焊缝X射线探伤技术操作规定
钢结构焊缝X射线探伤检验指导书

作业指导书(一)Task Steering(第一版1nd edition)编制:审核:批准:执行日期:2007年10月20日1.目的Purpose1.1为使钢结构的部件和焊缝采用X射线检测时其全过程的操作规范化,以便获得合格的透照底片,正确反映产品质量。
Standardize the whole process of X-ray inspecting in order to acquire eligible negative reflecting quality of products correctly.2.适用范围Applied scope2.1本规程适用于钢结构中板厚3~40mm的对接焊缝的射线透照检测。
Thisregulations is applied to radial inspecting of butt weld of 3~40mm thickness steel structure plate.3.引用标准Quoted standards3.1ANSI/AWS D1.1(2006) “Structural welding code-steel”(钢结构焊接标准)3.2ASTM/E 747(使用金属线透度计控制射线照相检测质量的方法)3.3ASME SEC .V3.4ASME B31.34.实施步骤Procedure of performance4.1人员的要求Requirements of personnel4.1.1从事射线照相检测的人员,必须掌握射线探伤的基础技术,具有足够的部件和焊缝射线探伤经验,并掌握一定的材料,焊接基础知识。
Theperson who inspect must know basic technology of NDT, basicknowledge of welding and material but have enoughexperience.4.1.2探伤人员应由相关部门无损检测考核委员会培训和考核,并持有相关部门无损检测考核委员会认可的RTⅡ级或以上资格证书,才能从事与该等级相应的检验工作。
X射线探伤检测规程

X射线探伤检测规程一、依据及适用范围依据ISO17636:2003、ISO10675-1:2008标准和本公司设备的特殊性制定本操作规程,本规程适用于对焊缝进行无损检测射线探伤前应做的准备工作和射线探伤中全过程的管理。
二、探伤前工艺准备1.人员要求从事射线照相检验的人员必须持有国家有关部门颁发的,并与其工作相适应的资格证书。
无损检测人员应每年检查一次身体,校正视力不得低于1.0。
2.工件表面状态要求工件焊缝及热影响区表面质量应经焊接检验员外观检查合格,表面的不规则状态在底片上的图象应不掩盖焊缝中缺陷或与之相混淆(如溅物、油污、锈蚀、凹坑、焊瘤、咬边等),否则应做适当的修整。
3.工件划线按照射线检测工艺卡在规定的检测部位划线。
采用单壁透照时需在工件两侧(射源侧和胶片侧)同时划线,并要求所划的线段尽可能对准。
采用双壁单影透照时,只需在工件胶片侧划线。
划线顺序由小号指向大号,纵焊缝按从左至右顺序,环向焊缝采用顺时针方向划线编号。
(工件表面应作出永久性标记以作为对每张底片重新定位的依据,工件不适合打印标记时,应采用详细的透照部位草图和其它的有效方法标注)。
4.像质计和标记摆放4.1像质计的摆放丝型像质计应放在射源一侧的工件表面上,位于被检焊缝的一端(被检长度的1/4处),钢丝横跨焊缝并与焊缝方向垂直,细丝置于外侧。
当射源一侧无法放置像质计时,可将其放在胶片侧,像质计应附加“F”标记以示区别,做一次对比试验,使实际像质指数达到规定要求。
外径大于等于200 mm的管子或容器环缝,采用射线中心法做周向曝光时,整圈环焊缝应等间隔放置至少三个像质计。
4.2.标记的摆放各种铅字标记应齐全,包括有:(↑)中心标记、(↑)搭接标记(↑)、工件编号、焊缝编号,部位编号,钢板厚度、焊工代号和透照日期。
返修透照时,应加返修标记R1、R2。
各种标记的摆放位置应距离焊缝边缘至少5mm,其中搭接标记的位置:在双壁单影或射源在内F>R的透照方式时,应放在胶片侧,其余透照方式应放在射源侧。
射线检测通用工艺规程
射线检测通用工艺规程1主题内容与适应范围1.1 本规程规定了熔化焊对接接头的X射线和γ射线检测的一般方法和要求。
1.2 本规程适用于本公司对接焊接接头的射线检测。
2总则射线检测除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、本公司其它相应规程和图样及专用工艺文件的要求。
3一般要求3.1检测人员要求从事射线检测的人员必须按照《特种设备无损检测人员考核与监督管理规则》的要求取得相应无损检测资格,各级检测人员只能从事与其等级相应的无损检测工作。
3.1.1未持证的实习人员只能在持证人员的指导下,从事检测的辅助工作。
3.1.2 I级人员在II、III级人员的指导下或按照工艺要求进行检测操作,记录检测数据并整理检测资料。
3.1.3 II,III级人员负责编写专用工艺,指导并参与实际操作,评定检测结果,签发检测报告。
3.2射线防护射线检测应尽可能安排在曝光室内进行,由于设备结构及其他原因需要现场拍片时,应按有关规定划定控制区和管理区、设置警告标志,检测作业人员应备有相关的报警器或剂量仪,以测定工作环境的射线剂量。
