数控铣床主轴箱结构设计
数控机床的结构

电主轴
数控回转 工作台
目录页
第15页共65页 返回 退出
第六章 数控机床的结构 6.2 数控机床的主传动系统
一、主传动装置
1.数控机床主传动系统的特点 1转速高、功率大 2调速范围宽 3主轴能自动实现无级变速;转速变换迅速可靠 4数控机床的主轴组件具有较大的刚度、较高的精度 和耐磨性能 5在加工中心上;还具有安装刀具和刀具交换所需的自 动夹紧装置;以及主轴定向准停装置;以保证刀具和主 轴、刀库、机械手的准确动作& 6为了扩大机床功能;一些数控机床的主轴能实现C轴 功能主轴回转角度的控制
目录页
第4页共65页 返回 退出
第六章 数控机床的结构
6.1 数控机床结构概述
一、数控机床机械结构的主要组成
数控机床的机械结构主要由下列几部分组成:
6.1 概述
1机床的基础部件;包括床身、底座、立柱、横梁、
6.2 数控机床的 主传动系统
滑座和工作台等& 2主传动系统包括主轴部件&
6.3 数控机床的 进给传动系统
刚度&床身导轨倾斜角度有45°、60°和75°;但倾斜角度
太大会影响导轨的导向性及受力情况&
大型数控车床常采用立式床身布局&立式床身的排 屑性能最好;但受自重的影响最大;有时需要加平衡机 构来消除&
第8页共65页 返回 退出
第六章 数控机床的结构
2.数控铣床、加工中心的布局特点
• 1卧式数控镗铣床加工中心的常用布局型式
(b)倾斜床身
(c)立式床身
数控车床常见的布局型式
第7页共65页 返回 退出
第六章 数控机床的结构
水平床身数控车床常用于经济型、普及型数控车床
(完整版)数控车床主轴设计
绪论随着市场上产品更新换代的加快和对零件精度提出更高的要求,传统机床已不能满足要求。
数控机床由于众多的优点已成为现代机床发展的主流方向。
它的发展代表了一个国家设计、制造的水平,在国内外都受到高度重视。
现代数控机床是信息集成和系统自动化的基础设备,它集高效率、高精度、高柔性于一身,具有加工精度高、生产效率高、自动化程度高、对加工对象的适应强等优点。
实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
可以说,机械制造竞争的实质就是数控技术的竞争。
本课题的目的和意义在于通过设计中运用所学的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。
通过设计分析比较机床的某些典型机构,进行选择和改进,学习构造设计,进行设计、计算和编写技术文件,达到学习设计步骤和方法的目的。
通过设计学习查阅有关设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。
通过设计获得设计工作的基本技能的训练,提高分析和解决工程技术问题的能力,并为进行一般机械的设计创造一定的条件。
一、设计题目及参数1.1 题目本设计的题目是数控车床的主轴组件的设计。
它主要由主轴箱,主轴,电动机,主轴脉冲发生器等组成。
我主要设计的是主轴部分。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中要多加注意。
主轴前后的受力不同,故要选用不同的轴承。
1.2参数床身回转空间400mm尾架顶尖与主轴端面距离1000mm主轴卡盘外径Φ200mm最大加工直径Φ600mm棒料作业能力50~63mm主轴前轴承内和110~130mm最大扭矩480N·m二、主轴的要求及结构2.1主轴的要求2.1.1旋转精度主轴的旋转精度是指装配后,在无载荷,低转速的条件下,主轴前端工件或刀具部位的径向跳动和轴向跳动。
主轴组件的旋转精度主要取决于各主要件,如主轴、轴承、箱体孔的的制造,装配和调整精度。
数控机床结构结构图
可编程控制器
数控车床 数控车床的工艺用途 的组成 数控车床的组成
影响车床布局形式的因素
操作面板
输入输出设备 CNC装置
伺服单元、驱动装置和测量装置
PLC、机床I/O电路和装置 机床主机
数控车床 主轴箱和尾座的布局形式 水平床身配置水平滑板
数 的布局 床身和导轨的布局形式
倾斜床身配置倾斜滑板 水平床身配置倾斜滑板
按照技术水平的高低分类 1.数显及打字型 2.带有小型电子计算机
进行数据处理型 3.计算机数字控制型
其他分类方法 大型、中型、小型;精密型、生产型
三
三坐标测量 机的构成
坐
三坐标测量机的主体 三坐标测量机的测量系统 三坐标测量机计算机控制系统和软件
标
三坐标测量机
直接测量方法 程序测量方法
测 的测量方式
床概述 数控冲床的工作原理
数控冲床的
数控冲床的组成
主机
数控装置
冲 组成与结构 数控冲床的结构
床
典型数
ZX数控冲床 性能特点
技术参数
控冲床
伺服复合小型精密钣金加工冲床
主要特点 技术参数
三坐标测 量机概述
三坐标测量机的功能 按照工作方式分类 1.点位测量法 2.连续扫描测量方式 三坐标测量机的类型 按照结构形式分类 1.悬臂式 2.桥式 3.龙门式 4.立柱式 5.坐标镗床式
冷却润滑技术(冷却
轨
数控机床导轨的类型与特点 滚动导轨
静压导轨
数控机床自动排 屑装置
平面链式排屑装置 刮板式排屑装置 螺旋式排屑装置 磁性排屑器
摩擦阻力小
位置检测装置
位置检测装置的要求(4点) 数字式与模拟式
的要求与类型
定梁式数控龙门铣床整体结构设计
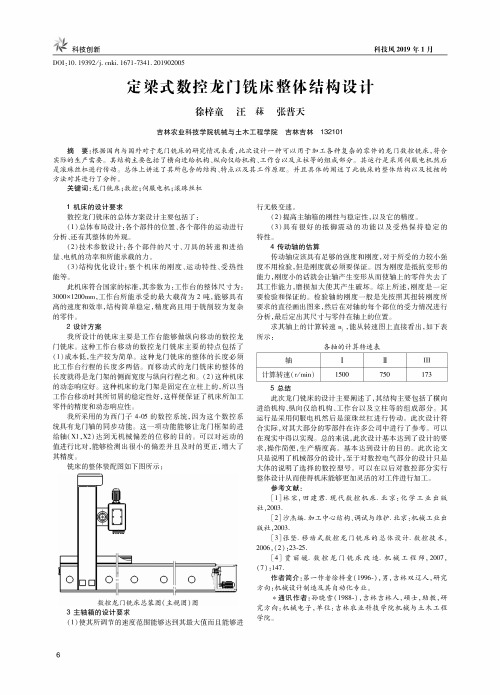
科技风2019年1月科技创新DOI :10.19392/j . cnki . 1671-7341.201902005定梁式数控龙门铣床整体结构设计徐梓童汪秣张普天吉林农业科技学院机械与土木工程学院吉林吉林132101摘要:根据国内与国外对于龙门铣床的研究情况来看,此次设计一种可以用于加工各种复杂的零件的龙门数控铣床,符合 实际的生产需要。
其结构主要包括了横向进给机构、纵向仅给机构、工作台以及立柱等的组成部分。
其运行是采用伺服电机然后 是滚珠丝杠进行传动。
总体上讲述了其所包含的结构、特点以及其工作原理。
并且具体的阐述了此铣床的整体结构以及校核的 方法对其进行了分析。
关键词:龙门铣床;数控;伺服电机;滚珠丝杠1机床的设计要求数控龙门铣床的总体方案设计主要包括了 :(1) 总体布局设计:各个部件的位置、各个部件的运动进行 分析、还有其整体的外观。
(2) 技术参数设计:各个部件的尺寸、刀具的转速和进给 量、电机的功率和所能承载的力。
(3) 结构优化设计:整个机床的刚度、运动特性、受热性 能等。
此机床符合国家的标准,其参数为:工作台的整体尺寸为: 3000x 1200mm ,工作台所能承受的最大载荷为2吨,能够具有 高的速度和效率,结构简单稳定,精度高且用于铣削较为复杂 的零件。
