大众汽车达克罗标准TL217
大众标准TL217中文2009年8月版

大众汽车集团标准TL 2172009年8月版分类号:50241关键字:锌;防腐保护;表面涂层镀锌涂层表面保护要求旧版本TL 217: 1976-07, 1979-05, 1980-01, 1983-02, 1986-01, 1987-06, 1988-06, 1989-11, 1991-11, 2001-07, 2002-07变更相对于TL217:2002-07版本作了如下变更:---第一部分“范围”的扩展---第3.2部分“一般要求”的修改---表1中增加对铸铁制动卡钳的要求说明---原表2中含Cr(VI)表面保护类型删除---特殊规则的焊接部件介绍(见表3和表5)---引用的文件更新和补充---附录“传统表面保护类型”删除1、范围本标准规格要求不含Cr(VI),对钢件上的电解离析镀锌层以及按VW13750标识字母“的热镀锌半成品制成的零件要求做出规定,该镀层不适宜长期在大于100℃的高温下使用。
Ofl-c340表面防护类型,必须优先使用于焊接螺栓,焊接螺钉,焊接销和焊接螺母。
注1:此标准已经扩大到包括特殊规则的焊接零件,表面防护Ofl-c340为改善焊接性能(详见表3和表5)2.标记方法见VW 13750第二章节3.技术要求3.1防护种类适用于表1中列举的防护种类对热镀锌半成品的要求见DINENISO1461。
表1a)用于制动卡钳的铸铁表面防护按Ofl-c343,进一步要求按VDA237-299,05型的涂层厚度,附着力,耐蚀性。
3.2基本技术要求首次供货和变更的批准,按大众标准VW 01155避免有害物质按, VW 911 01进行一次完整的试验要求10个成品件只要在图纸中未明确标出零件的某些地方不做表面防护,那么此零件整个表面必须遵守指定的表面保护类型及特定属性。
与此相反,连接部分层厚度必须按照DINENISO4042标准,连接部件相关的弱点,如弯曲半径或柄或螺纹区域,防腐要求在这些区域减少到2/3,这一例外不适用于轮毂螺栓。
大众汽车标准_TL 520 62 EN
Vertragspartner erhalten die Norm nur über die zuständige Beschaffungsabteilung.Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the responsible procurement department.© VOLKSWAGEN AGN o r m v o r A n w e n d u n g a u f A k t u a l i t ät p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e .T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .Page 2TL 520 62: 2001-06D3.2 Manufacturing methodInjection molding process3.3 ConditioningPrior to testing, the specimens must be conditioned for at least 48 h in the DIN 50 014 - 23/50-2 standard climate, (23 ± 2)° C and (50 ± 6)% relative humidity.3.4 Validity of requirementsThe required numerical values apply to each individual measurement.3.5 Material code>PA66-GF30<4 Material requirements4.1 Material (see section 6.1)Polyamide 6.6, glass fiber reinforced, heat-stabilized4.2 Glass fiber content acc. to EN ISO 1172(30 ± 2)%4.3 Workmanship (see section 6.2)4.3.1 Visual appearance of complete molded parts after aging in a medium with de-creased surface tensionThere shall be no cracks. On molded parts that come in contact with coolant as part of their func-tion, this requirement especially applies to areas where coolant is carried, such as hose studs, sealing surfaces and walls.4.4 Moisture content (drying to constant weight at 100° C)1.0 to 3.0 %5 Property requirements see table 1Table 1No.Property Unit Requirementg/cm3 1.36 ± 0.021Densityacc. to DIN 53 479°C≥ 2552Melting temperature acc. toEN ISO 3146N/mm2≥ 1953Ball indentation hardnessacc. to EN ISO 2039-1 andsection 6.3Page 3 TL 520 62: 2001-06Page 4TL 520 62: 2001-06D6 Notes on testing6.1 MaterialIdentification can be established by infrared spectroscopy method.6.2 WorkmanshipA minimum of 3 whole finished parts are aged in coolant acc. to TL 774 without adding water. The type currently used for the factory filling is to be used.Aging period: 48 h; aging temperature: (135 ± 1)° C.Aging is to be performed using a thermostat with circulated bath (e.g., Lauda Ultra Thermostat Type U12 manufactured by Lauda Measuring Instruments, Dr. Wobser KG), filled with the test fluid. The specimens must be rinsed with tap water after coolant aging and subsequently dried for 3 h at 70° C. Having undergone this treatment, the specimens shall be evaluated.6.3 Ball indentation hardnessThe measurements must be taken on at least three (20 x 20) mm specimens (2 measurements per specimen). The grained or painted surfaces of specimens that have been removed from molded parts with one-sided graining or paint coating are removed using a surface-grinding machine. The plane surface thus obtained shall serve as contact surface. The measurements are taken on the untreated back of the specimen.6.4 Flexural strengthFlexural stress is determined at maximum force acc. to EN ISO 178, except with a specimen of length: (50 ± 1) mm; width: (6 ± 0.2) mm; thickness according to the product thickness (max. 4 mm); support separation: 40 mm; test rate: 14 mm/min.Specimens taken from molded parts with one-sided graining or paint are placed on the test ma-chine support so that the grained or painted side faces the pressure fin.6.5 Impact resistanceImpact resistance test acc. to EN ISO 179, except with a specimen of length: (50 ± 1) mm, width: (6 ± 0.2) mm, thickness according to product thickness (max. 4 mm); spacing of supports (support separation): 40 mm, test equipment 4J pendulum impact tester.Specimens taken from molded parts with one-sided graining or paint are placed on the mounting flange of the pendulum impact tester so that the grained or painted side faces the direction of i m-pact.6.6 Notched impact strengthImpact resistance test (broadside impact) acc. to EN ISO 179, except with a specimen of length: (50 ± 1) mm, width: (6 ± 0.2) mm, thickness according to the product thickness (max.4 mm); spacing of supports (support separation): 40 mm, test equipment 4J pendulum impact tester.The specimens are given a 0.8 mm wide U-shaped notch on the broad side. The notch depth shall be 1/3 the specimen thickness. The edges adjoining the notch root must have a curvature radius of < 0.1 mm.Specimens taken from molded parts with one-sided graining or paint are notched on the grained or painted side.Page 5TL 520 62: 2001-06D6.7 Resistance to coolantSections and small standard specimens are aged in coolant acc. to TL 774 without adding water. The type currently used for the factory filling is to be used.Aging period: 48 h, aging temperature: (135 ± 1)° C.Measurements are taken within (30 + 15) min after the specimens have been cooled in the test fluid (23 ± 2)° C.6.8 Low-temperature behaviorA minimum of 2 finished parts are aged at (-40 ± 1)° C; aging period: (22 ± 2) h.6.9 LightfastnessTesting acc. to PV 1303. If the number of exposure periods is not defined in the drawing, the fol-lowing rule applies:3 periods of exposure for components in areas with indirect sun radiation.5 periods of exposure for components in areas with direct sun radiation (e.g., door upper trim).10 periods of exposure for components in areas with maximum sun radiation (e.g., rear shelf).7 Referenced standardsTL 774Ethylene glycol-based coolant additive; material requirementsTL 1010Materials for vehicle interiors, burning behavior; material requirements PV 1303Plastic films, planar fabrics, continuous xenon arc exposureVW 011 55Vehicle supply parts - general, approval of first supply and changesVW 501 80Vehicle interior components, emissionsVW 501 85Vehicle components, resistance to open air weatheringVW 911 01Environmental standard for vehicles, vehicle parts, materials, fuels;avoidance of hazardous substancesDIN 50 014Climates and their technical application; standard climatesDIN 53 479Testing of plastics and elastomers; determination of densityDIN 53 497Testing of plastics; heat storage test of molded articles made of thermo-plastic molding materials without outside mechanical stressDIN EN 20105-A02Textiles; tests for color fastness, Part A02: gray scale for assessingchange in colorDIN EN ISO 178Plastics; determination of flexural propertiesDIN EN ISO 179Plastics; determination of Charpy impact resistanceDIN EN ISO 1172Textile glass-reinforced plastics; prepregs, molding compounds andlaminates; determination of the textile glass and mineral filler contentDIN EN ISO2039-1Plastics; determination of hardness, Part 1: ball indentation methodDIN EN ISO 3146Plastics, determination of melting behavior (melting temperature or melt-ing range) of semi-crystalline polymers。
