SMT 盟拓AOI技术参考资料
AOI

贰 新建程序
➢ 调试技巧
贰 新建程序
➢ 调试技巧
贰 新建程序
➢ 正常测试
贰
新建程序
➢ 错误图片的查看
➢ 每块板测试完成后都会自动弹出缺陷图片的对话框,如下图所示,有如下几个位置 点提示:
➢ 1、当前 NG 元件和标准图 ➢ 2、当前测试 PCB 板的面及 NG 总数 ➢ 3、NG 点在 PCB 板的详细位置 ➢ 4、NG 点在缩略图上的具体位置并以所设定的错误元件的颜色来显示错误点 ➢ 5、点击界面上的翻页键来翻看不同 NG 点的位置, 分别代表到第一页、后翻、
AOI
自动光学检测
制作人:彭斌 时间:2020-3-24
目 录
【 壹 】
设 备 用 途 及 原 理
【
叁
】
【 贰 】
设 备 调
设
整
备
与
使
校
用
正
和
操
【 肆 】
设 备 维 护 保 养
作
壹
设备用途及原理
壹 什么是 AOI ?
AOI(Automatic Optic Inspection) 中文名为自动光学检测仪,AOI 是一种新 型的测试技术。
壹 AOI 的工作原理
光学原理。 权值成像数据差异分析系统原理 图像比对原理 颜色提取原理 相似性原理 二值化原理
壹
AOI 的光学原理
AOI 的光源是由红、绿、蓝三种 LED 灯组成,利用色彩的三原色原理 来组合成不同的色彩,结合光学原理中的镜面反射、漫反射、斜面反射, 将 PCB 上的贴片元件的焊接状况显示出来。
叁
设备调整与校正
叁 设备调整与校正
光源亮度调节
将随机配送的标准色卡置于光源正下方,当整个检测视窗显示都是色卡部分时,打开 “系统”菜单中“光源亮度调节”,开启连续拍摄,并选择合适的调节参考值,将光 源亮度调至标准值。
AOI检测人员培训资料

OK图片
NG图片
17
7、Billboard 侧立 定义:元件的侧面朝上贴装,如NG图片所示。 OK图片
NG图片
18
8、UpSidedown 翻面(反白) 定义:元件该朝上的一面由于翻转变成朝下,如NG图片所示。
OK图片
NG图片
19
9、NoSolder / Dryjoint 虚焊 、少锡、露铜 、 浮起 定义:元件与焊盘没有焊接住,焊点锡太少或焊盘上没有锡。 首先我们先来了解一下在不同的灯光下(主要Toplight, Multi-Light ),焊点的成像原理。
OK图片
NG图片
15
5、Shift 偏移 /移位
定义:元件不在中心位置上,出现一定的偏移,偏移程度超过焊点结构的最低要求(引脚或焊端与焊盘需 有四分之三以上面积的良好接触),如NG图片所示。
OK图片
NG图片
16
6、Tombstone立碑 定义:元件一端翘起,没有与焊盘焊接在一起,如NG图片所示。
NG图片
两者进行对比,字符不一致则为错件 6
OK图片
NG图片
两者进行对比, 字符不一致则 为错件
7
OK图片 NG图片
此位号“R210”为电阻, 而实物上贴着电容, 故错件。需物别注意 电阻贴错成电容, 电容贴错成电阻。
8
2、 Missing 少件 定义:BOM清单上要求贴装器件的位号上没有器件,如NG图片所示。
说明:焊点少锡、无锡、引脚翘起的区域应 该比较平坦, 也就是说将会出现红色
22
OK图片
NG图片
从左边OK图片与右边 NG图片对比,可以看到 在Toplight/Sidelight 下虚焊不良焊点会较 亮
No Solder
AOI培训资料
SAKI Operator Training•概述•职责•首件检查•电脑基础知识•软件使用•判别不良点•简单问题处理•注意事项概述•AOI? 自动光学检查机–Automated Optical Inspection machine–利用自动光学检查实现了对产品质量的实时控制。
在线应用大幅度地降低了劳动时间和其它操作需求.•SAKI? 制造商:SAKI Corporation–由SAKI公司制造的AOISAKI配置•BF SCAN:为视觉检查主机,PCB在置完件以后,进行检查.可显示检查报告.如:不良率,不良点数,不良位置.•BF REPAIR:SCAN检查完后,将不良数,位置传至BF REPAIR让作业员依照位置进行修正.•BF EDITOR:为程式编辑器,技术员以上之工程人员将程式编辑完成后,传至BF SCAN后,执行检查.SAKI操作员工作职责•按要求做好首件检查•对SAKI检测到的不良如实记录并对不良位置作修正•每天交接班时确认SAKI程式是否与SOP上规定的程式名相一致.