注射剂制备工艺流程40页PPT
合集下载
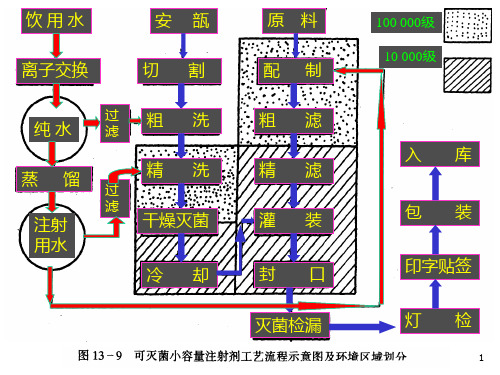
注射剂制备-PPT课件

1、 安瓿冲淋机
•1-电机;2-安瓿盘;3-淋水喷嘴;4-进水管;5-传送带;6-集水箱;7-泵;8-过滤器. 安瓿瓶口朝上,在传送带上逐一通过各组喷头下方。
• 冲淋水压0.12~0.2 MP,并通过喷头上直径φ1~φ1.3mm的 小孔喷出。
• 缺点:耗水量大,且不确保单支安瓿的淋洗效果,使个别 瓶子因受水量小冲洗不充分。
§3.2.1 概 述
• 水针剂是指水溶性注射剂。它是4类针剂(即溶液 型针剂、注射用灭菌粉末、混悬剂及乳剂)中应 用最为广泛、最具代表性的一种注射剂
• 概念:水针剂生产是用注射用水作为溶媒溶解药 物灌封在安瓿瓶内的生产过程。
• 按照目前国家标准规定安瓿容积有1ml、2ml、 5ml、10ml及20ml 等5种不同的规格,由于规格 的不同,生产的专用设备也不尽相同。所以着重 介绍的是应用最多,也是最具代表性的1-2 ml水 溶性注射剂的专用设备。
二、无热原
• 热原(pyrogens)是微生物的代谢产物。大多数细 菌都能产生,致热能力最强的是草兰氏阴性杆菌 所产生的热原。
• 真菌甚至病毒也能产生热原,含热原的输液注入 人体,大约半小时以后,使人体产生发冷、寒战、 体温升高、身痛、出汗、恶心、呕吐等不良反应, 严重者出现昏迷、虚脱、甚至生命危险。
尾架上装有切割刀,在拉管过程中可按需要长
度将玻璃管割断(牵引架移动的速度要均匀平 稳,其传动机构应具有无级调速功能)
2、安瓿机
• 常为立式多工位的。其功用是将标准规格的玻璃管 加热→拉丝→制颈→切割成所需要容积的安瓿瓶。
• 工作流程如图.
安瓿机工作 过程示意图
(1)加热; (2)封底; (3)拔管; (4)加热; (5)拉丝; (6)制颈; (7)切割; (8)落瓶.
注射剂制备PPT课件
滤过装置 高位静压
特点
适用范围
此法压力稳定,质量好, 生产量不大,缺
但滤速稍慢。
乏加压或减压设
备的情况
减压 加压
此法适应于各种滤器,设 各种滤器 备要求简单,但压力不够 稳定,操作不当,易使滤 层松动,影响质量。
压力稳定,滤速快、质量 药厂大生产
好、产量高。由于全部装
置保持正压,如果滤过时
中途停顿,对滤层影响也
④ 毛细管长度 滤速与毛细管长度成反比,故沉积滤饼的量越
多,则阻力增大,滤速越慢,预滤可解决该问题。
-
17
3、滤器的种类与选择
(1)砂滤棒
硅藻土滤棒: 质地较松散,一般适用于黏度高、
浓度较大滤液的滤过。 多孔素瓷滤棒:
质地致密,滤速慢,特别适用于 低黏度液体的滤过。
特点:砂滤棒价廉易得,滤速快,但易于脱砂,
有特定的气泡点,它是推动空气通过被液体饱
和的膜滤器所需的压力。
-
22
⑸超滤膜滤器是具有高分子聚合物制成的多孔膜 特点:能截流溶液中的高分子及胶体微粒,截 留粒径为1-10nm,因此,可以除热原。
⑹板框式压滤机
特点:面积大,截留量多,可用于粘性大、滤 饼可压缩的各种物料的过滤,特别适用于含少 量微粒的待滤液,在注射剂生产中多用于预滤, 缺点是装配和清洗麻烦,容易滴漏。
2.1安瓿拉丝灌装机 1)凸轮杠杆机构:功能是完成针筒内的筒芯作上、
