金刚石绳锯在线切割废旧建筑中残铁技术的探索与应用
金刚石串珠绳锯切混凝土的锯切力及串珠磨损研究
金刚石串珠绳锯切混凝土的锯切力及串珠磨损研究作为一种常用的现代工程结构建筑材料,混凝土在房屋、桥梁、隧道、机场、矿井等方面应用极其广泛。
随着混凝土的广泛应用,混凝土的切割也成为一个庞大的产业,特别是二战以后世界各国经济快速发展,在房屋建筑、道路桥梁等行业投入巨资建设,混凝土的切割技术也随之快速发展并逐渐成熟起来。
利用金刚石串珠绳切割混凝土是金刚石工具切割中的一种新技术。
金刚石串珠绳锯可根据工作场合任意调节切割方向和钢丝绳的长度,故切割的深度也是任意的。
采用该切割技术,使一些超大型的混凝土结构拆卸、特殊环境中的混凝土结构处理等难题迎刃而解。
因此该技术具有良好的应用前景,但是相对于圆盘锯加工混凝土的研究而言,对于金刚石串珠绳锯切混凝土的研究则并不多见。
本论文以烧结金刚石串珠绳为工具,以素混凝土及含钢筋混凝土为研究对象,首先研究了不同加工参数、锯切长度以及混凝土结构对锯切力的影响规律,在此基础上,跟踪研究了金刚石串珠随锯切过程的磨损变化规律。
全文主要研究结果概述如下:1、随着串珠绳进给速度Vf的增加,锯线线速度Vs的减小,切向锯切力Ft及法向锯切力Fn随之增大。
随着锯切长度W的增加,锯切力也随之增加。
锯切力经验公式表明,锯切长度W与进给速度Vf对锯切力为正影响,而线速度Vs为负影响。
三个因素中,线速度Vs对锯切力的影响程度最大。
2、钢筋的加入,对于串珠绳锯切过程中的锯切力影响并不太大,但是当串珠绳锯切到有钢筋的位置时,其锯切力会相应地有所减小。
3、金刚石串珠的直径,经过初期的快速磨损后,进入平稳磨损期。
串珠前端的直径磨损较串珠中端及末端的直径磨损会更快些。
整个串珠呈现为锥度化磨损。
4、经过开刃后,串珠表面的金刚石磨粒的出刃高度大约为80μm,约占磨粒粒径的20%。
随着加工过程的进行,磨粒的出刃高度逐渐从80μm减小并保持在60μm。
5、串珠表面金刚石磨粒可分为:初露、完整、磨平、微破碎、宏观破碎、脱落6种形态。
金刚石绳锯的最新进展-

金刚石绳锯的最新进展公布日期: 2009年7月10日信息来源: 中国超硬材料网评论: 0条进入商圈摘要:金刚石绳锯已经在石材切割和建筑工程领域得到了广泛的应用, 一些新工艺和新方法被用于制作金刚石绳锯。
采纳串珠自动冷压成型技术, 串珠热等静压技术, 使生产效率得到大幅度提升, 制作成本大幅下降;钎焊技术和金刚石定向排布技术提升了金刚石绳锯的综合性能。
利用这些技术制作高性能的小直径绳锯和工程建筑用绳锯进一步扩展了绳锯的使用范围。
1、前言金刚石绳锯作为一种柔性超硬材料切割工具, 从面世至今, 已有40多年的发展历史, 从最初的电镀技术, 发展到以烧结、钎焊技术为主流的制造技术;从只能切割软质石材到广泛应用于花岗岩矿山的荒料开采、钢筋混凝土或金属结构件的切割, 在制造技术推陈出新的同时, 应用范围也越来越广。
目前国产金刚石绳锯的综合性能已经接近国际先进水平, 且造价低廉, 完全能够满足国内石材矿山开采和板材加工业的需求, 甚至有许多企业生产的绳锯产品已开始大量出口欧美等西方国家。
随着金刚石绳锯机械及金刚石绳锯切割技术的快速推广使用, 我国石材荒料开采已进入金刚石绳锯时代, 金刚石绳锯制造企业得到了空前的发展。
如国内某公司2007 年金刚石绳锯产量已达3万多米, 产值1500万元, 盈利300多万, 相对上一年度, 产量、产值、利润等指标都实现了翻番的目标。
国内金刚石绳锯制造企业通过自主革新, 推动了国内金刚石绳锯技术的快速进步, 为金刚石绳锯的进一步推广使用奠定了坚实的基础。
2、金刚石绳锯的制作新工艺随着金刚石绳锯使用量的增长和应用面的不断扩展, 金刚石绳锯的生产技术也在不断地进步, 为了顺应国内外市场急剧发展的形势, 赶上国际先进水平, 国内一些公司近几年不断引进新设备, 研究应用新技术, 在生产规模不断扩展的同时, 产品质量、生产效率也大幅度提升, 而制作成本却在不断下降。
2.1 制粒及容积式自动冷压工艺目前国内绳锯生产厂家普遍采纳不制粒的粉末进行手工冷压串珠生产, 生产效率低, 产品质量易受人为因素影响, 且工作环境粉尘多, 不利于人体健康。
一种新的金刚石绳锯系统的开发及其在建筑施工中的应用效果
0 引言
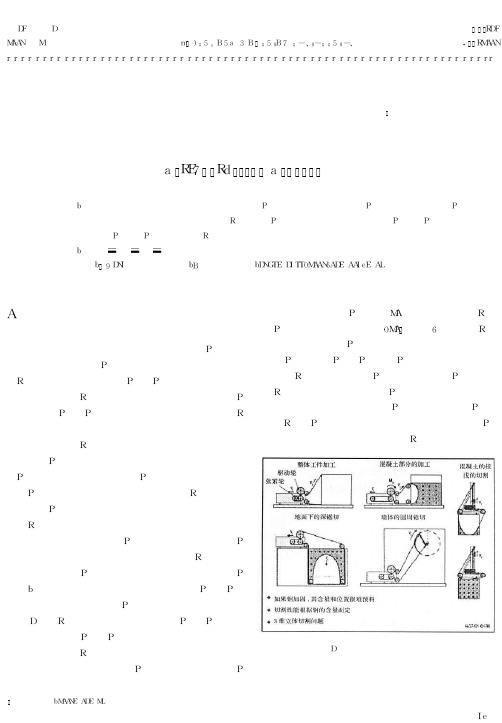
建筑 材料在 现代 人们 的生 活中 非常 重要 , 根据 在 建筑 物中 的特殊 应用 , 大 量具 有不 同性 能的材 料被 使 用. 由 于建 筑物 必要 的修 改 , 因 此, 必须 使用直 线工 具 来加 工这 些材料 . 在 精度 要求 不是 很重 要的 情况 下 , 绳锯 在金 属 , 石 材, 混 凝土 的切 割中 具有 广泛 的用 途 . 典型 的 应用 领 域是 石 材荒 料 的 开 采和 工 业 建筑 工 地 的各 种切 割任务 . 目 前, 工业建筑领域中使用的 设备通常尺寸较 大, 其不 利 于周 围 环境 的 改 善 , 特 别是 操 作 上还 不 够 理想 , 其原 因是 那些 不必 要的 笨重 的设 计 . 为 了解 决 这些 问题 , 本项 目的 主要 研究 目标 是开 发较小 的绳 锯 系统 . 为了 详 细 说明 对 设 备 , 工 具和 控 制 装置 的 要 求 , 我们 必须 对绳锯 的整 个应 用过 程进 行分 析 . 根 据不 同 的实 际 应用 情 况 , 绳锯 加 工 的 过程 也 随 之发 生 变 化 , 例如 : 可能 会同 时需 要垂 直切 割和 水平 切割 , 而且 , 切 割位 置和 切割方 法也 不同 , 一 些典 型的 绳锯应 用实 例 如图 1 所 示. 由 于这 些不 同应 用的 变化 , 因此 , 设备 必 须更 具 有通 用 性 , 并且 , 研 究 工 作 的重 点 放 在了 开 发 较小 的绳 锯系统 . 根 设 备 和工 具 的 要 求 , 就需 要 重 量轻 的 设 备 ,
1 . 2 进给 动力 系统 迄今 为止 , 绳锯 设备 只装 有液 压缸 以使绳 锯存 放 系统 运 转 , 这种 设 计模 式 的 明 显缺 点 是 : 需 要一 个 能 量足 够 大 , 并且 有 非柔 性 液 压 管的 单 独 的液 压 动 力 . 对于 进给 动力决 定采 用液 压解 决方 案 . 而对于 在绳 锯 锯切 过 程中 发 现不 利 情况 时 可 以 进行 纠 正 操作 的 电 进给 动 力还 没 有进 行 研 发 , 因 此, 需要 一 个 全新 的 研 究方 案 . 1 . 3 绳锯 存放 系统 在研 发的这 一阶 段 , 讨论 了各 种样 式的绳 锯存 放 系统 , 主 要 的问 题 是 , 驱 动 皮 带 轮转 动 1 是否 能 通 8 0 � 过摩 擦力 把转矩 的圆 周力 传送 给绳 索 , 由于锯 切绳 锯 和橡 胶 驱动 轮 之间 的 摩 擦 系数 还 不 十分 清 楚 , 因 此, 计算 是根 据现有 设备 已知 的力 和尺 寸 , 如图 2所示 . 从反 转 驱动 轮 ( 和 �� 开 =2 0 0 =1 8 0 � =5 6 0 � � ��, � �) 始计算 , 传 送的 额定 功率 �= 6 结果 , 绳锯 存 . 0 5 0 � �. 放系 统 这种 设 计 模式 必 须改 变 , 摩擦 系 的结果 ( � ) 只能 作为 一个参 考值 , 而 且实 际应 用中 较高 . 2 . 1 绳锯 设计 第 一 条 小 直 径金 刚 石 绳 锯 采 用 5 �� 的 金 刚 石串 珠 , 塑 料固 结 , 串珠之 间没 有弹 簧 , 在切 割试 验时 , 由于 固 结 材料 的破 损而 断裂 几次 . 对 于硬 度较 高 , 锯 切时 有 特 殊 要求 的 钢筋 混 凝 土 , 我 们重 新 制 作了 模 具 , 生产 了 新的 能承 受高 切削 力的 孕镶 金刚 石串 珠 . 经 过对 上述 设计 问题 的考 虑 , 提 出了 如图 4所 示 的( 主动 力 系统 , 进 给 动力 系 统 , 绳 锯的 存 放 系统 ) 第 一 套方 案是 可能 的 . 绳 锯存 放系 统的 某个 部分 必须 作 一 定的 倾斜 , 以确 保弯 曲部 分都 能通 过 . 设备 原型 由 进 给动 力系 统和 一个 薄金 属架 组成 .