若不一致需知会SAKI工程人员•每天交接班时需将上一班的产量进行清零•每天交接班时需检查REPAIR处的LICENSE KEY有无丢失•若有极性的料SAKI提示为MISSING时,需进行确认是否为REVERSE或其他不良•若发现有MISSING,REVERSE,SHIFT等贴片不良情形SAKI未检测出,需及时知会SAKI工程•监督其他无关人员不要操作SAKI机器首件检查•全检•部分位置检查•指定位置检查全检•要求需依据SOP对板上的所有零件做目检,并做好不良点记录,遇有极性的零件反向时需及时告诉SAKI工程师.•适用情况–试打新机种时第一片板–换线后的第一片板部分位置检查•要求–需依据SOP对板上的有极性的零件做目检,遇有极性的零件反向时需及时告诉SAKI工程师.•适用情况–每天上班后的第一片板–每天用餐回来后的第一片板指定位置检查•要求–对指定的位置进行目检•适用情况–ECN变更时的第一片板,对变更项要做目检,发现问题请及时告知工程人员–根据产线情况临时告知的需进行目检的位置电脑基础知识键盘、鼠标的使用•键盘–字母大小写转换,请确认键盘右上角的Caps Lock 指示灯是否亮了,当亮时输入的是大写字母,若在输入的同时按住Shift 键,则输入的是小写字母。
浅谈AOI技术在SMT测试中的应用
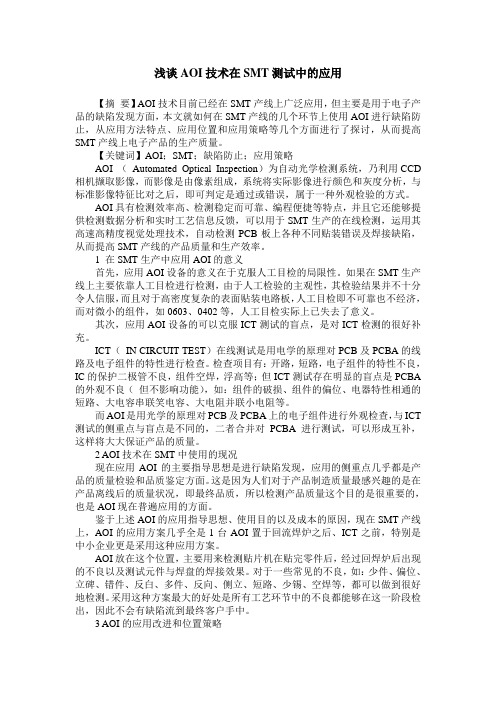
浅谈AOI技术在SMT测试中的应用【摘要】AOI技术目前已经在SMT产线上广泛应用,但主要是用于电子产品的缺陷发现方面,本文就如何在SMT产线的几个环节上使用AOI进行缺陷防止,从应用方法特点、应用位置和应用策略等几个方面进行了探讨,从而提高SMT产线上电子产品的生产质量。
【关键词】AOI;SMT;缺陷防止;应用策略AOI (Automated Optical Inspection)为自动光学检测系统,乃利用CCD 相机撷取影像,而影像是由像素组成,系统将实际影像进行颜色和灰度分析,与标准影像特征比对之后,即可判定是通过或错误,属于一种外观检验的方式。
AOI具有检测效率高、检测稳定而可靠、编程便捷等特点,并且它还能够提供检测数据分析和实时工艺信息反馈,可以用于SMT生产的在线检测,运用其高速高精度视觉处理技术,自动检测PCB板上各种不同贴装错误及焊接缺陷,从而提高SMT产线的产品质量和生产效率。
1 在SMT生产中应用AOI的意义首先,应用AOI设备的意义在于克服人工目检的局限性。
如果在SMT生产线上主要依靠人工目检进行检测,由于人工检验的主观性,其检验结果并不十分令人信服,而且对于高密度复杂的表面贴装电路板,人工目检即不可靠也不经济,而对微小的组件,如0603、0402等,人工目检实际上已失去了意义。
其次,应用AOI设备的可以克服ICT测试的盲点,是对ICT检测的很好补充。
ICT(IN CIRCUIT TEST)在线测试是用电学的原理对PCB及PCBA的线路及电子组件的特性进行检查。
检查项目有:开路,短路,电子组件的特性不良,IC的保护二极管不良,组件空焊,浮高等;但ICT测试存在明显的盲点是PCBA 的外观不良(但不影响功能),如:组件的破损、组件的偏位、电器特性相通的短路、大电容串联笑电容、大电阻并联小电阻等。
而AOI是用光学的原理对PCB及PCBA上的电子组件进行外观检查,与ICT 测试的侧重点与盲点是不同的,二者合并对PCBA进行测试,可以形成互补,这样将大大保证产品的质量。
AOI学习手册部分资料
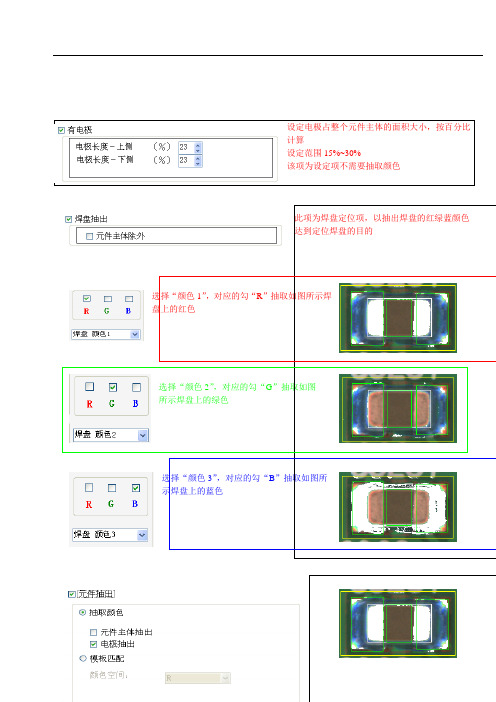
设定电极占整个元件主体的面积大小,按百分比计算设定范围15%~30%该项为设定项不需要抽取颜色此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“电极抽出”抽取电极颜色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色,如上图所示红色框内为该项的检查区域,抽取焊盘的红色.该项用于检查多锡,如果焊锡过多,电极面积就会相应减少,抽取电极颜色,红色横向纵向该项通过焊盘和主体定位后的相对位置元件的偏移量,大于标准则NG该项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色检查是否漏料、翻面、立碑错料,选取电路板面积抽取电路板颜色5.3晶体管元件基本设定及颜色抽去方法A: 自动抽出窗口B: 焊盘窗口 AC: 电极窗口BD: 贴装窗口E: 主体窗口CF: 极性窗口D DE纵向BBC横向C晶体管此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色检查是否漏料、翻面、立碑错料,选取电路板面积抽取电路板颜色5.4 排阻元件基本设定及颜色抽去方法ABDC纵向EDA: 自动抽出窗口B: 焊盘窗口C: 电极窗口D: 贴装窗口横向E: 主体窗口排阻F: 