2设计方案我所设计的铣床主要是工作台能够做纵向移动的数控龙 门铣床。
这种工作台移动的数控龙门铣床主要的特点包括了(1)成本低,生产较为简单。
这种龙门铣床的整体的长度必须 比工作台行程的长度多两倍。
而移动式的龙门铣床的整体的 长度就得是龙门架的侧面宽度与纵向行程之和。
(2)这种机床 的动态响应好。
这种机床的龙门架是固定在立柱上的,所以当 工作台移动时其所切屑的稳定性好,这样便保证了机床所加工 零件的精度和动态响应性。
我所采用的为西门子425的数控系统,因为这个数控系 统具有龙门轴的同步功能。
这一项功能能够让龙门框架的进 给轴(X 1,X 2)达到无机械偏差的位移的目的。
TK6920型数控铣镗床主轴箱的计算机辅助分析及改进设计

根据设 计 、 程实 际及 计算 要求 , 如下 简化 假设 : 工 做 忽 略温度变化 的带来 的变形 及 应力 影 响 , 于 可靠 性地 偏
简 化 螺 孔 、 槽 及 圆 角 等 细 部 结 构 的 离 散 化 处 理 。 主 凹
图 2 最 大 位 移 变 形 云 图
轴箱为 铸 造 结 构 , 料 为 H 3 0 材 T 0 ,其 密 度 为 7 0 k/ 4 0 g
图 3 应 力 分 布 图
虑 主轴 箱在 铣 削 刚度 最 薄 弱 时 的工 况 , 行 空 间 力 进 系静 力分析 和计 算 , 出 主 轴 箱 所 承 受 的作 用 力 主 得 要 有 加 工 时 的切 削 力 、 锤 拉 力 、 枕 压 力 、 轴 箱 重 滑 主
自身 重 力 等 。 采 离 散 化 模 型 及 边 界 条 件 所 示 施 加 载
孔 、 螺 纹 、 沟 槽 以 及 平 面 的 铣 削 加 工 ; 用 回 转 切 切 可 台进 行 相 对 方 向 镗 孔 和 多 面 加 工 , 可 以 用 小 直 径 还
,
主 要 用 于 布 置 机 床 主 轴 及 变 速 机 构 、 纵 机 构 和 操
润 滑 系 统 等 。 主 轴 箱 除 了 保 证 运 动 参 数 外 , 具 有 应 较 高 的 传 动 效 率 和 足 够 的 刚 强 度 , 应 噪 声 低 、 动 还 振
计 , 试 了新 的 改 变 约 束 的 方 法 , 初 始 设 计 进 行 对 比 分 析 , 主 轴 箱 的 结 构 设 计 及 改 造 提 供 理 论 依 尝 与 为
据 。
关键 词 : 主轴 箱 ; 限元 ; 力分析 ; 束 ; 化 有 静 约 优
中 图 分 类 号 : H13 T 2 文献标 识码 : A
数控铣床电主轴系统设计说明书
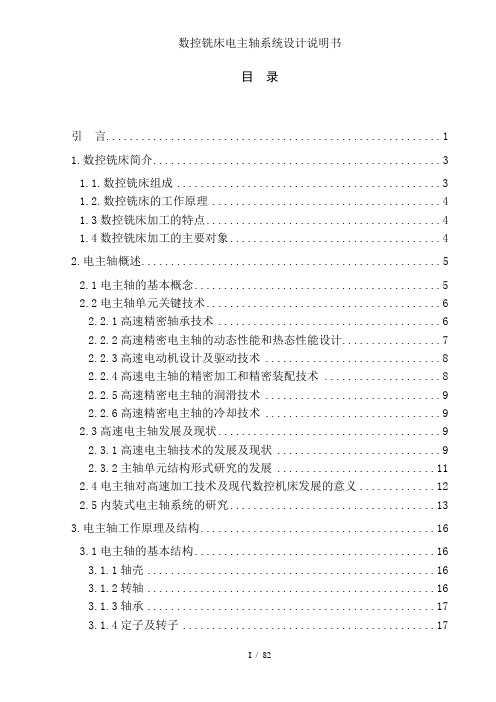
目录引言 (1)1.数控铣床简介 (3)1.1.数控铣床组成 (3)1.2.数控铣床的工作原理 (4)1.3数控铣床加工的特点 (4)1.4数控铣床加工的主要对象 (4)2.电主轴概述 (5)2.1电主轴的基本概念 (5)2.2电主轴单元关键技术 (6)2.2.1高速精密轴承技术 (6)2.2.2高速精密电主轴的动态性能和热态性能设计 (7)2.2.3高速电动机设计及驱动技术 (8)2.2.4高速电主轴的精密加工和精密装配技术 (8)2.2.5高速精密电主轴的润滑技术 (9)2.2.6高速精密电主轴的冷却技术 (9)2.3高速电主轴发展及现状 (9)2.3.1高速电主轴技术的发展及现状 (9)2.3.2主轴单元结构形式研究的发展 (11)2.4电主轴对高速加工技术及现代数控机床发展的意义 (12)2.5内装式电主轴系统的研究 (13)3.电主轴工作原理及结构 (16)3.1电主轴的基本结构 (16)3.1.1轴壳 (16)3.1.2转轴 (16)3.1.3轴承 (17)3.1.4定子及转子 (17)3.2电主轴的工作原理 (17)3.3电主轴的基本参数 (19)3.3.1电主轴的型号 (19)3.3.2转速 (19)3.3.3输出功率 (19)3.3.4 输出转矩 (19)3.3.5电主轴转矩和转速、功率的关系 (20)3.3.6 恒转速调速 (20)3.3.7 恒功率调速 (20)3.3.8 轴承中径 (20)3.4自动换刀装置 (21)4. 电主轴结构设计 (22)4.1主轴的设计 (22)4.1.1.铣削力的计算 (22)4.1.2 主轴当量直径的计算 (23)4.2高速电主轴单元结构参数静态估算 (23)4.2.1 高速电主轴单元结构静态估算的内容及目的 (23)4.2.2轴承的选择和基本参数 (23)4.3轴承的预紧 (24)4.4主轴轴承静刚度的计算 (24)4.4.1 主轴单元主要结构参数确定及刚度验算 (26)4.4.2主轴单元主要结构参数确定 (27)4.4.3主轴强度的校核 (32)4.4.4主轴刚度的校核 (34)4.4.5主轴的精密制造 (35)4.5主轴电机 (36)4.5.1电机选型 (36)4.6主轴轴承 (37)4.6.1轴承简介 (37)4.6.2陶瓷球轴承 (38)4.6.3陶瓷球轴承的典型结构 (40)4.7主轴轴承精度对主轴前端精度影响 (40)4.8拉刀机构设计 (41)4.8.1刀具接口 (41)4.8.2拉刀杆尺寸设计 (42)4.8.3夹具体结构尺寸设计 (43)4.8.4 松、拉刀位移的确定 (45)4.8.5碟型弹簧的设计及计算 (46)4.9HSK工具系统结构特点分析 (48)4.10HSK工具系统的静态刚度 (52)4.10.1 HSK工具系统的变形转角及极限弯矩 (52)5.电主轴的润滑及冷却 (55)5.1润滑介绍 (55)5.1.1润滑的作用和目的 (55)5.1.2 电主轴润滑的主要类型 (55)5.1.3 油气润滑的原理和优点 (57)5.2电主轴的冷却 (58)5.2.1电主轴的热源分析 (58)5.2.2电主轴的冷却方法 (59)5.3电主轴的防尘和密封 (60)6.电主轴的驱动和控制 (61)6.1恒转矩变频驱动和参数设置 (61)6.2恒功率变频驱动和参数设置 (62)6.3矢量控制驱动器的驱动和控制 (64)6.4普通变频器原理 (65)6.5本设计采用的变频器原理 (67)6.6主轴准停 (69)6.6.1主轴的准停功能 (69)6.6.2主轴准停的工作原理 (69)6.6.3主轴准停控制方法 (70)7.主轴动平衡 (72)7.1动平衡介绍 (72)7.2动平衡设计 (73)总结 (75)致谢 (76)参考文献 (77)引言高速机床是实现高速切削加工的前提和条件。
XK7130数控铣床(设计)-工作台及床身设计 9

