2020年冲压成本计算方法
冲压件报价公式
冲压件报价公式目录1.冲压件报价公式的概述2.冲压件报价公式的组成部分3.如何使用冲压件报价公式4.冲压件报价公式的优缺点5.结论正文一、冲压件报价公式的概述冲压件报价公式是指通过一系列的计算方法,来估算冲压件的生产成本,从而为销售人员或客户提供报价的工具。
在五金制造、汽车制造等行业中,冲压件报价公式被广泛应用。
二、冲压件报价公式的组成部分一个完整的冲压件报价公式通常由以下几个部分组成:1.材料成本:这是冲压件的主要成本,通常占到总成本的 60%-80%。
材料成本的计算公式为:材料价格×材料重量×材料利用率。
2.加工成本:包括冲压设备使用费、人工成本、能源成本等。
加工成本的计算公式为:(设备折旧费 + 人工工资 + 能源费用)/生产数量。
3.质量保证成本:主要是为了确保冲压件的质量,包括质检人员的工资、质检设备费用等。
质量保证成本的计算公式为:质检人员工资/生产数量 + 质检设备费用/生产数量。
4.管理成本:包括人员工资、办公费用等。
管理成本的计算公式为:管理人员工资/生产数量 + 办公费用/生产数量。
5.利润:这是企业为了保证自身的运营和发展所需要的收益。
利润的计算公式为:(材料成本 + 加工成本 + 质量保证成本 + 管理成本)×利润率。
三、如何使用冲压件报价公式在使用冲压件报价公式时,首先需要确定各个部分的具体数值,然后将这些数值代入公式中,进行计算。
需要注意的是,这些数值可能会随着市场价格的变化、生产效率的提高等因素的变化而变化,因此在使用冲压件报价公式时,需要定期进行更新和调整。
四、冲压件报价公式的优缺点冲压件报价公式的优点在于,它能够提供一个比较准确的报价,帮助企业进行成本控制和利润预测。
同时,冲压件报价公式的使用,也能够提高企业的管理效率和生产效率。
然而,冲压件报价公式也存在一些缺点。
首先,它的计算过程比较复杂,需要专业的财务人员进行操作。
其次,冲压件报价公式只能提供一个大致的报价,而无法考虑到一些突发因素,如原材料价格波动、设备故障等。
冲压成本计算方法
参考报价:
0.123
元 2.083 /KPCS 元/KPCS 元/PCS
元/PCS
500 ?=
0.054 /KPCS
七
、
包
装
成
本:
公式:(纸盘成本+纸带成本)/包装容量= 每 Kpcs 产品.5 ?/
20 ?=
0.175 /KPCS
八 、 模 具 摊 提:
公式:模具成本/一年计划量 = 每 Kpcs 产品分摊租赁成本
试
算
:
50000 ?/
冲压总成本:
24000 ?= 82.153 0.0822
钟
元/
算
*13
分
:
3550.000 0%
?=
0.296 钟
人工成本
元
/SPM*100
/KP
0
?=
0.592 CS
三
、
材
料
成
本: 公式: 材料单价*标准用量+3%损耗= 每 Kpcs 材料成本
试
算
:
220 *
0.238 ?+
1.5708
?=
四 、 电 镀 成 本:
元 /KP 53.931 CS
试
元
算
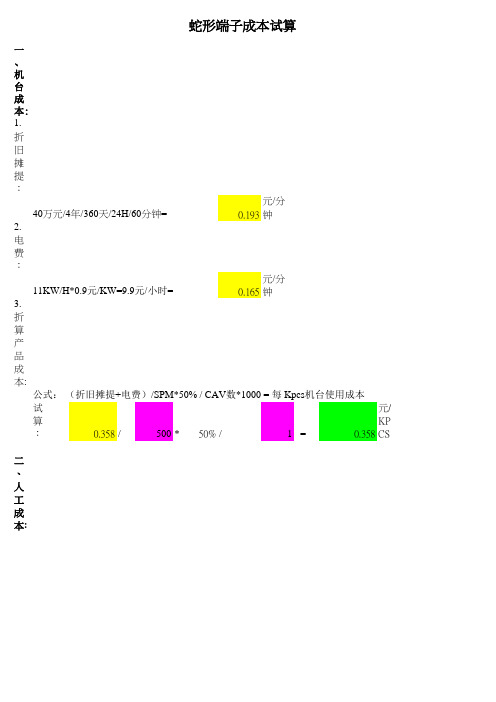
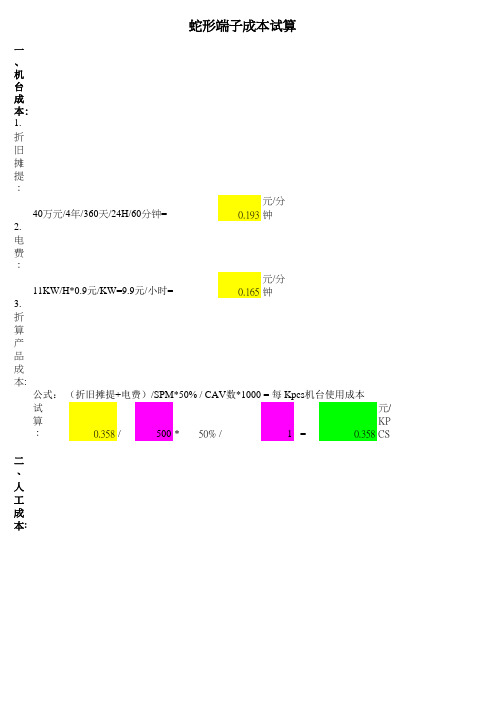
蛇形端子成本试算
一 、
机 台 成
本:
1.
