661600ꎬChina)Abstract:Accordingtothecharacteristicsofchemicalproductionunitsꎬinordertooptimizeproductionoperationcontrolꎬmutualcommunicationofthereal ̄timemonitoringdataofeachproductionunitisneededtoeliminatetheinformationislandandformaunifieddatabase.Throughthephosphorousslurryflotationtechnologytransformationprojectꎬthereal ̄timecommunicationbetweendistinbutedcontrolsystem(DCS)ofmaincontrolroomandremoteprogrammablelogiccontroller(PLC)ofautomaticfilterpressisstudied.AccordingtothedataexchangeprincipleofModbuscommunicationprotocolandPLCModbuscommunicationsettingsandbasicconfigurationmethodofDCSꎬthecommunicationbetweenremotePLCandmaincontrolDCSisrealized.TherealizationprocessofcommunicationbetweenABBDCSandSIEMENSPLCbasedonModbusprotocolisexpoundedindetail.Thefeasibilityofthiscommunicationmethodisverifiedinpracticalapplicationꎬanditcansatisfythecommunicationofcontrolunitswithsmallamountoftransmitteddata.UsingthecontrolequipmentofdifferentmanufacturerstoexchangedatathroughMODBUSprotocolꎬrealizingcentralizedmonitoringnotonlyfeaturessmallerinvestmentbutalsoiseasytoimplement.Thesuccessfulapplicationofthisprojectplaysanauxiliaryroleinoptimizingproductionoperationcontrolꎬandisareferenceandpromotionroleforothersimilarprojects.Keywords:DCSꎻPLCꎻModbusprotocolꎻCommunicationꎻDataexchangeꎻSystemconfiguration0㊀引言可编程逻辑控制器(programmablelogiccontrollerꎬPLC)作为一种广泛使用的控制系统ꎬ往往用于小单元装置和关键设备机组的控制ꎬ可形成独立的通信控制单元网络ꎮ对流程化生产装置而言ꎬ需要生产装置各单元数据信息的互通互连ꎬ形成统一的生产操作控制体系ꎮ本文通过对Modbus通信协议数据交换原理的研究ꎬ利用数据通信的方法实现远程PLC与主控分散控制系统(distributedcontrolsystemꎬDCS)的通信ꎮ磷矿浆浮选技术改造项目自动压滤机装置控制系统使用西门子S7 ̄200PLC为核心的逻辑控制系统ꎬ采用Modbus_RTU通信协议建立与ABBFreelance2000DCS之间的通信ꎬ把PLC数据引入到DCS操作画面进行监控ꎮ1㊀系统配置及通信系统组成1.1㊀系统配置磷矿浆生产主装置控制系统选用ABBFreelance2000(AC800F现场总线版)ꎬ配置了冗余的以第1期㊀DCS控制系统与S7 ̄200PLC的通信实现及应用㊀赵劲松ꎬ等太网模件E813E㊁Profibus ̄DP模件FI830F和串行接口模件FI820Fꎮ自动压滤机装置控制系统采用的PLC为SIEMENS(西门子)SIMATICS7 ̄200ꎬCPU为226CNꎬ分别配置2块DI/DO扩展模块(EM223)㊁1块AI模块(EM231)组成ꎮ西门子S7 ̄200CPU ̄226CNPLC支持2个RS ̄485通信/编程口ꎬ具有点对点(pointtopointꎬPTP)通信协议㊁MPI通信协议和自由方式通信能力ꎮPort0通信口支持ModbusRTU协议ꎬ成为ModbusRTU从站ꎮ此功能是通过S7 ̄200的自由通信口模式实现ꎮ1.2㊀通信系统组成1.2.1㊀Modbus通信协议简介Modbus协议为MODICON公司产品ꎬ是全球工业领域最流行的通信协议之一ꎮMODBUS协议已经基本被工业自动化设备ꎬ包括PLC㊁DCS㊁智能仪表等作为通信标准[1]ꎮ不同生产制造商的检测控制设备均能够通过此MODBUS协议进行数据交换ꎬ实现集中监控ꎮ1.2.2㊀通信系统硬件组成和连接方式磷矿浆生产主装置DCS的控制器AC800F单元使用了冗余的以太网模件E813E㊁Profibus ̄DP模件FI830F和串行接口模件FI820Fꎮ其中ꎬ以太网模件E813E用于连接操作员站和工程师站ꎮProfibus ̄DP模件FI830用于控制器与S800I/O站连接ꎬ进而对主装置的现场数据进行采集ꎮPLC与DCS的通信连接如图1所示ꎮ图1㊀PLC与DCS的通信连接图Fig.1㊀CommunicationconnectionbetweenPLCandDCS2㊀通信设置和基本组态①在PLC作为从站ꎬ对于S7200串口通信的组态ꎬ先用MBUS ̄INIT指令使能和初始化Modbus通信ꎬ其只在第一个循环周期内执行一次[2 ̄3]ꎮ编程时使用SM0.1调用子程序MBUS_INIT指令进行初始化从站ꎬ并指定相应参数ꎮ初始化从站框图如图2所示ꎮ图2㊀初始化从站框图Fig.2㊀SlavestationinitializationMode:输入数值选择通信协议ꎻ当设置为1时ꎬ将PLC的端口0指定为Modbus协议并启用协议ꎻ当设置为0时ꎬ将PLC的端口0指定给PPIꎬ并禁止Modbus协议ꎮAddr:指定PLC的从站地址ꎬ取值1~247ꎮBaud:波特率设置ꎬ可选1200㊁2400㊁4800㊁9600㊁19200㊁38400ꎮParity:奇偶校验ꎬ设置与Modbus主站奇偶校验一致ꎮ0=无校验ꎻ1=奇校验ꎻ2=偶校验ꎮDelay:附加字符间延时ꎬ默认值为0ꎮMaxIQ:参与通信的最大I/O点数ꎬ默认值为128ꎮMaxAI:参与通信的最大AI寄存器数目ꎬ0~32间数值设置ꎮ32用于CPU224㊁CPU226ꎮMaxHold:参数设置Modbus地址为保持寄存器数目(VW)ꎮHoldStart:参数为保持寄存器的起始地址(VB)ꎮDone:初始化成功后置1ꎮError:错误代码ꎬ0=无错误ꎮ②编程时使用SM0.0调用MBUS_SLAVE指令ꎬ用于服务来自Modbus主站的请求ꎮ调用命令必须在每个循环周期都执行ꎬ以便检查和相应Modbus请求ꎮ组态设置如图3所示ꎮ15自㊀动㊀化㊀仪㊀表第40卷图3㊀组态设置图Fig.3㊀ConfigurationsettingsDone:当MBUS_SLAVE指令响应Modbus请求时Done输出接通ꎬ没有服务请求时断开ꎮError:输出包含该指令的执行结果ꎮ③从站地址与S7 ̄200的地址对应ꎮModbus地址是以00001㊁30004的形式出现ꎮModbus与S7 ̄200数据存储区对应关系如表1所示ꎮ表1㊀Modbus与S7 ̄200数据存储区对应关系Tab.1㊀CorrespondencebetweenModbusandS7 ̄200datastoragearea序号ModbusS7-200数据区100001~0012800001~00128200001~0012810.0~I15.7330001~30032AIW0~AIW62440001~4ˑˑˑˑT~T+2ˑ(ˑˑˑˑ ̄1)㊀㊀表1中:T为S7 ̄200中缓冲区的起始地址ꎬ即HoldStart④ABBDCS的通信参数组态ꎮ在系统硬件中插入串行接口模件ꎬ并设置ModbusRTU的通信参数ꎮModbusRTU串口通信的基本参数包括[3]:波特率㊁数据位㊁停止位和奇偶校验ꎮ其中ꎬ波特率表示的是传输速率ꎬ数据位一般默认为8位ꎬ停止位一般设为1位ꎬ奇偶校验可选择无奇偶校验㊁奇校验或偶校验ꎮ对于挂在同一条ModbusRTU串口通信总线上的所有节点来说ꎬ这些基本参数都必须一致ꎮ⑤ABBDCS中读取PLC通道数据的组态ꎮ在系统项目树中的FBD组态中插入MODBUS主读多个线圈模块ꎬ并设置Modbus的通信参数ꎮ设置参数包括:从站地址㊁读取从站输入㊁输出数据类型㊁数据长度等ꎮ通过ABBCBF编程软件中的FBD功能图块读取到PLC的通信数据并进行转换ꎬ在人机界面上显示ꎮ3㊀数据交换原理MODBUS串行通信协议规定了消息㊁数据结构㊁命令和应答的方式ꎮ数据通信采用主从方式ꎬ主站发出数据请求消息ꎬ从站接收到正确消息后就可以发送数据到主站以响应请求ꎻ主站也可以直接发送消息修改从站的数据ꎬ实现双向读写[4]ꎮ主 ̄从查询回应周期如图4所示ꎮ图4㊀主 ̄从查询回应周期示意图Fig.4㊀Master ̄slavequeryresponseperiodtable4㊀结束语ModbusRTU通信技术成熟可靠㊁开放透明ꎬ企业应用门槛低ꎬ组态方便㊁灵活ꎮModbus协议在化工企业中DCS与PLC通信得到广泛应用ꎮ但其也有缺点:传输数据量大时ꎬ通信速度很慢ꎬ满足不了生产要求[5]ꎮ如果应用ModbusTCP/IP协议ꎬ通过以太网通信可极大提高传输速率ꎬ应用更为简便ꎮ从磷矿浆尾矿自动压滤装置S7 ̄200PLC与Freelance2000的通信情况来看ꎬ系统一直稳定可靠ꎬ数据显示㊁报警均正常ꎮ操作人员不仅可以很方便地在DCS操作画面上看到压滤机的各运行参数ꎬ而且可以在DCS上操作㊁查看各参数的历史记录(包括数字量及模拟量)ꎮ利用这一功能ꎬ还能有效地对压滤机跳停事故进行调查分析ꎮ该系统对优化生产操作控制起到辅助作用ꎬ对其他类似项目具有借鉴和推广作用ꎮ参考文献:[1]高鸿斌ꎬ孔美静ꎬ赫孟合.西门子PLC与工业控制网络应用[M].北京:电子工业出版社ꎬ2006:129 ̄133. [2]李桢.DCS与PLC的Modbus协议通信在石油化工厂的应用[J].计算机应用与软件ꎬ2009ꎬ26(4):185 ̄187[3]沈林晖.ModbusRTU串口通信在工业自动化系统中的应用[J].化工自动化及仪表ꎬ2014ꎬ41(2):207 ̄211. [4]刘小斌ꎬ徐立平ꎬ路建强.基于Siemens通信模块的MODBUSRTU免驱动通信[J].工业仪表与自动化装置ꎬ2015(4):81 ̄82. [5]董宗祥ꎬ张洋ꎬ石红瑞.Modbus通信协议在海上采油平台控制系统中的应用[J].石油化工自动化ꎬ2009ꎬ45(5):60 ̄63.25。