分类号密级XXXX学院毕业设计(论文)XK7130数控铣床(设计)-工作台及床身设计所在学院专业班级姓名学号指导老师年月日诚信承诺我谨在此承诺:本人所写的毕业论文《XK7130数控铣床(设计)-工作台及床身设计》均系本人独立完成,没有抄袭行为,凡涉及其他作者的观点和材料,均作了注释,若有不实,后果由本人承担。
承诺人(签名):年月日摘要本全面阐述了数控铣床的结构原理,设计特点,论述了采用伺服电机和滚珠丝杠螺母副的优点。
详细介绍了数控铣床的结构设计及校核,并进行了分析。
另外汇总了有关技术参数。
其中着重介绍了滚珠丝杠的原理及选用原则,系统地对滚珠丝杠生产、应用等环节进行了介绍。
包括种类选择、参数选择、精度选择、循环方式选择、与主机匹配的原则以及厂家的选择等。
关键词:铣床,数控,伺服电机,滚珠丝杠AbstractElaborated comprehensively the numerical control CNC planer type milling machine's structure principle, the design feature, elaborated has used step-by-steps the electrical machinery and the ball bearing guide screw nut vice-merit. Introduced in detail the numerical control CNC planer type milling machine's structural design and the examination, and have carried on the analysis. And has compiled the related technical parameter.In which introduced emphatically the ball bearing guide screw principle and selects the principle,To ball bearing links and so on guide screw production, application has systematically carried on the introduction. Including the type choice, the parameter choice, the precision choice, the round-robin mode choice, the principle as well as the factory choice which matches with the main engine and so on.Key Words:milling machine, Numerical control, Step-by-step, serve motor, Ball bearing guide screw nut目录摘要 (III)Abstract..................................................................................................................................... I V 目录 (V)第1章绪论 (7)1.1 数控系统的发展及趋势 (7)1.2 数控铣床加工的基本原理 (8)1.3 课题研究的目的和意义 (9)第2章设计的内容及要求 (10)2.1 设计题目 (10)2.2 设计的内容 (10)2.2.1 数控装置总体方案的确定 (10)2.2.2 机械部分的设计 (10)2.2.3 编写设计说明书 (11)第3章工作台总体方案的确定 (11)3.1 机械传动部件的选择 (11)3.1.1 导轨副的选用 (11)3.1.2 丝杠螺母副的选用 (11)3.1.3 减速装置的选用 (11)3.1.4 伺服电动机的选用 (11)3.1.5 检测装置的选用 (12)3.2 绘制总体方案图 (12)第4章机械系统的设计计算 (12)4.1 滚珠丝杠螺母副的选用设计 (12)4.1.1 滚珠丝杠副的传动原理 (13)4.1.2 滚珠丝杠副的传动特点 (13)4.1.3 滚珠丝杠副的结构与调整 (14)4.1.4 轴向间隙的调整和加预紧力的方法 (15)4.1.5 滚珠丝杠的选型与计算 (17)4.2 滚动直线导轨的选型与计算 (21)4.3 传动计算 (22)4.4 步进电动机的计算及选型 (22)4.4.1 步进电机的计算 (22)4.4.2 计算加在步进电动机转轴上的等效负载转矩 (23)4.4.3 步进电动机的初选 (25)4.4.4 步进电动机的性能校核 (25)第5章铣床床身整体设计 (26)5.1 床身设计应满足的要求 (26)5.2 床身材料的选择及壁厚的设计 (28)5.2.1 床身材料的选择 (28)5.2.2 壁厚的设计 (29)5.2.3 机床床身的制造方法的选择 (29)5.2.4 铸造床身强度校核 (30)结论 (32)致谢 (33)参考文献 (34)第1章绪论1.1 数控系统的发展及趋势1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
第2章 数控铣床的组成及操作

第2章 数控铣床的组成及操作 章
图2.1 XK5025型数控铣床的布局图 1—底座 2—强电柜 3—变压器箱 4—垂直升降(Z轴)进给伺服电机 5—主轴变速手柄和 按钮板 6—床身 7—数控柜 8、11—保护开关(控制纵向行程硬限位) 9—挡铁(用于纵 向参考点设定) 10—操纵台 12—横向溜板 13—纵向(X轴)进给伺服电动机 14—横向 (Y轴)进给伺服电动机 15—升降台 16—纵向工作台
第2章 数控铣床的组成及操作 章
10.“主轴松开”按钮 在“手轮模式”和“JOG模式”下,用手抓住刀柄,按下主轴箱 上的此按钮,则主轴上的刀具被松开后可以取下,在重新装上 新刀具时只要再按下该按钮,刀具又被重新锁紧。 11.“循环启动”按钮 在“记忆模式”下按下此钮,程序将被启动,机床由程序控制 进行运动。此操作只能在程序调试好、对刀完成后才可进行, 否则容易打刀。 12.“进给保持”按钮 在按“循环启动”按钮将程序启动后,随时可以用此按钮来中 止程序的执行;若要继续执行该程序,再按一次“循环启动” 按钮,则“进给保持”灯熄灭,程序又接着往下执行。 14.指示灯说明 15.机床上方警示灯说明