下往复运动,将药液从贮液罐中吸入针筒内并输向 针头进行灌装。由单向玻璃阀来保证药液单向流动。 2)注射灌液机构:功能是提供针头进出安瓿灌注药 液的动作。一般针剂在药液灌装后需注人惰性气体 如氮气或二氧化碳,以增加制剂的稳定性。
-
27
注射剂的制备

精பைடு நூலகம்课件
稀配法的操作图示:
原料 全部注射用水
所需浓度
过滤
注射液
精品课件
2.浓配法 将全部原料药物加入部分溶剂中先配成浓溶液,滤过 后(再加入其他辅料)稀释至需要浓度后灌装,可使 溶解度小的杂质滤过除去。 应用:易产生可见异物问题的原料。
精品课件
浓配法的操作图示:
原料 部分注射用水 剩余注射用水
精品课件
六、注射剂的灭菌和检漏
(一)注射剂的灭菌
注射剂从配液到灭菌一般须在12小时内完成,注 射剂的灭菌主要采用湿热灭菌法。
灭菌条件:
✓ 1~5ml安瓿用流通蒸气灭菌100℃、30min; ✓ 10~20ml安瓿用流通蒸汽灭菌100℃、45分钟; ✓ 对热不稳定的产品可适当缩短灭菌时间,如Vc、地塞米松
灌液部分装有自动止灌装置,当灌注针头降下无 安瓿时,药液不再输出,避免污染机器与浪费。
罐封室是注射液制备的关键区域,洁净度要求达 到100级。
精品课件
灌封包括手动灌封和机械灌封。 机械灌封时,自动灌注药液后立即进行熔封,在
同一台机器上完成。 安瓿熔封方法分为拉封和顶封两种,由于拉封封
口严密,颈端圆整光滑,所以目前规定必须用拉 封封口,即拉丝封口。
1.安瓿 2.西林小瓶
精品课件
1.安瓿
安瓿的样式包括曲颈安瓿和粉末安瓿两种。 曲颈易折安瓿使用方便,可避免折断后玻璃屑和微粒
对药液的污染,故SFDA已强制推行使用该种安瓿。曲 颈易折安瓿有点刻痕易折安瓿和色环易折安瓿两种。 粉末安瓿用于分装注射用固体粉末或结晶性药物,现 已基本淘汰。 安瓿的颜色有无色透明和琥珀色两种,无色安瓿有利 于药液澄明度检查,琥珀色安瓿可滤除紫外线,适合 于盛装光敏性药物,但由于含有氧化铁,应注意与所 灌装药物之间可能发生的配伍变化。
稀配法的操作图示:
原料 全部注射用水
所需浓度
过滤
注射液
精品课件
2.浓配法 将全部原料药物加入部分溶剂中先配成浓溶液,滤过 后(再加入其他辅料)稀释至需要浓度后灌装,可使 溶解度小的杂质滤过除去。 应用:易产生可见异物问题的原料。
精品课件
浓配法的操作图示:
原料 部分注射用水 剩余注射用水
精品课件
六、注射剂的灭菌和检漏
(一)注射剂的灭菌
注射剂从配液到灭菌一般须在12小时内完成,注 射剂的灭菌主要采用湿热灭菌法。
灭菌条件:
✓ 1~5ml安瓿用流通蒸气灭菌100℃、30min; ✓ 10~20ml安瓿用流通蒸汽灭菌100℃、45分钟; ✓ 对热不稳定的产品可适当缩短灭菌时间,如Vc、地塞米松
灌液部分装有自动止灌装置,当灌注针头降下无 安瓿时,药液不再输出,避免污染机器与浪费。
罐封室是注射液制备的关键区域,洁净度要求达 到100级。
精品课件
灌封包括手动灌封和机械灌封。 机械灌封时,自动灌注药液后立即进行熔封,在
同一台机器上完成。 安瓿熔封方法分为拉封和顶封两种,由于拉封封
口严密,颈端圆整光滑,所以目前规定必须用拉 封封口,即拉丝封口。
1.安瓿 2.西林小瓶
精品课件
1.安瓿
安瓿的样式包括曲颈安瓿和粉末安瓿两种。 曲颈易折安瓿使用方便,可避免折断后玻璃屑和微粒