金刚石绳锯锯切金属构件的研究

金刚石绳锯锯切金属构件的研究德国汉诺威大学生产工程与机床学院 H.K.Tnshoff,T.Friemuth, H.Hillmann Apmann摘要近年来,在天然石材和建材特别是在较厚的材料或用其它工具难以接近的零件加工领域,绳锯切割已有许多应用。
在20世纪80年代,有少数公司用金刚石绳锯进行金属切割取得了一定成功。
金刚石绳锯切割仅限于低碳钢型材的切割,如海底输气/输油管。
切割纯钢材料是新的应用领域,如核电站或海底构件的维修。
此类特殊切割任务要求开发合适的金刚石工具。
本文论述了金刚石绳锯切割的基本原理,讨论了金刚石绳锯切割金属构件的基本情况,并详细描述了工具和工件间的相互作用,从各个方面测得和分析了所有必要的数据(力、温度和工具磨损)。
本文还给出了金刚石工具磨损的分析方法。
根据试验收集的数据给出了一个磨损机理模型。
描述了着重用于钢质构件切割的金刚石绳锯技术进一步开发项目的代表性结果。
关键词金刚石绳锯切割金属构件ABSTRACT: In the last years wire sawing processes have been invented for a lot of applications in the field of natural stone and construction materials especially at very thick materials or difficult to access components. In the late 80′s, few companies begun metal cutting with diamond wire cutting systems with moderate success. The diamond wire cutting was limited to small carbon steel shapes, such as pipelines for transporting gas or oil under sea. Especially thetask of cutting pure steel components offers new fields of applications for i.e.retreatment of nuclear power or offshore components. The application of the wire sawing process for these specific cutting operations require the development of adapted diamond tools to the cutting process. In this paper basic principles of wire sawing are explained and the background of diamond wire cutting of steel c omponents are discussed.The interaction between the tool and the workpiece will be described in detail.For this reason all necessary data (i.e.forces, temperatures and tool wear)have been measured and analyzed in various sets. The methods of diamond tool wear analysis will be additionally presented in this paper.Based on the collected data of tests a model of the failure mechanisms has been generated. The represented results of the project made for further developments of the diamond wire sawing technique emphasizing the applications for steel components are described. KEYWORDS: diamond wire saw, cutting, metal component1 简介用于切奥氏体钢这种特殊任务的金刚石工具限于加工非铁族材料。
金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法

金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法一、前言随着城市建设的不断发展,深基坑的施工工艺,尤其是钢筋混凝土内支撑工法,一直是建筑施工中的重要环节。
为了解决传统施工方法中容易破坏周围建筑物的问题,金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法应运而生。
二、工法特点金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法有以下几个特点:1. 采用金刚石绳锯进行切割,具有高硬度和高抗磨损性,能够快速切割混凝土且不损伤内支撑结构。
2. 通过静力原理,利用绳索施加的拉力保持内支撑结构的稳定,避免了传统方法中的物理破坏。
3. 施工过程中无需破拆钢筋和混凝土,减少了施工噪音和扬尘,对周围环境影响小。
4. 施工速度快,能够节约时间和人力成本。
三、适应范围金刚石绳锯静力无损切割深基坑钢筋混凝土内支撑施工工法适用于钢筋混凝土结构强度较高、内支撑结构设置合理,且周围环境对振动和噪音有一定要求的深基坑工程。
四、工艺原理该工法的原理是通过金刚石绳锯进行静力切割,使用绳索施加的拉力保持内支撑结构的稳定。
金刚石绳锯被固定在基坑顶部,通过绳索的拉力切割混凝土,同时利用绳索的牵引力保持内支撑结构的稳定。
工法的实际应用需要根据工程具体情况设计合理的绳索布置和切割方案。
五、施工工艺1. 基坑准备:清理基坑内杂物并确保基坑边壁的平整。
2. 绳索布置:根据基坑形状和内支撑结构布置绳索,并确保绳索的牵引力能够支撑住内支撑结构。