(2)“MDI”方式下的自动运转。该方式适于由CRT/MDI操 作面板输入一个程序段,然后自动执行,操作步骤如下。 ①将方式选择开关置于“MDI”的位置。 ②按主功能的“PRGRM”键。 ③按“PAGE”键,使画面的左上角显示MDI,如图2.4所示。 ④由地址键、数字键输入指令或数据,按“INPUT”键确认。 ⑤按“START”键或操作面板上的“循环启动”键执行。
该机床由六个主要部分组成,即床身部分、铣头部分、 工作台部分、横向进给部分、升降台部分、冷却、润滑部分。
第2章 数控铣床的组成及操作 章
2.1.2 CRT/MDI操作面板的组成及操作方法 图2.2所示为FANபைடு நூலகம்C 0-MD系统的CRT/MDI操作面板,
数控立式铣床机械结构设计--结构设计
数控立式铣床机械结构设计数控机床作为一种高自动化、高柔性、高精度、高效率的机械加工设备,决定了它在现代制造业中占有越来越重要的作用。
近年来,我国在中高档数控机床关键技术上有了较大突破,创造出一批具有自主知识产权的研究成果。
目前,在实际应用中有部分工件在加工微型孑L或铣削平面时,加工精度不高。
如果我们用传统的数控铣床对其加工,将导致加工效率低且加大设备和电力的损耗。
根据这种情况,我们设计了一种小型数控立式铣床。
该铣床造价大大低于传统数控机床,还能够满足教学上的使用,提高学生对数控铣床的理解与认识。
下文就对它的机械结构设计作一介绍。
1 机床的总体布局本机床是一台采用立式布置的小型数控铣床,机床床身尺寸(长×宽×高)为600 mm×8OO mm×1 4051Tim,主要由(如图1机床的结构简图所示)机床底座,横向溜板,X、y、Z方向进给步进电动机,工作台,机床床身,三相异步电动机,主轴箱以及相关的电气系统等部分组成。
机床的加工过程为:被加工零件固定于工作台4上,能够实现横向、纵向的进给运动;铣刀装夹在主轴箱8上,能够沿立柱的上下移动,进行铣削加工。
整个加工过程由PC进行控制,实现工件的自动加工。
该数控铣床的主要技术参数为:最大钻孔直径:28 mm;最大铣削能力:平面2.6×10 mm。
;主轴箱上下移动最大行程:345 mm;工作台工作面积:730 n'ln3×350 n3n3;工作台最大纵向行程:450 mm;工作台最大横向行程:250 n3m;机床底座面积:400 ITlm×680 n3n3;主轴变速范围:8O~ 1 650 r/min2 机床主传动系统及主轴组件设计2.1 机床主传动系统数控铣床主传动系统由主轴电动机、传动系统和主轴部件等部分组成,它与普通机床主传动系统相比结构较简单,这是由于变速功能主要由无级变速电动机来承担。
数控机床主传动系统
数控机床主传动系统
• 课程导引 • (1)主传动系统
如图3-2所示为VMC-15加工中心的主传动结构,其主 传动路线为:交流主电动机(150~7500r/min无级调 速)→1∶1多楔带传动→主轴。
a)各种钻床
b)铣、镗床
c)外圆磨床、平面磨统
• 3.2 主轴及其部件结构
• 2.主轴的主要尺寸参数 • (1)主轴直径
主轴直径越大,其刚度越高,但增加直径使得轴承和 轴上其他零件的尺寸相应增大。轴承直径越大,同精度等 级的轴承公差值也越大,同时轴承极限转速下降,要保证 主轴的旋转精度就越困难。
• 3.1 数控机床的主轴系统
数控机床主传动系统
• 3.1.2 主传动变速的方式
•
数控机床主运动调速范围很宽,其主轴的传动变速方
式主要有以下几种:
图3-4 数控机床主传动的四种配置方式 a)齿轮变速 b)带传动 c)两个电动机分别驱动 d)电主轴
• 1.带有变速齿轮的主轴传动(分段无级变速)
数控机床主传动系统
数控机床结构与故障检修
Structure and maintenance of NC
第3章 数控机床主传动系统
The main drive system of NC
CONTENTS 目 录
一 数控机床的主轴系统 二 主轴及其部件结构 三 典型机床主轴结构
• 课程导引
数控机床主传动系统
如图所示VMC-15加工中 心,工作台行程X/Y/Z向 20in/16in/20in( 1inc=25.4mm),快进速 度400in/min,主轴转速 150—7500r/min,定位精 度±0.0002in,主电机功 率11.2KW。
XK715D数控床身铣床主轴箱说明书

摘要随着计算机技术和网络技术的飞跃发展,数控机床也得到了飞速的发展。
集机械制造、计算机、现代控制、传感检测、信息处理、光机电技术于一体,是现代机械制造技术的基础。
它的广泛应用,给机械制造业的生产方式及产品结构带来了深刻的变化。
通过这次对机床的设计,使我了解了数控机床的工作原理和数控铣床的结构及其功能。
本次课题设计的是XK715D数控铣床的主轴箱,主轴箱是数控机床的最主要的关键部件,它的功用是实现刀具的旋转,主要承受铣削和钻削时径向和轴向力。
机械部分主要包括传动机构和主轴回转结构、自动松夹刀结构、换挡变速机构、电机驱动、主轴转速检测主轴定位,导向和传动接口、齿轮润滑油路、刀具冷却。
关键词:数控机床;结构设计;主轴;传动系统AbstractWith the computer technology and the rapid development of network technology, CNC machine tools have also been rapid development. Set machinery,computers, modern control, sensor detection, information processing, light mechanical and electrical technologies, modern machinery manufacturing technology. It's widely used for machinery manufacturing industry and product structure of production brought about profound changes. Through the design of the machine, so I understand the working principle of CNC machine tools and CNC milling machine structure and function.The design issue is the main axis CNC milling machine XK715D boxes, CNC machine tool spindle box is the most important