折
旧
摊
提
:
40万元/4年/360天/24H/60分钟=
元/分 0.193 钟
2.
电
费
:
11KW/H*0.9元/KW=9.9元/小时=
元/分 0.165 钟
3.
折
算
产
品
冲压件的成本核算及其控制方法
冲压件的成本核算及其控制方法冲压件是通过冲压工艺将金属板材加工成所需形状的零部件,广泛应用于汽车、电子、家电等行业。
成本核算是指对冲压件的生产成本进行全面的分析和计算,以评估产品的生产成本及其控制的方法。
一、冲压件的成本核算方法:1.直接材料成本:包括金属板材、涂层等原材料的成本。
根据产品的设计,计算每个冲压件所需要的材料重量,并乘以材料的单价,即可得到直接材料成本。
2.直接人工成本:包括冲压机操作工人的工资、福利等费用。
根据每个冲压件的加工时间和机器操作人员的工资水平,计算冲压件的直接人工成本。
3.制造费用:包括厂房折旧、设备维护等间接制造费用。
根据冲压件的生产量,将间接制造费用按照比例分摊到每个冲压件上,计算制造费用。
4.管理费用:包括管理人员的工资、办公费用等。
根据企业的管理费用总额和冲压件的生产量,按照比例分摊到每个冲压件上,计算管理费用。
5.销售费用:包括销售人员的工资、市场推广费用等。
根据企业的销售费用总额和冲压件的销售量,按照比例分摊到每个冲压件上,计算销售费用。
6.财务费用:包括贷款利息、汇率波动损失等。
根据企业的财务费用总额和冲压件的销售量,按照比例分摊到每个冲压件上,计算财务费用。
7.其他费用:包括研发费用、技术改进费用等。
根据企业的其他费用总额和冲压件的生产量,按照比例分摊到每个冲压件上,计算其他费用。
通过以上的成本核算方法,可以得到每个冲压件的总成本,进而评估产品的生产成本及其在市场中的竞争力。
二、冲压件成本的控制方法:1.优化工艺流程:通过改进冲压工艺参数、减少工序、增加模具寿命等方式,提高生产效率,降低生产成本。
2.降低材料成本:选择合理的材料规格和供应商,进行采购成本的谈判和比较,减少材料浪费,提高利用率。
3.优化人力资源配置:合理安排人员的操作工艺技能培训,提高操作技能水平,降低人工差错率,减少劳动力成本。
4.提高设备利用率:定期维护设备,保持正常运转,减少故障停工时间,提高设备利用率,降低设备运营成本。
冲压成本计算方法
冲压件生产成本核算法生产成本内容包括1 材料①生产原材料②辅助材料③废品率2工资①生产工人②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)③调整工人,模具修理工。
④工资附加费3模具费用(制造费用,维修费用)4设备折旧5设备维修6厂房折旧及维修(生产车间及库房)7动力费8管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等)。
9资金成本10包装运输费用11其它因素:表面质量要求,零件重量,生产数量。
1 材料:①生产原材料费用=材料定额x材料单价--废料重量x废料单价x(1-17% )②辅助材料费用=辅助材料重量x 辅助材料单价拉延用润滑油按5kg/板料重t计算,拉延油7元/kg计价。
(或按0。
04kg/ m2计算或按0。
28元/ m2 计算)。
擦料按0。
5 kg/板料重t计算③废品率:拉延工序按1%,其余工序按0。
25%。
在成本中只计算废品材料费,加工损失费忽略不计。
2 工资:①生产工人工资:按1000元/月+ 25日/月+ 7时/ 日=5。
71元/时人每台设备工人配制:A线一5人治B线一4人/台D线--5人/台E线一2人/台 < 160T--1人/台②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)按生产工人20%配制工资按5。
71 元/时人③调整工,模具修理工,按生产工人10%配制工资按11。
42元/时人工人工资概算=[生产工人数/台+20%(生产工人数/台)]x5。
71 元/时人+(生产工人数/台)x10%x11 。
42元/时人=7。
994元x生产工人数/台~ 8X生产工人数/台。
(单位:元/台时)。
④附加费=生产工人数/台x1 。
2x8 元x14%=1 。
344x 生产工人数/台(单位:元/台时)附加费为养老保险,医疗费,住房公集金,按工资14%计。
工人工资+附加费=生产工人数/台x(8+1。
344)=生产工人数/台X 9。
344 (元/台时)。
冲压成本计算

程 (SPM) 工時(Minu./Day) 效
120
1440
率 (%) 80%
━
日
日產能(Pcs/Day) X 天數(Day/Mon.) = 月產能(Pcs/Mon.)