3. 切割混凝土:固定金刚石绳锯在基坑顶部,通过绳索施加的拉力切割混凝土。
4. 监测和调整:施工过程中需要进行监测,确保内支撑结构的稳定,并根据实际情况进行调整。
六、劳动组织该工法施工需要具备相关技术人员,包括施工经理、技术员、操作人员等。
七、机具设备1. 金刚石绳锯:具有高硬度和高抗磨损性的切割工具。
2. 绳索:用于施加拉力和牵引内支撑结构。
3. 监测设备:用于监测内支撑结构的稳定性。
金刚石线锯截断机的设计与应用

金刚石线锯截断机的设计与应用1.设计特点2.应用范围金刚石线锯截断机广泛应用于石材加工行业,特别是大理石、花岗岩等硬质石材的切割和截断。
它可以满足不同尺寸和形状石材的切割需求,并且切割精度高,形状规则。
金刚石线锯截断机还可以应用于建筑、园林、艺术品等领域,满足各种石料加工需求。
3.工作原理金刚石线锯截断机工作原理是通过电机带动金刚石线锯片进行旋转切割。
在切割过程中,金刚石线锯片通过高速转动实现对石材的切割。
同时,机器还会通过水冷循环系统使切割过程中产生的高温得到有效冷却,从而提高切割质量和降低锯片的磨损。
4.优势与不足金刚石线锯截断机具有切割速度快、切割质量高、操作简单的优势。
它可以实现对不同尺寸和形状石材的切割,满足不同客户的需求。
同时,金刚石线锯截断机的切割过程中不会产生噪音和尘埃,对环境污染小,操作人员的安全性也得到了提高。
然而,金刚石线锯截断机也存在一些不足之处。
首先,机器的维护和保养较为复杂,需要经常更换切割线锯片和清洁水冷循环系统。
其次,金刚石线锯截断机价格较高,对于规模较小的企业来说,投入成本较高。
5.发展前景随着石材加工行业的发展,金刚石线锯截断机的需求将进一步增加。
未来,金刚石线锯截断机有望实现自动化和智能化,提高生产效率和切割质量。
同时,随着环保意识的增强,金刚石线锯截断机将采用更加环保的切割方式,减少能源消耗和废弃物产生。
综上所述,金刚石线锯截断机在石材加工行业中具有广泛的应用前景。
通过持续的技术创新和设备改进,金刚石线锯截断机将进一步提高切割效率和质量,满足市场需求。
金刚石绳锯优势及技术难点
古老爆破式矿山开采,既环境破坏严重,而且造成资源浪费。
目前最被推广的矿山开采方式为金刚石绳锯开采矿山。
随着金刚石绳锯的国产化。
金刚石绳锯机的市场竞争突然变得激烈起来。
这一现象的出现预示着或者说是代表着中国石材矿山普及使用金刚石绳锯机的时代已经到来,这将给中国石材矿山开采水平的提高带来革命性的进步。
应用绳锯进行石材矿山开采的优势与传统的“爆破+火焰切割”开采法相比,用绳锯开采花岗岩具有以下优势:1、适应性广,绳锯适用于所有类型矿山,而火焰切割仅适用于石英含量高、裂隙少的花岗岩矿山。
2、功能强、效率高,首先开采深度深,能达到l0~20m甚至更深,火焰切割一般只在10m以内;其次切割速度快,一般能达到3~4m2/h,是火焰切割的2~3倍。
3、绳锯能进行垂直、水平、斜面等各个方向的切割,还能进行盲切,而火焰切割只能进行垂直面的切割。
4、成材率高、综合成本低,首先绳锯的切面非常平整且不会对荒料造成任何内伤,其次锯缝小,只有约11mm,不会造成资源浪费;而火焰切割切面粗糙不平,且对荒料造成一定内伤,而且锯缝大,一般为100~300mm,造成很大的资源浪费,且开采成本也高。
5、安全环保,绳锯开采无噪音无粉尘,不影响附近居民和其他作业面,且自动化程度高,分离式操控,工人劳强度低、安全性高;而火焰切割噪音和粉尘都非常大,严重影响附近居民和其他工人作业,且工人劳动强度大,安全性相对较低。
综上所述,在资源日益紧缺、油价飙升的今天,用绳锯开采花岗石有着显着的经济效益和社会效益。
与金刚石绳锯关联的多种因素包括:串珠的锯切寿命、串珠的锯切速度、串珠在绳锯上的间距、模具设计、正常工作情况下的钢绳的寿命等各种技术难点。
最常见的问题1、绳锯不能锯切与使用最常碰到的是不正确地选用金刚石(常常选用太好的金刚石)、胎体、串珠间距、模具设计或错误的应用参数。
例如,我们选用过高的金刚石密度或太好的金刚石,其锯切性能不是太好。
金刚石将不易碎裂,从而难以产生新的锐利的刃尖。
2024年金刚石绳锯市场调研报告

2024年金刚石绳锯市场调研报告1. 引言金刚石绳锯是一种广泛应用于建筑、矿山等行业的切割工具。
本次市场调研旨在了解金刚石绳锯在市场中的发展潜力以及竞争对手情况,为相关企业提供决策参考。
2. 市场概述金刚石绳锯市场以其高效、耐用等特点受到广泛关注。
近年来,随着建筑业的快速发展,金刚石绳锯市场呈现出良好的增长态势。
同时,金刚石绳锯的切割效果和稳定性也得到了市场的认可。
3. 市场规模及趋势根据调研数据显示,金刚石绳锯市场在过去五年中以每年10%的速度增长。
预计未来几年,金刚石绳锯市场将保持稳定的增长趋势。
市场规模方面,2019年全球金刚石绳锯市场规模达到20亿美元。
4. 市场竞争情况目前金刚石绳锯市场主要存在的竞争对手包括ABC公司、XYZ公司等。
这些企业在金刚石绳锯市场中占据一定份额,并通过产品研发、营销等手段提高自身竞争力。
另外,一些新兴企业也在进入市场,给传统企业带来一定的竞争压力。
5. 客户需求分析在市场调研中,我们了解到客户对金刚石绳锯的需求主要包括切割效果、稳定性、耐用性等方面。
客户希望能够通过金刚石绳锯实现高效、准确的切割,并且能够满足长时间使用的需求。
6. 市场机会与挑战金刚石绳锯市场存在很大的机会与挑战。
市场机会主要来自于建筑业和矿山业的持续发展,以及客户对高质量切割工具的需求增加。
然而,市场竞争激烈,新进入者需要面对来自传统企业的竞争,并满足客户对产品质量的严格要求。
7. 市场推广策略根据市场调研结果,我们提出以下市场推广策略:•提高产品质量和稳定性,以满足客户需求;•加强品牌宣传,提升品牌知名度;•与渠道商合作,扩大市场份额;•推出差异化产品,满足不同客户群体的需求。
8. 总结金刚石绳锯市场具有较大的发展潜力,并且市场规模逐渐增大。
然而,市场竞争激烈,需要企业不断提高产品质量和稳定性,同时制定合适的市场推广策略以应对竞争对手。
以上为2024年金刚石绳锯市场调研报告摘要,详情请咨询相关文档。
金钢石绳锯在切割下穿框架桥工程中的应用
③底板及部分边墙联合体 ,大部分
岩机 , 该 机 可穿 略高 于地 面 的孔 , 可利 用 工工 程 的规模 ; 液压 系统 自身 的安 全 、 可 在 路 面 以下 , 因地 面 以上部 分 不 高 , 故 采
设 备 上 的标 杆 确 保 与垂 直 孔 准 确 贯 通 。 靠 和稳定 性 ,也使 得 您在 施 工 的 同时不 用 镐头 机凿 除 ,挖掘 机 与汽 车 配合 把 碎 套索 : 当两个 穿绳 孔 贯通后 , 将 串珠 式 金 必为 像钻 机工 作 时断 轴之 类 的 问题 而担 碴 运 走 刚石绳 穿 入垂 直孔 ,从 水平 孔 中 以金 属 心 , 大 大降低 了施工 设备 的损耗 成本 ; 另 钩 掏 出 ,将 串珠式金 刚石绳 对 接成 无 极 外 , 值得 特 别注 意 的是 , 类 似墙 锯 切 割这 5 安全保 证 措施 环状, 套 在金 刚石锯 机 的驱动轮 上 。 将 金 种静 力切 割 已逐 步成 为一 种施 工 和设 计 刚石绳 索 撑开 ,使二 个 导 向轮 与两 个 贯 理念 ,因为它 可 以最 大程 度上 保 存 已有 通 的孔 应 在 同一平 面上 , 方 向正 确 , 不 能 结构 的稳 定性 和安 全 性.