大众标准TL 203中文2015-02

金属件装饰性镀铬(Ni – Cr 镀层)本标准对钢、铜和铝材零部件以及锌压铸金属所进行的装饰性电镀Ni-Cr 镀层规定了技术要求,表面防护方式见表1。
用于汽车外部的零件,使用镀铬铝制或镀铬锌压铸材料需经大众品牌和奥迪AG实验室允许。
2.标记见 VW 137 50, 2 条在各自图纸材料范围内对表面防护范围内的防护方式数据的补充,对电镀镀层母体材料的补充,按 DIN EN 1456 的规定执行,例如: C45, Fe//Cu20/Ni25d/Crmc3 技术要求3.1 基本技术要求首次供货和更改的批准按 VW 011 55避免有害物质按 VW 911 01一次完整的试验所需零件约 10 件(每次都按试验规模确定)首次样品试验报告要补充下面的数据或说明:—零件号—涂漆工具,涂漆数据—涂漆时间—作业进程(作业时间,电流密度,温度,化学药剂供应厂商)—支架上的位置3.2 表面性状防护涂层不得有气泡,粗裂缝,伤处或其他损害规定的外观和/或附着能力以及抗腐蚀强度的缺陷。
电镀零件的表面不能有斑点或褪色。
零件的外貌(光泽程度和表面结构)必须悉为原试样。
若有必要,边界样本需按照汽车制造工厂质保部门的要求。
如果是符合专业要求的装配,也具备了适合的运输条件,那就不应该出现导致削弱功能和降低技术要求的涂层损害。
由于使用和装配而产生的微小形变也不得导致电镀镀层的分离。
电镀时的接触部位需经同意并记录在图纸内。
如果图纸上没有特别规定(例如用户视线可见范围或不可见范围),则电镀镀层对结构件的全部区域都是有效。
零部件需可追溯。
3.3 镀层结构所用镀层结构取决于母体材料,零部件在汽车中的位置及表面质量的不同要求。
a)表1中所述性能为最基础的要求,必须遵守b)由于复杂的几何结构导致的层结构偏离,需与大众AG和奥迪AG实验室协商,提供其他满足要的技术要求。
c)仅适用于三价电解质浴的铬镀层d)高光表面裂纹密度按PV 1058。
微孔表面气孔密度按PV1063镀层结构性能的测量要点需和供应商以及相关发行部门协商决定,同时记录在图纸内。
TL217表面处理

Vertragspartner erhalten die Norm nur über die zuständige Beschaffungsabteilung.Confidential. All rights reserved. No part of this document may be transmitted or reproduced without the prior written permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the responsible procurement department.VOLKSWAGEN AGN o r m v o r A n w e n d u n g a u f A k t u a l i t ät p r üf e n / C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e .T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .Q U E L L E : N O L I SPage 2TL 217: 2002-07Table 2Surface protection type no longer permittedfor new designs -contains Cr(VI)Replacement surface protection type prescribed for new designs -Cr(VI)-free [Exception: TL 194 version 05.99 containsCr(VI)]Ofl-c350 Ofl-c342 Ofl-c650 Ofl-c642 Ofl-c351 Ofl-c343 Ofl-c651 Ofl-c643 Ofl-c355 Ofl-c347 Ofl-c360 and Ofl-c660 Ofl-t630, olive-green according to TL 233Ofl-c683 Ofl-c686 according to TL 194(components in contact with Mg)Ofl-c385 Ofl-c687 according to TL 194(joining elements in contact with Mg)Ofl-c685 Ofl-c687 according to TL 194(joining elements in contact with Mg)3.2 GeneralrequirementsApproval of first supply and changes according to VW 011 55.Avoidance of hazardous substances acc. to VW 911 01.10 finished parts are required for complete testing.Unless certain sections of parts that are marked in the drawing are excluded from the surface coating, the entire surface of the parts must comply with the required surface protection type and display the prescribed properties.In the case of screws and quick fastening elements the test specifications listed below only apply to the head and/or the wrench bearing surfaces, in the case of nuts they apply only to the face surfaces and/or wrench bearing surfaces. For threaded parts and similar molded parts, such as studs, the test requirements only apply to the face surfaces.The test requirements of the next protection class down apply to process-determined weak coating areas on joining elements such as shank and thread.Furthermore, the specifications in DIN EN ISO 4042 concerning the maximum possible thickness of electroplated coating in the threaded profile shall be taken into consideration.For parts made from hot-dip zinc-coated and additionally oiled semifinished products, the test requirements only apply to zinc coating thickness and to resistance in the SO2 test according to DIN 50 018- KFW 2.0S.For sections of parts that are damaged due to the manufacturing method, such as e.g. bend radii, the requirements of the next protection class down are applied.The protective coatings must exhibit no pores, cracks, damage or other flaws that impair corrosion protection and/or specified appearance.Further, the coatings shall exhibit firm adhesion to the base material and may not flake under slight deformation.Page 3TL 217: 2002-07 The layout and control of the production process shall not impair the functional characteristics of the finished part. In particular, it shall be ensured, through the appropriate selection and combination of pretreatment and heat treatment, that no hydrogen-induced brittle fractures occur. If, contrary to our specifications in VW 137 50, section 3.4, paragraph 1, electrolytically deposited zinc coatings for high-strength steel parts with R m > 1,000 N/mm² are used, these shall be zinc-coated in a cyanide or alkaline cyanide-free bath.All heat treatments to avoid hydrogen-induced brittling must be performed as quickly as possible after depositing, however within 4 hours at least and before any further treatment of the coatings (see DIN EN ISO 4042).3.3 Zinc coatings for paintworkElectroplated zinc coatings on semifinished products, the surface treatment of which is not completed immediately after the zinc coating process (e.g. dispatch from the zinc-coating plant to the painting plant) may not, according to Ofl-c310, display any passivation or phosphating.Any required transport or storage protection of zinc coated parts, e.g. by oiling, shall be agreed upon with the painting plant.Where painting is performed in a VW plant the transport or storage protection shall correspond to Quality Specification QP A001.In addition, the zinc coatings must display impeccable adhesive strength even at greater layer thicknesses, e.g. in the edge area.3.4 Cr(VI)-free passivation treatment layersIn order to improve the corrosion resistance of electrolytically deposited zinc coatings to salt water and condensed water, a post-treatment in passivation solutions is technically standard.If the passivation treatment solution does not contain any Cr(VI) compounds, the resultant conversion layers are likewise Cr(VI)-free.Colorless and blue passivation treatments, so called thin film passivation treatments, with a layer thickness of approx. 