日產能(Pcs/Day) 138240
X
天 數 (Day/Mon.) 26
計算基準 : 工時 = 24 Hour/Day
天數 = 26 Day/Month
B. 沖 壓 成 本 :
沖壓費(NTD/Hr)÷[沖程產量(Pcs/Strok)X沖程(SPM)X工時(Minutes/Hour)X效率(%)]
沖壓費(NTD/Hr) 沖 程 產 量 (Pcs) 沖
650
1
程 (SPM) 工 400
時
(Min./Hr) 60
效率 (%) 85%
沖
壓 成 本 (NTD/Pcs) 0.031862745
C.其他:
包 裝 成 本 (NTD/pc) 0.00084 其 他 費 用
0
Total
0.00084
零件成本:A+B+C =
$0.134
NTD / PCS
產 能 評 估:
沖程產量(Pcs/Strok)X沖程(PM)X工時(Hour/Day)X效率(%)=日產能(Pcs/Day)
沖 程 產 量 (Pcs) 沖 1
1KG材料可冲产品数 量
344.7276746
實際重量(g)X材料單價(NTD/kg)÷單位換算(g/kg)=原料成本(NTD/pc)
實 際 重 量 (g) 2.9008405
X
材料單價 35
÷
單 位 換 算 (g/kg) 1000
━
冲压成本计算方法
冲压成本计算方法 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8冲压件生产成本核算法生产成本内容包括 1 材料①生产原材料②辅助材料③废品率2 工资①生产工人②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)③调整工人,模具修理工。
④工资附加费3 模具费用(制造费用,维修费用)4 设备折旧5 设备维修6厂房折旧及维修(生产车间及库房)7 动力费8 管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等)。
9 资金成本10 包装运输费用11 其它因素:表面质量要求,零件重量,生产数量。
1 材料:①生产原材料费用=材料定额x材料单价--废料重量x废料单价×(1-17%)②辅助材料费用=辅助材料重量x辅助材料单价拉延用润滑油按5kg/板料重t计算,拉延油7元/kg计价。
(或按0。
04kg/ m2 计算或按0。
28元/ m2计算)。
擦料按0。
5kg/板料重t计算③废品率:拉延工序按1%,其余工序按0。
25%。
在成本中只计算废品材料费,加工损失费忽略不计。
2 工资:①生产工人工资:按1000元/月÷25日/月÷7时/日=5。
71元/时人每台设备工人配制: A线—5人/台 B线—4人/台 D线--5人/台 E线—2人/台≤160T--1人/台②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)按生产工人20%配制工资按5。
71元/时人③调整工,模具修理工,按生产工人10%配制工资按11。
42元/时人工人工资概算=[生产工人数/台+20%(生产工人数/台)]x5。
71元/时人+(生产工人数/台)x10%x11。
42元/时人=7。
994元x生产工人数/台≈8×生产工人数/台。
(单位:元/台时)。
④附加费=生产工人数/台x1。
2x8元x14%=1。
344x生产工人数/台(单位:元/台时)附加费为养老保险,医疗费,住房公集金,按工资14%计。
冲压弯头的成本是如何计算
冲压弯头的成本是如何计算
冲压弯头的成本是如何计算呢?这是很多客户和工程造价人员很想知道的问题但是不是专业的弯头厂家人员是很难掌握的。
在这里我告诉大家一个简单的方法。
第一,冲压弯头重量的计算,这个只是个估算,例如219*10的冲压弯头的重量的计算方法便是冲压弯头外径减去壁厚乘以壁厚乘以0.024666乘以弯曲倍数{几倍的弯头便乘以几}乘以1.57乘以公称通径。
便是此弯头的理论重量,但是这种方式计算的只是弯头的理论重量,冲压弯头因为都是推制的,所以背弧的减壁是肯定了也决定了其重量不会达到咱们计算的厚度。