确 保 切块 在 叉 车 上稳 定 、 均匀 , 动 与 移动 两种 运动 ,牵 曳 串珠式 金 刚 石 全部动作 , 降低 了劳动强度 , 操作安全可 平 台 上, 绳 切割岩 石 。切割 曲线长度 、 曲率半径 由 靠, 具有 过 载 保 护 功 能 , 动力强劲 , 提 高 待 整块 切穿 慢慢 放下 降 低后 ,叉 车 少许 大 而小在 变化 。套索锯 切法 的工艺 为 : 穿 了切 割能 力 和劳 动生 产率 。因为 它 的线 降低后既出箱外用镐头机破碎 , 外运 、 处 孔一 套 索一 锯切。 穿孔 : 在锯 切工作 面设计 性 切 割可 以使 施 工截 面更 加整 洁 ;也 因 理 。 的位 置上 先行 穿孔 ,若 是 垂直 锯切 要 穿 为它 的简单 易操 作性 可 以使 劳动 力成 本
金刚石绳锯的研发与应用

采用金刚石绳锯开采石材的设想是英国人D.H.Prowse于1968年提出的。
第一台实用机由LuigMadrigali于1977年10月在意大利研制成功。
不到几年时间,生产数百台锯机,意大利200多个采石场全部推广使用绳锯,因此,金刚石串珠绳锯机在意大利首先使用,被称为“大理石矿山开采革命”。
在1969-1970年度的意大利VERONA的S.Ambrogio石材博览会上,首次展出了带电镀串珠的串珠绳和加工设备。
从此以后,这一深具潜力的工具得到了很快的发展。
经过二十年的研究与开发,金刚石绳锯不但广泛应用于大理石的开采,还可用于砂岩、花岗石等硬岩的分离切割;不但用于露天开采,还可用于地下窄矿脉及有爆炸危险的南非地下金矿的开采;不但用于异型石材制品的加工,还可用于建筑与道路工程的建筑和钢筋混凝土的拆除与修整。
金刚石串珠绳锯在采石与建筑工程中的创造性使用,使金刚石串珠绳锯从采石场到石材加工厂,从大块切割到修整成形,从板材切割到异型制品加工以及建筑工程中的应用越来越多。
金刚石绳锯作为金刚石工具发展过程中的第三代产品,经过20多年的研发与改进,目前广泛应用于各种工程。
这主要是它具有以下的优点:(1)设备简单、易于安装,不受场地与空问的限制,可进行水平、垂直与倾斜方向的切割,锯切面积可达200m2,加工质量好,石材损耗低,切割速度快,噪音低,震动小工作环境好,适应性强,可根据锯切对象与工作条件选用不同规格与尺寸的金刚石绳锯设备。
(2)显著提高石材开采的荒料率,保护珍贵的石材资源。
(3)可加工各种形状的花岗石和大理石异形制品,其附加值高,可显著提高经济效益。
(4)可开采出大尺寸的大块荒料,增加成材规格,进而增加先进石材加工设备的板材产品规格,提高切割效率与经济效益。
(5)上述金刚石串珠绳锯的优越性,无疑对解决我国石材工业中出现的荒料率低,大规格板材短缺,异形制品满足不了国内外要求的矛盾,能产生很大的推动。
积极开发与推广绳锯,是发展我国石材工业的重要环节。
金刚石绳索切割技术在某地下既有锚索拆除中的应用

金刚石绳索切割技术在某地下既有锚索拆除中的应用论文
近年来,金刚石绳索切割技术已经成为在既有锚索拆除方面的一种新兴技术。
这种技术在某一地区的实践中可以提供出色的效果。
本文将针对应用金刚石绳索切割技术在某地下既有锚索拆除中的效果和优势进行研究。
金刚石绳索切割技术可以有效切断锚索,可以最大限度地抑制对现有结构的影响,也可以避免对海床及其泥土进行损坏。
它同时还具备快速切割、低噪声、高效率和高精度等特点,可以在许多情境下得到较好的应用,比如拆除老旧的锚索。
因此,该技术的使用可以有效地提高拆除工作的效率,减少人力和时间的消耗。
在实际应用中,金刚绳索切割技术可以分为两个过程:锚索切割和水下安装。
在锚索切割过程中,首先会确定准确的切割部位,以保证既有锚索的安全性;在切割过程中,金刚绳切割机会采用精确的技术,并结合水下照明系统,以达到良好的切割效果。
在水下安装过程中,首先会根据工程需要对水下设备进行安装,然后采用金刚绳索的特殊缠绕技术,安装新的锚索以便替换原有的锚索。
因此,金刚绳索切割技术可以在将既有锚索有效拆卸和替换的过程中发挥重要作用。
此外,金刚绳索切割技术还可以帮助我们在水下环境下进行施工,并且在水下特殊情况下对锚索进行安装。
本文的介绍了金刚绳索切割技术在某地下既有锚索拆除中的应用,能够帮助我们更好地理解和利用这一有力的技术工具。
金刚石串珠绳锯切割工艺在高炉大修炉缸残铁清理的应用
!-# 施工流程 使用金刚 石 串 珠 绳 锯 切 割 炉 缸 残 铁 的 施 工 流
程见图 #。施工的难点在于钻孔穿绳、残铁切割与 残铁外运。
",!/ 年 3 月 第二期 金刚石串珠绳锯切割工艺在高炉大修炉缸残铁清理的应用
0/
图 ! 金刚石串珠绳锯切割炉缸残铁的施工流程图 "#" 钻孔作业
表 " 残铁分块重量统计
"!#,绳索长度达 $%# 左右,设备负荷较重,必须严
位置
重量 ’ 0
位置
重量 ’ 0
格控制切割线速度、冲洗液量及绳子的张力。一般 认为切割设备金刚石串珠运转的线速度达到 "&#’ (, 切割效果最佳[)]。切割过程中,冲洗液量始终保持 在最大泵量(!%* ’ #+,),当串珠通过表层限位缝后, 就把表层限位缝切口封闭,让冷却水按绳子运行方 向形成回路,最大限度地保证冷却效果。
图 " 钻孔设备安装示意图
图 2 绳锯切割机设备安装示意图
图 3 金刚石串珠安装示意图
首先通过放线确定串珠绳锯运行轨迹,在运行 " # 2 残铁切割
轨迹上均匀开孔,安装立柱。然后安装绳锯运行导
为减小每块残铁的重量,先通过纵向 / 刀将未
向滑轮组、动力设备及轨道。最后铺设 金 刚 石 串 排放的残铁分割成 !, 块,再对 !, 块残铁进行单独
/2"2/2"2"
!2)
)% . $4 -$ . !& "& . )& "& . !"- . &! -% . "& ") . -!