极性窗口此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色该项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色5.5钽电容元件基本设定及颜色抽去方法A E DB B横向 FC C纵向A: 自动抽出窗口B: 焊盘窗口C: 电极窗口D: 贴装窗口E: 主体窗口F: 极性窗口此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色此项检查元件是否少锡,检查区域为两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色5.6 IC元件基本设定及颜色抽去方法EDBA横向D A: 自动抽出窗口B: 焊盘窗口B D: 贴装窗口F E: 主体窗口F: 极性窗口纵向SOP横向纵向QFP检查元件的引脚个数,不抽取颜色此项为引脚定位项,抽取引脚的颜色红色此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色横向纵向此项检查引脚间的连锡,抽取连锡的颜色(R,G,B都要抽取)此项检查引脚的弯曲,抽取引脚颜色红色。
AOI学习手册
3.2像机工作原理图
图示为在彩色高亮度方式下焊锡表面
的倾斜和摄像机摄取画像的颜色分布
关系
实际的彩色高亮度图像
1.打开总电源(总电源开关在电脑主机旁)
2.总电源打开后,电脑会自动启动进入Windows界面下。
3.按SON按键(PLC上电)
4在Windows界面下,找到 图标,然后双击打开。
5.1Mark点编辑。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。18
5.2CHIP元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。23
5.3晶体管元件基本设定及颜色抽去方法。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。27
元件库检查:元件分类/元件资料/元件模板
标准检查时间:4~15ms/元件 <150ms/FOV
检查个数:最大10000元件/基板
制程复制:同型号机器间制程通用,通过移动存储复制或通过局域网间共享
硬件系统
可检测PCB尺寸:Min 50㎜(L)×50㎜(W) Max 350㎜(L)×420㎜(W)
可检测PCB厚度:0.3~3.0㎜
添加元件新建元件组更改名称元件种复制
连续添加元件新建元件种元件种移动元件种删除
在元件库内找到相应的元件,单击“添加元件”将添加出来的元件移到相应的元件上(也可以将“连续添加元件”按键选择到 位置,然后在PCB板上相应的元件上双击即可)
元件主体
自动抽出窗口
单击“元件测试”
单击“停止”`
AOI培训资料

06
AOI未来趋势与挑战
AOI未来发展趋势
1 2 3
智能化发展
随着人工智能技术的进步,AOI检测系统将更加 智能化,能够自动学习和优化检测算法,提高检 测准确性和效率。
5G技术的应用
5G技术为AOI带来了新的机遇,使得远程控制和 实时数据传输更加便捷,可实现高效率的生产和 检测。
柔性化发展
随着电子产品更新换代的加速,AOI检测设备将 更加轻薄、便携,适应多品种、小批量的生产需 求。
但需要配置高精度相机和镜头,成本较高。
02
激光型AOI设备
利用激光扫描技术,对待检测电路板进行扫描,通过反射光束的强度和
分布情况来检测电路板上的缺陷。其优点是检测速度快、效率高,但容
易受到环境光和表面材质的影响。
03
复合型AOI设备
结合了图像型和激光型AOI设备的优点,采用双镜头设计,同时具备图
像识别和激光扫描两种检测技术,能够更加全面地检测电路板上的缺陷
深度学习技术
利用深度神经网络对图像进行高级分析和识别,提高检测精度和 效率。
自然语言处理技术
用于处理和分析文本数据,为AOI系统提供智能化支持。
04
AOI设备与系统
AOI设备类型与特点
01
图像型AOI设备
利用光学成像原理,将待检测电路板放置在检测摄像头前,通过图像识
别技术对电路板上的缺陷进行检测。其优点是检测精度高、稳定性好,
。
AOI系统组成与功能
硬件部分
包括工业相机、镜头、光源、工作台等组成,负责采集电路板的 图像数据。
软件部分
包括图像处理软件、数据分析软件等组成,负责对采集到的图像数 据进行处理、分析、识别和分类。
AOI培训资料

提供AOI领域的培训教程,包括AOI设备操作、检测程序编写 、数据处理等方面的教程,帮助学员快速掌握AOI设备的操作 和维护。
THANKS
感谢观看
AOI检测规范