基于PROFIBUS-DP的S7-300与SUPCONDCS的通讯

A b s t r a c t I no r d e rt oi mp r o v et h ec e n t r a l i z e dc o n t r o l a b i l i t yo f 牞 b yu s e i n gt h eP R O F I B U S - D Pf i e l d b u sc o mu n i c a t i o np r o t o c o l 牞 t a k i n g S 7 - 3 0 0 P L Ca ss l a v es t a t i o no ft h ec o n t r o l s y s t e ma n dS U P C O NJ X - 3 0 0 XD C Sa sma s t e rs t a t i o no ft h ec o n t r o l s y s t e m. B y u s i n gP R O F I B U S - D P ma s t e ri n t e r f a c ec a r d 牗 S P 2 3 9 D P 牘 牞 t h r o u g hh a r d w a r ea n ds o f t w a r ec o n f i g u r a t i o na n ds e t t i n g s . T oa c h i e v e b o t hc o mu n i c a t i o n 牞 a t t h es a met i met h i sc r o n t r o l s y s t e ma b l et or e f l e c t t h es u p e r i o r i t yo f t h ef i e l d b u s . K e y w o r d s 牶 S 7 - 3 0 0P L C 牞 P R O F I B U S - D P 牞 Ma s t e rI n t e r f a c eC a r d 牞 S U P C O NJ X - 3 0 0 XD C SC o mu n i c a t i o n
Siemens S7-300 PLC与SmartWire-DT系统的通信初始化教程说明书

Application of SmartWire-DT® How to use SmartWire-DT on PROFIBUS® DP using a Siemens® S7-300 PLCApplicationThis application note will describe how to initialize a Siemens S7-300 PLC to communicate to a SmartWire-DT system using the EU5C-SWD-DP SmartWire-DT PROFIBUS DP gateway. This will detail the steps needed to set up the PLC using Simatic® S7 PLC programming software.Beginning a New ProjectDo not use the Wizard tool for this but follow the instructions below instead. Give project a name and click Insert->Station-> SIMATIC 300 Station.Highlight the name of the project, and double-click on the PLC under the tree.Click on "Hardware" to bring up the hardware configuration Manager.Setting up New Hardware ConfigurationIn Hardware Configuration Window, make sure you can view the catalog with View->Catalog.In the catalog, select SIMATIC 300->RACK-300 and drag the Rail element onto the configuration window. With Rail in place, select PLC by clicking through SIMATIC-300-> CPU-300->CPU315-2-PN/DP->6ES7 315-2EH13-0AB0->V2.6Double click on V2.6 to add. This will bring up the box