key components, its function is to achieve the rotation of the tool, milling and drilling the main subject when the radial and axial force. Machinery, including some of the main spindle rotary drive mechanism and structure, automatic-song knife folder structure, shift speed change mechanism, motor drive, spindle speed detection of spindle positioning,orientation and drive interface, gear lubricants Road, tool cooling.Keywords: CNC machine tools;structural design;axis;drive system目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 数控机床的综述 (1)1.2 数控机床的发展趋势 (1)1.3 毕业设计的目的 (2)1.4 设计题目 (2)1.5 毕业设计概要 (4)第2章数控机床主传动设计计算 (5)2.1 参数选择 (5)2.2 切削力的计算 (5)2.3 电机的选择 (6)2.4 传动路线图: (7)第3章齿轮的设计 (8)3.1 高速轴上齿轮传动设计 (8)3.2 低速轴上齿轮传动设计 (12)第4章轴的结构设计和计算 (16)4.1 高速轴的选择与结构 (16)4.2 中间轴选择与结构 (16)4.3 主轴的选择与结构 (17)4.4 轴的校核 (17)第5章键联接的选择及计算 (27)5.1 键的选择 (27)5.2 键的校核 (27)第6章滚动轴承的选择及计算 (29)6.1 轴承的选择与结构 (29)6.2 轴承的校核 (29)第7章主轴刀具拉紧机构 (31)7.1 碟簧的选择 (31)7.2 碟形弹簧的设计计算 (31)第8章润滑和密封方式的选择 (34)第9章其他部件 (36)9.1 箱体 (36)9.2 轴承盖 (36)设计小结 (37)参考文献 (39)致谢 (40)第1章绪论1.1 数控机床的综述数字控制(Numerical Control)是用数字化信号对机床运动及其加工过程进行制的一种方法,简称数控(NC)。
数控机床结构结构图
冷却润滑技术(冷却
轨
数控机床导轨的类型与特点 滚动导轨
静压导轨
数控机床自动排 屑装置
平面链式排屑装置 刮板式排屑装置 螺旋式排屑装置 磁性排屑器
摩擦阻力小
位置检测装置
位置检测装置的要求(4点) 数字式与模拟式
的要求与类型
位置检测装置的分类()
增量式与绝对式
数控机床
直接测量与间接测量
数 控 机
位置检测 装置
概述
加工中心特点
加工精度高
适应性强 生产效率高 经济效益好 劳动强度低,工作条件好
1.基础部件
有利于生产管理的现代化 2.主轴组件
加工中心的 基本构成
3.控制系统
4.伺服系统
5.自动换刀装置 6.自动托盘更换系统
7.辅助系统
加 工 中
加工中心 的分类
按加工范围分类
车削、钻削、镗铣、磨削、电火花
按加工中心的布局方式分类
极间介质的消电离 绝缘作用
电火花加
数 工概述
工作液介 质的作用
压缩放电通道的作用 高压作用
冷却作用 消电离作用
控
脉冲电源
数控电切削加 间隙自动调整装置
电
工设备组成
机床本体 工作液及其循环系统
加
数控系统
数控电火花成型机床
工 机 床
数控电火花 成型机床
数控电切削加工设备类型 数控线切割机床
机床的结构形式
数控工
机床热变形控制与补偿
机床的主要构成
1.床身 2.砂轮架座 3.砂轮主轴部件 4.纵向工作台 5.操纵台 6.液压系统 7.冷却和吸雾系统 8.机床密封罩
具磨床
主要技术参数 机床的运动及机床坐标系的建立
XK714型数控铣床主轴箱的设计及主轴加工工艺

High speed machining is an advanced manufacturing technology developed in recent years, electric spindle is the key components to realize high speed machine tool. Through the research of the CNC machine tool spindle headstock and technology, design of XK714 CNC milling spindle spindle box and, instead of a traditional mechanical structure of the electric spindle. By interference fit to rotor asynchronous motor is directly connected with the machine tool spindle, eliminating the intermediate transmission link, within the rated speed, stepless speed regulation, spindle positioning accuracy, more stable operation, further improve the dynamic accuracy and dynamic stability, prolong the life of a spindle bearing. Backward transformation to the system has a higher mechanical efficiency, compact structure, low noise, small vibration and high precision characteristics. In the design process, a three-dimensional model of the XK714 CNC milling spindle spindle box and established by 3D software, and the axis of the static stiffness and strength calculation.