第二,无缝管的成本,计算出重量来后乘以管子的吨价便可以计算出弯头的原料成本。
第三,冲压弯头的推制费用和加工车口费用加在每一个弯头上便是冲压弯头的成本。
这只是部分冲压弯头的成本的计算,对于2倍 3倍或者是非标度数,或者口径超过630的就不那么计算了,那个就是多钱一个,因为我们要收回模具的成本。
(文章参考冲压弯头 )。
冲压成本计算方法
冲压件生产成本核算法生产成本内容包括 1 材料①生产原材料②辅助材料③废品率2 工资①生产工人②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)③调整工人,模具修理工。
④工资附加费3 模具费用(制造费用,维修费用)4 设备折旧5 设备维修6厂房折旧及维修(生产车间及库房)7 动力费8 管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等)。
9 资金成本10 包装运输费用11 其它因素:表面质量要求,零件重量,生产数量。
1 材料:①生产原材料费用=材料定额x材料单价--废料重量x废料单价×(1-17%)②辅助材料费用=辅助材料重量x辅助材料单价拉延用润滑油按5kg/板料重t计算,拉延油7元/kg计价。
(或按0。
04kg/ m2 计算或按0。
28元/ m2计算)。
擦料按0。
5kg/板料重t计算③废品率:拉延工序按1%,其余工序按0。
25%。
在成本中只计算废品材料费,加工损失费忽略不计。
2 工资:①生产工人工资:按1000元/月÷25日/月÷7时/日=5。
71元/时人每台设备工人配制:A线—5人/台B线—4人/台D线--5人/台E线—2人/台≤160T--1人/台②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)按生产工人20%配制工资按5。
71元/时人③调整工,模具修理工,按生产工人10%配制工资按11。
42元/时人工人工资概算=[生产工人数/台+20%(生产工人数/台)]x5。
71元/时人+(生产工人数/台)x10%x11。
42元/时人=7。
994元x生产工人数/台≈8×生产工人数/台。
(单位:元/台时)。
④附加费=生产工人数/台x1。
2x8元x14%=1。
344x生产工人数/台(单位:元/台时)附加费为养老保险,医疗费,住房公集金,按工资14%计。
工人工资+附加费=生产工人数/台×(8+1。
344)=生产工人数/台×9。
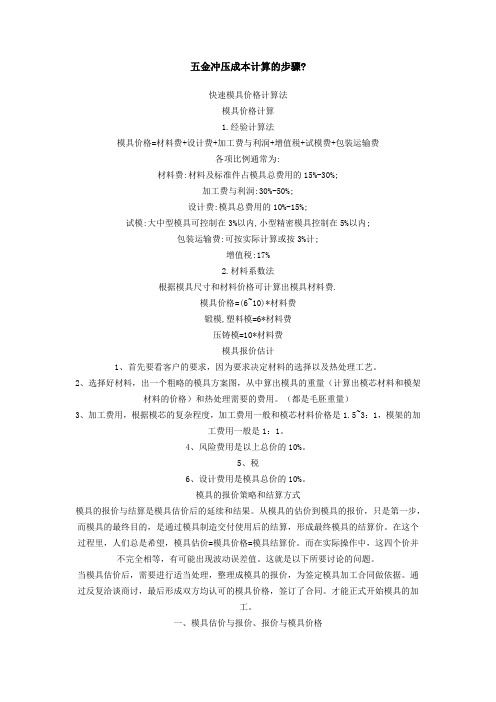
五金冲压成本计算的步骤
五金冲压成本计算的步骤模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
冲压成本计算方法
500 ?=
0.054 /KPCS
七
、
包
装
成
本:
公式:(纸盘成本+纸带成本)/包装容量= 每 Kpcs 产品包装成本
试
算
元
:
3.5 ?/
20 ?=
0.175 /KPCS
八 、 模 具 摊 提:
公式:模具成本/一年计划量 = 每 Kpcs 产品分摊租赁成本
试
算
:
50000 ?/
冲压总成本:
24000 ?= 82.153 0.0822
钟
元/
算
*13
分
:
3550.000 0%
?=
0.296 钟
人工成本
元
/SPM*100
/KP
0
?=
0.592 CS
三
、
材
料
成
本: 公式: 材料单价*标准用量+3%损耗= 每 Kpcs 材料成本
试
算
:
220 *
0.238 ?+
1.5708
?=
四 、 电 镀 成 本:
元 /KP 53.931 CS
试
元
算
试
元/
算
KP
:
0.358 /
500 * 50% /
1 ?=
0.358 CS
二 、 人 工 成 本:
依 作 业 员1 人1 机
,
技 术 员1 人2 机
,
管
理
费
30
%
计
每
Kpc
s人
工
成
公式: (操作员成本+技术员成本)/26天/10H/60分钟*130%/SPM*1000=
冲压成本计算方法
一 、
机 台 成
本:
1.