below. For this example, please note that IP address of the sample PLC used is 192.168.0.1.Right click on Slot 2 X1 of the new PLC on the rail and select Object Properties.In Object properties, change the interface type to PROFIBUS. This will pop up a new window.In the PROFIBUS interface window, Parameters tab, select NEW and press OK in the window that opens. Set the address in this window to designate the master address on the PROFIBUS network. Usually this is set to “1” if nothing is hooked upstream of this PLC.In the Properties MPI/DP window, make sure that under the Operating Mode tab DP master is checked.Also, set a time interval for Synchronization under the Clock tab. Hit OK to close out of properties.Click on Options-> Configure Network to open network configuration. S7 will ask if you want to write this data to the PLC, click OK. It will ask about Message Number Assignment, use "Assign CPU-oriented unique message numbers“Setting up Networking and Connecting to GatewayAs with Hardware, make sure you can view the Catalog with View-> Catalog. Click on the MPI/DP division of the PLC representation on the screen.In the Catalog, select: PROFIBUS DP-> Additional Field Devices-> SWD-Assist -> the GSD that you created in SWD-Assist. It should bring up a window asking what address you want this to be. (See MN05013002Z for instructions on exporting GSD fields from SWD-Assist)Select Network-> Save and Compile from the menu and choose “Assign CPU-oriented unique message numbers” if it did not come up before.Downloading the ProgramSelect PLC->Download to Current Project->Selected Stations and click Yes when it tells you it will overwrite the existing configuration data. The Download to Module window may pop up at this point telling you that the PLC name has been changed. This is okay, so press "Ok"Note: If in Network Manager, this is all you need to do. The program can also be downloaded using the hardware manager. Instructions for this are on the next page.Perform steps as before, but now it will ask the node you want to download to. Select the target module (it should be the only one of the list) and when the "Select Node Address" window comes up, press the "View" button so the IP address of the PLC comes up in the Accessible