对药液的污染,故SFDA已强制推行使用该种安瓿。曲 颈易折安瓿有点刻痕易折安瓿和色环易折安瓿两种。 粉末安瓿用于分装注射用固体粉末或结晶性药物,现 已基本淘汰。 安瓿的颜色有无色透明和琥珀色两种,无色安瓿有利 于药液澄明度检查,琥珀色安瓿可滤除紫外线,适合 于盛装光敏性药物,但由于含有氧化铁,应注意与所 灌装药物之间可能发生的配伍变化。
注射剂的制备课件PPT
③ 醋酸纤维和硝酸纤维混合酯膜:适用于pH为3~10范
围的水溶液等;
④ 聚四氟乙烯膜:热稳定性和化学稳定性均好,可耐260
℃高温,适用于强酸、强碱及各种有机溶剂;
⑤ 聚酰胺膜、聚砜膜和聚氯乙烯膜等。
3.钛滤器
是用粉末冶金工艺将钛粉加工制成的过滤材料, 包括钛滤棒和钛滤片。
常用于注射液的预滤。
4.板框压滤机
以油为溶剂的注射剂,选用干热灭菌。
后要在烘箱内120~140℃温度下进行干燥,若用于无菌 由多个滤板和滤框交替排列组成,滤过面积大,截留固体多,经济耐用,适于大生产,常用于滤过黏性、微粒较大的浸出液,也可用
于注射液的粗滤。 配液的所有用具和容器在使用前均应用硫酸重铬酸钾清洗或其他适宜洗涤剂清洗,然后用纯化水反复冲洗,最后用新鲜的注射用水荡
注意可能对主药产生吸附而使含量下降。活性炭在 酸性条件下吸附能力强,一般均在酸性环境中使用。
配制所用注射用水,其储存时间不得超过12小时。
配 制 的 药 液 , 需 经 过 pH 、 含 量 等 项 检 查 , 合 格 后 进入下一工序。
四、注射液的滤过
滤过是保证注射液澄明的关键工序。由于不同滤
✓ 垂熔玻璃滤器 洗涤方法:甩水洗涤法、加压气水喷射洗涤法和超声洗涤法。
罐封室是注射液制备的关键区域,洁净度要求达到100级。 高位静压滤过装置利用液位产生的静压力进行滤过,其特点是压力稳定,滤过质量好,但流速稍慢;
灌液部分装有自动止灌装置,当灌注针头降下无安瓿时,药液不再输出,避免污染机器与浪费。
实验表明,用100℃流通蒸汽30分钟灭菌,含量降低3%;
安瓿熔封方法分为拉封和顶封两种,由于拉封封 配制所用注射用水,其储存时间不得超过12小时。
曲颈易折安瓿使用方便,可避免折断后玻璃屑和微粒对药液的污染,故SFDA已强制推行使用该种安瓿。
围的水溶液等;
④ 聚四氟乙烯膜:热稳定性和化学稳定性均好,可耐260
℃高温,适用于强酸、强碱及各种有机溶剂;
⑤ 聚酰胺膜、聚砜膜和聚氯乙烯膜等。
3.钛滤器
是用粉末冶金工艺将钛粉加工制成的过滤材料, 包括钛滤棒和钛滤片。
常用于注射液的预滤。
4.板框压滤机
以油为溶剂的注射剂,选用干热灭菌。
后要在烘箱内120~140℃温度下进行干燥,若用于无菌 由多个滤板和滤框交替排列组成,滤过面积大,截留固体多,经济耐用,适于大生产,常用于滤过黏性、微粒较大的浸出液,也可用
于注射液的粗滤。 配液的所有用具和容器在使用前均应用硫酸重铬酸钾清洗或其他适宜洗涤剂清洗,然后用纯化水反复冲洗,最后用新鲜的注射用水荡
注意可能对主药产生吸附而使含量下降。活性炭在 酸性条件下吸附能力强,一般均在酸性环境中使用。
配制所用注射用水,其储存时间不得超过12小时。
配 制 的 药 液 , 需 经 过 pH 、 含 量 等 项 检 查 , 合 格 后 进入下一工序。
四、注射液的滤过
滤过是保证注射液澄明的关键工序。由于不同滤