介绍AOI检测的规范和流程,包括检测前的准备工作、检测过程中的注意事项、 检测后的数据处理等方面的规范,帮助学员掌握正确的检测方法和流程。
AOI相关书籍与教程
AOI专业书籍
推荐AOI领域的专业书籍,包括AOI技术原理、设备构造、检 测技术等方面的书籍,帮助学员系统地学习AOI相关知识。
Utech AOI
Utech是另一家国内知名的AOI设备供应商,其AOI产品线也覆盖了多个型号,如UT300 、UT600、UT1000等,同样适用于不同领域的PCB板检测。
Machvision AOI
Machvision是一家*地区的AOI设备供应商,其AOI产品线也覆盖了多个型号,如MV300 、MV600、MV1000等,适用于不同领域的PCB板检测。
AOI在绿色制造领域的应用挑战
总结词
环保与节能
详细描述
在绿色制造领域,AOI技术的应用也需要考虑环保和节 能的问题。例如,在使用AOI设备进行缺陷检测时,需 要使用大量的电力。如果AOI设备的能效不够高,就会 导致能源浪费和环境污染。因此,需要研发更加环保和 节能的AOI设备,以降低对环境的影响。此外,在使用 AOI技术时,也需要考虑如何正确处理和处置废品和缺 陷品,以符合环保法规的要求。
AOI培训资料
xx年xx月xx日
contents
目录
• AOI简介 • AOI系统构成 • AOI操作与维护 • AOI应用案例分析 • AOI发展趋势与挑战 • AOI相关资料与文献
AOI技术资料

AOI技术资料什么是AOIAOI的全称是Automatic Optic Inspection(自动光学检测),是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的设备。
为什么要用AOI为了进行质量控制,在SMT生产线上要进行有效的检测。
2.1 SMT生产线上通常用到的检测方法1)人工目检用人眼来检测电路板焊接完成前后其上各元件是否正确、是否连焊、焊锡是否合适。
人工目检通常位于贴片机后或回流炉后的第一个工位。
2)在线测试(ICT)通过对电性能的检测,判断元件是否到位,是否焊接良好。
在线测试的位置通常位于回流炉后,人工目检之后。
3)功能测试(FUNCTIONAL TESTING)在生产线的末端,利用专门的测试设备,对电路板的功能进行全面的测试,用以确认电路板的好坏。
2.2 常用方法的缺点人工目检是最方便、实用、适应性最强的一种。
因为从原理上说,设计好的电路板,只要其上的元件类型、位置、极性全部正确,并且焊接良好的话,其性能就应该符合设计要求。
但是由于SMT工艺的提高,及各种电路板结构尺寸的需要,使电路板的组装向着小元件、高密度、细间距方向发展。
受自身生理因素的限制,人工目检对这种电路板已很难进行准确、可靠、重复性高的检测了。
由于ICT需要针对不同的电路板制作不同的模板,制作和调试的周期较长,故只适用于大批量生产。
功能测试需要专门的设备及专门设计的测试流程,故对绝大多数电路板生产线并不适用。
2.3 AOI的优点编程简单AOI通常是把贴片机编程完成后自动生成的TXT辅助文本文件转换成所需格式的文件,从中AOI获取位置号、元件系列号、X坐标、Y坐标、元件旋转方向这5个参数,然后系统会自动产生电路的布局图,确定各元件的位置参数及所需检测的参数。
完成后,再根据工艺要求对各元件的检测参数进行微调。
操作容易由于AOI基本上都采用了高度智能的软件,所以并不需要操作人员具有丰富的专业知识即可进行操作。
故障覆盖率高由于采用了高精密的光学仪器和高智能的测试软件,通常的AOI设备可检测多种生产缺陷,故障覆盖率可达到80%。
AOI概论
序“机器视觉”是一门多学科交叉的技术,该技术融合了机械、电气、光学、数学、计算机及软件等技术。
计算机软件技术是“机器视觉”的基础,而软件中的识别(检测)算法(方法)是计算机软件的灵魂。
国内已对机器视觉中的“图像处理技术”进行了大量的研究,但对该领域中的光源、镜头、相机、图像采集等硬件的研发相对较少,同时,对为如何实现“机器视觉”的相关软件算法也缺乏基础研究和教学,我们依然在大量的使用国外的“技术包”。
电子制造业对“机器视觉”技术的使用相对较早,比较有代表性的产品如AOI、SPI、X-ray等。
在本世纪初,国内一些民营企业便开始了对AOI产品的研发、生产和销售。
“算法”是机器视觉的核心技术,在解决“机器视觉”对图像的识别过程中,我们将面临错综复杂的识别问题,如文字、不规则图形、颜色等识别问题。
我们深信,没有任何一种算法是最好的,我们只有根据不同的问题采用最合适的识别算法才能提高实际的识别精度。
所以,我们需对各种的算法进行大量的基础研究和教学是尤为重要的。
