最新1.铝及铝合金金相检验
1.铝及铝合金金相检验
ZL103铸造态金相
•13
变质处理
❖ 变质处理:为提高Al-Si合金的综合性能,加入变质 剂,改变硅的分布形状,使其呈点球状。
❖ 变质处理的类型:钠变质、磷变质、锶变质 ❖ 变质不正常原因
变质不足是由于变质不完全,或部分变质失效所致变质 后停留时间过长引起变质效果衰退。
变质过度主要是由于变质剂加入过多所引起。
❖ α(Al)-树枝状晶(基体) ❖ Si
初晶硅:多边形、几何状、深灰色 共晶硅:针块状
•11
三种铝硅合金基本组织
❖ 亚共晶Al-Si合金:
树枝状α(Al)相+(α+Si)共晶体(分布在α枝晶 间)
❖ 共晶Al-Si合金:
(α+Si)共晶
❖ 过共晶Al-Si合金:
块状初生Si+(α+Si)共晶体:
铝合金的宏观检验
1、试样的制备
取样部位:有代表性
取样方式:锯切或铣割
加工方法:切削加工量小
粗糙度要求:不低于3.2Ra
清洗:汽油、酒精、丙酮
•1
铝合金的宏观检验
2、试样的侵蚀
侵蚀剂:NaOH(10%~25%) 时间:3~30min 去膜:20%~30%HNO3 冲水
•2
铝合金的宏观检验
3、检验标准 ❖ JB/T7946.2-1999《铸造铝合金针孔》
五级针孔 ❖ GB/T3246.2-2000《变形铝及铝合金制品低倍组织检验方法》
缺陷分为22种 晶粒度松、非金属夹杂、氧化膜、化合物(一次 晶)、羽毛状晶、光亮晶粒、气孔、冷隔、 铸造裂纹、板材分层、缩尾、成层、挤压裂 纹、淬火裂纹、粗晶环、焊合不良、锻造裂 纹、压折、流纹不顺、裂口、纵向裂纹。
•14
变质处理前后硅形貌
赶紧收藏!铝及铝合金高清金相图谱
赶紧收藏!铝及铝合⾦⾼清⾦相图谱铝合⾦是⼯业中应⽤最⼴泛的⼀类有⾊⾦属结构材料,在航空、航天、汽车、机械制造、船舶及化学⼯业中已⼤量应⽤。
⼯业经济的飞速发展,对铝合⾦焊接结构件的需求⽇益增多,使铝合⾦的焊接性研究也随之深⼊。
⽬前铝合⾦是应⽤最多的合⾦。
纯铝分冶炼品和压⼒加⼯品两类,前者以化学成份Al表⽰,后者⽤汉语拼⾳LV(铝、⼯业⽤的)表⽰。
铝合⾦按加⼯⽅法可以分为形变铝合⾦和铸造铝合⾦两⼤类:形变铝合⾦能承受压⼒加⼯。
可加⼯成各种形态、规格的铝合⾦材。
主要⽤于制造航空器材、建筑⽤门窗等。
形变铝合⾦⼜分为不可热处理强化型铝合⾦和可热处理强化型铝合⾦。
不可热处理强化型不能通过热处理来提⾼机械性能,只能通过冷加⼯变形来实现强化,它主要包括⾼纯铝、⼯业⾼纯铝、⼯业纯铝以及防锈铝等。
可热处理强化型铝合⾦可以通过淬⽕和时效等热处理⼿段来提⾼机械性能,它可分为硬铝、锻铝、超硬铝和特殊铝合⾦等。
铸造铝合⾦按化学成分可分为铝硅合⾦,铝铜合⾦,铝镁合⾦,铝锌合⾦和铝稀⼟合⾦,其中铝硅合⾦⼜有过共晶硅铝合⾦,共晶硅铝合⾦,单共晶硅铝合⾦,铸造铝合⾦在铸态下使⽤。
铝合⾦形变铝合⾦⼀系:1000系列铝合⾦代表 1050、1060 、1100系列。
在所有系列中1000系列属于含铝量最多的⼀个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以⽣产过程⽐较单⼀,价格相对⽐较便宜,是⽬前常规⼯业中最常⽤的⼀个系列。