折
旧
摊
提
:
40万元/4年/360天/24H/60分钟=
元/分 0.193 钟
2.
电
费
:
11KW/H*0.9元/KW=9.9元/小时=
元/分 0.165 钟
3.
折
算
产
品
成
本: 公式: (折旧摊提+电费)/SPM*50% / CAV数*1000 = 每 Kpcs机台使用成本
500 ?=
0.054 /KPCS
七
、
包
装
成
本:
公式:(纸盘成本+纸带成本)/包装容量= 每 Kpcs 产品包装成本
试
算
元
:
3.5 ?/
20 ?=
0.175 /KPCS
八 、 模 具 摊 提:
公式:模具成本/一年计划量 = 每 Kpcs 产品分摊租赁成本
试
算
:
50000 ?/
冲压总成本:
24000 ?= 82.153 0.0822
钟
元/
算
*13
分
:
3550.000 0%
?=
0.296 钟
人工成本
元
/SPM*100
/KP
0
?=
0.592 CS
三
、
材
料
成
本: 公式: 材料单价*标准用量+3%损耗= 每 Kpcs 材料成本
试
算
:
220 *
0.238 ?+
1.5708
?=
四 、 电 镀 成 本:
五金冲压成本计算的步骤
五金冲压成本计算的步骤?快速模具价格计算法模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛胚重量)3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
4、风险费用是以上总价的10%。
5、税6、设计费用是模具总价的10%。
模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果。
从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价。
在这个过程里,人们总是希望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完全相等,有可能出现波动误差值。
这就是以下所要讨论的问题。
当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据。
通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同。
才能正式开始模具的加工。
一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价。
一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价。
经过讨价还价,可根据实际情况调低报价。
但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格。
汽车冲压件成本核算方法
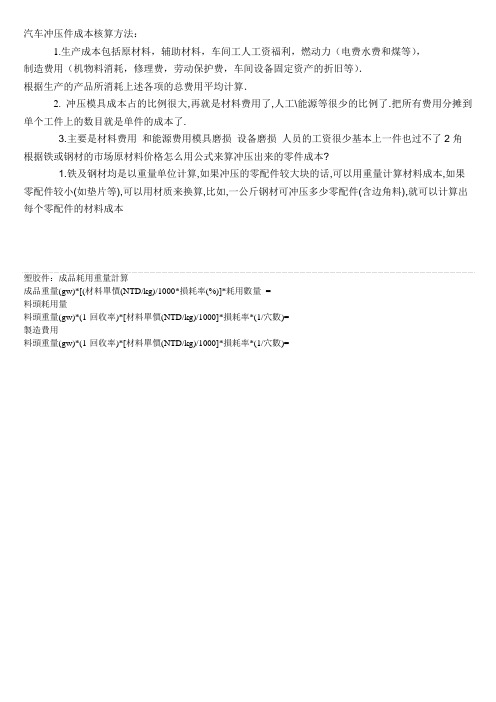
汽车冲压件成本核算方法:1.生产成本包括原材料,辅助材料,车间工人工资福利,燃动力(电费水费和煤等),制造费用(机物料消耗,修理费,劳动保护费,车间设备固定资产的折旧等).根据生产的产品所消耗上述各项的总费用平均计算.2.冲压模具成本占的比例很大,再就是材料费用了,人工\能源等很少的比例了.把所有费用分摊到单个工件上的数目就是单件的成本了.3.主要是材料费用和能源费用模具磨损设备磨损人员的工资很少基本上一件也过不了2角根据铁或钢材的市场原材料价格怎么用公式来算冲压出来的零件成本?1.铁及钢材均是以重量单位计算,如果冲压的零配件较大块的话,可以用重量计算材料成本,如果零配件较小(如垫片等),可以用材质来换算,比如,一公斤钢材可冲压多少零配件(含边角料),就可以计算出每个零配件的材料成本塑胶件:成品耗用重量計算成品重量(gw)*[(材料單價(NTD/kg)/1000*損耗率(%)]*耗用數量=料頭耗用量料頭重量(gw)*(1-回收率)*[材料單價(NTD/kg)/1000]*損耗率*(1/穴數)=製造費用料頭重量(gw)*(1-回收率)*[材料單價(NTD/kg)/1000]*損耗率*(1/穴數)=降低冲压件生产成本的方法增产可降低单件产品成本中的固定费用,相对地减少消耗,通过节约可以直接降低消耗,两者都是降低成本的重要途径。
冲压件的成本包括材料费、加工费、模具费等项因此,降低成本,就是要降低上述各项费用,降低成本有以下各种措施:1.降低小批量生产中的冲压件成本由图5a)可知,试制或小批量生产时,降低成本的有效途径是降低固定费用,这样能取得较好的经济效益,其中降低模具费用,是降低成本的有力措施。
如冲压件质量要求较高,须采用正规模具,一般情况下,应尽可能分散工序,选用结构简单,制造方便、价格低廉的简易模具。