炉缸清理使用 $%& ’ ()*+, 水平取芯钻机在 炉底进行钻孔作业,从炉底南侧炉壳开孔处(宽约 ! #-.)呈放散状钻 / 个孔,以便于穿金刚石串珠以 用于切割。钻孔机安装与钻孔分布分别如图 " 和 图 0 所示。
既有线明洞拆除工程中的金刚石绳锯切割应用分析

既有线明洞拆除工程中的金刚石绳锯切割应用分析1 工程概况本工程的既有线明洞位于黄陵至韩城至侯马铁路(西安局管内)HHZQ-3标内,共5座,始建于1972年,明洞全长有12~42m不等,衬砌为直墙带仰拱混凝土结构,衬砌拱部厚70cm,边墙厚100cm,仰拱厚度30cm,两端洞门采用翼墙式明洞门,混凝土结构;拱顶以与上填土高度4~8m,填土边坡坡度1:1,表面用浆砌片石铺砌,厚35cm,洞顶路面净宽3.5~5m,为混凝土路面,两侧有浆砌片石栏杆。
按设计要求,这些明洞需拆除,拆除后,在既有线侧进行增建二线施工。
混凝土结构物等拆除工程,传统上一直采用人工风镐凿除与静力爆破相结合的方法,该方法在实际操作中,工效低,加之是在既有线上方进行静力爆破,必须进行要点施工,既有明洞结构物庞大,爆破后的破碎物较多,清理起来比较费时费力。
存在施工时间长、运营线要点计划难批复及安全隐患大等明显缺点。
混凝土结构物绳锯静力切割工艺与传统混凝土结构凿除工艺相比,该工艺的优势突出,具有安全、高效、环保的特点。
2 设备选择目前施工中常用的静力切割拆除设备主要有金刚石绳锯机、金刚石圆盘锯、金刚石薄壁钻(水钻)等几种。
考虑到地形及空间、施工连续等问题,我们选用金刚石绳锯机E-1812A/DSM-10A型,其特点是属静力多角度切割、高效、低噪音、安全、切割面平整、大断面混凝土块体分离作业,可连续施工作业。
配套钻机采用金刚石薄壁钻孔机MK180型,进行钻吊装孔、穿绳孔。
3 施工方法3.1总体思路既有明洞拆除工程,是在保证既有铁路正常运行的情况下进行静力切割拆除,施工难度大、节点工期紧、安全施工要求高。
利用列车间隙进行既有明洞上部及两侧土方开挖,然后自上而下,拆除帽石墙、衬砌拱部及边墙,采用静力切割设备分别将既有明洞的帽石墙、衬砌拱部、边墙切割分块,然后利用汽车吊将混凝土块吊运。
明洞切割分块尺寸根据吊车的吊运能力确定。
本工程拟采用80吨的汽车吊,切割块体的最大重量控制在20吨以内。
绳锯切割法拆除钢筋混凝土内支撑应用探讨

绳锯切割法拆除钢筋混凝土内支撑应用探讨摘要:绳锯切割钢筋混凝土内支撑是近来使用越来越广泛的新型技术,它的工作原理是采用绳锯切割机,通过切割机上的绳反复摩擦钢筋混凝土内支撑构件而将其锯断,锯断后用塔吊或其他吊机整体吊离施工现场的一种施工技术,优点是施工操作简单、施工效率高、施工噪声小、拆除过程中无粉尘、施工过程绿色环保工、对工程主体施工进度影响小、所切除的构件能变废为宝加以利用等,现就该技术施工过程的控制要素进行分析。
关键词:绳锯切割法;钢筋混凝土内支撑;应用;随着城市现代化建设的快速发展,旧建筑物、桥梁、码头拆除和改造工程日益增多。
传统的拆除方法有人工剔除、机械破碎、静力破碎爆破拆除等。
由于绳锯具有切割坚硬材料的特点,近年来绳锯广泛应用于墙体上开门、开窗、开通风口以及桥梁、码头、烟囱、水塔等建筑物或构筑物的拆除。
绳锯在钢筋混凝土拆除工程中作为切割设备,施工截面整齐,降低了劳动强度,操作更加安全可靠,提高了切割能力和劳动生产率,最大程度地保存了已有结构的稳定性和安全性。
1 实例分析工程设置3 道钢筋混凝土内支撑,由于本工程基坑的特殊性,支撑主梁的截面尺寸有: 1100mm ×700 mm、1300mm × 700mm、1200 mm×900 mm、1200 mm × 800 mm; 支撑次梁的截面尺寸主要为: 700 mm × 700 mm。
2 绳锯切割法拆除钢筋混凝土内支撑应用2.1施工作业流程施工作业流程如下: 施工准备→支撑脚手架搭设→确定切割断面位置→安装固定导向→固定切割机→连接相关操作系统→混凝土切割→混凝土块调运→清理场地、支架拆除。
2.2支撑架搭设该工程需要进行3 道支撑的拆除,其中底板至第3 道支撑梁底的高度为2. 350 m,- 2F 结构楼面至第2 道支撑梁底的高度为2. 15 m,- 1F 结构楼面至第1 道支撑梁底的高度为3 m。
钢丝锯床在建筑材料加工中的应用案例研究

钢丝锯床在建筑材料加工中的应用案例研究引言建筑材料加工是建筑行业不可或缺的一环,它与建筑工程的质量、效率以及成本密切相关。
在建筑材料加工中,钢丝锯床作为一种常见的工具设备,具有广泛的应用。
本文将通过对几个实际应用案例的研究,探讨钢丝锯床在建筑材料加工中的应用。
一、钢丝锯床在木材加工中的应用案例1.木材截割钢丝锯床在木材加工中起到关键的作用,尤其在木材的截割方面。
一家木材加工厂通过引进先进的钢丝锯床设备,成功解决了曾经频繁断裂的问题,提高了生产效率。
钢丝锯床能够快速、准确地切割各种规格的木材,同时减少了木材的浪费。
2.定制家具制造在定制家具制造中,钢丝锯床也起到了重要的作用。
一家定制家具厂利用钢丝锯床,能够更加精确地将原材料进行切割,并根据客户需要进行定制。
由于钢丝锯床的切割线条更加平整,加工效果更美观,客户对产品的满意度得到了提高。
二、钢丝锯床在金属加工中的应用案例1.金属管线加工钢丝锯床在金属管线加工中起到了关键的作用。
一家供应商为了满足客户需要,引进了钢丝锯床设备,实现了对不同直径金属管线的切割。
该设备不仅能够提供高精度的切割效果,而且可以将金属管线切割成满足不同需求的长度。