市场上流通的⼤部分为1050以及1060系列。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,⽐如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上⽅为合格产品。
我国的铝合⾦技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
⼆系:2000系列铝合⾦代表2024、2A16(LY16)、 2A02(LY6)。
铝合金 金相组织判定
铝合金金相组织判定
铝合金金相组织判定
铝合金的金相组织是指金属中熔体本身的基本组成部分,影响金属塑性的重要因素之一,主要包括α型、β型和γ型三种。
α型铝合金金相组织主要由铝原子组成的六方晶粒组成,α型铝合金金相组织有良好的塑性,但其机械强度较低,因而不能大量使用,大多数用于制造焊接结构件,例如螺栓、螺母等零件。
β型铝合金金相组织主要由双六方晶粒和不同角度的铝原子构成,具有较高的机械强度和较低的塑性,被大量用于制造大型结构件,例如机床、船用机器等,也可用于制作大型电子器件。
γ型铝合金金相组织主要由铝原子、铬原子、钛原子和铁原子构成,并由双六方晶粒组成,具有较高的塑性和机械强度,可大量用于制造航空航天机械、汽车及其它普通结构件。
此外,γ型铝合金也可用于制作特殊零件,如汽油喷射器、超级电容器等。
因此,铝合金的金相组织对铝合金性能和应用有重要影响,应充分利用金相分析技术,确定其金相组织,以更好的满足铝合金性能和使用要求。
- 1 -。
铝合金材料检验试验规范方案

铝合金材料检验试验规范方案一、引言铝合金材料具有轻质、可塑性好、导热性和导电性良好等特点,广泛应用于航空、汽车、建筑等各个领域。
为保证铝合金材料的质量,必须进行严格的检验试验。
本方案旨在制定铝合金材料检验试验规范,确保产品质量稳定可靠。
二、检验项目1.化学成分分析:通过化学成分分析仪,对铝合金材料进行成分检验,确保其满足相关标准。
2.机械性能测试:包括拉伸试验、硬度测试、冲击试验等,通过对铝合金材料的机械性能进行测试,评估其力学性能的稳定性和可靠性。
3.金相组织检验:通过金相显微镜对铝合金材料进行观察和分析,检验其金相组织情况,确认是否存在缺陷、夹杂物等问题。
4.腐蚀性能测试:通过盐雾试验、浸泡试验等方式,评估铝合金材料的耐腐蚀性能,确认其适用于特定的工作环境。
5.表面质量检验:通过目视检查、光学显微镜等方式,检验铝合金材料的表面状态、氧化膜、划痕等问题。
三、检验仪器设备1.化学成分分析仪:用于进行铝合金材料的化学成分检验。
2.材料试验机:用于进行拉伸试验、硬度测试等机械性能测试。
3.金相显微镜:用于观察铝合金材料的金相组织情况。
4.盐雾试验箱:用于进行铝合金材料的耐腐蚀性能测试。
5.光学显微镜:用于检查铝合金材料的表面质量。
四、检验流程1.采集样品:根据实际需要,采集铝合金材料的样品,确保样品具有代表性。
2.化学成分分析:将样品送入化学成分分析仪,进行成分分析,比较检验结果与相关标准的要求。
3.机械性能测试:根据需要进行拉伸试验、硬度测试、冲击试验等,测量相关参数,与标准进行对比。
4.金相组织检验:将样品镶嵌、研磨、抛光,通过金相显微镜观察和分析样品的金相组织情况。
5.腐蚀性能测试:根据需要进行盐雾试验、浸泡试验等,评估铝合金材料的耐腐蚀性能。
6.表面质量检验:对样品进行目视检查和光学显微镜观察,检查表面质量、氧化膜、划痕等问题。