如:薄板模、组合冲模、聚氨脂橡皮模、锌合金模低熔点合金模等2.工艺合理化冲压生产中,合理的工艺是降低成本的可靠保证。
冲压件成本计算

冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1 、材料部分(不含税价格)SPCC0.5 5.7 元/Kg SPCC1.0 5.2 元/KgSPCC1.5 5.1 元/Kg SPCC2.05.1 元/KgSPCC2.5 5.0 元/Kg SPCC3.05.1 元/KgSPCC3.5 5.0 元/Kg SPCC0.85.1 元/KgDW800/0.58.1 元/Kg SPCC1.2 4.8 元/Kg 3240/0.8 24 元/Kg铝板26元/Kg紫铜板30元/Kg黄铜板27元/Kg20CrMo 少28=:3.5 元/Kg/ 36 = 3.9 元/Kg红钢纸1.5mm24.3 元/Kg红钢纸0.5mm 23.2元/Kg 65Mn 带3mm6.0 元/Kg Q195-235 板4.5 元/KgT8A 带0.5mm 9.0 元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3 = 15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg二?元,滚镀价要低些。
厚t > 2.5mm DZn=1.8 元/Kg DNi=20 元/Kg2.5 >t > 1.2mm DZn=2.0 元/Kg DNi=22 元/Kgt v 1.2mm DZn=2.2 元/Kg DNi=24 元/Kg3、包装(不含税)4、回收成本i 元废铜7元/Kg废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50-150件/小时。
冲压费ex表公式
冲压费的计算公式主要根据冲压件的吨位来计算。
一般来说,冲压费可以按以下公式进行计算:
冲压费 = (0.8-1)元/60吨或 1.2元/80吨
这个公式表示的是,每60吨的冲压费在0.8元到1元之间,而每80吨的冲压费为1.2元。
具体的费用可能会根据冲压件的复杂程度、材料厚度、模具磨损等因素有所调整。
另外,冲压费的计算还需要考虑到其他因素,如材料费、型材模具费、夹具费、机加工费以及表面处理费等。
这些因素都会对冲压费产生影响。
请注意,以上公式仅为一般性参考,实际计算中可能需要根据具体情况进行调整。
同时,为了保证计算的准确性,建议在实际操作前咨询专业人士或相关机构。
冲压件计算方法
五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30 快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100。
冲压件成本计算公式

冲压件成本计算公式一、冲压件成本的构成要素。
1. 原材料成本。
- 冲压件的原材料主要是板材等金属材料。
计算原材料成本时,需要知道材料的单价(元/千克或元/平方米等,根据材料的计量方式)和使用量。
- 材料使用量的计算:如果是简单形状的冲压件,可以通过计算冲压件的面积(对于板材类)乘以板材的厚度得出体积,再根据材料的密度算出质量。
例如,对于矩形冲压件,长为a米,宽为b米,厚度为h米,材料密度为ρ千克/立方米,则质量m = a× b× h×ρ千克。
如果原材料单价为p元/千克,那么原材料成本C_1 = m× p元。
2. 模具成本。
- 模具成本包括模具的设计、制造、调试等费用。
模具的费用一般是分摊到每个冲压件上的。
- 假设模具的总造价为M元,模具的预期生产寿命为N件(即这个模具预计能生产N个冲压件),那么分摊到每个冲压件上的模具成本C_2=(M)/(N)元。
3. 冲压设备折旧成本。
- 冲压设备有一定的使用寿命和购置成本。
设冲压设备的购置成本为E元,设备的预期使用寿命(按生产冲压件的数量计算)为Q件,那么分摊到每个冲压件上的设备折旧成本C_3 = (E)/(Q)元。
4. 人工成本。
- 人工成本包括操作冲压设备的工人工资、福利等。
如果工人的月工资为W 元,每月工作时间为T小时,生产一个冲压件所需的时间为t小时,那么每个冲压件的人工成本C_4=(W× t)/(T)元。
5. 能源成本。
- 冲压过程中需要消耗电能等能源。
设冲压设备的功率为P千瓦,生产一个冲压件所需的时间为t小时,电费单价为q元/千瓦时,则每个冲压件的能源成本C_5 = P× t× q元。
6. 其他成本(如管理费用、运输费用等)- 管理费用可以按照一定的比例分摊到每个冲压件上。
假设管理费用总额为A 元,计划生产的冲压件总数为Z件,那么每个冲压件分摊的管理费用C_6=(A)/(Z)元。
汽车冲压件成本核算方法