Nodes window. Highlight this and press OK.If all goes well, the DC5V and Run lights on the S7-300 CPU should be green with nothing else lit. If the BF1 and SF lights are flashing, there is something wrong with the networking. Check the GSD file you loaded against the hardware and make sure the address DIP switches on the adapter are set correctly.Supporting DocumentationManual Name Reference NumberSmartWire-DT Gateway Manual MN05013002ZSmartWire-DT System Manual MN05006002ZSmartWire-DT Units Manual MN05006001ZAdditional HelpIn the event additional help is needed, please contact the Technical Resource Center at 1-877-ETN-CARE or 1-877-326-2273.All other supporting documentation is located on the Eaton web site at /smartwiredtSmartWire-DT and SWD-Assist are registered trademarks of Eaton Corporation.Siemens and Simatic are registered trademarks of Siemens Aktiengesellschaft.PROFIBUS is a registered trademark of PI North America.All other trademarks are property of their respective owners.Publication Number AD05006003E / TSJJanuary 2012。
DCS系统与PLC系统通讯故障分析

DCS系统与PLC系统通讯故障分析摘要:DCS系统与PLC联锁系统通讯的运用在工业界的地位极为重要,若DCS系统与PLC联锁系统通讯出现了故障中断,那么就会导致部分的数据丢失,影响整个运作的过程。
当发生此类情况时要及时做出故障判断,找出原因,针对故障终端的原因采取相应的措施,消除对应故障,使控制系统安全可靠的运行,降低给企业带来的损失。
关键词:DCS;PLC;通讯故障引言从目前各个项目的执行情况来看,大多数是公用系统与主机间的通讯问题。
小系统往往是容易忽略的部分,需要设计院统筹规划。
现在网络通讯协议繁多,各厂家的接口型号也很多,如不能提前规划,极易给现场的调试带来技术、工期、和经济风险。
建议在DCS设备在出厂前做一次与外围系统的通讯的测试。
1.DCS与PLC控制系统的特点比较DCS与PLC控制系统明显的差别在于,其内核实现的方式是不一样的,其中DCS系统的程序是通过调用编译后的代码程序来实现运行的,而PLC控制系统的程序则是通过编译后对语句代码的顺序扫描来实现运行的。
在对模拟量的处理功能上,DCS控制系统要强于PLC控制系统,而在对开工处理量速度方面,PLC控制系统快于DCS控制系统。
随着科学技术的快速发展,DCS技术和PLC技术也在不断的互相学习和借鉴,如今高端的PLC控制系统和DCS控制系统的差别正在逐渐缩小,只是在侧重点上有所差别,导致了功能上存在一些不同。
在网络方面,DCS控制系统的网络通常会应用双总线、环形或双重星形拓扑结构,具有良好的可扩展性,可以接入非常多的节点数量。
通过应用这样的设计方式,能够让系统可以灵活的增加新的节点,同时还会让系统处于一种比较轻的通信负荷状态,这样可以有效的提升系统的实时性和可靠性。
另外,由于在系统网络的实际运行中,各节点之间会进行频繁的数据交换,为了防止这种情况影响到系统的正常运行,还要求系统网络要具备非常好的在线网络重构功能。
由于DCS系统在整体设计时,预留了很多的可扩展性的接口,使该系统进行外接或者是扩展都非常便利,但这样使其的成本非常高。
dcs与s7
dcs与s7
pcs7与s7-300用dp通讯,通讯没有问题。
s7-300有上位机是wincc,怎样能使pcs7通过通讯可以控制s7-300中的一个模拟量数据,而且wincc中也可以对同一个模拟量变量进行读写,也就是pcs7和wincc同时控制s7-300plc中的同一个模拟量的读写。
而且,pcs7或wincc中任意一方更改了这个变量的值时,另一方自动刷新。
问题补充:
注意:pcs7中的画面与wincc是属于同一级别,同时都能对s7-300中的程序进行控制;但无论哪一方进行了操作,另一方都能知道。
最佳答案
把pcs7和wincc的控制命令写入到同一中间地址,然后将中间地址的数据再move到模拟量输出数据即可。