0.1 µm are preferred for parts in the passenger and/or trunk compartment area, if a silver appearance is required. If required, they may also be sealed.The corrosion protection is further improved using what is called thick layer passivation treatments (approx. 0.5 µm). As a result of their visual appearance (iridescent), they must also be sealed, so that they are suitable for use in the area that is visible to the customer.3.5 Coatings with sealingIn the sealing process, organic and/or inorganic materials are applied to the previously formed conversion layers and partially included.The additional sealing can increase the thickness of the layer structure by 0.5 to 2.0 µm.This offers the following advantages over unsealed coatings:─Increased corrosion resistance (delayed zinc and base metal corrosion with an unchanged zinc coating thickness)─Change in the sliding properties (reduction of the friction coefficients and their variation ranges in joining elements)─Color coding (the iridescence of the thick layer passivation treatments is significantly reduced, thus improving the appearance)Page 4TL 217: 2002-073.6 Structure3.6.1 BasematerialMaterial according to the drawing.3.6.2 Surface protection types/appearanceSee table 1.3.7 LayerthicknessFor coatings without post-treatment (surface protection types Ofl-c310 and Ofl-c610) the determination of the corrosion resistance according to DIN 50 018 KFW2.0S can be used as an indirect measure for the layer thickness of the zinc coating (see table 3).Table 3Surface protection type Test cycles RequirementOfl-c310, Ofl-c330 2 Ofl-c610, Ofl-c630 5 No base metal corrosion after the prescribed test durationAlternatively, the layer thickness shall be determined as a test according to DIN 50 987, DIN EN ISO 1463, DIN EN ISO 2177, DIN EN ISO 2178 or DIN EN ISO 2360.For requirements, see table 4.Table 4Protection type Components of a generalnature Welded parts, e.g. coarsethread bolt3 8 to 35 µm 8 to 14 µm6 15 to 35 µm 15 to 23 µm3.8 AdhesivestrengthThermal shock test based on DIN EN ISO 2819.The specimen part is aged for 30 minutes at (220 ± 10) °C and then dipped in water at a temperature of 15 °C to 25 °C.Requirement: no large-scale or bubble-shaped stripping of the zinc coating.3.9 CorrosionbehaviorThe corrosion resistance of the systems must be ensured in the as-received condition and also after a 24-hour period of heat aging at 120 °C. These are minimum requirements and must always be adhered to.Page 5TL 217: 2002-073.9.1Passivation treatment layers and sealingTest according to DIN 50 021-SS, evaluation according to DIN 50 961, test durations and requirements according to table 5.Table 5Test duration in h Surface protection typeBarrel coatedpartsRack-galvanized goodsRequirementOfl-c340, Ofl-c640 6 12 Ofl-c341, Ofl-c6414872Ofl-c342, Ofl-c642, Ofl-c345, Ofl-c64772 96 Ofl-c343, Ofl-c643 96168No zinc corrosion after theprescribed test duration 3.9.2Zinc coatings including passivation treatment layers and sealingTest according to DIN 50 021- SS, test durations and requirements according to table 6.Table 6Surface protection type Test duration in hRequirementOfl-c310, Ofl-c33048 Ofl-c340, Ofl-c610, Ofl-c630 96 Ofl-c341 144 Ofl-c342, Ofl-c347, Ofl-c640 168 Ofl-c343, Ofl-c641, Ofl-c642,Ofl-c647 240Ofl-c643 360No base metal corrosion after the prescribed test duration andno zinc corrosion after the test durations specified in table 5.4 Referenced standards 1 QP A001 Prelubes; Slushing Oils (general); Blank Washing Oils, Drawing Oils andDrawing Agents; Quality RequirementsVW 011 55 Vehicle Supply Parts – General; Approval of First Supply and ChangesVW 137 50 Surface Protection of Metal Parts; Surface Protection Types, Codes, RequirementsVW 911 01 Environmental Standard for Vehicles, Vehicle Parts, Materials, Fuels; Avoidance of Hazardous SubstancesDIN 50,018Testing in a Saturated Atmosphere in the Presence of Sulfur Dioxide1In this section terminological inconsistencies may occur as the original titles are used.Page 6TL 217: 2002-07DIN 50,021 Spray Tests With Different Sodium Chloride SolutionsDIN 50,961 Electroplated Coatings, Zinc Coatings on Ferrous Metals; Terms, Corrosion Test and Corrosion ResistanceDIN 50,987 Measuring of Layer Thicknesses; X-Ray Fluorescence Method of Measuring the Thickness of LayersDIN EN ISO 1461 Zinc Coatings Applied to Steel using the Hot-Dip Method (Individual Zinc Coating); Requirements and TestsDIN EN ISO 1463 Metallic and Oxide Coatings – Measurement of Coating Thickness;Microscopical MethodDIN EN ISO 2177 Metallic Coatings, Measurement of Coating Thickness, Coulometric Method by Anodic DissolutionDIN EN ISO 2178 Non-Magnetic Coatings on Magnetic Substrates; Measurement of Coating Thickness; Magnetic MethodDIN EN ISO 2360 Nonconductive Coatings on Non-Magnetic Base Metals; Measurement of Coating Thickness; Eddy Current Test MethodDIN EN ISO 2819 Metallic Coatings on Metallic Base Materials; Electroplated and Chemical Coatings; Overview of the Methods Used To Test Adhesive StrengthDIN EN ISO 4042 Fasteners – Electroplated CoatingsPage 7TL 217: 2002-07 Appendix A (normative)A.1 Traditional surface protection typesThe surface protection types listed below in the left-hand column of table A.1 were applicable in the past according to earlier issues of TL 217 and are part of drawings that continue to be valid internally. The surface protection types that are to be used as replacements are listed in the right-hand column.If the quality of one of these “invalid traditional surface protection types“ has to be tested, the test conditions of TL 217: 1991-11 shall be used.Table A.1Invalid traditional surface protection types Replacement surface protection typeOfl-c150 Ofl-c342 Ofl-c160 Ofl-t630 olive-green acc. to TL 233(however not for ground connection)Ofl-c170 Ofl-r671 or Ofl-t650(however not for ground connection)Ofl-c312 Ofl-c342 Ofl-c313 Ofl-t630 olive-green acc. to TL 233(however not for ground connection)Ofl-c345 Ofl-c347 Ofl-c350 Ofl-c342 Ofl-c351 Ofl-c343 Ofl-c355 Ofl-c347 Ofl-c360 Ofl-t630 olive-green acc. to TL 233(however not for ground connection)Ofl-c370 Ofl-t630 black acc. to TL 233(however not for ground connection)Ofl-c375 Ofl-t630 black acc. to TL 233(however not for ground connection)Ofl-c380 Ofl-t645(however not for ground connection)Ofl-c382 Ofl-c642 Ofl-c383 Ofl-c642 Ofl-c385 Ofl-c347 Ofl-c390 Ofl-t600,for threaded parts Ofl-t645(however not for ground connection)Ofl-c612 Ofl-c342 Ofl-c613 Ofl-t630 olive-green acc. to TL 233(however not for ground connection)Page 8TL 217: 2002-07Invalid traditional surface protection types Replacement surface protection typeOlf-c645 Ofl-c647 Ofl-c650 Ofl-c642 Ofl-c651 Ofl-c643 Ofl-c660 Ofl-t630 olive-green acc. to TL 233(however not for ground connection)Ofl-c670 Ofl-t630 black acc. to TL 233(however not for ground connection)Ofl-c675 Ofl-t630 black acc. to TL 233(however not for ground connection)Ofl-c682 Ofl-c642 Ofl-c683 Ofl-c686 according to TL 194(components in contact with Mg)Ofl-c685 Ofl-c687 according to TL 194(joining elements in contact with Mg)Ofl-c690 Ofl-t600,for threaded parts Ofl-t645 (however not forground connections)。