车床主轴箱课程设计综述

燕山大学课程设计说明书题目:CK6140数控车床主传动系统设计学院(系):机械工程学院机制系年级专业: 08级机制2学号: 080101010127学生姓名:吕伟彪指导教师:王敏婷李宇鹏目录第1章概述.................................................... (1)1.1 设计要求 (1)第2章主传动的设计 (2)2.1计算转速的确定 (2)2.2变频调速电机的选择 (2)2.3转速图的拟定 (2)2.3.1传动比的计算.......................................... (2)2.3.2参数确定…………………………………………. ..22.3.3 主轴箱传动机构简图 (3)2.3.4 转速图拟定 (3)2.4传动轴的估算 (3)2.5主轴轴颈的确定 (5)2.6主轴最佳跨距的选择 (5)2.7齿轮模数的估算 (6)2.8 同步带传动的设计 (8)2.9 滚动轴承的选择 (10)2.10 主要传动件的验算.............................. .. (10)2.10.1齿轮模数的验算 (10)2.10.2传动轴刚度的验算 (14)2.10.3 滚动轴承的验算 (15)总结 (16)参考文献 (17)第一章概述1.1 设计要求机床类型:数控车床主传动设计要求:满载功率7.5KW,最高转速4000rpm,最低转速41.5rpm 变速要求:无级变速进给传动系统设计要求:伺服控制,行程1200mm,最低速度0.001mm/r,最高速度0.5mm/r,最大载荷4500N,精度±3μm第二章主传动的设计2.1 计算转速的确定机床主轴的变速范围:=,且:=4000rpm,=41.5rpm所以:=400041.5=96.38根据机床的主轴计算转速计算公式:=得:=41.5х0.396.38=163.4rpm2.2变频调速电机的选择为了简化变速箱及其自动操纵机构,希望用双速变速箱,现取Z=2。
数控机床主轴部件结构介绍ppt(36张)

机电设备安装与调试
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
情景三 数控机床主轴部件结构
三、主轴零、部件
1、主轴零件 要求:尺寸参数、端部结构、
材料、轴颈精度
机电设备安装与调试 数控机床主轴部件结构介绍(PPT36页)
电主轴
第二章 数控机床机械结构的装配与调试
电数控主车轴床液压卡盘
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
情景三 数控机床主轴部件结构
三、主轴零、部件
5、主轴其它结构——主轴准
机电设备安装与调试 数控机床主轴部件结构介绍(PPT36页)
电加主工轴中心准停
第二章 数控机床机械结构的装配与调试
数控机床主轴部件结构介绍(PPT36页)
②、电动机经同步齿形带传动主轴
主轴电动机
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
二、主传动系统的配置
③、电动机经齿轮变速传动主轴
主轴电动 机
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
① 主轴电动机直接驱动(一体化主轴,电主轴)
情景三 数控机床主轴部件结构
阅读分析数控机床主轴箱装配图
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
阅读分析数控机床主轴箱装配图
机电设备安装与调试
第二章 数控机床机械结构的装配与调试
情景三 数控机床主轴部件结构
一、对数控机床主传动系统的要求
①具有更大的调速范围并实现无级调速。 ②具有较高的精度与刚度,传递平稳,噪声低。 ③良好的抗振性和热稳定性 ④在车削中心上,要求主轴具有C轴控制功能。 ⑤在加工中心上,要求主轴具有高精度的准停功能。 ⑥具有恒线速度切削控制功能。
数控铣床的主轴箱结构设计
目录绪论 (1)第1章主传动系统设计概述 (3)第2章数控铣床主传动系统的配置方式 (4)第3章主轴电动机的选取 (5)第4章同步带传动设计与计算 (6)4.1、同步材料选择 (6)4.2、同步带参数的计算 (6)4.2.1、模数的选取 (6)4.2.2、小带轮齿数 (6)4.2.3、同步带节距 (6)4.2.4、节圆直径 (7)4.2.5、大带轮齿数 (7)4.2.6、大带轮直径 (7)4.2.7、带的速度 (7)4.2.8、定中心距 (7)4.2.9、带的节线长度 (7)4.2.10、计算中心距 (7)4.2.11、带轮与带的啮合齿数 (8)4.2.12、带宽 (8)4.2.13、作用在轴上的力 (8)4.2.14、小带轮的最小包角 (8)4.2.15、带轮宽度 (8)第5章主轴组件的设计 (9)5.1、主轴组件的设计要求 (9)5.1.1、回转精度 (9)5.1.2、主轴刚度 (9)5.1.3、主轴的抗振性 (10)5.1.4、主轴温升 (10)5.1.5、主轴耐磨性 (10)5.1.6、提高主轴组件抗振性的措施 (10)5.2、减少主轴组件热变形的措施 (10)5.3、主轴材料的选择及尺寸、参数的计算 (11)5.4、主轴转动装置箱体的作用 (13)5.5、主轴箱体的截面形状和壁厚的计算 (15)第6章主轴轴承的选择 (15)6.1、轴承的选择和轴承的精度 (15)6.2、轴承预紧力的要求 (15)6.3、主轴轴承的润滑与密封 (16)6.4、选取轴承求 (16)6.5、轴承寿命校核 (18)6.6、轴承座孔的设计要求 (19)第7章联接键的选择碟形弹簧的选择与计算 (20)7.1、碟形弹簧的特点 (20)7.2、碟形弹簧材料及热处理厚度和脱碳 (21)7.3、碟形弹簧的强压处理 (21)7.4、表面强化处理和防腐处理 (21)第8章螺钉联接的设计 (23)8.1、根据设计要求计算 (23)8.2、螺钉的强度计算与校核 (23)第9章液压缸的设计 (24)9.1.液压压缸安装应注意的问题 (24)9.2.压缸各部分的结构及主要尺寸的确定 (24)9.3.强度校核 (25)第10章润滑与密封件设计 (26)10.1、封件的作用及其意义 (26)10.2、密封的分类及密封件的材料要求 (26)10.3、防尘圈的设计要求 (27)结论 (28)致谢……………………………………………………………………………….................. .29 参考文献………………………………………………………………………….................. ..30绪论数控技术,简称数控(Numerical Control)。