✓ 垂熔玻璃滤器 洗涤方法:甩水洗涤法、加压气水喷射洗涤法和超声洗涤法。
罐封室是注射液制备的关键区域,洁净度要求达到100级。 高位静压滤过装置利用液位产生的静压力进行滤过,其特点是压力稳定,滤过质量好,但流速稍慢;
灌液部分装有自动止灌装置,当灌注针头降下无安瓿时,药液不再输出,避免污染机器与浪费。
实验表明,用100℃流通蒸汽30分钟灭菌,含量降低3%;
安瓿熔封方法分为拉封和顶封两种,由于拉封封 配制所用注射用水,其储存时间不得超过12小时。
曲颈易折安瓿使用方便,可避免折断后玻璃屑和微粒对药液的污染,故SFDA已强制推行使用该种安瓿。
注射剂的制备
(2) 维生素 C 的水溶液与空气接触,自动氧化成 脱氢抗坏血酸。 (3) 本品稳定性与温度有关,故以 100℃15 分钟 灭菌为好。但操作过程应尽量在避菌条件下进行, 以防污染。
(2) VB2注射液
【处方】维生素B
22.575g
(主药)
烟酰胺
乌拉坦 苯甲醇
77.25g
38.65g 7.5ml
②应具有低的膨胀系数、优良的耐热性; ③熔点低; ④不得有气泡、麻点及砂粒; ⑤应具有足够的物理强度; ⑥应具有高度的化学稳定性。
制造安瓿的玻璃:
①硬质中性玻璃(低硼酸硅盐玻璃,化学稳定性好,适 合近中性或弱酸性的注射剂); ②含钡玻璃(耐碱性好,适合碱性较强的注射剂,如磺 胺嘧啶钠注射液);
③含锆玻璃(具有更高的化学稳定性,耐酸、碱性能好,
④纸浆(有助滤和脱色作用,中药注射剂中应用较多)。
(3)过滤装置
①普通漏斗(玻璃和布氏) ②垂熔玻璃滤器(垂熔玻璃 漏斗、滤器和滤棒) 3号和G2号常压过滤;4号和 G3号减压或加压过滤;6号以及 G5、G6号用于无菌过滤;
使用完毕用水抽洗,并以 1%-2%硝酸钠硫酸液浸泡处理。
③砂滤棒 ( 硅藻土滤棒和多 孔素瓷滤棒)
增加滤速的方法:加压或减压;升温;预滤;使杂质 颗粒变粗等。
(2)过滤介质与助滤剂
常用过滤介质: ①滤纸(普通和分析用滤纸) ②脱脂棉(口服液体过滤) ③织物(精滤前的预滤,或注射剂脱碳过滤) ④烧结金属(注射剂初滤)
⑤多孔塑料(1、5、7m,其中1m可用于注射剂过滤)
⑥垂熔玻璃(广泛用于注射剂过滤) ⑦多孔陶瓷(主要用于注射剂精滤) ⑧微孔滤膜(主要用于注射剂精滤和除菌过滤)
涤机组。
6.安瓿的干燥和灭菌 一般置于120-140℃干燥;180℃,1.5h干热灭菌。 大生产中多采用隧道式烘箱,主要由红外线发射装置 和安瓿传送装置组成。
《注射剂的制备》PPT课件

凡 能 耐 热 的 产 品 , 宜 采 用
115℃30min灭菌。
灭菌检漏两用灭菌器:灭菌 完毕→冷水淋洗安瓿→抽气→ 吸入颜料溶液至盖过安瓿→关 闭色水阀→放开气阀抽回色水。
灭菌后,趁热立即于灭菌锅 内放入颜色水,安瓿遇冷内部 压力收缩,颜色水即从漏气的 毛细孔进入而被检出。
精选课件ppt
19
三、注射剂的质量检查
精选课件ppt
25
四、注射剂处方与制备工艺分析
(1) Vc注射液
【处方】 维生素C EDTA-2Na 碳酸氢钠 亚硫酸钠 注射用水
加至
104g 0.05g 49.0g 2.0g 1000ml
(主药) (络合剂) (pH碳→EDTA-2Na、亚硫酸钠 →维生素C→碳酸氢钠(pH6.0-6.2)→注射用水全量→过滤 →通二氧化碳灌封→100℃, 15min流动蒸气灭菌。