大众汽车标准_TL_52476_POM材料规范
大众汽车标准_TL_52476_POM材料规范2003 年 1 月 POM聚甲醛成品件 POM聚甲醛成品件 TL 材料要求 524 76 标准中心种规格:无尾标, 2 种规格:无尾标,A 55 11 8 共 5 页第 1 页 D 主题词 : POM聚甲醛扬声器护罩输送单元卡扣更改针对 TL 524 76 : 1997-11 版本作如下更改 : —更新标准—扩展规格 A —采纳 VW 50 185 标准—修改表1 和试验说明. 以前版本 1997-11 1 应用范围本供货技术要求制定?司奂兹?OM 成品件的材料要求如扬声器护罩、输送单元以及连接件卡扣. 2 标识对耐酸性介质的规格标识为: POM 按照 TL 524 76 - A 3 要求 3.1 基本规定首次供货和更改的批准按 VW 011 55 散发性检验按 VW 501 80. 耐侯性按 VW 50 185. 避免有害物质按 VW 911 01 对于一次完整的检验需要 10 个成品件若是连接件如卡扣需要 20 个. 3.1.1 特性成品件的表面和内部不得有如流线、缩孔、裂纹和类似的加工缺陷只有在不影响功能、外观和可装配性的情况下才允许.在加强筋和增强台阶区存在凹痕. 成品件必须无装配缺陷.首次采用日期专业负责批准更改负责采用翻译日期译校日期技校日期抄写日期费晓菲 05.04.09 董文生05.05.20 牛红珍聚甲醛成品件 TL 材料要求 524 76 共 5页 2005.06.03 POM聚甲醛成品件POM第 2 页 D3.1.2 与人相容性所使用的材料必须对人体无害。
在高温时材料散发的物质必须无毒。
3.1.3 包装成品件必须透气包装在采用大包装箱纸箱工位器具供货时叠放或按顺序摆放成品件使内部空气流通.3.2 加工方法注塑成型3.3 规格— TL 524 76无尾标规格: POM-标准注塑型如:扬声器护罩、燃油输送单元和连接件卡扣.— TLA: POM加入耐酸性介质的添加剂如:用于对耐柴油分解产物要求较高的524 76规格柴油车燃油输送单元上.3.4 标识按 VDA 260两种规格: ,POM,3.5 预处理试验前对于每项检验试样须在标准气候 DIN 50014 – 23/50-2 条件下进行至少 48 h预处理.3.6 要求的适用性规定的数值适用于每一次单项测量.3.7 材料参见第5.1 条—无尾标规格: 聚甲醛聚甲醛塑料均聚物或共聚物—规格 A 聚甲醛POM 共聚物加入耐酸性介质添加剂. POM聚甲醛成品件 POM聚甲醛成品件 TL 材料要求524 76 共 5页第 3 页 D3.8 颜色—规格无尾标: 按图纸—规格 A 为了? 玫赜胛尬脖旯娓袂肿詈檬褂贸壬樟?4 性能参见表 1 表1 序号性能单位规格无尾标规格规格 A 1 密度 g/cm3 1.42?0.02 1.42?0.02 按 DIN 53 479浮力法2 熔融温度 ? 166,179 166,175 按 DIN EN ISO 3146或 DSC 按第 5.2 条 3 球压硬度 N/mm2 ?150 ?130 按 DIN EN ISO 2039-1 和第 5.3 条 4 屈服应力MPa ?60 ?65 按 DIN EN ISO 527-2 和第 5.4 条 5 屈服伸长率 ?6.5 ?8.0 按DIN EN ISO 527-2 和第 5.4 条 6 冲击韧性 kJ/m2 无断裂无断裂按 DIN EN ISO 179-1 和第 5.5 条 7 缺口冲击韧性 kJ/m2 ?4.5 ?6.0 按 DIN EN ISO 179-1 和第 5.6 条 8 耐热性成品件不允许出现变脆或按 DIN 53 497 和第 5.7 条可见的以及影响功能的形状、颜色和表面变化. 9 耐低温性在低温下成品件功能必须按第 5.8 条正常且无损伤. 在随后升温至23?2?后也不允许出现裂纹或其它损坏. 9.1 落球冲击试验无断裂无裂纹按 PV 3905 和第 5.9 条 POM聚甲醛成品件 POM聚甲醛成品件 TL 材料要求 524 76 共 5页第 4 页 D 序号性能单位规格无尾标规格规格 A 10 耐光性与供货状态相比光照表面按 PV 1303 和第 5.10 条不允许出现变化如变色、要求仅适用于汽车内部可见零件或粉化或产生裂纹按 DIN 当图纸上有要求的情况下光照周期 EN 20 105 – A02 灰度等级按图纸 ?4 阻燃性能按 TL 1010 如果图纸或认 11 按美国法规 571.302 可有要求5 试验说明5.1 材料鉴别性检验用红外线光谱分析法进行.5.2 熔融温度熔融温度的测定可选用如 Perking Elmer 公司生产的 DSC 7 试验仪方法如下:使用质量约 10 mg 的平面平整的从成品件截取的试样.试验参数:试样以 10?/min 加热速度从 50?加热到180?试验在标准大气压下进行.5.3 球压硬度在至少 3 个尺寸为20×20 mm 的试样上进行检测每个试样测量 2 次.对于从单面花纹的成品件制取的试样须用平磨机去除花纹这样加工的平面用于冲击面.在未加工的面进行检测.测量时间为 10s.5.4 屈服应力和屈服伸长率拉伸试验按 DIN EN ISO 527-2试样为 5A拉伸速度为 50 mm/min若试样 5A 不能制取则允许使用按 DIN 53504 的 S3A-拉伸试样哑铃型试棒.5.5 冲击韧性冲击弯曲试验宽面冲击按 DIN EN ISO 179-1试样长度: 50?1 mm宽度: 6?0.2 mm厚度符合成品件厚度最大为 4 mm.支撑距离支撑宽度: 40 mm摆锤式冲击试验机 4 J.从单面花纹或油漆的成品件制取的试样应放置在摆锤或冲击机支座上使得花纹或油漆一面对着摆锤刃口.5.6 缺口冲击韧性冲击弯曲试验宽面冲击按 DIN EN ISO 179-1试样长度: 50?1 mm宽度: 6?0.2 mm厚度符合成品件厚度最大为 4 mm.聚甲醛支撑距离支撑宽度: 40 mm摆锤式冲击试验机 4 J. POM聚甲醛成品件POM成品件 TL 材料要求 524 76 共 5页第 5 页 D试样在宽面加工 0.8 mm 的U 型开口开口深度为试样厚度的 1/3.开口根部倒角半径必须,0.1 mm.对于一面有花纹的成品件制作试样开口应在花纹一侧.5.7 耐热性热老化试验按 DIN 53 497方法 B至少 1 个成品件.存放温度90?1?存放时间22,2 h.5.8 耐寒性在,40?1?空气中22,2 h..5.9 耐寒性落球试验落球试验按 PV 3905存放至少 2 个成品件存放时间底板试样支撑面用?10 mm 厚的钢板制成无凹槽至少 3 个成品件落球高度450?5 mm5.10 耐光性如果在图纸中光照周期未作规定则采用下述规定:—对于非阳光直射区域的零件光照周期为 3 个—对于阳光直射区域的零件光照周期为 5 个门板上半部—对于阳光高强度直射区域的零件光照周期为 10 个例如后包裹架6 相关参考文献TL 1010 汽车内部装饰材料燃烧性能材料技术要求PV 1303 塑料薄膜织物表面构成物氙弧灯同步照射.PV 3905 有机材料落球试验VW 011 55 汽车外构件概论首次供货和更改的批准.VW 501 80 汽车室内的构件放射性能VW 501 85 汽车部件耐侯性能VW 911 01 汽车环境标准汽车零件材料燃料避免有害物质.DIN 50 014 气候及其在工业上的应用标准气候DIN 53 479 塑料和弹性体检验密度的测定DIN 53 497 塑料试验热塑性模塑材料无外机械应力成型件的热老化试验DIN 53 504 橡胶和弹性体检验在拉伸试验中断裂强度、拉伸强度断裂伸长率和应力值的测定.DIN EN ISO 179-1 塑料夏皮冲击韧性测量非仪表化的冲击韧性试验.DIN EN ISO 527-2 塑料拉伸性能的测定模塑和挤出成型件的测试条件DIN EN ISO 2039-1 塑料硬度的测定第 1 部分:球压硬度试验.DIN EN ISO 3146 塑料部分结晶聚合物溶融性能的的测定溶融温度或溶融范围DIN EN 20 105-A02 纺织品色牢度检验A02 部分:用于评价颜色变化的灰度等级.VDA 260 汽车构件材料标识.。
汽车行业应用达克罗涂层标准(新)
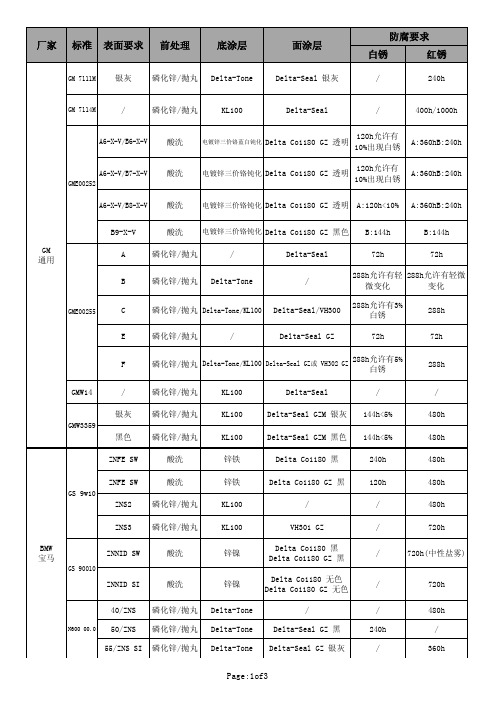
防腐要求
白锈
红锈
120h
240h 480h
NA TL242
NA
酸洗 酸洗
电镀锌 锌镍
Delta-Seal GB
480h
480h
NA TL265
NA
酸洗 酸洗
电镀锌 锌镍
Delta-Seal Delta-FLEXS 黑色
240h
240h
VW 大众
ofl-c341
ofl-c343
TL217
ofl-c347 ofl-c641
锌铁 KL100
Delta Co1180 GZ 黑 /
120h /
480h 480h
ZNS3 磷化锌/抛丸
KL100
VH301 GZ
BMW 宝马
ZNNID SW
GS 90010
ZNNID SI
酸洗 酸洗
锌镍 锌镍
Delta Co1180 黑 Delta Co1180 GZ 黑
Delta Co1180 无色 Delta Co1180 GZ 无色
120h/240h 120h/240h
240h
120h/240h
抛丸
KL100
VH300/VH301
/
720h/480h
Page:2of3
厂家 标准 表面要求 前处理
底涂层
ofl-t330
TL233
ofl-t350 ofl-t650
ofl-t630
抛丸 Delta-ToneKL100
面涂层
Delta-Seal
KL100
润滑剂
/
480h
40
磷化锌/抛丸
KL100
DBL 奔驰
DBL 9440
TL217 镀锌表面保护要求
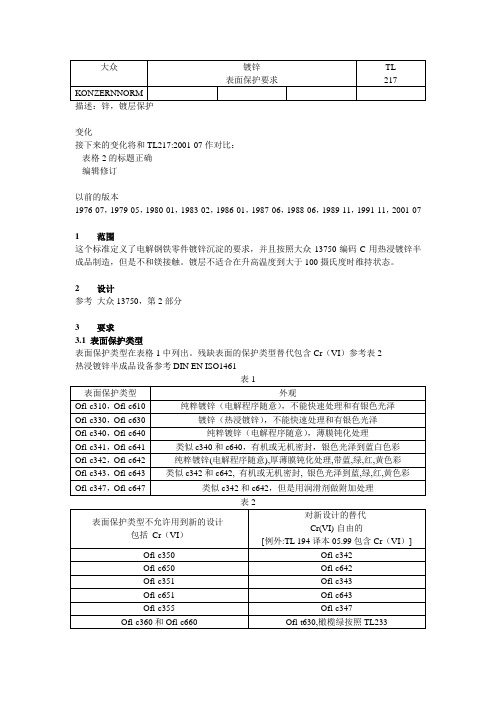
描述:锌,镀层保护变化接下来的变化将和TL217:2001-07作对比:- 表格2的标题正确- 编辑修订以前的版本1976-07,1979-05,1980-01,1983-02,1986-01,1987-06,1988-06,1989-11,1991-11,2001-071 范围这个标准定义了电解钢铁零件镀锌沉淀的要求,并且按照大众13750编码C用热浸镀锌半成品制造,但是不和镁接触。
镀层不适合在升高温度到大于100摄氏度时维持状态。
2 设计参考大众13750,第2部分3 要求3.1 表面保护类型表面保护类型在表格1中列出。
残缺表面的保护类型替代包含Cr(VI)参考表2热浸镀锌半成品设备参考DIN EN ISO14613.2 普通要求第一次补给和变化,参考大众01155 避免危险的物质,参考大众91101 10个成品需要完成测试除非按图纸制作的零件的确定部分把表面镀层排除在外,零件的全部表面必须遵守要求的表面保护类型并且显示描述的性质。
在调节和快速固定元件的情况下,列出的测试规格只能应用到主要的和/或者扳手载荷的表面,在螺钉只应用到面朝表面和/或者扳手载荷的表面情况下。
螺纹部件和类似模型部件,象螺栓,测试要求只应用到表面。
后一保护级的测试要求往下应用到确定的步骤在结合的元件例如胫和螺纹上减弱镀层区域。
此外,在DIN EN ISO 4042中的规格,关系到在螺纹图案轮廓电解镀层的最大可能厚度,应该被考虑到。
热浸镀锌制作的部件和附加涂油的半完成品,测试要求只应用到镀锌厚度和按照DIN 50018-KFW 2.0S 的二氧化硫测试中的抗性。
零件的一部分因为制造方法而损伤,比如说:弯曲半径,下一次保护级的要求应用到。
保护的镀层必须显示没有气孔、裂纹、损伤或者其他削弱侵蚀保护和/或者指定外观的瑕疵。
此外,镀层应该展示坚固支持基本材料而且不能在微小的变形后剥落。
设计和生产过程控制不应该削弱成品的功能特征。
大众汽车标准_TL_111(德)
Seite 2 TL 111: 2002-12
2.3 Verpackung
Die Schweißdrähte sind in Abstimmung mit dem Abnehmer, in Anlehnung an DIN EN 759 als Korbspule, Dornspule oder Fassspule anzuliefern. Drahtanfang und Drahtende sind zu befestigen. Die Schweißdrähte sind so zu verpacken, dass bei sachgemäßer Beförderung und Lagerung ein ausreichender Schutz gegen Beschädigungen, Verunreinigungen und Feuchtigkeitseinwirkungen gegeben ist. Die Spulen sind in Kunststoffolie mit der Zugabe von Kieselgel-Trocknergranulat einzuschweißen.