技术一直在推动动着人类向新时代的进步,人类曾历经了“机械化”、“自动化”、“数字化”时代。
而“机器视觉”是融合上述3个时代的技术结晶,“机器视觉技术”就相当于给我们的机器设备增添了“眼睛”和“大脑”,我们可以让机器设备能够逐步具备“看”和“想”的能力,使机器设备不断的拥有“视觉”和“逻辑思维”等“机器智能”。
在历经此次全球性的金融危机后,我们可以期待“机器视觉”将会快速推动“智能化”时代的来临。
细读了东莞市盟拓计量科技有限公司编写的《SMT-AOI概论》,文章中介绍了AOI设备使用中的较多相关算法原理及技术运用,我们希望该文集能成为一本业内技术普及读物,并可起到“抛砖引玉”的作用,从而推动“机器视觉技术”在各领域的快速发展。
中国测试技术研究院广州分院院长:周伦彬2009年7月1日目录:序 (1)第一部分 SMT-AOI发展和趋势 (4)一,AOI基本原理 (4)二,SMT-AOI的运用及发展 (4)三,AOI发展历史 (5)第二部分设备硬件 (7)第一章机械制造 (7)一,外壳及机架 (7)二,平台及横梁(XY轴) (7)三、夹具设计 (8)第二章电气控制 (9)一,伺服系统 (9)二,运动控制卡 (9)三,周边控制 (10)四,计算机 (10)第三章光学(视觉)系统 (11)一,光源 (11)二,相机 (11)三,镜头 (13)第三部分软件算法及运用 (17)第一章图像统计分析 (18)1.1图像统计分析原理 (18)1.2注册与统计过程 (18)1.3 正常测试过程 (19)1.4 一般程序制作及调试方法 (19)1.4.1 制作对象: (19)1.4.2 制作步骤: (19)1.4.3 调试方法 (22)1.5注意事项 (26)1.6 优缺点 (26)第二章IC桥接分析 (27)2.1 IC桥接分析原理 (27)2.2一般程序制作及调试方法 (27)2.2.1 制作对象: (27)2.2.2 制作步骤: (28)2.3 其它方面运用 (30)2.4 注意事项 (31)2.5优缺点 (31)第三章字符识别(OCR) (32)3.1字符识别分析原理 (32)3.2 一般程序制作与调试 (32)3.2.1制作对象 (32)3.2.2制作步骤 (33)3.3调试方法 (35)3.4注意事项 (35)3.5优缺点 (35)第四章颜色分析 (36)4.1颜色距离分析原理 (36)4.1.1线性颜色分析原理 (36)4.1.2 一般程序制作及调试方法 (37)4.1.2.1制作对象:无丝印字符的元件本体 (37)4.1.2.2制作步骤: (37)4.1.3 调试方法 (38)4.1.4 注意事项 (38)4.1.5优缺点 (38)4.2.1非线性颜色分析原理 (38)4.2.2 一般程序制作及调试方法 (39)4.2.2.1制作对象:颜色比较复杂的元件(如焊点等) (39)4.2.2.2制作步骤: (39)4.2.3 调试方法 (40)4.2.4 注意事项 (40)4.2.5优缺点 (40)第五章灰阶分析 (41)5.1灰阶分析原理 (41)5.2 一般程序制作与调试方法 (42)5.2.1制作对象:黑白比重:焊点及IC引脚 (42)5.2.2制作步骤:(黑白比重) (42)5.3调试方法 (43)5.4注意事项及优缺点 (43)第六章图形相似性分析 (44)6.1图形相似性原理 (44)6.2转换和计算过程 (44)6.3 一般程序制作及调试方法 (45)6.31制作对象:带有丝印及字符的元件、IC芯片极性、二极管极性 (45)6.32制作步骤: (45)6.33 调试步骤 (45)6.4 优点及缺点: (46)6.5其它检测方法和功能 (46)第三部分设备评估方法 (47)一,硬件部件评估方法 (47)二,软件评估方法 (47)三,检测能力评估方法 (48)四,综合性能评估方法 (48)第一部分 SMT-AOI发展和趋势一,AOI基本原理AOI(Automated Optical Inspection)自动光学检测,利用光学和数字成像技术,采用计算机和软件技术分析图像而进行自动检测的一种新型技术。
AOI培训资料

不良的类型 -5
8. 立碑/侧立
Top light Side light
立碑: NG
9.侧立
NG OK
不良品实图 确认方法分析
缺件 实例一
实物比 较图
少件
不良品的位置
反向 实例一
不良位 置
极性 点 样品图
检测框内没有 “极性点”发 现这样的情况, 我们应该及时 核对样板
反向
文字样 板图
实物与文字样 板图相差180 度,反向
可檢測的內容有
缺件、墓碑(立碑)、側立、短路、錯件、
极反(反向)、少锡、假焊、 反白(翻贴)、位移等。
不良图片确认速度及误测标准