2.钢铁切割在钢铁加工领域,钢丝锯床被广泛应用于钢铁的切割过程。
一家钢铁制造厂的实际案例表明,钢丝锯床具有高效、精确的优点,并且相对于传统的切割设备,金属切割线条更加平整、美观。
这不仅提高了生产效率,也提升了产品的质量。
三、钢丝锯床在建筑材料切割中的效益1.提高加工效率钢丝锯床使用钢丝作为切割工具,通过快速拉动钢丝切割建筑材料,大大提高了加工效率。
与传统的切割方法相比,钢丝锯床能够更快速地完成切割任务,节省了时间和人力成本。
2.优化切割质量钢丝锯床在切割过程中可调节切割速度和张力,使得切割更加平整和精准。
尤其对于一些特殊形状或精细度要求较高的建筑材料,钢丝锯床能够达到更高的切割质量,提供更好的成品。
3.减少材料浪费钢丝锯床相对于传统的切割方法,其切割过程更加精细,减少了材料的浪费。
废旧金刚石工具综合回收利用研究
废旧金刚石工具综合回收利用研究马飞【摘要】在金刚石工具的使用过程中以及生产过程中都会不可避免的产生大量的度旧金刚石工具,现阶段缺乏对其进行回收的行之有效的方法,由此造成了环境的污染及资源的浪费.文章通过对废旧金刚石工具的多种回收方法进行分析总结,提出了一种综合、高效回收金刚石工具中材料的新方法.废旧金刚石工具经过混合酸分解后,所含金属以离子形态进入溶液,而金刚石与碳化钨颗粒从滤渣中被回收;根据金刚石工具中各金属含量对浸出液中金属离子成分进行调整,以草酸作为沉淀剂,用氨水调节草酸的PH值,对浸出液进行共沉淀研究.在合适的条件下,各金属的综合沉淀率达到98%以上;最后对草酸盐进行氢还原,得到超细预合金粉末.【期刊名称】《超硬材料工程》【年(卷),期】2011(023)005【总页数】5页(P27-31)【关键词】金刚石工具;浸出;共沉淀;氢还原;回收【作者】马飞【作者单位】有研粉末新材料(北京)有限公司,北京101407【正文语种】中文【中图分类】TQ1641 引言金刚石工具以人造金刚石为切割材料,碳化钨为工具胎体材料,金属铜粉、钴粉和镍粉等为粘合剂,各种原料混合后,用热压成型的加工工艺进行生产[1]。
金刚石工具具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导低热膨胀系数,以及与非铁金属亲和力小等优点,可用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它韧性有色金属材料的精密加工[2]。
2010年,我国人造金刚石产量达到了100亿克拉。
在今后几年里,全球金刚石工具的市场需求将以每年超过20%的速度快速增长,其中,金刚石及类金刚石涂层产品的复合年增长率可达到14.3%[3]。
在通常情况下,废旧金刚石工具中残留有大量未被消耗的金刚石颗粒以及结合剂,如果将这些废旧金刚石工具弃之不用,将会造成巨大的浪费[4]。
随着我国有色金属产量的持续快速增长,矿产原料短缺的矛盾日趋突出,所以,我们应大力发展有色金属资源的再生研究及回收工作。
浅谈金刚石绳锯在线切割废旧建筑中残铁技术的探索与应用

浅谈金刚石绳锯在线切割废旧建筑中残铁技术的探索与应用摘要:金刚石绳锯在建筑工程、建筑金属结构、钢筋混凝土、脆硬材料的加工切割领域已有广泛的应用,此前还没有过切割残铁的案例。
本文主要介绍了金刚石绳锯切割的原理、特点,对残铁切割的特性进行了分析,在炼铁主体大修工程中进行了成功应用,对冶炼生产未排放的残铁采用了金刚石绳切割的工艺技术。
通过实践总结,为今后类似建筑工程的建设施工积累一些宝贵的经验。
关键词:金刚石绳锯;在线切割;建筑;残铁技术引言金刚石绳锯最早出现在意大利,因为用于切削的串珠绳是由金刚石颗粒附着的串珠按一定的间隔比例固套在钢丝绳上,使串珠绳具有了金刚石切削的硬度和绳索基体的柔性,这种刚柔相济特性使金刚石绳锯切割技术在现实中得到了快速地应用与发展。
金刚石绳锯主要应用于建筑工程(包括旧建筑物的拆除,桥梁、钢筋混凝土结构的切割)、矿山开采、脆硬质材料、异形石料加工。
1 金刚石绳锯切割的原理及特点金刚石绳锯由液压马达或电机驱动。
它主要由主运动系统、进给系统、金刚石串珠绳、张紧装置、导向机构、控制系统、冷却系统等部件组成。
金刚石串珠绳切削时通常为闭合环状式。
金刚石绳锯切割通过导向装置将串珠绳索绕在被切割物体表面,在液压马达或电机的高速驱动下,主运动系统的旋转轮带动串珠绳运转,通过进给系统使串珠绳在被切割物体上形成一定张拉力。
这样,金刚石串珠与被切割物就形成摩擦。
由于金刚石的高强硬度,金刚石即时磨削被切割物体,最终完成被切割物体的分离,磨削过程中产生的磨屑和热量通过冷却系统的冷却水被带走。
切割绳锯属于静力切割,锯切曲线近似圆的渐开线。
通过导向机构调整串珠绳的运行轨迹,不受切割角度和方位、切割物厚度和深度的限制,被切割物的分割大小、形状可以根据要求得到控制,并且切割作业可以在特殊、复杂的环境和狭小的空间下进行。
切割作业是由液压或电动马达作为主驱动系统,运转平稳,切割进尺匀速,串珠绳的张拉力均匀稳定,所以切割时的震动小、噪音低。
金刚石绳锯切割工艺在铁路施工中的应用
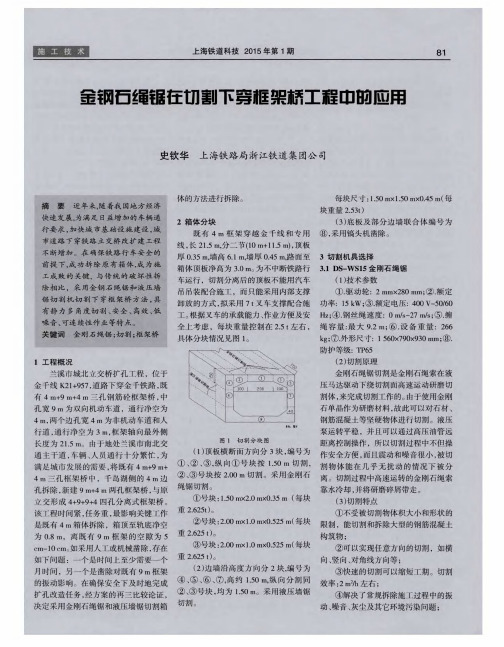
金刚石绳锯切割工艺在铁路施工中的应用1 工程概况为更好满足城市发展及人民群众生活交通需要,有关部门决定将南宁市北大路既有的5孔下穿铁路框架桥拆除改建为4孔框架桥。
工程下穿南宁火车站西端咽喉区,有南广高铁上下行线、机待4线及新建J4线等多条轨道线路。