计算原料用量称量(两人核对),可酌情增加投料量。 原料(附加剂)实际用量=原料(附加剂)理论用量原料成 品标示量百分数/原料(附加剂)实际含量 原料(附加剂)用量=实际配液量成品含量% 实际配液量=实际灌注量+实际灌注时损耗量
精选课件ppt
3
(二)注射容器的处理
1.安瓿的种类和式样
注射剂容器:有颈安瓿、粉末安瓿、青霉素小瓶等 安瓿规格:1、2、5、10、20ml等。 国标GB2637-1995规定水针剂使用的安瓿一律为曲颈易 折安瓿。 易折安瓿分为色环易折安瓿和点刻痕易折安瓿。 两室注射容器:下隔室装无菌粉末,上隔室盛溶剂, 中间用特制的隔膜分开。
精选课件ppt
4
2.安瓿的质量要求
①应无色透明; ②应具有低的膨胀系数、优良的耐热性; ③熔点低; ④不得有气泡、麻点及砂粒; ⑤应具有足够的物理强度; ⑥应具有高度的化学稳定性。
115℃30min灭菌。
灭菌检漏两用灭菌器:灭菌 完毕→冷水淋洗安瓿→抽气→ 吸入颜料溶液至盖过安瓿→关 闭色水阀→放开气阀抽回色水。
灭菌后,趁热立即于灭菌锅 内放入颜色水,安瓿遇冷内部 压力收缩,颜色水即从漏气的 毛细孔进入而被检出。
精选课件ppt
19
三、注射剂的质量检查
精选课件ppt
25
四、注射剂处方与制备工艺分析
(1) Vc注射液
【处方】 维生素C EDTA-2Na 碳酸氢钠 亚硫酸钠 注射用水
加至
104g 0.05g 49.0g 2.0g 1000ml
(主药) (络合剂) (pH碳→EDTA-2Na、亚硫酸钠 →维生素C→碳酸氢钠(pH6.0-6.2)→注射用水全量→过滤 →通二氧化碳灌封→100℃, 15min流动蒸气灭菌。
计算原料用量称量(两人核对),可酌情增加投料量。 原料(附加剂)实际用量=原料(附加剂)理论用量原料成 品标示量百分数/原料(附加剂)实际含量 原料(附加剂)用量=实际配液量成品含量% 实际配液量=实际灌注量+实际灌注时损耗量
精选课件ppt
3
(二)注射容器的处理
1.安瓿的种类和式样
注射剂容器:有颈安瓿、粉末安瓿、青霉素小瓶等 安瓿规格:1、2、5、10、20ml等。 国标GB2637-1995规定水针剂使用的安瓿一律为曲颈易 折安瓿。 易折安瓿分为色环易折安瓿和点刻痕易折安瓿。 两室注射容器:下隔室装无菌粉末,上隔室盛溶剂, 中间用特制的隔膜分开。
精选课件ppt
4
2.安瓿的质量要求
①应无色透明; ②应具有低的膨胀系数、优良的耐热性; ③熔点低; ④不得有气泡、麻点及砂粒; ⑤应具有足够的物理强度; ⑥应具有高度的化学稳定性。
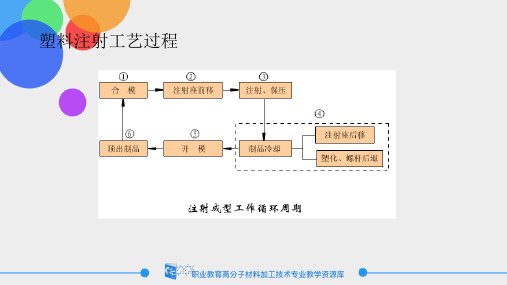
注射成型的工艺过程ppt课件
②制品断面的平均温度冷却到所要求某一温度以 下所需的时间;
③某些较厚的制品,虽然断面中心层部分尚未固 化,但也有一定厚度的壳层已经固化,此时取出制 品已可不产生过大的变形,这段时间也可以定为制 品的冷却时间;
④结晶型塑料制品的最厚部位断面的中心层温度 冷却到熔点温度以下所需要的时间,或结晶度达到 某一指定值所需要的时间。
保压阶段的压力可以维持原来的注射压力,一般是 稍低于原来的注射压力。提高保压阶段的压力,延长 保压时间,有利于提高制品密度,减少收缩,克服制 品表面缺陷。保压压力越高,浇口凝封压力也越高, 塑料还在流动,温度逐渐下降,因此,分子定向程度 大。这是注射制品大分子取向形成的主要阶段。