确认速度大约1秒钟确认一张图片。 误测10个为正常;超过及误测偏高(需优化程序) 报文字错件&极性是需要实物确认是否为不良。 不能确认报警图片是否是不良,需找拉长/工程师/QC
1.在设备工作时候,手不可伸进设备内部及AOI機臺軌道和
前后接駁臺連接處,以免造成人员伤害。 2.发生紧急情况时要马上报告工程师或班长,不可私自处理, 以免造成不必要的損失&人員傷害 。 3.如果设备线老化,切不可用手接触 请及時通知隨線工程人 員。
培训结束 谢谢聆听
SMT
样板图
不良 位置 检测窗文字与 文字样板图不 一致 错件
实例二反向
红色框框表示, 极性点正确位 置,应在左上 角
正常情 况下
极性点实际 位置右上角
检查的不良类型 -1
2. 位移
正常: OK
元件偏移: NG
3. 短路
正常: OK
短路:
NG
偏移:实例一
比较图
方法一:单单看图片,可看 出元件附近多出一个焊盘, 只有一个焊盘显然不正常。 方法二:通过报警不良内容, Shift(偏移)此窗口我们大部 分都做在元件上;换言之此 窗口不在元件上此元件就疑 似偏移需看实物判断 方法三:和右上样品图片对 比也可以直接判断出偏移
AOI培训资料

AOI在半导体、显示面板、太阳能电池等领域的应用已经越来越广泛。未来,随 着这些领域的不断发展,AOI的应用前景将更加广阔。同时,AOI也将不断拓展 新的应用领域,如5G、物联网等新兴领域。
THANKS
根据报警提示,逐一排查故障原因,如无法 解决需及时联系厂家或专业技术人员。
故障排除的注意事项
安全操作
在排除故障时,应注意安全操作规 范,避免因不当操作导致设备损坏 或人身伤害。
记录故障信息
在排除故障过程中,应记录故障信 息并保存,以便后续分析处理。
加强日常维护
为减少故障发生,应加强日常维护 和保养工作,定期检查设备运行状 态和易损件磨损情况。
定期培训
操作和维护AOI设备需要专业的技能和知识。因此 ,对于初次使用者或维护者来说,必须接受正规 的培训并获得相关证书。
05
AOI的优缺点及使用技巧
AOI的优点
精简
AOI(Area of Interest)能够有 效地将图像中的感兴趣区域进行 概括和表达,减少冗余信息,突 出重要细节。
特征提取
03
AOI的常见故障及排除方法
AOI的常见故障
AOI启动失败
AOI无法正常启动,可能由于硬件 故障、软件故障或者网络问题引起 。
图像识别问题
AOI的图像识别出现问题,不能正 确识别产品缺陷或故障部位。
报警提示错误
当AOI出现故障时,系统会产生相 应的报警提示,但有时会出现误报 现象。
AOI运行速度慢
根据实际情况,定期对AOI设备进行校准, 以确保其检测结果的准确性。
AOI的操作和维护注意事项
遵守操作规程
在操作AOI设备时,必须严格遵守制造商提供的操 作规程和使用说明。
AOI培训资料

常见问题
问题1
AOI程序无法正确运行,出现未知 错误。
问题2
识别速度较慢,不能满足生产节拍 要求。
问题3
无法准确识别复杂图形和细微特征 。
问题4
对噪声、光照、角度等环境因素较 为敏感。
解决方案
解决方案1
对于问题1,可以检查AOI程序是否有语法错误或 逻辑错误,也可以检查输入数据是否符合要求。 另外,可以采用容错机制和异常处理来增强程序 的健壮性和可维护性。
AOI通过采集产品的图像,利用计算机视觉和图像处理技术, 自动化地识别、测量和判断产品表面的缺陷、结构不良、位 置偏移等问题,从而实现对生产过程的质量控制和产品质量 的检测。
AOI的组成
1 2 3
硬件
包括高分辨率数字相机、光源、机械臂等部件 ,用于采集产品的图像和进行自动化检测。
软件
包括图像处理算法、机器学习算法等,用于对 采集到的图像进行分析、处理、缺陷检测和数 据管理。
数据库
用于存储和管理检测数据,为后续的质量控制 和生产管理提供数据支持。
AOI的工作原理
AOI通过高分辨率数字相机采集产品的图像,并在 计算机上进行处理。
机器学习算法通过大量的数据训练和学习,不断 提高缺陷检测的准确性和效率。
图像处理算法对采集到的图像进行预处理、分割 、特征提取等操作,以识别和测量产品的缺陷和 不良品。
检测精度和速度的提升
01
检测精度
通过采用更先进的算法和更高精度的硬件设备,提高AOI的检测精度
。
02
检测速度
优化算法和引入并行处理技术等方式,提高AOI的检测速度,以满足
更高效的生产线要求。
03
实时性
加强与生产线的集成,实现实时数据采集和分析,为生产过程控制提
SMT AOI操作

AOI操作在SMT的检验中常采用目测检查与光学设备检查两种方法,有只采用目测法,亦有采用两种混合方法。
它们都可对产品100%的检查,但若采用目测的方法时人总会疲劳,这样就无法保证员工100%进行认真检查如图 6-1-1。