该改造工程主体设计为分离式单箱单室结构框架桥,从南宁车站往昆明端分别为1-4#(1-10.5 m+1-11.5 m+1-15.0 m+1-8.4 m)框架桥,其中2-4#框架桥由拆除既有2-5#框架桥后改建;1#框架桥由既有1#框架桥接长完成。
顺铁路方向框架桥长度共为52.47 m,垂直线路方向框架桥长度为40.19 m。
2 拆除方案研究比选2.1 人工拆除人工拆除是采用风镐破碎钢筋混凝土,属于破坏性拆除,能确保既有线安全,但其施工面狭窄,人工投入有限,施工人员人身安全隐患多,且进度缓慢、工费巨大。
2.2 机械拆除机械拆除是运用机械破碎钢筋混凝土,也属破坏性拆除,具有进度较快,成本较低,但其噪音、震动大及扬尘污染严重,对周边居民干扰较大,且对相邻构筑物有震动影响,安全隐患较大。
2.3 金刚石绳锯金刚石绳锯切割是将整体块状分离,属于钢筋混凝静力切割,具有切口平直,速度快(每台机每小时可以切1.5 m2-3 m2),效率高,噪音低、震动小、无粉尘、操作简便、空间要求不高等优点,但金刚石切割绳的成本较高。
北大路既有框架桥地处南宁市中心闹市区,桥面距既有铁路线约90 cm高,采用D便梁架空加固铁路线后,桥面顶距D便梁纵梁底部约48 cm高。
从保障正常铁路运输及施工扰民、工期保障、劳动安全、相邻构筑物安全等综合考虑,采用金刚石绳锯进行既有框架桥的边墙和顶板拆除。
3 金刚石绳锯切割3.1 金刚石绳锯介绍金刚石绳锯切割是金刚石绳索在液压马达驱动下绕切割面高速运动研磨切割体进行切割工作。
其使用金刚石单晶做为研磨材料,可以对石材、钢筋混凝土等坚硬物体进行切割。
切割过程安全方便,震动和噪音小,被切割物体能在几乎无扰动的情况下被分离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈金刚石绳锯在线切割废旧建筑中残铁技术的探索与应用摘要:金刚石绳锯在建筑工程、建筑金属结构、钢筋混凝土、脆硬材料的加工切割领域已有广泛的应用,此前还没有过切割残铁的案例。
本文主要介绍了金刚石绳锯切割的原理、特点,对残铁切割的特性进行了分析,在炼铁主体大修工程中进行了成功应用,对冶炼生产未排放的残铁采用了金刚石绳切割的工艺技术。
通过实践总结,为今后类似建筑工程的建设施工积累一些宝贵的经验。
关键词:金刚石绳锯;在线切割;建筑;残铁技术中图分类号:tu746.5 文献标识码:a 文章编号:1671-3362(2013)04-0067-02引言金刚石绳锯最早出现在意大利,因为用于切削的串珠绳是由金刚石颗粒附着的串珠按一定的间隔比例固套在钢丝绳上,使串珠绳具有了金刚石切削的硬度和绳索基体的柔性,这种刚柔相济特性使金刚石绳锯切割技术在现实中得到了快速地应用与发展。
金刚石绳锯主要应用于建筑工程(包括旧建筑物的拆除,桥梁、钢筋混凝土结构的切割)、矿山开采、脆硬质材料、异形石料加工。
1 金刚石绳锯切割的原理及特点金刚石绳锯由液压马达或电机驱动。
它主要由主运动系统、进给系统、金刚石串珠绳、张紧装置、导向机构、控制系统、冷却系统等部件组成。
金刚石串珠绳切削时通常为闭合环状式。
金刚石绳锯切割通过导向装置将串珠绳索绕在被切割物体表面,在液压马达或电机的高速驱动下,主运动系统的旋转轮带动串珠绳运转,通过进给系统使串珠绳在被切割物体上形成一定张拉力。
这样,金刚石串珠与被切割物就形成摩擦。
由于金刚石的高强硬度,金刚石即时磨削被切割物体,最终完成被切割物体的分离,磨削过程中产生的磨屑和热量通过冷却系统的冷却水被带走。
切割绳锯属于静力切割,锯切曲线近似圆的渐开线。
通过导向机构调整串珠绳的运行轨迹,不受切割角度和方位、切割物厚度和深度的限制,被切割物的分割大小、形状可以根据要求得到控制,并且切割作业可以在特殊、复杂的环境和狭小的空间下进行。
切割作业是由液压或电动马达作为主驱动系统,运转平稳,切割进尺匀速,串珠绳的张拉力均匀稳定,所以切割时的震动小、噪音低。
切割过程中,金刚石串珠绳高速运转,金刚石串珠与被切割物研磨充分,切割面平直光滑,冷却循环水不断冲洗串珠绳研磨时产生的热量,保证了良好的冷却效果,并将研磨碎屑浆化,防止了大气中扬尘、粉尘的形成,对周围环境无破坏,满足绿色环保的要求。
2 建筑残铁切割的理论分析金刚石绳锯在钢筋、钢筋混凝土、脆硬材料的加工切割中有了很多的应用与发展,但在切割钢铁质材料领域中鲜有案例。
残铁不同于钢筋、混凝土,亦不同于钢铁、铝等金属制品。
下面为残铁的物理力学性质参数:纵波波速:4091m/s密度:3.978g/cm弹性模量:9.99gpa抗拉强度:38.18mpa泊松比:0.240抗压强度:5.49mpa德国汉诺威大学进行过用金刚石绳锯切割钢、铁及铝制构件的基础性研究,分析了绳锯金刚石与被切割件的磨削机理。
在国内,有些企业对残铁及其他金属制品进行过金刚石绳锯切割的实验研究。
金刚石绳锯的切割能力与被切割物的材料有关,通过调整切割机的电压、电流来设定串珠绳的张拉力,张拉力就决定了被切割物上受到垂直力和绳锯的进尺速度。
另外,串珠上的金刚石浓度不同,对去除率、切割精度、绳锯的使用寿命有很大的影响,所以,串珠上的金刚石浓度要与绳锯、加工过程和切割的其他参数相匹配。
金刚石绳锯切割中,去除率是对其评价的主要参数。
切削能力受切削力、进给速率、切割速度和串珠结构等参数的影响。
评价绳锯切割的生产率,要结合串珠绳的长度、金刚石颗粒的耐磨性、磨粒间隙高度、结合剂等因素进行考虑。
3 建筑残铁在线切割的应用宝钢股份不锈钢炼铁主体建筑结构达到一代设计寿命,要进行一次整体的大修。
大修的主要内容之一就是对主体结构壳体内的环形碳砖和铁口、风口组合砖耐材重新砌筑。