小型数控卧式镗铣床主轴箱升降和制动装置设计

课程设计(论文)任务书课程名称:专业综合设计2 __ 学院:机械学院班级:机电07-4一、题目小型数控卧式镗铣床主轴箱升降和制动装置设计二、目的与意义《专业综合设计2》课程设计是机械设计制造及其自动化专业实践性非常强的教学环节之一,是机械类高年级学生综合应用基础课、技术基础课、专业课等知识体系,将机械、驱动、传感及计算机控制有机地集成融合在一起,独立设计一种具有特定功能的机电装备。
通过本次课程设计,培养学生运用所学《机电装备设计》课程的知识,对典型机电装备的工作原理、组成要素及核心技术问题的分析能力;培养学生用《机电装备设计》的知识及相关知识体系,掌握如何将机械和电气驱动、检测技术和计算机控制融合在一起,如何构成一种性能优良、工作可靠及结构简单的机电装备的一般设计方法和规律,提高设计能力;通过设计实践,熟悉设计过程,学会正确使用资料、正确使用图书特别是电子图书资源、网络资源,查阅技术文献、设计计算、分析设计结果及绘制机械、电气图样,在机电一体化技术的运用上得到训练;通过课程设计的全过程,为学生提供一个较为充分的设计空间,使其在巩同所学知识的同时,强化创新意识,在设计实践中深刻领会机电装备设计的内涵。
三、要求(包括原始数据、技术参数、设计要求、图纸量、工作量要求等)技术参数1、主轴箱垂直提升行程:400;2、主轴箱尺寸:长×宽×高=400×300×200;3、主轴箱总重:800N;4、最高运行速度:步进电机运行方式:空载:0.6m/min; 切削:0.2m/min;交流伺服电机运行方式:空载:8m/min;切削:2m/min;5、系统分辨率:开环模式0.01mm/step;半闭环模式0.005mm/step;6、系统定位精度:开环模式±0.10mm;半闭环模式±0.01mm;7、切削负载:X向400N;Y向600N;Z向1000N设计要求1、实现垂直平稳升降,具有快速升降功能;2、用步进电机或交流伺服电机作驱动元件;3、工作时离合器脱开,主轴不工作时,离合器锁死,主轴箱停在任意位置;4、具有行程越位报警功能;5、采用滚动导轨块作支承;6、具有断电锁紧功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要数字控制是近代发展起来的一种自动化控制技术是用数字化信号对机床运动极其加工过程进行控制的一种方法,随着科学技术的迅猛发展,数控机床已经是一个国家机械工业水平的重要标准。
数控机床是装有程序控制系统的机床。
该系统能够逻辑地处理具有使用号码,或其他符号编码指令规定的程序。
数控机床是以数控技术为代表的新技术对传统制造产业的渗透形成的机电一体化产品,起技术范围覆盖很多领域:(1)机械制造技术(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感技术;(6软件技术等。
计算机对传统机械业的渗透,完全改变了制造业。
制造业不但成为工业化的象征,而且由于信息技术的渗透,使制造业犹如朝阳产业,具有广阔的发展天地。
数控机床就是将加工过程所需的各种步骤以及刀具与工件之间的相对位移量都是用数字化的代码来表示。
通过控制介质数字信息送入专用区域通用的计算机。
计算机对输入的信息进行处理,发出各种指令来控制机床的伺服系统或其他执行元件,使机床自动加工出所需要的工件。
关键词:机械设计数控三坐标铣床主轴数控系统AbstractDigital control is a kind of automatic control technology developed in recent years is a method of using the digital signals of the machine is the machining process control, with the rapid development of science and technology, numerical control machine tool is an important standard of mechanical industry of a country level.NC machine tool is provided with the program control system of machine tool. The system can be logically processing with the use of numbers, or other symbols coded instructions procedures.NC machine tool is the penetration of the new technology of numerical control technology as the representative of the traditional manufacturing industries form the integration of mechanical and electrical products, technical scope covers many fields: (1) mechanical manufacturing technology (2) information processing, processing, transmission technology; (3) the automatic control technology; (4) servo drive technology; (5) sensor technology; (6 software technology. The computer penetration of the traditional mechanical industry, completely changed the manufacturing industry. The manufacturing industry is not only to become a symbol of industrialization, and because the penetration of information technology, the manufacturing industry is a sunrise