五、记录和报告每一项检验项目完成后,要详细记录测试结果,包括样品编号、测试方法、测试数据及结论等。
铝及铝合金的金相检验
主要组成相
杂质相
主要强化相
热处理强化铝合金
固溶处理+时效处理
– 锻造铝合金 – 硬铝合金 – 超硬铝合金
主要组成相
杂质相
主要强化相
LD10金相组织 LD10金相组织
主要组成相
杂质相
主要强化相
LY12合金的金相组织 LY12合金的金相组织
主要组成相
杂质相
主要强化相
LC4合金的金相组织 LC4合金的金相组织
变质处理前后硅形貌
变形铝合金金相检验标准
标准GB/T3246.1-2000《变形铝及铝合金 制品的显微组织经验方法》
– 铸锭的显微组织检验 – 加工制品淬火及退火试样检验 – 高温氧化 – 铜扩散 – 晶粒度检验
铝合金中主要相的侵蚀特征
通过用不同侵蚀剂侵蚀后观察色泽变化 予以鉴别。 铝合金相鉴别的试剂及相的腐蚀特征见 表12-1
– 缺陷分为22种 – 晶粒度检验 – 断口检验
变形铝合金的缺陷
疏松、非金属夹杂、氧化膜、化合物 (一次晶)、羽毛状晶、光亮晶粒、气 孔、冷隔、铸造裂纹、板材分层、缩尾、 成层、挤压裂纹、淬火裂纹、粗晶环、 焊合不良、锻造裂纹、压折、流纹不顺、 裂口、纵向裂纹。
铝合金的微观检验
1、试样的制备
– – – –
取样 粗磨:锉刀锉平 细磨:砂纸 抛光
粗抛( 转速500~600rpm) 精抛( 转速150~500rpm)
2、侵蚀剂的选择
– 根据合金成分、材料状态及检验目的常用侵蚀剂
(见表12-1)
铸造铝合金
铝硅合金(ZL1xx) 铝硅合金(ZL1xx)
– 具有良好的铸造性能和抗蚀性 – 含硅(4.5%~13%)加入强化元素,形成强化相 – Mg2Si、Al2Cu、Al2CuMg等
铝和铝合金金相检验
铝及铝合金在我们生产和生活中是使用非常多的材料之一,但是我们对它的材料属性可能并不了解,今天我们就一起来看看铝及铝合金的金相检验的相关内容。
材料概述:铝和铝合金具有密度小,重量轻,比强度高,电导与热导性好,并具有较好的耐腐蚀性。
纯铝的性能在大多数场合不能满足使用需求,为此,需要在纯铝中添加各种相关的合金元素,以生产出满足各种性能和用途的铝合金。
铝合金中的主要合金元素有Si、Cu、Mg、Zn、Ni、Mn等,主要起到提高强度和热强性能的作用,有的还添加微量的Cd、Ag、Be、Ti等元素来补充强化和细化晶粒。
铝的进行检验主要用于晶粒度测定、金相评估、杂志和机械缺陷等质量控制中。
制备指南:制样中的要点:1、切割铝及铝合金硬度较低,易产生变形,切割时应减小切割片的切割速率和进给速率。
一般推荐碳化硅切割片进行切割。
碳化硅树脂切割片2、镶嵌铝及铝合金大多数情况下,用通用的酚醛热镶嵌树脂镶嵌足够。
对于不耐压的铝制薄板、箔和电解抛光试样最好是用缓慢固化的环氧型冷镶树脂。
如需电解抛光,样品应该从镶嵌树脂后面显露出,最为电解抛光时的触点。
MW001通用热镶树脂MC003免真空清透冷镶套装3、磨抛纯铝非常软,容易发生机械变形和划伤;研磨和抛光时,磨粒很容易嵌入材料表面从粗磨开始,应尽量避免粗颗粒,建议从较细的碳化硅砂纸进行粗磨,比如400#/600#进行研磨。
对于较大的铝合金铸件可以从320#砂纸进行研磨。
研磨时压力要尽可能小。
铝和铝合金的抛光必须用金刚石抛光液进行深划痕的去除。