汽车冲压件成本核算方法:1.生产成本包括原材料,辅助材料,车间工人工资福利,燃动力(电费水费和煤等),制造费用(机物料消耗,修理费,劳动保护费,车间设备固定资产的折旧等).根据生产的产品所消耗上述各项的总费用平均计算.2.冲压模具成本占的比例很大,再就是材料费用了,人工\能源等很少的比例了.把所有费用分摊到单个工件上的数目就是单件的成本了.3.主要是材料费用和能源费用模具磨损设备磨损人员的工资很少基本上一件也过不了2角根据铁或钢材的市场原材料价格怎么用公式来算冲压出来的零件成本?1.铁及钢材均是以重量单位计算,如果冲压的零配件较大块的话,可以用重量计算材料成本,如果零配件较小(如垫片等),可以用材质来换算,比如,一公斤钢材可冲压多少零配件(含边角料),就可以计算出每个零配件的材料成本塑胶件:成品耗用重量計算成品重量(gw)*[(材料單價(NTD/kg)/1000*損耗率(%)]*耗用數量=料頭耗用量料頭重量(gw)*(1-回收率)*[材料單價(NTD/kg)/1000]*損耗率*(1/穴數)=製造費用料頭重量(gw)*(1-回收率)*[材料單價(NTD/kg)/1000]*損耗率*(1/穴數)=降低冲压件生产成本的方法增产可降低单件产品成本中的固定费用,相对地减少消耗,通过节约可以直接降低消耗,两者都是降低成本的重要途径。
冲压件的成本包括材料费、加工费、模具费等项因此,降低成本,就是要降低上述各项费用,降低成本有以下各种措施:1.降低小批量生产中的冲压件成本由图5a)可知,试制或小批量生产时,降低成本的有效途径是降低固定费用,这样能取得较好的经济效益,其中降低模具费用,是降低成本的有力措施。
如冲压件质量要求较高,须采用正规模具,一般情况下,应尽可能分散工序,选用结构简单,制造方便、价格低廉的简易模具。
如:薄板模、组合冲模、聚氨脂橡皮模、锌合金模低熔点合金模等2.工艺合理化冲压生产中,合理的工艺是降低成本的可靠保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者:非成败作品编号:92032155GZ5702241547853215475102时间:2020.12.13冲压件生产成本核算法生产成本内容包括 1 材料①生产原材料②辅助材料③废品率2 工资①生产工人②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)③调整工人,模具修理工。
④工资附加费3 模具费用(制造费用,维修费用)4 设备折旧5 设备维修6厂房折旧及维修(生产车间及库房)7 动力费8 管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等)。
9 资金成本10 包装运输费用11 其它因素:表面质量要求,零件重量,生产数量。
1 材料:①生产原材料费用=材料定额x材料单价--废料重量x废料单价×(1-17%)②辅助材料费用=辅助材料重量x辅助材料单价拉延用润滑油按5kg/板料重t计算,拉延油7元/kg计价。
(或按0。
04kg/ m2 计算或按0。
28元/ m2计算)。
擦料按0。
5kg/板料重t计算③废品率:拉延工序按1%,其余工序按0。
25%。
在成本中只计算废品材料费,加工损失费忽略不计。
2 工资:①生产工人工资:按1000元/月÷25日/月÷7时/日=5。
71元/时人每台设备工人配制:A线—5人/台B线—4人/台D线--5人/台E线—2人/台≤160T--1人/台②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)按生产工人20%配制工资按5。
71元/时人③调整工,模具修理工,按生产工人10%配制工资按11。
42元/时人工人工资概算=[生产工人数/台+20%(生产工人数/台)]x5。
71元/时人+(生产工人数/台)x10%x11。
42元/时人=7。
994元x生产工人数/台≈8×生产工人数/台。
(单位:元/台时)。
④附加费=生产工人数/台x1。
2x8元x14%=1。
344x生产工人数/台(单位:元/台时)附加费为养老保险,医疗费,住房公集金,按工资14%计。
工人工资+附加费=生产工人数/台×(8+1。
344)=生产工人数/台×9。
344(元/台时)。
3模具费用按模具价格÷推算产量推算产量:大量生产按50000件计算,小批量按两年产量计算,如有合同产量按合同产量计算。
维修费用:模具价格x5% 大修由潍坊模具厂负责。
4 设备折旧=(设备价格+设备基础价格+附属设备价格+财务费用)÷10年÷300日/年÷14时/日=设备价格x1。
3÷42000(元/台时)=设备价格÷32300(元/台时)设备基础价格为10%设备价格,附属设备有:天车,空压机,叉车,皮带机,电动平车,模具维修设备等,按10%设备价格计算。
财务费用为设备购置费用总利息,按10%计算。