砌筑该部位耐材前提条件必须要预留足够的作业面,解决该问题就需要将影响砌筑作业面的原有残铁挖除。
因生产停止后排放残铁效果不明显,再加上工期紧迫。
为不影响主体工程大修工期,经研讨后决定采用金刚石绳锯在线切割工艺将未排放的残铁分块切割后,在残铁的上方利用主体壳体结构设置临时的吊装桁架,将切割后的残铁分块从开设的扒渣门洞处移运到壳体的外面。
3 .1 切割内容及作业条件经计算,要满足耐材砌筑的工作条件要求(残铁外边缘距离壳体有足够的空间),按五边形的形状切割最为合理。
这样,残铁切割区域竖直方向切缝10段,水平方向切缝5段,水平切割面面总面积约20.6m2,残铁切割总重约221t。
残铁切割的作业是在炼铁主体壳体内实施,切割场地狭小,壳体内为直径为13.3m的圆形空间,作业空间十分局促。
壳体内基本为半密闭容器,只有铁口和风口可以采自然光,现场光线较暗。
切割导向装置安装量大而且复杂,只在壳体主沟处开一运输口,运输通道狭小,输量大,物流通道窄,现地作业环境较为恶劣。
3.2 切割工艺流程(见图1)3.3 吊装设施的设计根据现场实际施工情况,在壳体270 °方向开设扒渣施工的扒渣门通道,利用此通道门洞结合残铁切割线平面布置设计五边形吊装吊架。
每榀格构式吊架,均在跨中加载,竖向荷载标准值200kn。
侧向荷载标准值(单轨梁平面外,即水平垂直于跨度方向)取竖向荷载的0.1倍,即每个加载点20kn,每榀格构式吊架为40kn,按同向加载。
通过大型通用有限元设计软件sap2000 v14.1进行计算,格构式吊架采用q235b材质的i56b工字钢进行计算时发现应力比已达到0.947,安全储备太低。
鉴于此,对i56b工字钢在上翼缘上采用方钢□200mm×100mm×8mm进行了加固补强处理,使其应力比降至0.828,强度基本满足需求,平面布置图见图2。
3.4 切割顺序及区域划分根据新碳砖砌筑面要求且不影响主线施工工期要求,确定将残铁切割分为三个区域五大块来进行切割施工。
考虑残铁吊装运输通道形成时间影响到残铁切割后吊装时间,所以残铁切割的第一块区域为270°方向扒渣门洞处的残铁,采用一台设备进行切割施工,待第一区域残铁切割完后,在0°和180°方向上进行第二区域的残铁切割,最后切割靠近900两侧区域的残铁即第三区域的残铁。
第二区域及第三区域切割时采用两台设备进行切割,以提高功效节约时间。
3.5 切割绳锯行走轨道支架及设施安装支架设施安装顺序:定位放线确定轨迹→在绳锯运行轨迹内侧将立柱均匀分布→在立柱安装位置底部开孔灌浆确保立柱根部可靠→焊接水平连接件→安装绳锯运行导向滑轮组→动力设备及轨道安装→安装绳锯。
根据桁架中心线,将中心塔架d194×6.5钢管八根立柱定位,安装立柱及柱间连梁hm340×250×9×14型钢连接,立柱底部受力面必须保证在一个水平面上,柱底端因壳体内残铁面不平,利用路基箱找平后作为中心塔架立柱安装底座。
在风口平台风口大套内。
伸入56工字钢作为吊装用猫头吊单轨梁,将其两端各固定在风口大套的顶紧装置和内部中心塔架主梁上。
绳锯在切割过程中实际是利用绳锯在滑轮组上沿固定轨迹循环运动摩擦残铁面来起到切割效果,为了能让绳锯运行轨迹在预定的轨迹上运行,就必须保证绳锯在滑轮组上运行稳定可靠,不会偏移轨道。
所以在安装滑轮组支架立柱时,确保立柱其根部稳定可靠。
3.6 绳锯切割根据绳锯切割技术要求,按照正常三台切割设备同时施工需求,施工电源需求为3个380v、250a的二级配电箱,施工将在270°、180°及90°方向各设一个动力箱电源。
切割时需求的冷却水为10m3/h,采用dn50冷却水水源;在主管上分三根6分支管作为设备冷却水源头。
切割线定位完成后,因绳锯在切割过程中随着切割深度的逐渐扩大,绳锯长度在穿过残铁区域将逐渐缩短。
为了能保持在切割运转直至将整个切缝形成,绳锯主机在此过程中需要移动位置来消耗绳锯切割中的长度,以此来保证绳子的张紧度。
主机摆放在壳体外风口平台处。
主机轨道保证水平度不大于3°,轨道底部利用的槽钢纵向焊接在轨道下的风口平台板上,然后将绳锯安装在预定切割线中心的滑轮上。
将主机传动速度调至无荷载作用下试运转,观察绳锯运转过程调节绳锯切割面上的张紧度。
待切割设备调试运转基本正常后,依据划分的切割区域逐次进行切割。
考虑残铁切割分解后的残铁块总重不能超过吊装猫头吊的承重范围,所以在切割过程中不仅要进行五边形切割线的水平及竖直方向切缝,还要在切割划分的五块残铁上进行局部重量分解的水平及竖向切割。
即在切割五边形线上往外移动400mm距离,方便绳锯利用同一位置的主机切割轨迹切割第二条竖向切割缝,达到预定残铁吊装重量不会超过吊具承重范围。
3.7 残铁切割分解后的倒运吊装壳体内残铁切割为15块,单块最大重量控制在27t以内。
首先利用4台20t猫头吊将靠近 270°方向的弧形残铁吊至壳体中心大块残铁上放置,再利用猫头吊将其进行转向,最终放置于δ25mm钢板上从扒渣口滑移出壳体。
4 结语金刚石绳锯首次在炼铁主体壳体狭小的空间内在线切割残铁的应用,实践过程中也碰到了一些问题值得进一步去探索和研发,如导向轮的安装、切割平直度的控制、金刚石绳的更换、切割的功率与效率等。
本次残铁的在线切割是一次成功的技术创新与应用,该工艺技术在工程施工领域具有巨大发展潜力和应用空间。
参考文献[1] 吕智,唐存印.金刚石绳锯技术的发展和未来.珠宝科技,2004(4).[2] 金刚厂绳锯切割金属构件的研究.金刚石与磨料磨具工程,2002(3).(编辑:孟子涵)。