Seite 3 TL 111: 2002-12
3
Werkstoff
3.1 Bezeichnung
Die Bezeichnung der Schweißzusatzwerkstoffe lautet nach DIN 1732-1: SG-AlSi12, SG-AlSi5 und SG-AlMg4,5Mn
─ Legierung ─ Nenndurchmesser ─ Hersteller ─ Charge ─ Herstelldatum (Ziehdatum) ─ Art der Passivierung (falls vorhanden) ─ Masse (kg)
达克罗涂层盐雾标准
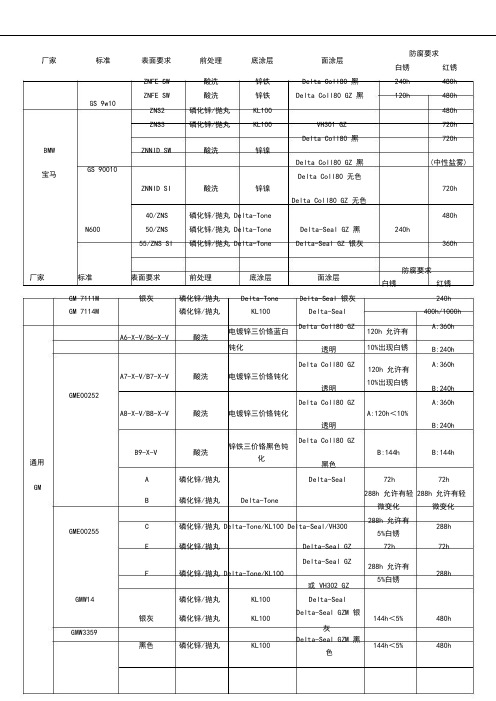
ZNFE SW酸洗酸洗磷化锌/抛丸磷化锌/抛丸酸洗锌铁锌铁KL100KL100锌镍Delta Coll80 黑Delta Coll80 GZ 黑VH301 GZDelta Coll80 黑240h120h480h480h480h720h720h(中性盐雾)720hGS 9w10ZNFE SW ZNS2 ZNS3BMW宝马GS 90010ZNNID SWDelta Coll80 GZ 黑Delta Coll80 无色ZNNID SI40/ZNS酸洗锌镍Delta Coll80 GZ 无色磷化锌/抛丸 Delta-Tone磷化锌/抛丸 Delta-Tone磷化锌/抛丸 Delta-ToneDelta-Seal GZ 黑Delta-Seal GZ 银灰240h480h360h防腐要求白锈红锈240h400h/1000h120h 允许有10%出现白锈120h 允许有10%出现白锈A:360hB:240hA:360hB:240hA:360hA:120h<10%透明B:240hB:144h黑色Delta-Seal72h微变化288h 允许有5%白锈72h288h 允许有5%白锈72h微变化288h72h288hB:144hDelta Coll80 GZN600 50/ZNS55/ZNS SI厂家标准GM 7111MGM 7114M表面要求银灰前处理磷化锌/抛丸磷化锌/抛丸底涂层Delta-ToneKL100电镀锌三价铬蓝白钝化面涂层Delta-Seal 银灰Delta-SealDelta Coll80 GZ透明Delta Coll80 GZ A6-X-V/B6-X-V酸洗A7-X-V/B7-X-VGME00252A8-X-V/B8-X-V 酸洗电镀锌三价铬钝化透明Delta Coll80 GZ 酸洗电镀锌三价铬钝化B9-X-V 通用GMABCEFGMW14银灰GMW3359黑色酸洗磷化锌/抛丸磷化锌/抛丸锌铁三价铬黑色钝化Delta-Tone288h 允许有轻 288h 允许有轻GME00255磷化锌/抛丸 Delta-Tone/KL100 Delta-Seal/VH300磷化锌/抛丸磷化锌/抛丸 Delta-Tone/KL100或 VH302 GZ磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸KL100KL100KL100Delta-SealDelta-Seal GZM 银灰Delta-Seal GZM 黑色Delta-Seal GZDelta-Seal GZ144h<5%144h<5%480h480hofl-r642 ofl-r643 ofl-r645ofl-r672酸洗酸洗酸洗酸洗锌镍蓝白钝化锌镍蓝白钝化锌镍蓝白钝化锌镍,黑色Delta Coll80Delta-Lube无色120h/240h240h120h/240h120h/240hDelta Coll80 GZ 无色TL244ofl-r673酸洗(三价铬钝化)锌镍,黑色Delta Coll80 黑(三价铬钝化)锌镍,黑色ofl-r677 ofl-t602 ofl-t610酸洗(三价铬钝化)Delta-Lube无白锈,允许有轻微的白斑240h120h/240hTL245ofl-t611ofl-t647ofl-t330 VW大众TL233ofl-t350ofl-t650ofl-t630TL242TL265NANANANAofl-c341ofl-c343TL217ofl-c347ofl-c641ofl-c643ofl-c647ofl-s611TL196抛丸KL100VH300/VH301720h/480hDelta-Tone/KL100抛丸Delta-Seal120h240h480h酸洗酸洗酸洗酸洗酸洗酸洗酸洗酸洗酸洗酸洗酸洗电镀锌锌镍电镀锌锌镍电镀锌电镀锌电镀锌电镀锌电镀锌电镀锌电镀锌Delta-Seal GBDelta-SealDelta-FLEXSDelta Coll80Delta-LubeDelta Coll80 GZ 无色Delta Coll80Delta-Lube无色黑色无色480h240h72h168h72h168hDIN50017KK5 个周480h240h144h240h168h240h360hDelta Coll80 GZEK800/801期无变化(冷凝水试验)冷凝水试验 30个周期无变化ofl-s617ofl-s621ofl-s627酸洗酸洗酸洗电镀锌锌镍锌镍EK800/801+TT-FluidEK800/801EK800/801+TT-Fluid冷凝水试验 5 个周冷凝水试验 30期无变化个周期无变化冷凝水试验 15 个冷凝水试验 60周期无变化个周期无变化厂商标准表面要求15/16前处理酸洗酸洗酸洗磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸底涂层电镀锌锌镍锌铁KL100KL100KL100KL100KL100KL100KL100Delta-ToneDelta-ToneKL100Delta-Tone面涂层防腐要求白锈168h480h/120h360h/120h红锈360h/240h720h600h/480h480h480h480h240h240h240h480h480h480h720h400h320hDBL845166/7686/964050Delta Coll80 GZ 无色润滑剂Delta-Seal GZ 银灰VH301 GZ Delta-Seal GZ 黑色Delta-Seal 黑VH300/Delta-SealDelta-Seal/GZDelta-Seal 黑Delta-Seal 黑Delta-Seal GZ 黑DBL奔驰DBL 9440DBL 9441PS 10633 PS 762640500010240h480hKL100Delta-Seal 银灰20Daimler-Chryster奔驰DBL 844021222330/4031/41磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸磷化锌/抛丸KL100VH300KL100KL100VH300KL100KL100VH301 GZKL100Delta-Seal GZ 黑色240h480hDelta-Seal 黑色Delta-Seal GZ 银灰480h240h480hDelta-Seal 黑色Delta-Seal 银灰480h240h480h240h480h。
镀锌层表面防护要求TL217
2002 年 7 月 镀锌层 表面防护要求 TL 217 共8页 第5页 表3 防护种类 Ofl-c310,Ofl-c330 Ofl-c610,Ofl-c630 试验周期 2 5 要求 规定的试验时间后无基体金属腐 蚀
也可以按 DIN 50 987,DIN EN ISO 1463,DIN EN ISO 2177,DIN EN ISO 2178, DIN EN ISO 2360的试验对涂层厚度进行确定。 要求按表 4 表4 耐抗等级 一般种类的 焊接件,如: 3 6 3.8 附着强度 热冲击试验按 DIN EN ISO 2819。 试验件在( 220 ± 10)℃,存放 30 min,接着在 15~25℃ 的水中浸泡。 要求:镀锌层无气泡形状或大面积的剥落。 3.9 腐蚀性能 在供货状态以及在 120℃ 下进行 24 小时的热存放后,系统的抗腐蚀性必须保 证。此为最低要求,在任何情况下均应遵守。 3.9.1 钝化和油漆 试验按 DIN 50 021-SS,评价按 DIN 50 961,试验时间和要求见表 5。 表5 试验时间 h 鼓形件 6 48 72 96 框架件 12 72 96 168 结构件 8~35μm 15~35μm 粗牙螺栓 8~14μm 15~23μm
2002 年 7 月 镀锌层 表面防护要求 TL 217 共8页 第4页 对于电解离析镀锌层,为了改善其抗盐水和冷凝水的能力,通常采用的技术是 在钝化液中做再处理。 当被使用的钝化液中不含 Cr(VI) 的化合物时,形成的转化层也是不含 Cr(VI) 的。 镀层厚度约为 0.1μm 的无色和蓝色钝化;即薄层钝化;在要求一银色 外观的情况下,对车内或行李箱内的件允许优先选择,在有要求的情况下,也 可以附加涂漆。 另一种改善防腐保护的方法通过所谓的厚层钝化(约 0.5μm)可以实现。根据 其光学效应(呈彩虹色),这种方法必须再涂漆,以此使其与用户方面的可见 范围的要求相适应。 3.5 带涂漆的镀层 通过涂漆,使有机和 /或无机材料涂覆在事先已形成的转换涂层上而且局部被填 充。 通过这种附加的油漆,可以使涂层结构的厚度提高 0.5 至 2.0μm。 相对于未涂漆的镀层,带涂漆的镀层具有下列优点: — 更高的抗腐蚀能力(在不改变锌镀层厚度的条件下,使锌腐蚀出现的时间 和基体金属出现腐蚀的时间较晚)。 — 滑移性能改变(摩擦系数减少,在连接元件上其离散宽度变小) — 色彩(厚层钝化的彩虹色明显减少,由此得到光学改善)。 — 既使在更高的温度下,也能保证抗腐蚀强度。 3.6 3.6.1 结构 基体材料 材料按图纸。 3.6.2 防护种类 /外观 见表 1。 3.7 涂层厚度 对于按 Ofl-c310 和 Ofl-c610 防护种类不进行再处理的镀层,可以考虑按 DIN 500 18 KFW2.0S 作为评价镀锌层镀层厚度的间接尺度来确定抗腐蚀强度 (见表 3 )