如果不清楚样品的水溶性,则使用醇基金刚石悬浮液和酒精基的润滑剂进行抛光。
磨料不宜太稀或过多,容易在试样表面形成一层灰色的氧化膜。
如果在抛光过程中发现金刚石颗粒压入表面,则可延长二氧化硅精抛光的时间。
电解抛光只适合纯铝或变形铝合金,不适合铸造铝合金,因为铸造铝合金会有很多不同的相。
以上推荐参数取自:自动磨抛机Smoothneer-6 上Ф250 mm 工作盘的Ф30 mm 的铝合金样品的制备方法。
铝合金金相组织检验与力学性能实验
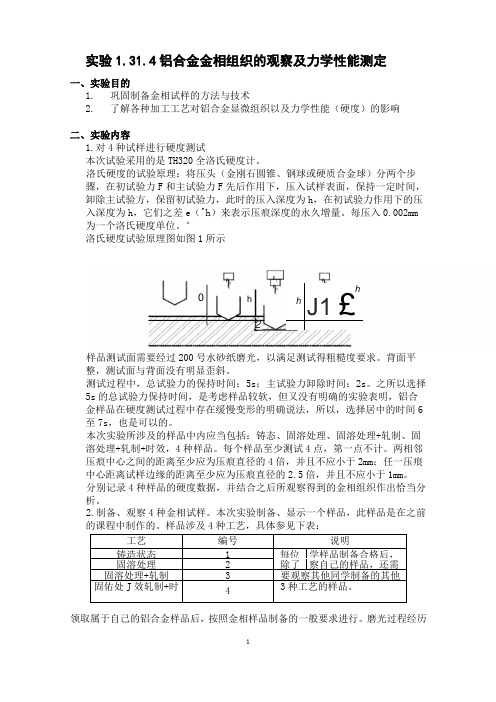
实验1.31.4铝合金金相组织的观察及力学性能测定一、实验目的1. 巩固制备金相试样的方法与技术2. 了解各种加工工艺对铝合金显微组织以及力学性能(硬度)的影响二、实验内容1.对4种试样进行硬度测试本次试验采用的是TH320全洛氏硬度计。
洛氏硬度的试验原理:将压头(金刚石圆锥、钢球或硬质合金球)分两个步骤,在初试验力F 和主试验力F 先后作用下,压入试样表面,保持一定时间,卸除主试验方,保留初试验力,此时的压入深度为h ,在初试验力作用下的压入深度为h ,它们之差e (^h )来表示压痕深度的永久增量。
每压入0.002mm 为一个洛氏硬度单位。
°洛氏硬度试验原理图如图1所示样品测试面需要经过200号水砂纸磨光,以满足测试得粗糙度要求。
背面平整,测试面与背面没有明显歪斜。
测试过程中,总试验力的保持时间:5s ;主试验力卸除时间:2s 。
之所以选择5s 的总试验力保持时间,是考虑样品较软,但又没有明确的实验表明,铝合金样品在硬度测试过程中存在缓慢变形的明确说法,所以,选择居中的时间6至7s ,也是可以的。
本次实验所涉及的样品中内应当包括:铸态、固溶处理、固溶处理+轧制、固溶处理+轧制+时效,4种样品。
每个样品至少测试4点,第一点不计。
两相邻压痕中心之间的距离至少应为压痕直径的4倍,并且不应小于2mm ;任一压痕中心距离试样边缘的距离至少应为压痕直径的2.5倍,并且不应小于1mm 。
分别记录4种样品的硬度数据,并结合之后所观察得到的金相组织作出恰当分析。
2.制备、观察4种金相试样。
本次实验制备、显示一个样品,此样品是在之前的课程中制作的。
样品涉及4种工艺,具体参见下表: 工艺 编号 说明 铸造状态 1 每位学样品制备合格后, 固溶处理 2 除了察自己的样品,还需 固溶处理+轧制 3 要观察其他同学制备的其他固佑处J 效轧制+时 43种工艺的样品。
领取属于自己的铝合金样品后,按照金相样品制备的一般要求进行。
铝及铝合金检验标准
铝及铝合金检验标准来源:中国铝材信息网,更新时间:2006-10-3 20:03:53,阅读:335次1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于外协制品、成品及顾客退货各过程中涉及到的工序名称。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5.氧化类型:B3-002 胚料B3-003 黑色阳极氧化B3-004 银白阳极氧化B3-005 雾银阳极氧化B3-006 磨砂阳极氧化B3-007 古铜阳极氧化B3-008 金黄色阳极氧化B3-009 香槟色阳极氧化B3-010 光亮阳极氧化B3-011 黑色化学氧化B3-012 银白化学氧化B3-013 雾银化学氧化B3-014 磨砂化学氧化B3-015 古铜化学氧化B3-016 金黄色化学氧化B3-017 香槟色化学氧化B3-018 光亮化学氧化5、检验5.1抽检标准检验员按照按照《GB/T 2828。