模腔内压力变化曲线分析 (4)
使模腔中的塑料能形成形状完整而致密的制品。
6.退回柱塞或螺杆,加入新料
7.冷却 卸除料筒中塑料的压力,通冷却水、油等冷却介质, 对模具进一步冷却。核心步骤 8.脱模 冷却到所需温度,可用人工或机械的方式脱模。
(三) 冲模阶段
注射过程中的压力损失
物料熔体在注射时要克服一系列阻力,包括熔体与料筒、喷嘴、浇 注系统、型腔的摩擦阻力及熔体的内摩擦阻力,同时还需要对熔体进行 压实,因此,所需的注射压力很高。
在螺杆式注塑机中,物料在固体输送段已经形成固体塞,阻力较小, 到计量段物料已经熔化,这时,无论固体、半固体还是熔体,其流动阻 力均较小。因此,螺杆式注塑机的注射压力损失小。
充模过程中模腔内压力变化曲线
模腔内压力变化曲线说明
a-熔料在受压保持时间(保压时间),b螺杆行程向前的时间,c-在塑模中冷却保持时 间, d-浇口中熔料凝固时的压力(封口压力), e、e1、e2-压力曲线,f-开模时的残余压力。
料层厚度
③某些较厚的制品,虽然断面中心层部分尚未固 化,但也有一定厚度的壳层已经固化,此时取出制 品已可不产生过大的变形,这段时间也可以定为制 品的冷却时间;
④结晶型塑料制品的最厚部位断面的中心层温度 冷却到熔点温度以下所需要的时间,或结晶度达到 某一指定值所需要的时间。
保压阶段的压力可以维持原来的注射压力,一般是 稍低于原来的注射压力。提高保压阶段的压力,延长 保压时间,有利于提高制品密度,减少收缩,克服制 品表面缺陷。保压压力越高,浇口凝封压力也越高, 塑料还在流动,温度逐渐下降,因此,分子定向程度 大。这是注射制品大分子取向形成的主要阶段。
模腔内压力变化曲线分析 (4)
使模腔中的塑料能形成形状完整而致密的制品。
6.退回柱塞或螺杆,加入新料
7.冷却 卸除料筒中塑料的压力,通冷却水、油等冷却介质, 对模具进一步冷却。核心步骤 8.脱模 冷却到所需温度,可用人工或机械的方式脱模。
(三) 冲模阶段
注射过程中的压力损失
物料熔体在注射时要克服一系列阻力,包括熔体与料筒、喷嘴、浇 注系统、型腔的摩擦阻力及熔体的内摩擦阻力,同时还需要对熔体进行 压实,因此,所需的注射压力很高。
在螺杆式注塑机中,物料在固体输送段已经形成固体塞,阻力较小, 到计量段物料已经熔化,这时,无论固体、半固体还是熔体,其流动阻 力均较小。因此,螺杆式注塑机的注射压力损失小。
充模过程中模腔内压力变化曲线
模腔内压力变化曲线说明
a-熔料在受压保持时间(保压时间),b螺杆行程向前的时间,c-在塑模中冷却保持时 间, d-浇口中熔料凝固时的压力(封口压力), e、e1、e2-压力曲线,f-开模时的残余压力。
料层厚度
注射剂制备工艺流程ppt课件

注射剂制备工艺流程
Hale Waihona Puke 1成分、性状原料:三七总皂苷。 辅料:氯化钠。
性状
本品为淡黄色或黄色的澄明液体。
2
血塞通注射剂制备的工艺流程图
3
关键的工艺
1.安瓿清洗 2.配液 3.灌封 4.灭菌和检漏
安瓿洗涤 安瓿洗涤
安瓿洗涤操作系指使用各种洗瓶联动设备,对药品内包装容器 进行挑选、洗涤、干燥、灭菌,使其达到药品包装容器要求的 操作。
9
洗瓶操作过程