大众标准TL 244中文2010年12月版

大众汽车集团标准TL2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本变更相对于----添加了--原表2----添加了------原第4--原3.11----1范围Cr (VI在1000Mpa和1200Mpa之间的钢制件时,必须按DINENISO4042作热处理。
这些当作坚固防腐层(稳定等级为6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C (例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
另外,鉴于其电化相容性,这些涂覆层尤其适用于与铝材料的连接(但不适用于与镁材料直接连接)。
Ofl-r647和Ofl-r648特别适用于表面处理后会发生塑性变形的从动元件。
(如管道系统、拉钉、拉帽、打孔螺栓)2标记方法参见VW13750,第2章节。
3技术要求3.1表面防护类型表面保护类型见表1:进行一次完整的试验需要10个成品件。
注1:采用封闭剂的表面保护类型,可能影响涂胶的附着性能。
由于其微裂性,这些涂覆层也不适合于诸如空调装置的供气系统的密封元件。
采用这种涂覆方法的部件,必须避免后来的塑性变形(卷边、挤压、弯曲),这是因为这种情况会导致损害防腐性能,从而降低防腐耐抗性。
Ofl-r647或Ofl-r648将优先运用于会发生塑性变形的零件。
Ofl-r647将优先应用于流体运载系统。
除非元件在图纸上特意标出不须涂覆,否则元件的全部表面必须依照所需的保护类型并表明其性质,涂覆层应牢牢的附着在基体材质上。
表面形态的一般注意事项:锌镍涂层零件表面粗糙度,除其他因素外,取决于锌镍电解液特性和组件的表面光洁度。
有涂层与无涂层之间的表面粗糙度相差必须≦Rz5um。
tl226大众标准及检测方法

tl226大众标准及检测方法嘿,咱今儿就来聊聊 tl226 大众标准及检测方法。
这可真是个重要的玩意儿呢!你想啊,这就好比是给一件东西定个规矩,得符合这个标准才行。
就像咱盖房子,那总得有个标准吧,不能这儿歪一点,那儿斜一点的。
tl226 大众标准呢,就是给相关产品或者流程设定的这么个框框。
那这个标准都包括啥呢?哎呀,那可多了去了。
比如说尺寸得多大呀,质量得达到啥水平呀,性能得咋样呀,反正就是各种方面的要求。
这可不是随便定的,那都是经过好多专家研究、讨论,还有实践得出来的呢!那检测方法呢,这就是来看看是不是真的符合标准啦。
就跟咱考试似的,得有个办法来判断你到底考得好不好。
检测方法有很多种呢,有的可能是用仪器测一测,有的可能是靠人眼瞧一瞧,还有的可能得做些实验啥的。
比如说,要检测一个零件是不是符合 tl226 标准,可能就得用专门的测量工具,量量尺寸对不对呀,看看表面有没有啥瑕疵呀。
这就好像挑水果,咱得看看有没有坏的地方,个头够不够大。
要是检测一个流程呢,可能就得盯着看每一步是不是都按要求做了,有没有偷工减料啥的。
这标准和检测方法可重要了呀!要是没有它们,那不乱套了嘛。
产品质量参差不齐,那咱用起来能放心吗?肯定不行呀!所以说呀,这tl226 大众标准及检测方法就是保障我们能用上好东西的重要手段呢。
你说,要是都不按标准来,那做出来的东西都没法用,这不浪费资源嘛。
就好比做衣服,尺寸都不对,那能穿吗?这不是白瞎功夫嘛。
而且检测方法也得靠谱呀,不然怎么知道到底合不合格呢。
咱平常买东西的时候,其实也能看到一些标准的影子呢。
那些质量好的东西,不就是因为符合了各种标准嘛。
所以呀,可别小看了这tl226 大众标准及检测方法,它们在我们生活中可起着大作用呢!总之呢,这 tl226 大众标准就是个框框,检测方法就是个工具,它们一起保证了产品和流程的质量。
咱得重视它们,这样才能让我们的生活更加美好,更加有保障呀!你说是不是呢?。
一汽大众tl211标准

按验收标准,试验按 IR (红外线)—光谱.
4.3 施漆方法与漆层厚度(μm)
见表 1
表1
序
系列
涂底漆 单层喷漆 双层喷漆 多层喷漆 单层
号
钢琴漆
1 漆层总厚度 10~50 20~40 30~90 32~135 67~165
2 粘附底漆
2~10 -
2~10
2~10
2~10
或
20~50
3 打底漆/
20~50 -
5.1.2 低温老化
技术要求按表 2 的 Nr 2,必须满足要求.
在热老化之后,用同一个试样完成低温老
化试验
试验时间 24 h
试验温度(-40±3)℃
紧接着在室温下适应环境至少 30 min
塑料外装件的喷漆技术
技术要求
TL 211
共8 页 第 5 页
序号 5.2 5.2.1
6 6.1 6.2 7 8
双层钢琴漆
>90
单层钢琴漆
>90
有光泽单色漆、珠光效应漆和金属漆
>90(-5 有条件地到-10)
其他种漆
根据图纸或表面负荷手册 LAH 983 018
1.2 颜色按 DIN 5033-4,DIN 6174,DIN 6175-2 按 VW 501 95
(适用于首次试样和批量生产颜色)
1.3 结构
测量系统:包括 Wave-scan(视觉扫描)在内,按制造者的说明测量.
双层 钢琴漆 67~165 2~10
20~50
10~35 15~35 10~35 10~35 55~70
塑料外装件的喷漆技术
技术要求
TL 211
共8 页 第 4 页
5 性能要求
大众标准TL203中文2022-02
大众标准TL203中文2022-02金属件装饰性镀铬(Ni–Cr镀层)本标准对钢、铜和铝材零部件以及锌压铸金属所进行的装饰性电镀Ni-Cr镀层规定了技术要求,表面防护方式见表1。
用于汽车外部的零件,使用镀铬铝制或镀铬锌压铸材料需经大众品牌和奥迪AG实验室允许。
2.标记见VW13750,2条在各自图纸材料范围内对表面防护范围内的防护方式数据的补充,对电镀镀层母体材料的补充,按DINEN1456的规定执行,例如:C45,Fe//Cu20/Ni25d/Crmc3技术要求3.1基本技术要求首次供货和更改的批准按VW01155避免有害物质按VW91101一次完整的试验所需零件约10件(每次都按试验规模确定)首次样品试验报告要补充下面的数据或说明:—零件号—涂漆工具,涂漆数据—涂漆时间—作业进程(作业时间,电流密度,温度,化学药剂供应厂商)—支架上的位置3.2表面性状防护涂层不得有气泡,粗裂缝,伤处或其他损害规定的外观和/或附着能力以及抗腐蚀强度的缺陷。
电镀零件的表面不能有斑点或褪色。
零件的外貌(光泽程度和表面结构)必须悉为原试样。
若有必要,边界样本需按照汽车制造工厂质保部门的要求。
如果是符合专业要求的装配,也具备了适合的运输条件,那就不应该出现导致削弱功能和降低技术要求的涂层损害。
由于使用和装配而产生的微小形变也不得导致电镀镀层的分离。
电镀时的接触部位需经同意并记录在图纸内。
如果图纸上没有特别规定(例如用户视线可见范围或不可见范围),则电镀镀层对结构件的全部区域都是有效。
零部件需可追溯。
3.3镀层结构所用镀层结构取决于母体材料,零部件在汽车中的位置及表面质量的不同要求。
a)表1中所述性能为最基础的要求,必须遵守b)由于复杂的几何结构导致的层结构偏离,需与大众AG和奥迪AG 实验室协商,提供其他满足要的技术要求。
c)仅适用于三价电解质浴的铬镀层d)高光表面裂纹密度按PV1058。
微孔表面气孔密度按PV1063镀层结构性能的测量要点需和供应商以及相关发行部门协商决定,同时记录在图纸内。
大众标准TL精编中文版

大众汽车集团标准 TL 2442010年12月版分类号:50223关键字:锌,镍,钝化处理,密封,无Cr(VI),防腐蚀,表面保护锌/镍-合金涂覆层表面保护要求旧版本TL 244: 1987-10, 1992-05, 1993-11, 1995-12, 2002-05, 2004-12, 2006-08, 2007-02变更相对于 TL244: 2007-02 版本,作了如下更改:--补充了热处理后零件的抗拉强度≦ 1200Mpa 部分;--添加了 Ofl-r647 和 Ofl-r648 两种涂覆方法;--原表 2 中关于含铬的表面保护类型已删除;--添加了图 1 和图 2;--添加了 PV 1209,PV 1200 和 PV1210 三种测试依据;--镀层表面形态的要求有所增加;--镍的上限值有所改变;--原第 4 条关于镀层厚度的测量的内容加入到 3.9 部分;--原 3.11 部分的要求有所改变;--参考标准有更新;--标准重组。
1 范围本标准规定了抗拉强度为 Rm≦ 1000Mpa(按 VW 137 50 的特征字母 r)的铁材料和钢制件上的电解离析和无Cr( VI)后处理的锌/镍合金涂覆层的要求。
此外还定义了抗拉强度值大于 1000Mpa 时的应用极限。
本标准定义了合金涂覆不适用于抗拉强度 Rm>1200Mpa 和表面硬度>370HV 的钢制件。
而且适用于抗拉强度值在 1000Mpa 和 1200Mpa之间的钢制件时,必须按 DIN EN ISO 4042 作热处理。
这些当作坚固防腐层(稳定等级为 6)的涂覆层,亦特别适用于除了腐蚀负荷增加和温度负荷增加至150°C(例如:发动机室和刹车系统)之外的部件以及螺栓拧紧系统。
银色涂覆层(例如:Ofl-r642,Ofl-r643,Ofl-r645和Ofl-r647)特别适用于导线连接(接地线连接)。
这些涂覆层特别适用于内部传动的紧固元件,以避免附加的施力作用。
大众汽车标准_TL_227_镀锌金属表面的油漆04.07

DIN EN 14214
汽车燃料;用于柴油机的脂肪酸 – 甲酸(FAME);技术要求和试验
方法
DIN EN ISO 2409 油漆和涂料;划格法试验
DIN EN ISO 4628-1 涂料;涂层故障评估,损伤的数量与大小,以及外观上均匀变化
强度的计值;第 1 部分:一般介绍和计值方法
DIN EN ISO 4628-2 涂料, 涂层故障评估,损伤的数量与大小,以及外观上均匀变化
3.5 预处理
对于 Ofl – x633 = 锌磷化处理 对于 Ofl – x632 = 锌磷化处理,在特殊情况下,进行无 Cr(VI)薄层钝化.