因此,我们要建立一个平衡的检查(inspection)与监测(monitering)的策略即建立质量过程控制点。
为了保证SMT设备的正常进行,加强各工序的加工工件质量检查,先AOI检查在目测检查。
图6-1-2VCTA-A486图6-1-1 人工目检与AOI比对图6.1自动光学检测仪AOI系统用可见光(激光)或不可见光(X射线)作为检测光源,光学部分采集需要检测的电路板图形,由图像处理软件对数据进行处理、分析和判断。
6.1.1自动光学检测(AOI)基础知识AOI采用了高级的视觉系统、新型的给光方式、高的放大倍数和复杂的处理法,从而能够以高测试速度获得高缺陷捕捉率。
AOI系统能够检验大部分的元器件,包括有:矩形元件(0805或更大)、圆柱形元件、钽电解电容器、线圈、晶体管、排组、FP、SOIC(0.4mm 间距或更大)、连接器、异型元件等,能够检测出元器件漏贴、钽电容的极性错误、焊脚定位错误或者偏斜、引脚弯曲或者折起、焊料过量或者不足、焊点桥接或者虚焊等6.1.2 AOI设备主要分类日本OMRON公司的(VT-PRO、VT-PRO-Z、VT-WINTI)。
三种设备都可以做焊膏丝印后检查、元器件贴片后检查、回流焊接后检查。
VT-PRO和VT-PRO-Z机器外观一样,但使用的软件不同。
VT-WINTI机器见,通过VT—WINTI机器的检查拍下的SMT电路板照片。
我们采用的是离线式VCTA-A486,如图6-1-2。
6.1.3 AOI检查原理AOI(Automatic Optical Inspection),即自动光学检查。
它是自动检查经过波峰焊以及回流焊后的印刷电路板的焊锡焊接状况和实装情况的装置。
AOI培训资料
AOI培训资料【第一篇】AOI培训资料:提升生产效率的关键在现代工业生产中,自动光学检测(Automated Optical Inspection,简称AOI)技术被广泛应用于电子制造业,用于检测电路板或其他电子组件的质量与可靠性。
AOI培训资料就是为了帮助工人和技术人员更好地理解和运用AOI技术,提升生产效率。
一、什么是AOI技术?AOI技术是利用光学成像技术配合计算机图像分析算法,对电子元器件及其焊接质量、位置等进行自动检测和判定的一种先进技术。
通过高分辨率的光学设备,AOI系统能够快速、准确地检测电子元器件的安装质量、焊接质量、电气连接等方面的问题。
二、为什么需要进行AOI培训?1. 提高产品质量:AOI技术可以检测出电子元器件的异常情况,如短路、焊接问题、缺失等,及时发现并解决这些问题,可以有效提高产品质量,减少不良品的产生。
2. 提升生产效率:AOI技术可以实现对成千上万个电子元器件的自动检测,与人工检测相比,大大提高了检测速度和效率,有助于加快生产速度,缩短交货周期。
3. 减少人力成本:传统的电子元器件检测需要大量的人力投入,不仅费时费力,而且易出现疏漏和误判。
通过进行AOI培训,企业可以培养出专业的AOI技术人员,降低人力投入成本,提高检测的准确性和效率。
三、AOI培训资料内容1. AOI系统基本原理:介绍AOI技术的原理和基本构成,包括光源装置、成像装置、图像处理和分析算法等。
2. AOI系统的应用场景:针对不同领域的电子制造业,阐述AOI 技术的应用场景和适用范围,如SMT焊接检测、PCBA贴片检测等。
3. AOI系统的操作流程:详细介绍AOI系统的操作流程,包括图像采集、图像预处理、特征提取、缺陷检测和结果输出等各个环节。
4. AOI系统的常见问题与解决方法:总结AOI系统在实际应用中可能遇到的问题和解决方法,帮助培训对象快速排除故障,提高使用效果。
5. AOI系统的性能评估和优化:介绍如何通过性能评估和优化,进一步提升AOI系统的检测准确性和效率,推动企业生产管理的持续改进。
SMT AOI

长 差 差
短 好 较好
准确性 因人而异
误点率高
pcb四分区(每个工位负责检查板的四分之一)
AOI
主要特点
1)高速检测系统 与PCB板帖装密度无关
2)快速便捷的编程系统 - 图形界面下进行 -运用帖装数据自动进行数据检测 -运用元件数据库进行检测数据的快速编辑
3)运用丰富的专用多功能检测算法和二元或灰度水 平光学成像处理技术进行检测
焊膏塌落 焊膏太多 加热速度过快
焊盘和元器件可焊性差 印刷参数不正确 再流焊温度和升温速度不当
解决方法
校准定位坐标 加大焊膏量,增加安放元器件 的压力 减小锡膏中焊剂的含量
增加锡膏金属含量或黏度 减小丝网孔径,增加刮刀压力 调整再流焊温度曲线 加强 PCB 和元器件的筛选 检查刮刀压力、速度 调整再流焊温度曲线
AOI
AOI 检 查 与 人 工 检 查 的 比 较
AOI检查与人工检查的比较
人工检查