1-2003/ISO 259-1:1999 计数抽样检验程序第一部分》对来料进行抽检。
抽检水平一般为Ⅱ级,AQL=1.5。
检验合格,真写检验记录并在验收单上签字;检验不合格,填写《填写检验不合格通知单》,交主管进行判定。
5.2检验内容:5.2.1检验来料包装是否符合要求。
出厂标识是否清楚、完整。
5.2.2 对照验收单检验来料的材料、型号、代码是否符合要求。
5.2.3 按照图纸检验尺寸是否合格,未注尺寸公差按下表GB/T 1804-92-M级精度进行检验:5.2.4表面外观检验:表面如要求拉丝则要求纹路粗细均匀,表面清洁,不得有明显的划痕、磕碰伤、斑点及污疵等缺陷;要求膜层均匀、连续、完整,不允许有膜层疏松;表面不得有挂灰; 表面不允许有由于合金表面不均匀,用细砂纸打磨后重新氧化带来的长条纹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五级针孔 ❖ GB/T3246.2-2000《变形铝及铝合金制品低倍组织检验方法》
缺陷分为22种 晶粒度检验
4
变形铝合金的缺陷
❖ 疏松、非金属夹杂、氧化膜、化合物(一次 晶)、羽毛状晶、光亮晶粒、气孔、冷隔、 铸造裂纹、板材分层、缩尾、成层、挤压裂 纹、淬火裂纹、粗晶环、焊合不良、锻造裂 纹、压折、流纹不顺、裂口、纵向裂纹。
进 入 夏 天 ,少 不了一 个热字 当头, 电扇空 调陆续 登场, 每逢此 时,总 会想起 那 一 把 蒲 扇 。蒲扇 ,是记 忆中的 农村, 夏季经 常用的 一件物 品。 记 忆 中 的故 乡 , 每 逢 进 入夏天 ,集市 上最常 见的便 是蒲扇 、凉席 ,不论 男女老 少,个 个手持 一 把 , 忽 闪 忽闪个 不停, 嘴里叨 叨着“ 怎么这 么热” ,于是 三五成 群,聚 在大树 下 , 或 站 着 ,或随 即坐在 石头上 ,手持 那把扇 子,边 唠嗑边 乘凉。 孩子们 却在周 围 跑 跑 跳 跳 ,热得 满头大 汗,不 时听到 “强子 ,别跑 了,快 来我给 你扇扇 ”。孩 子 们 才 不 听 这一套 ,跑个 没完, 直到累 气喘吁 吁,这 才一跑 一踮地 围过了 ,这时 母 亲总是 ,好似 生气的 样子, 边扇边 训,“ 你看热 的,跑 什么? ”此时 这把蒲 扇, 是 那 么 凉 快 ,那么 的温馨 幸福, 有母亲 的味道 ! 蒲 扇 是 中 国传 统工艺 品,在 我 国 已 有 三 千年多 年的历 史。取 材于棕 榈树, 制作简 单,方 便携带 ,且蒲 扇的表 面 光 滑 , 因 而,古 人常会 在上面 作画。 古有棕 扇、葵 扇、蒲 扇、蕉 扇诸名 ,实即 今 日 的 蒲 扇 ,江浙 称之为 芭蕉扇 。六七 十年代 ,人们 最常用 的就是 这种, 似圆非 圆 , 轻 巧 又 便宜的 蒲扇。 蒲 扇 流 传 至今, 我的记 忆中, 它跨越 了半个 世纪, 也 走 过 了 我 们的半 个人生 的轨迹 ,携带 着特有 的念想 ,一年 年,一 天天, 流向长
a
AlMn6
22
热处理强化铝合金