3.6 油漆
有选择地使用单层湿法涂漆或阴极电泳漆(KTL),油漆不得在醇酸树脂基础上合成.
3.7 颜色
黑色或按图纸(按比色图表)
3.8 涂层厚度
单层湿法涂漆为(15 ~ 50)μm,KTL 为(15 ~ 35) μm;如采用不同的层厚,则按图纸.
技术要求: — 没有气泡,没有锌腐蚀,网络法试验按 DIN EN ISO 2409: 特征值 1.
3.12 化学稳定性
试验按 VDA 621 – 412, A 进行:计值按 DIN EN ISO 4628-1 表 3 进行,试验介质和技术 要求见表 1.
表1 Nr. 试验介质
1 用于各种零件 1.1 无铅超级汽油,按 DIN EN 228 1.2 柴油按 DIN EN 590 1.3 脂肪酸甲酯,按 DIN EN 14214 2 只用于外部装饰件
每次交付使用的防腐剂和防锈剂 3 用于发动机仓 3.1 一次使用的发动机机油,按 TL 521 07 3.2 自动变速润滑油,按 TL 521 62 3.3 中央液压系统,按 TL 521 46 3.4 制动液,按 TL 766 3.5 冷却液添加剂,按 TL 774
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Group standard TL 233Issue 2016-10 Class. No.:50223Descriptors:corrosion protection, surface protection, zinc, aluminum flake, zinc flake, base coat, top coat, organiccoating, t330, t350, t630, t650Non-Electrolytically Applied Zinc Flake Coatings with an Organic Top Coat Surface Protection RequirementsPrefaceIn contrast to the surface protection (Ofl) types specified in Technical Supply SpecificationTL 180 1) and TL 245 2), this TL describes a coating system which ensures the functional character‐istics of components, e.g., the color and/or corrosion protection, additionally by means of a consis‐tent organic top coat with a greater coating thickness.For new designs, if fasteners with a metric ISO thread are used, the use of surface protection types as per TL 180 1) (black) or TL 245 2) (silver) is preferred.For spring clamps on fuel hoses, coatings as per TL 134 3) must be used.Previous issuesTL 233: 1982-09, 1983-02, 1991-05, 1992-06, 1993-11, 1998-02, 2003-09, 2003-11, 2010-11, 2016-09ChangesThe following changes have been made to TL 233: 2016-09:–Correction in attachment 1 of appendix A "Released surface protection systems"1)TL 180 – Non-Electrolytically Applied Zinc Flake Coatings with a Black Top Coat; Surface Protection Requirements2)TL 245 – Non-Electrolytically Applied Zinc Flake Coatings; Surface Protection Requirements3)TL 134 – Non-Electrolytically Applied Zinc Flake Coatings with Organic Coating for Increased Corrosion Protection Requirements;Requirements and TestingAlways use the latest version of this standard.This electronically generated standard is authentic and valid without signature.The English translation is believed to be accurate. In case of discrepancies, the German version is alone authoritative and controlling.Page 1 of 10All rights reserved. No part of this document may be provided to third parties or reproduced without the prior consent of one of the Volkswagen Group’s Standards departments.© Volkswagen Aktiengesellschaft VWNORM-2015-07d Q U E L L E : N O L I SPage 2TL 233: 2016-10ScopeThis standard defines requirements and tests of surface protection types comprising non-electrical‐ly applied zinc flake coatings, with an additional organic top coat, on iron materials.The coating systems as per this standard can be used at temperatures up to a maximum of 180 °C.Because, with proper pretreatment, no risk of hydrogen embrittlement arises as a result of the coating process, this coating is also suited as corrosion protection for hardened and high-strength steel parts with tensile strength values ≥ 1 000 MPa or surface hardness values > 320 HV (Vickers hardness). The individual coats are applied primarily using a dip-spinning method.Coatings as per this standard are not suited for components with an electrically conducting function (e.g., ground connections).Designation Depending on the protection class and on the lubricant content (see table 1), a distinction is made between four surface protection types for the coating system as per this standard, which are desig‐nated with the following codes as per the specifications in Volkswagen standard VW 13750, sec‐tion "Designation":Ofl-t330Ofl-t350Ofl-t630Ofl-t650Requirements Appearance of the top coat, lubricant additive, and protection classThe surface protection types of the coating system must meet the requirements specified in table 1.The released protection systems are listed in appendix A.Table 1 – Appearance, lubricant additive, and protection classa)If a silver appearance of the top coat is required, the code for the surface protection type is expanded with the addendum "silver."This applies to other color specifications as well.Basic requirementsApproval of first supply and changes as per VW 011551 2 33.1 3.2Page 3TL 233: 2016-10Avoidance of hazardous substances as per VW 91101.At least ten parts (depending on size) are required for complete testing. For the initial-sample re‐lease of small parts, ≥ 50 kg of specimens must be produced (e.g., for fasteners).Unless certain sections of a part marked in the drawing are excluded from the surface coating, the entire surface of the parts must have the required surface protection with the specified properties.The protective coatings must not have any pores, cracks, damage, or other flaws impairing corro‐sion protection and/or the specified appearance. The coating systems must firmly adhere to the base metal and must not peel off or crack under elastic deformation.The coating system must be free of any flaws and excess material that have a negative impact on the part's function. The production process must be designed and controlled in such a way that the use properties of the finished part are not impaired.If the coated components are properly installed, the coating must not be damaged in any way that would negatively affect the function and/or would reduce the specified corrosion protection.For metric ISO threads as per VW 11611, after the coating process, the zero line for outer threads must not be crossed, and the zero line for inner threads must not be undershot. For fasteners with a metric thread, the coefficients of friction as per VW 01129 must be complied with (applies only to Ofl-t330 and Ofl-t630).Because the coating temperatures may have effects on the properties of materials, it must be checked whether coating can be carried out using solvent-based or water-based zinc flake coat‐ings, depending on the component. The baking temperature for solvent-based zinc flake coatings is usually 200 °C to 250 °C. A temperature of 300 °C is necessary for water-based zinc flake coat‐ings. The requirements in the drawing or master data list always apply to the coated component.The selection of manufacturer and surface protection types, as well as the coating method, must be agreed upon with the appropriate department in each case (e.g., GQL-M, N/GQ-L, I/GQ-L) on a part-specific basis before use.Requirements for mechanical fastenersFor mechanical fasteners with the following characteristics, the coating system must be released on an application-specific basis:–Parts with a metric ISO thread ≤ M8 with specific requirements regarding the loosening tor‐ques of the connection if temperatures > 80 °C occur–Outer threads ≤ M6 and inner threads –Force applied by triple square as per VW 01043, < N8–Hexalobular socket as per VW 01048, < T30–Hexagon socket, nominal size < 5 as per DIN 475-1 or product standards –Cross recess as per DIN EN ISO 4757, < H3Base metalThe surface of the base metal being coated must be bright. The surface must be cleaned to ensure that it can be coated. For hardened and high-strength steel parts with tensile strength values > 1 000 MPa, alkaline or mechanical cleaning (e.g., by abrasive blasting) must always be carried out before the coating process.The application of fine-crystal zinc phosphating (coating weight of 1 g/m 2 to 3 g/m 2) is permissible.3.3 3.4Page 4TL 233: 2016-10Coating system Composition of the dry filmComposition of the dry film: See the International Material Data System (IMDS).Coating layers Layer structure of the coating systemThe coating system consists of a base coat (inorganic zinc flake coating) and a top coat (organic coating).NOTE 1: The required number of layers also depends on the coating method and on the coating material.Base coatThe base coat consists of an inorganic matrix with at least 70% zinc flakes and up to 10% alumi‐num flakes by mass. The use of zinc with a globular structure is permissible. The use of zinc dust is prohibited.3.53.5.1 3.5.23.5.2.1 3.5.2.1.1Page 5TL 233: 2016-10Top coatTop coat without lubricantThe organic epoxy resin coating without lubricant must contain a maximum of 5% lubricant (PTFE)by mass.Top coat with lubricantThe organic epoxy resin coating must have 25% to 30% lubricant (PTFE) by mass.Total thickness of the coating system Requirements for Ofl-t330 and Ofl-t350The minimum coating thickness is 6 µm (of which 3 µm must be the inorganic zinc flake coating).The coating thickness must not exceed a maximum of 25 µm.Requirements for Ofl-t630 and Ofl-t650The minimum coating thickness is 10 µm (of which 6 µm must be the inorganic zinc flake coating).The coating thickness must not exceed a maximum of 25 µm.ExceptionsFor threaded parts, the specifications apply only to the head, or to face surfaces and wrench bear‐ing surfaces.If more stringent corrosion protection requirements (compared to the basic requirements) areagreed to in the drawing or master data list, then