AOI检查
人
重要
辅助检查
pcb<18*20及千 个pad以下
时间 持续性 可靠性
正常 因人而异 因人而异
正常 好 较好
准确性 因人而异
误及千 个pad以上
时间 持续性 可靠性
不良原因列表
序号 缺陷
原因
4 元器件竖立
安放的位置移位
焊膏中焊剂使元器件浮起
印刷焊膏厚度不够
加热速度过快且不均匀
采用Sn63/Pb37焊膏
5 焊点锡不足
焊膏不足
焊盘和元器件焊接性能差
再流焊时间短
6 焊点锡过多 丝网孔径过大 焊膏黏度小
解决方法
调整印刷参数 采用焊剂较少的焊膏 增加焊膏厚度 调整再流焊温度曲线 改用含 Ag 的焊膏
AOI 技术员培训资料
程式制作
一、新建Library資料夾 新建Library資料夾
打開桌面圖標“我的電腦” 打開桌面圖標“我的電腦” -D盤-Library (新建文件夾) 盤-Library
注意:文件夾的名稱以“SOP”上的機種名稱命名。 文件夾的名稱以“SOP”
下面以撼訊機種“R57CG-TD3-MS-H(1549)-TOP” 下面以撼訊機種“R57CG-TD3-MS-H(1549)-TOP”o為例
程式制作
4.PCB 影像攝影 New PCB Model领域的設定结束后,會彈出如下對話框,按‘YES’開關, 攝影全體PCB影像。
程式制作
5.1、Fiducial Mark 設定(設定PCB基準點)
將鼠標移動至程序縮略圖位置,單擊右鍵,選擇 “Module Fiducial…“ … ※ 选择PCB位於對角位置上的MARK作為程式的MARK點 ◆ 按 Fiducial Mark 1的,”Add”登記完 了Fiducial Mark 1後,向 Fiducial Mark 2 移動,Fiducial Mark 2也用同樣的方法登記 詳見下頁
系統概述
二、软件系统
1、系统软件操作平台:Windows XP 系统软件操作平台: 设备程序利用貼片機的數據實現高速正確的自動Teaching, 利用貼片機的數據實現高速正確的自動Teaching 2、设备程序利用貼片機的數據實現高速正確的自動Teaching,可利用來自一 般常用貼片機所形成的坐標數據也可直接掃描圖片來轉換生成。 般常用貼片機所形成的坐標數據也可直接掃描圖片來轉換生成。 提供离线编程软件。 3、提供离线编程软件。 4、具备元件资料库。 具备元件资料库。 具备完善的SPC工具。 SPC工具 5、具备完善的SPC工具。 编程软件易于使用;各种资料库易于维护; 6、编程软件易于使用;各种资料库易于维护;编好的程序可移植性强 (即 AOI上拷贝到另一台同型号的AOI时程序只須作稍微调整 上拷贝到另一台同型号的AOI时程序只須作稍微调整)。 软件从一台 AOI上拷贝到另一台同型号的AOI时程序只須作稍微调整)。 必须配备完整的技术、操作、 7、必须配备完整的技术、操作、维护手册及软件光盘 8、具有完整的自校准能力,在测试指标发生偏移时,可自动调校 具有完整的自校准能力,在测试指标发生偏移时,
AOI产品核心技术介绍(PPT33页)
• 对电路板的线路制作后(蚀刻(shíkè)后)的进行光学扫描,检查出电路板是否存在缺陷(如短路,开路等)。
联系人
第四页,共32页。
联系人
第五页,共32页。
联系人
选择批号 检测 验证
创 建 PSU文 件 检测基板 检修基板
联系人
第二十二页,共32页。
导 入 G erber文 件 设置配置参数 设置检测参数 选择检测区域
选择登陆点 保 存 PSU文 件 运行板设定
主要(zhǔyào)技术指标
• 检测材料(cáiliào):印制电路板(PCB板) • 可扫描最大面板尺寸:26〞× 30〞(660×762mm) • 可检测最大面板尺寸:25〞× 29〞(635×737mm) • 可扫描面板类型:各种内外层:硬板、软板、 • 软硬复合板、激光钻孔板、叠层板等; • 布线类型包括信号、电源地线、混合、 • 屏蔽及其它等 • • 可扫描基板类型:铜箔、镀铜、镀金、干膜 • 可检测缺陷类型:短路、断路、缺口、锯齿状、 • 突出点、针孔、铜渣、线路凹陷、 • 线宽 /线距/孔环差异、 • 遗漏的特征、错误的特征等
编码器
线扫描CCD工作 联系人 (gōngzuò)原理
第十一页,共32页。
光路系统(xìtǒng)
联系人
第十二页,共32页。
三种(sān zhǒnɡ)检测算法
• DRC检测 • 基本思想:DRC 使用一套用户(yònghù)设计的规则来
检测违反设计规则的二进制数据,所有不符合规则的 特征都认为是缺陷。 • 规则包括:允许的最大最小线宽、最大最小焊盘尺寸、 最小导体间距、所有的线条都必须以焊盘结束等。 • 检测缺陷:毛刺、鼠咬、线条、间距、焊盘尺寸违反 等