5 设备维修:液压机按10%设备价格机械压力机按5%设备价格6 厂房折旧及维修(生产车间及库房)冲压中心厂房造价为1100万元,按22年折旧,折旧费为:折旧费=1100万元÷22年÷300日/年÷25日/月÷14时/日=4.76元/时平均 4.76元/时÷10000 m2=0。
000476元/时m2大型设备按占地300 m2,小型设备按占地50 m2大型设备折旧费=0。
143元/时小型设备折旧费=0。
024元/时厂房维修费忽略不计。
或按大.型设备的厂房折旧费=0。
15元/时,小型设备的厂房折旧费=0。
03元7动力费:包括电力,压缩空气,水等电力:使用压缩空气的机械压力机,按额定功率75%计算;不使用压缩空气的液压机,按额定功率60%计算。
水费忽略不计。
8 管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等)。
按全公司总费用核算。
技术人员工资=30人x2500元/月÷25日/月÷8时/日=375元/时管理人员工资=80人x2000元/月÷25日/月÷8时/日=800元/时其它人员工资=25人x1000元/月÷25日/月÷8时/日=125元/时合计1300元/时办公费:包括文具费,技术资料费,小车费,计算机购置费,差旅费,请客送礼,卫生用具,职工福利,罚金等。
按100万元/年计算100万元÷300日÷8时/日=417元/时劳动保护:包括冬夏工作服,安全防护,防暑降温等。
按1200人,每人120元/年计算:劳动保护=1200人×120元/人年÷300日/年÷8时/日=60元/时管理费合计=1300+417+60=1777元/时台时管理费=1777元/时×该设备价格/全公司设备总价÷2班/日。
全公司设备总价约8000万元。
即台时管理费=888。
5×该设备价格/全公司设备总价(元/时)≈1000×该设备价格/8000万元(元/时)≈0。
125设备价格/10000(元/时)9 资金成本:仅计算材料购置费及售后回款期。
资金成本=材料定额×材料单价×周转期(月)×银行月利率6‰周转期设定为3个月资金成本=材料定额×材料单价×3(月)×银行月利率6‰=材料定额×材料单价×0。
018(元)10 包装运输费用:包装包括:防锈油,包装纸,塑料布,工位器具等。
工位器具费=装该零件工位器具重量(kg)×制造价6元/kg÷10000零件设定工位器具重量100kg,工位器具费=100×6÷10000=0。
06元/件(大件)防锈油,包装纸,塑料布等,酌情估价。
约计包装费:大件0。
1元,中件0。
05元,小件0。
02元。
运输费=(零件净重量+工位器具重量/装入件数)×0。
5元/吨公里×路程设定大件工位器具重量100kg,装入100件。
大件运输费=(零件净重量+1)/1000×0。
5元/吨公里×路程路程:诸城----北京800公里诸城----长沙1624公里诸城----济南311公里诸城----淄川200公里诸城----日照80公里诸城----五莲60公里诸城----潍坊100公里为简化计算可将2;4;5;6;7;8归纳为台时价:台时价=生产工人数/台×9。
344(元/台时)+(1。
05—1。
1)设备价格÷32300(元/台时)+(0。
024—0。
143)元/时+(60%—75%)设备功率x0。
7元/KWH+0。
125×该设备价格/10000(元/时)11 其它①本价格以内覆盖件为准,外覆盖件×1。
2②本价格以板料厚≤1。
5,重量≤8kg为准。
重量超出按:9—12kg ×1。
113—16kg ×1。
217—20kg ×1。
321—24kg ×1。
4>24kg ×1。
5③生产量价格因素≤100件×1。
5≤300件×1。
3≤600件×1。
2≤1000件×1。
1作者:非成败作品编号:92032155GZ5702241547853215475102时间:2020.12.13>1000件×1。
0零件成本=(1+废品率)×材料重×材料单价-废料重量x废料单价×(1-17%)+附助材料费+(各台时价/工时定额)×其它+资金成本+包装运输费用+销售费用税利计算税收按增值税17%计算,利润按10%计算说明:1本人未从事过成本核算工作,提出成本核算法,是班门弄斧。
列出成本构成因素,供参考。
起抛砖引玉作用。
2 引用的数据是假设数据,采用财务年终决算数据,比较合理。
3 如有可能请财务提供下列数据可进一步量化⑴冲压厂生产工人平均工资⑵工资附加费⑶全厂职能部门人员年工资总额⑷平均劳保费用⑸全公司设备购置总价⑹办公费:包括文具费,技术资料费,小车费,计算机购置费,差旅费,请客送礼,卫生用具,职工福利,4 未计算土地购置费。
5 未计算土建和设备费用的贷款利息,对成本的影响。
作者:非成败作品编号:92032155GZ5702241547853215475102时间:2020.12.13。