固溶处理+时效处理
锻造铝合金 (LDXX) 硬铝合金(LYXX) 超硬铝合金(LCXX)
23
主要组成相
杂质相 主要强化相
24
主要组成相
杂质相
主要强化相
25
LY12合金的金相组织
26
主要组成相
杂质相
主要强化相
27
LC4合金的金相组织
28
铝合金焊接接头金相
2519铝合金(热轧板)MIG焊接接头组织 树枝晶铸态组织
5
铝合金的微观检验
1、试样的制备
取样
粗磨:锉刀锉平
细磨:砂纸
抛光
❖ 粗抛( 转速500~600rpm) ❖ 精抛( 转速150~500rpm)
2、侵蚀剂的选择
根据合金成分、材料状态及检验目的选用侵蚀剂
6
7
8
铸造铝合金
❖ Al-Si系(ZL1××) 15种牌号 ❖ Al-Cu系(ZL2××)6种牌号 ❖ Al-Mg系(ZL3××)3种牌号 ❖ Al-Zn系(ZL4××)2种牌号
15
变质处理前后硅形貌
16
磷变质处理
17
铝铜合金ZL2xx系列
强化相, θ(Al2Cu)相,轮廓圆滑。 18
ZL203
α(Al)
图 11-4 ZL203合金的显微组织
θ (Al2Cu)相
19
变形铝合金
20
变形强化铝合金
❖ 只能采用加工硬化的方法来提高强度
纯铝 防锈铝
21
LF21 半连续铸造状态
焊缝区 熔合区 热影响区 基材区
共晶组织(a+q)
29
铝合金焊接接头金相
ZL114铸态铝合金氩弧焊焊接接头组织
树枝状α(Al)相+(α+Si) 共晶体(分布在α枝晶间)
母材 210A
170A
30
240A
铝合金焊接接头金相
6061铝合金(淬火+时效处理)TIG、MIG焊接接头组织
黑色的Mg2Si 相析出
9
铝硅合金(ZL1xx)
Al-Si二元合金状态图
10
Al-Si二元合金状态图
❖ Al-Si二元相图(最简单的共晶型相图): 在577℃和含12.6%Si时:
❖ 二元共晶反应 L→α(Al)+ Si。 ❖ 在共晶温度(577℃),Si在固体Al中溶解度
为1.65%。室温时溶解度几乎为零。
11
铝硅合金基本组成相
长 的 时 间 隧 道,袅
1.铝及铝合金金相检验
铝合金的宏观检验
1、试样的制备
取样部位:有代表性
取样方式:锯切或铣割
加工方法:切削加工量小
粗糙度要求:不低于3.2Ra
清洗:汽油、酒精、丙酮
2
铝合金的宏观检验
2、试样的侵蚀
侵蚀剂:NaOH(10%~25%) 时间:3~30min 去膜:20%~30%HNO3 冲水
黑色的Mg2Si 相析出
TIG焊热输入量较大,接头晶粒较粗大,造成强度降低
31
结束语
谢谢大家聆听!!!
32
❖ α(Al)-树枝状晶(基体) ❖ Si
初晶硅:多边形、几何状、深灰色 共晶硅:针块状
12
三种铝硅合金基本组织
❖ 亚共晶Al-Si合金:
树枝状α(Al)相+(α+Si)共晶体(分布在α枝晶 间)
❖ 共晶Al-Si合金:
(α+Si)共晶
❖ 过共晶Al-Si合金:
块状初生Si+(α+Si)共晶体:
13
ZL103铸造态金相
14
变质处理
❖ 变质处理:为提高Al-Si合金的综合性能,加入变质 剂,改变硅的分布形状,使其呈点球状。
❖ 变质处理的类型:钠变质、磷变质、锶变质 ❖ 变质不正常原因
变质不足是由于变质不完全,或部分变质失效所致变质 后停留时间过长引起变质效果衰退。
变质过度主要是由于变质剂加入过多所引起。