洗瓶操作 1、接通电源,启动设备空转运行,观察是否能正常运作。 2、进行洗瓶操作,同时往输送带送入待清洗的安瓿。 3、将灭菌完毕的安瓿收集,挂标示牌,送往灌封工序 (如采用安瓿洗、灌、封联动生产线,安瓿通过传送带直 接送到灌封工序)。 生产结束后操作 1、 将剩余安瓿收集,标明状态,交中间站; 2、按《洗瓶设备清洁操作规程》、《洗瓶间清场操作规 程》对设备、房间进行清洁消毒,经QA人员检查合格, 发放清场合格证。
8
洗瓶操作过程
生产前的准备 1、检查操作间是否有清场合格标志,并在有效期内。否 则按清场标准操作规程进行清场并经QA人员检查合格后, 填写清场合格证,才能进行下一步操作; 2、检查设备是否有“合格”、“已清洁”标牌,并对设 备进行检查,确认设备正常,方可使用; 3、检查烘箱隧道内、进瓶台板弹片弧内、出口过渡段上、 垂直输送带后面是否有碎瓶、倒瓶,如发现应及时清理; 4、 根据生产指令填写领料单,并领取安瓿; 5、挂运行状态标志,进行操作
10
洗瓶过程中控制关键点
外观检查 洁净度检查
11
瓶子清洗合格的标准
1、外观 光亮、洁净、无 花斑。 2、洁净度检查 抽取100支 灭菌后安瓿,进行洁净度 检查,合格的安瓿应光洁, 不得有纤维、白点、异物、 玻璃,要求合格率不低于 96%。 3、无菌度检查符合要求。 4、安瓿破损率应符合内 控要求。
Hale Waihona Puke 1成分、性状原料:三七总皂苷。 辅料:氯化钠。
性状
本品为淡黄色或黄色的澄明液体。
2
血塞通注射剂制备的工艺流程图
3
关键的工艺
1.安瓿清洗 2.配液 3.灌封 4.灭菌和检漏
安瓿洗涤 安瓿洗涤
安瓿洗涤操作系指使用各种洗瓶联动设备,对药品内包装容器 进行挑选、洗涤、干燥、灭菌,使其达到药品包装容器要求的 操作。
9
洗瓶操作过程
洗瓶操作 1、接通电源,启动设备空转运行,观察是否能正常运作。 2、进行洗瓶操作,同时往输送带送入待清洗的安瓿。 3、将灭菌完毕的安瓿收集,挂标示牌,送往灌封工序 (如采用安瓿洗、灌、封联动生产线,安瓿通过传送带直 接送到灌封工序)。 生产结束后操作 1、 将剩余安瓿收集,标明状态,交中间站; 2、按《洗瓶设备清洁操作规程》、《洗瓶间清场操作规 程》对设备、房间进行清洁消毒,经QA人员检查合格, 发放清场合格证。
8
洗瓶操作过程
生产前的准备 1、检查操作间是否有清场合格标志,并在有效期内。否 则按清场标准操作规程进行清场并经QA人员检查合格后, 填写清场合格证,才能进行下一步操作; 2、检查设备是否有“合格”、“已清洁”标牌,并对设 备进行检查,确认设备正常,方可使用; 3、检查烘箱隧道内、进瓶台板弹片弧内、出口过渡段上、 垂直输送带后面是否有碎瓶、倒瓶,如发现应及时清理; 4、 根据生产指令填写领料单,并领取安瓿; 5、挂运行状态标志,进行操作
10
洗瓶过程中控制关键点
外观检查 洁净度检查
11
瓶子清洗合格的标准
1、外观 光亮、洁净、无 花斑。 2、洁净度检查 抽取100支 灭菌后安瓿,进行洁净度 检查,合格的安瓿应光洁, 不得有纤维、白点、异物、 玻璃,要求合格率不低于 96%。 3、无菌度检查符合要求。 4、安瓿破损率应符合内 控要求。
第二章-注射剂PPT课件【可编辑全文】

第二章 注射剂
23.10.2024
.