greater coating thicknesses are also permissible (e.g., for spring clamps).Tests Adhesion and ductility of the coating system Cross-cut test Procedure as per DIN EN ISO 2409; requirement: characteristic value ≤ 1When performing the cross-cut test, a spacing of 1 mm must be maintained between cuts.NOTE 2: For small components or those with complex geometry, a single-blade manual cutting tool is preferred. If no cross-cut test can be performed due to the component's size or geometry, a single cut or two intersecting cuts are permissible. If even a single cut cannot be made, only the tape test as per section 4.1.2 must be carried out.Tape testA scribing line based on DIN EN ISO 17872 must be applied if the component dimensions allow for this. After this, adhesive tape with a bond strength of (10 ±1) N per 25 mm of width is used. This tape is firmly pressed by hand onto the surface and then pulled off with a sudden motion perpen‐dicular to the surface. The coating must not peel off over a large area when the tape is removed 3.5.2.1.2 3.5.33.5.3.1 3.5.3.2 3.5.3.3 44.14.1.1 4.1.2Page 6TL 233: 2016-10(particle diameter ≤ 1 mm). Small particles of the coating adhering to the tape are permissible (≤ 5% of the test surface).NOTE 3: Suitable adhesive tape for this test is, e.g., tesaband 4657 4).Ductility testThe coating must not flake off when springs are expanded or compressed as intended, or when spring washers are bent during assembly, or when spring clamps are opened to their maximum diameter.Coating thickness The coating thickness is measured using a microscopic method as per DIN EN ISO 1463 and DIN EN ISO 2064; the location of the measuring points and tolerance zone positions for threaded parts with a metric ISO thread are specified in DIN EN ISO 10683.NOTE 4: For bulk products, the edge areas constitute a weak point; a check on the existing edge coverage in the microsection is recommended.Testing corrosion properties Neutral salt spray test General informationThe neutral salt spray test must be performed as per DIN EN ISO 9227.For bolts and nuts, the test requirements apply only to the head, face surface, and/or wrench bear‐ing surfaces. For threaded parts and thread-like parts, e.g., tap-end studs, they apply to the face surfaces. Less stringent requirements apply in the threaded area. These are specified in list items1. to 4. below.1.Evaluation of coating corrosion (applicable to all surface protection types)After 120 h, coating corrosion up to a maximum degree of change S5 as per DIN 34804 is per‐missible, with and without thermal conditioning (heat aging in recirculated air) for 96 h at 180 °C.Coating corrosion is not evaluated in the area of threads.2.Evaluation of base metal corrosion for Ofl-t330 and Ofl-t350 (interior)After 240 h, no base metal corrosion and no corrosion creepage along the scribe line must oc‐cur, with and without thermal conditioning (heat aging in recirculated air) for 96 h at 180 °C.A less stringent requirement of 120 h applies in the threaded area.3.Evaluation of base metal corrosion for Ofl-t630 and Ofl-t650 (exterior)After 480 h, no base metal corrosion and no corrosion creepage along the scribe line must oc‐cur, with and without thermal conditioning (heat aging in recirculated air) for 96 h at 180 °C.A less stringent requirement of 240 h applies in the threaded area.4.Evaluation of base metal corrosion for spring clamps (Ofl-650)4.1.3 4.2 4.34.3.14.3.1.1 4)tesaband 4657 is the manufacturer's product designation, produced by tesa SE.This information is only intended for informational purposes for the users of this in-house standard. This does not signify an en‐dorsement of the mentioned product by the Volkswagen Group. Equivalent products may be used if it can be verified that they lead to the same results.Page 7TL 233: 2016-10Unless surface protection as per TL 134 5) is required, the following applies:The parts must be opened to their maximum diameter five times using spring-clamp pliers be‐fore the start of the salt spray test.For pre-opened spring clamps without a clip, the contact points for the pliers and the latching areas are exempt from the evaluation.After 720 h, no base metal corrosion and no corrosion creepage along the scribe line must oc‐cur, with and without thermal conditioning (heat aging in recirculated air) for 96 h at 180 °C.NOTE 5: For reliable fulfillment of corrosion protection specifications, a coating system with at least two base coat layers and two top coat layers is usually necessary for spring clamps.Testing in the condensation atmosphere with constant humidity (CH)Testing in the CH standard atmosphere as per DIN EN ISO 6270-2Requirement: After 240 h, there must not be any blisters or other coating detachments, and no base metal corrosion. After subsequent acclimatization for 24 h at (23 ±2) °C, the requirements specified in section 4.1 must still be met.Resistance to test media The test for resistance to test media is only required for the release of new coating systems. This test is usually carried out on coated test sheets (see table 2 for the test scope). As part of the initial sample inspection, it is also permissible to verify the resistance to test media with a certificate is‐sued by the coating material manufacturer.Testing is carried out as per the relevant part of standard series DIN EN ISO 2812. The evaluation is performed as per DIN EN ISO 4628-1. For test media and requirements, see table 2.4.3.2 4.4 5)TL 134 – Non-Electrolytically Applied Zinc Flake Coatings with Organic Coating for Increased Corrosion Protection Requirements;Requirements and TestingPage 8TL 233: 2016-10Table 25Applicable documentsThe following documents cited in this standard are necessary to its application.Some of the cited documents are translations from the German original. The translations of Ger‐man terms in such documents may differ from those used in this standard, resulting in terminologi‐cal inconsistency.Standards whose titles are given in German may be available only in German. Editions in other languages may be available from the institution issuing the standard.TL 52146Central Hydraulic System Fluid; Lubricant RequirementsTL 52185Reference Engine Oil SAE 5W-30 for Testing of Compatibility with Re‐spect to Elastomer Materials; Lubricant RequirementsTL 766Brake Fluid; Material RequirementsTL 774Ethylene-Glycol-Based Coolant Additive; Materials RequirementsTL 788Diesel Fuel; Fuel RequirementsVW 01043Multipoint Socket Profile; Drive Shape for Threaded PartsVW 01048Hexalobular Socket Profile; Drive Shape for Threaded PartsVW 01129Limit Values for Coefficients of Friction; Mechanical Fasteners with Met‐ric ISO ThreadsVW 01155Vehicle Parts; Approval of First Supply and ChangesPage 9TL 233: 2016-10 VW 11611Metric ISO Thread; Limit Dimensions with Protective Coating for MediumTolerance Class; External Threads 6gh / Internal Threads 6HVW 13750Surface Protection for Metal Parts; Surface Protection Types, Codes VW 91101Environmental Standard for Vehicles; Vehicle Parts, Materials, Operat‐ing Fluids; Avoidance of Hazardous SubstancesDIN 34804Fasteners - Change of appearance of black surfacesDIN 475-1Widths across flats for bolts, screws, valves and fittingsDIN EN 228Automotive fuels - Unleaded petrol - Requirements and test methods DIN EN ISO 10683Fasteners - Non-electrolytically applied zinc flake coatingsDIN EN ISO 1463Metallic and oxide coatings - Measurement of coating thickness - Micro‐scopical methodDIN EN ISO 17872Paints and varnishes - Guidelines for the introduction of scribe marksthrough coatings on metallic panels for corrosion testingDIN EN ISO 2064Metallic and other non-organic coatings - Definitions and conventionsconcerning the measurement of thicknessDIN EN ISO 2409Paints and varnishes - Cross-cut testDIN EN ISO 2812Parts 1 to 5: Paints and Varnishes – Determination of Resistance to Liq‐uidsDIN EN ISO 2812-3Paints and varnishes - Determination of resistance to liquids - Part 3:Method using an absorbent mediumDIN EN ISO 2812-4Paints and varnishes - Determination of resistance to liquids - Part 4:Spotting methodsDIN EN ISO 4628-1Paints and varnishes - Evaluation of degradation of coatings - Designa‐tion of quantity and size of defects, and of intensity of uniform changesin appearance - Part 1: General introduction and designation system DIN EN ISO 4757Cross recesses for screwsDIN EN ISO 6270-2Paints and varnishes - Determination of resistance to humidity - Part 2:Procedure for exposing test specimens in condensation-water atmos‐pheresDIN EN ISO 9227Corrosion tests in artificial atmospheres - Salt spray testsPage 10TL 233: 2016-10Appendix A (informative)Released surface protection systemsCoating materials will be added to appendix A when the supplier demonstrates to the person re‐sponsible in each case, by means of tested parts and inspection reports, that its coatings meet the requirements in TL 233. The Volkswagen Group reserves the right to perform counter-checks. Released protection systems are listed in attachment 1 of appendix A.。