读的话还是读该中间变量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何实现西门子S7-300 PLC与DCS控制系统的通信•一、引言现代工业的迅速发展,不断促进着自动化控制技术及设备通信技术创新的发展。
当前,PLC、DCS、智能仪表等已广泛应用到现场生产控制系统中,并发展到由上述设备相互协同、共同面向整个生产过程的分布式工业控制系统。
在此系统中,现场总线通信技术至关重要。
本文就某水利站分布式控制系统项目,介绍上海泗博自动化的Modbus转Profibus-DP协议网关设备的应用。
二、系统组成1、系统结构本系统构成如图1,其中略去了西门子S7-300PLC之外的其它现场级控制设备。
系统上位机采用横河CS3000型DCS集散控制系统,实现对整个水利项目进行集中监控。
下位机之一采用的是西门子S7-300系列PLC,实现对现场各种智能仪表,包括现场电机、智能开关、变频器、传感器等执行、检测设备的启停控制、信息采集等操作。
图1 系统结构在上图所示系统结构中,现场各种智能仪表(采用的是Modbus协议或者各种非标协议,接口为RS485、RS422或者RS232)都能够通过上海泗博自动化的通用串口(Modbus/RS485/RS422/RS232)转Profibus-DP网关PM-160连接到西门子S7-300PLC。
此时,网关PM-160在串口侧的协议类型为Modbus主站或者通用模式。
横河DCS对西门子S7-300PLC的数据采集和监控同样需要使用上海泗博自动化的通用串口(Modbus/RS485/RS422/RS232)转Profibus-DP网关PM-160,此时,网关PM-160在串口侧的协议类型为Modbus从站。
2、通信网络组成2.1 Profibus协议简介PROFIBUS 是目前国际上通用的现场总线标准之一,以其独特的技术特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,已成为最重要的和应用最广泛的现场总线标准。
PROFIBUS 现场总线通讯协议包括三个主要部分:• PROFIBUS DP:主站和从站之间采用轮循的通讯方式,主要应用于自动化系统中单元级和现场级通信。
• PROFIBUS PA:电源和通信数据通过总线并行传输,主要用于面向过程自动化系统中单元级和现场级通讯。
• PROFIBUS FMS:定义了主站和主站之间的通讯模型,主要用于自动化系统中系统级和车间级的过程数据交换其中,PROFIBUS-DP 是高速网络,通讯速率达到12M。
PROFIBUS-DP 可以连接远程I/O、执行机构、智能马达控制器、人机界面HMI、阀门定位器、变频器等智能设备,一条PROFIBUS-DP 总线可以最多连接123 个从站设备。
PROFIBUS-DP 的拓扑结构可以是总线型、星型和树型,通讯介质可以是屏蔽双绞线、光纤,也支持红外传输,采用双绞线时,不加中继器最远通讯距离可达1.2 公里,最多可以采用9 个中继器,最远通讯距离可达9 公里。
采用光纤时,最远通讯距离可达100 公里以上,其中采用多膜光纤,两点间最远距离可达3 公里,采用单膜光纤时,两点间最远距离可达3 公里。
2.2 Modbus协议简介Modbus协议是一种适用于工业控制领域的主从式串口通讯协议,它采用查询通讯方式进行主从设备的信息传输,可寻址1-247个设备地址范围。
协议包括广播查询和单独设备查询两种方式,二者区别就是广播查询不需要从设备回应信息,主、从设备查询通讯过程见图2:图2 Modbus主、从设备查询响应Modbus协议常用功能码如图3所示:图3 Modbus协议常用功能码Modbus协议有两种传输模式:ASCII模式和RTU模式。
同波特率下,RTU模式较ASCII模式能传输更多的数据,所以工业网络大都采用RTU模式。
RTU模式下的信息传输报文格式如图4:图4 Modbus RTU信息报文格式•它没有起始位和停止位,而是由至少3.5个字符间隔时间作为信息的起始和结束标志。
信息帧所有字符位由16进制字符0-9、A-F组成。
Modbus RTU通讯协议帧结构:图5 RTU通讯协议帧格式Modbus RTU方式主站读取从站寄存器数据示例:主设备查询。
图6 主设备查询格式Modbus RTU方式主站读取从站寄存器数据示例:从设备响应。
图7 从设备响应格式2.3 网络构成及硬件介绍如图1所示,在该系统设计中有两个网络使用了上海泗博自动化的Modbus转Profibus-DP网关PM-160。
网关在这两个网络中的作用不一样,其中:在上层网络中(建立西门子S7-300PLC和横河DCS连接通信),Modbus转Profibus-DP网关PM-160在Modbus侧做Modbus从站,在Profibus-DP侧做从站,建立Profibus-DP主站(西门子S7-300 PLC)和Modbus主站(横河CS3000)的通信。
DCS通信部分采用横河型号为ALR121的通信模块,并配套横河提供的Modbus通信软件包,该通信模块最大通信数据容量为4000字。
通过上海泗博自动化的网关配置软件对PM-160进行相关配置,将DCS的读、写指令及数据做相应转换、存储,并映射到西门子PLC的输入、输出映像区,以实现对上下位机控制信息的实时传输。