industry, has the broad development world.NC machine tools is the relative displacement between the various steps required to process as well as the tool and workpiece are using digital codes to represent. By controlling the medium of digital information into the special area for general computer. The computer processes the input, servo system sends commands to control the machine tool or other executive element, make the machine tool workpiece needed.Keywords: mechanical design, CNC three axis milling machine spindle CNC system目录绪论 (1)第一章数控加工技术概论 (7)1.1 数控技术及数控加工的基本概念 (7)1.2 数控机床的组成与分类 (8)1.3数控机床的特点与数控机床的发展方向 (10)第二章数控铣床主传动系统 (11)2.1 数控机床对主传动的要求 (11)2.2 数控铣床主传动的配置方式 (11)第三章主轴电动机的选取 (14)第四章同步带传动 (15)4.1 材料选择 (15)4.2 参数计算 (15)第五章主轴组件的设计 (18)5.1 主轴组件的设计要求 (18)5.2 主轴材料的选择及尺寸、参数的计算 (20)5.3 主轴传动装置箱体的作用 (24)5.4 主轴箱体的截面形状和壁厚计算 (24)第六章主轴轴承的选择 (25)6.1 轴承的选择和轴承的精度 (25)6.2 轴承预紧力的要求 (26)6.3 主轴轴承的润滑与密封 (26)6.4 轴承寿命校核 (27)第七章联接键的选择和碟形弹簧的选择与计算 (29)7.1联接键的选择 (29)7.2碟形弹簧的选择与计算 (29)7.3碟形弹簧材料及热处理、厚度和脱碳 (30)7.4碟形弹簧的强压处理、表面强化处理和防腐处理 (30)第八章螺钉联接的设计 (32)第九章液压缸与密封件的设计 (34)9.1液压缸安装时应注意的问题 (34)9.2液压缸各部分的结构及主要尺寸的确定 (35)9.3强度校核 (35)9.4 密封件的作用及其意义 (36)9.5 密封的分类及密封件的材料要求 (36)9.6防尘圈设计要求 (37)结论 ............................................... 错误!未定义书签。
致谢............................................. 错误!未定义书签。
参考文献. (40)附录 (39)外文翻译 (41)绪论在工业生产中,金属热切割一般有气割、等离子切割、数控铣床等。
其中数控铣床与气割相比,其切割范围更广、效率更高。
而精细等离子切割技术在材料的切割表面质量方面已接近了激光切割的质量,但成本却远低于激光切割。
因此,数控铣床自20世纪50年代中期在美国研制成功以来,得到迅速发展。
1 国外数控铣床现状与发展趋势国外数控铣床的生产厂家主要集中在德国、美国和日本。
从机械结构上看,其发展经历了十字架型(轻型)、门型(小型)、龙门型(大型)3个阶段,相应的型号种类繁多。
能够代表数控铣床技术最高水平的厂家主要集中在德国,目前,国外已有厂家在龙门式切割机上安装一个专用切割机械手,开发出五轴控制系统的龙门式专用切割工具,该系统可以在空间切割出各种轨迹,利用特殊的跟踪探头,在切割过程中控制切割运行轨迹。
我国工厂的板材下料中应用最为普遍的是数控铣床和等离子切割,所用的设备包括手工下料、仿形机下料、半自动切割机下料及数控切割机下料等。
与其他切割方式比较而言,手工下料随意性大、灵活方便,并且不需要专用配套下料设备。
但手工切割下料的缺点也是显而易见的,其割缝质量差、尺寸误差大、材料浪费大、后道加工工序的工作量大,同时劳动条件恶劣。
用仿形机下料,虽可大大提高下料工件的质量,但必须预先加工与工件相适应的靠模,不适于单件、小批量和大工件下料。
半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一种形状的切割。
上述3种切割方式,相对于数控切割来说由于设备成本较低、操作简单,所以在我国的中小企业甚至在一些大型企业中仍在广泛使用。
随着国内经济形势的蓬勃发展以及以焊代铸趋势的加速,数控铣床的优势正在逐渐为人们所认识。
数控铣床不仅使板材利用率大幅度提高,产品质量得到改进,而且改善了工人的劳动环境,劳动效率进一步提高。
目前,我国金属加工行业使用的数控铣床是以火焰和普通等离子切割机为主,但纯火焰切割,已不能适应现代生产的需要,该类切割机可满足不同材料、不同厚度的金属板材的下料以及金属零件的加工的需要,因此需求量将会越来越大,但与国外的差距仍极为明显,主要表现为:发达国家金属加工行业90%为数控切割机下料,仅10%为手工下料;而我国数控切割机下料仅占下料总量的10%,其中数控铣床下料所占比例更小。
我国数控铣床每年市场需求量约在400~500台之间。
相较而言,仿形切割机每年销售几千台,半自动切割机每年销售达上万台。
由此可见,我国数控切割市场,尤其是数控铣床市场的发展潜力是巨大的。
2 数控技术的现状与发展计算机技术的飞速发展推动了数控技术的更新换代,而这也日益完善了数控铣床的高精、高速、高效功能。
代表世界先进水平的欧洲、美国、日本的数控系统生产商利用工控机丰富的软硬件资源开发的新一代数控系统具有开放式体系结构,即数控系统的开发可以在统一的运行平台上,面向最终用户,通过改变、增加或剪裁结构对象(数控功能),形成系列化,并可方便地将用户的特殊应用和技术诀窍集成到控制系统中,快速实现不同品种、不同档次产品的开发。
开放式体系结构使数控系统有更好的通用性、柔性、适应性、扩展性,并向智能化、网络化方向发展。
近几年来,由于对切割质量、劳动环境等的要求越来越高,其相应产品在我国的市场需求量也逐年上升。
在我国的数控铣床设备生产行业中,由于缺乏切割理论研究与生产实践相转换的机制,因此新技术运用不广、新产品开发速度不快,制约了数控铣床技术的进一步发展和运用。