1
注射剂
❖ 概述 ❖ 溶剂 ❖ 热原 ❖ 制备 ❖ 输液 ❖ 注射用无菌粉末
23.10.2024
.
2
第一节 概述
定义与分类
❖ 定义:注射剂(inject)系指由药物制 成的供注入体内的灭菌溶液、乳浊液、 混悬液,以及供临床前配成溶液或混悬 液使用的无菌粉末或浓缩液。
第二节 注射剂的溶剂
❖ 离子交换法 新树脂:处理、转型 旧树脂(老化):再生---强酸、 碱
23.10.2024
.
13
第二节 注射剂的溶剂
❖ 电渗析法 ❖ 化学纯度不如离子交换法,电阻率10万
•cm
浓水区 阳
淡水区
阴 浓水区
阴
+离
极
+ —
+ —
子 膜
离
— 子—
+
膜 ——
阳 极
++
23.10.2024
23.10.2024
.
54
第六节 注射用无菌粉末
冷冻干燥原理
在4.6mmHg下,0℃时水的冰、水、气三相共存。 当温度与压力低于该三相点时,水的物理状态 只有冰和气,固态的冰可不经液相直接变为水 蒸气(即升华过程)
23.10.2024
.
55
第六节 注射用无菌粉末
注射用冷冻干燥制品的优点:
❖ 1、避免药物热分解 ❖ 2、产品质地疏松 ❖ 3、含水量低,减少药物水解 ❖ 4、污染少 ❖ 5、剂量准确
23.10.2024
.
3
第一节 概述
❖ 分类(分散系统)
溶液型注射剂 混悬液型注射剂 乳浊液型注射剂 注射用灭菌粉末(粉针)
23.10.2024
.
1
注射剂
❖ 概述 ❖ 溶剂 ❖ 热原 ❖ 制备 ❖ 输液 ❖ 注射用无菌粉末
23.10.2024
.
2
第一节 概述
定义与分类
❖ 定义:注射剂(inject)系指由药物制 成的供注入体内的灭菌溶液、乳浊液、 混悬液,以及供临床前配成溶液或混悬 液使用的无菌粉末或浓缩液。
第二节 注射剂的溶剂
❖ 离子交换法 新树脂:处理、转型 旧树脂(老化):再生---强酸、 碱
23.10.2024
.
13
第二节 注射剂的溶剂
❖ 电渗析法 ❖ 化学纯度不如离子交换法,电阻率10万
•cm
浓水区 阳
淡水区
阴 浓水区
阴
+离
极
+ —
+ —
子 膜
离
— 子—
+
膜 ——
阳 极
++
23.10.2024
23.10.2024
.
54
第六节 注射用无菌粉末
冷冻干燥原理
在4.6mmHg下,0℃时水的冰、水、气三相共存。 当温度与压力低于该三相点时,水的物理状态 只有冰和气,固态的冰可不经液相直接变为水 蒸气(即升华过程)
23.10.2024
.
55
第六节 注射用无菌粉末
注射用冷冻干燥制品的优点:
❖ 1、避免药物热分解 ❖ 2、产品质地疏松 ❖ 3、含水量低,减少药物水解 ❖ 4、污染少 ❖ 5、剂量准确
23.10.2024
.
3
第一节 概述
❖ 分类(分散系统)
溶液型注射剂 混悬液型注射剂 乳浊液型注射剂 注射用灭菌粉末(粉针)