在下层网络中(建立西门子S7-300PLC和现场智能仪表的连接通信),Modbus转Profibus-DP网关PM-160在Modbus侧做Modbus主站,在Profibus-DP侧做从站,建立Modbus从站(现场各种智能仪表(现场电机、智能开关、变频器、传感器等))与Profibus-DP主站(西门子S7-300PLC)的通信。
串口网络(现场智能仪表)设备接口为RS485或者RS232,它们都可以通过上海泗博自动化的Modbus转Profibus-DP 网关PM-160实现与西门子S7-300PLC的连接通信。
其中,通过使用网关的配套配置软件对PM-160进行相关配置,将需要采集的从站设备信息通过网关读、写命令及数据转换、存储,映射到西门子PLC的输入、输出映射区,以实现PLC对现场智能仪表数据的采集和监控。
三、Modbus转Profibus-DP网关PM-160的配置PM-160是通用型Modbus/RS485/RS422/RS232到Profibus-DP的协议转换网关,在网关RAM中建立了Modbus/RS485/RS422/RS232到Profibus-DP的映射数据区,由软件实现Modbus/RS485/RS422/RS232到Profibus-DP的协议转换和数据交换。
凡具有RS485/422/232接口的设备(Modbus协议或者非标协议)都可以通过PM-160与现场总线Profibus-DP互联。
其中,PM-160在与Profibus-DP通讯是作为Profibus-DP 从站,PM-160在与串口设备通信时,可以作Modbus主站、Modbus从站,也支持与非标串口设备实现数据透明传输。
通过在西门子STEP7中注册网关PM-160的GSD文件,即可在该编程软件中对该网关进行相关硬件和软件配置,完成相应的通讯功能。
请见如下详细的硬件和软件配置方法:1、Modbus转Profibus-DP网关PM-160的硬件配置PM-160的Profibus-DP从站地址可以通过网关的硬件旋码开关或者配置按钮来设置。
旋码开关有两位,左侧位设置地址高位(十位),右侧位设置地址低位(个位)。
通过拨码开关可设置网关PM-160处于正常运行状态或者配置状态。
当PM-160处于配置状态时,用户可通过配套配置软件设置相关读写命令和参数。
PM-160自带标准Profibus-DP接口,用户可使用标准Profibus-DP连接头和标准的Profibus-DP电缆将其连接至Profibus-DP现场总线中。
PM-160提供RS485/422/232三种串口,Modbus从站、主站设备以及用户非标串口设备可以通过这三种接口实现与网关PM-160的连接通讯。
PM-160没有内置终端电阻,在进行RS485通信时,请注意在RS485总线终端各添加一个终端电阻(120欧姆)。
2、Modbus转Profibus-DP网关PM-160的软件配置1) 使用配套软件设置PM-160的现场总新和子网相关参数和命令通过拨码开关将PM-160设置为配置状态,打开安装的配置软件当实现PLC与DCS通信时,子网协议类型设置为Modbus从站,并设置串口通信波特率、数据位、奇偶校验位、停止位、PM-160作为Modbus从站的地址、通信接口。
其中,串口通信波特率、数据位、奇偶校验位、停止位的设置应该和所连接的Modbus 主站设备(DCS)一致;图8 PM-160在Modbus侧作Modbus从站(连接PLC和DCS)当实现PLC与Modbus设备通信时,子网协议类型设置为Modbus主站,并设置串口通信参数、通讯传输模式、通信接口等。
其中,串口通信参数的设置应该和所连接的Modbus从站设备一致:图9 PM-160在Modbus侧作Modbus主站(连接PLC和Modbus从站)•其中,图9中的“节点-1”表示连接的从站设备地址为1,配置了“读保持寄存器”和“预置多个寄存器”两条命令,表示网关读取了从站对应地址的数据,并且能够输出数据到Modbus从站设备,命令配置方法如下:图10 PM-160在Modbus侧作Modbus主站(命令配置)Modbus寄存器起始地址:用户输入目标采集数据的Modbus寄存器起始地址;数据个数:目标数据的寄存器个数或者线圈条数;内存映射起始地址:Modbus从站设备数据的对应内存缓冲区地址。
当实现PLC与非标协议设备通信时,子网协议类型设置为通用模式,并设置串口通信参数、控制方式、通信接口等。
其中,串口通信参数的设置应该和所连接的非标串口设备(现场智能仪表)一致:PM-160支持的通用模式即透明传输模式,用户可通过数据中的数据长度和事务序列号以判断数据完整性和是否是一帧新的数据。
图11 通用模式2) 在STEP7中对网关M-160进行组态设置在STEP7的硬件组态界面,导入PM-160对应的GSD文件,把PM-160的配置文件添加到STEP7的设备配置库中。
用户可在硬件组态界面找到注册的设备:Catalog->PROFIBUS DP->Additional FieldDev ic es->General->CONVERTER->PM-160。
图12 组态界面将PM-160添加到STEP7的组态页面后,可以插入相应的数据块进行映像区地址映射。
PM-160提供的数据块如下:图13 PM-160提供的数据块推动需要的输入输出数据块到网关对应的槽位。