3.3设备与器材检测人员应按下列条件或探伤专用工艺的要求选用设备与器材。
3.3.1射线源及射线能量的选择根据工件厚度及现有设备条件选用适当的透照设备(RF200、RF250、RF300、XXH300、GHC300、γ射线机),射线能量的选择参照JB4730.2图1“不同透照厚度允许的X射线最高管电压”及表4“γ射线源和能量1MeV以上X射线设备的透照厚度范围”的要求和相应曝光曲线进行。
3.3.2 胶片探伤用胶片应采用中粒或细粒胶片,如无特殊说明推荐使用天III或天Ⅴ胶片(胶片规格为300×80mm、300×100mm、150×80mm、180×80mm)3.3.3 增感屏钢制压力容器焊缝及钢制压力管道对接焊缝检测必需采用金属增感屏,根据公司目前压力容器及钢制压力管道生产情况,推荐使用铅箔增感屏,增感屏规格为前屏厚0.03mm,后屏厚0.1mm。
钢结构焊缝射线照相检验实施细则
***公司钢构作业指导书钢结构焊缝射线照相检验文件编号:版本号:编制:批准:生效日期:主题钢结构焊缝射线照相检验实施细则生效日期钢结构焊缝射线照相检验实施细则1. 检测依据1.1 GB50205-2001钢结构工程施工质量验收规范1.2 JGJ81-2002建筑钢结构焊接技术规程1.3 TB10212-2009铁路钢桥制造规范1.4 JTG/T F50-2011公路桥涵施工技术规范1.5 GB/T3323-2005金属熔化焊焊接接头射线照相2. 适用范围:适用于2~50厚材厚度的碳钢,低合金钢、不锈钢、铝及铝合金、钛及钛合金材料对接焊接、钢管对接、焊缝的X射线探伤。
3.设备仪器X射线机(型号)具备有足够的穿透力4. 检测技术要求4.1按照GB50205-2001规范中第5.2.4条的规定,当超声波探伤不能对缺陷作出判断时,应采射线探伤,其检验等级及缺陷分级按表1执行。
表14.2按照TB10212-2009规范中第4.9.14条的规定,对于母材厚度小于或等于30mm(不等厚对接时,按薄板计)的主要杆件受拉的横向、纵向对接缝除按表2的规定进行超声探伤外,还应按接头数量的10%(不少于一个焊接接头)射线照相检验。
探伤范围为焊缝两端各250~300mm,焊缝长度大于1200mm,中部加探250~300mm。
对表面余高不需磨平的十字交叉(包括T字交叉)对接焊缝应在十字交叉中心的120~150mm范围内进行100%射线照相检验。
射线透照技术等级采用B级(优化级),焊缝内部质量达应到II级。
4.3按照JTG/T F50-2011规范中第19.6条的规定,射线探伤的质量分级、检验方法、检验部位和等级应符合表2的规定表25.检测前的准备5.1 仪器准备: X射线机按操作规程训机5.2 材料准备:适用合格中胶片、增感屏、暗袋、像质计,配制相应要求的显、定影液、准备好各类铅字、箭头、中心标记,搭接标记、贴片框及防散射的铅垫板。
射线探伤工艺作业指导书
射线探伤工艺作业指导书1有限公司目录1、主题内容2、适用范围3、对探伤人员的要求4、对透照工件表面的要求5、探伤比例的要求及合格级别6、器材的选择7、透照工艺8、胶片的暗室处理9、底片质量10、底片的观察11、记录报告12、安全防护1、主题内容1.1保证工业锅炉对接焊缝射线探伤的准确性,保证锅炉能够正常的运行。
2、适用范围2.1适用于工业锅炉的过热器、省煤器、集箱、压力管道等安装中管-管、管-板对接焊缝射线透照检测。
焊接方式为氩弧焊打底、手工焊盖面。
3、对探伤人员的要求凡从事射线探伤工作人员,都必须经过技术培训,并按3.1.照劳动部文件“锅炉压力容器无损检测人员资格考核规则”进行考核鉴定。
3.2无损检测人员按技术等级分高、中、初级。
取得各技术等级人员,只能从事与该技术等级相应的无损检测工作,并负相应的技术责任。
3.3操作人员应具有RT—I 以上资格证书,评定及审核人员应具有RT—II级以上资格证书。
3.4从射线探伤人员应能辨别距离400mm远的一组高为0.5mm,间距为0.5mm的印刷字母。
4、对透照工件表面的要求4.1焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格。
表面的不规则状态在底片上应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修整。
4.2焊缝外观检验合格后,由检验员签发《无损探伤委托书》。
4.3焊缝透照质量达到NB/T47013—2015标准AB级。
5、探伤比例的要求及合格级别5.1探伤比例的要求及合格级别5.2焊缝合格级别达到NB/T47013—2015标准的II级。
6、器材的选择6.1焊缝透照选用理学----300或国产300周向射线探伤机,固定焊缝选用理学-----2505或丹东----2505定向射线探伤机。
胶片选用爱克发型6.2.6.3增感屏选取用厚度为0.03mm的铅箔增感屏,暗盒选用360×80和240×80两种,选用铅质阿拉伯数字英文母。
压力容器X射线探伤工艺守则
X射线探伤工艺守则1、本《守则》规定了焊缝X射线探伤前的准备、检测、操作、质量评定等工艺内容。
2、引用标准《容规》《GB150-1998》《JB/T 4730.1~4730.6-2005》3、技术要求3.1射线检测前的准备3.1.1探伤机的选择3.1.1.1探伤机的选择根据探伤工件的厚度和探伤方法来确定,严禁射线探机在超负荷条件下工作,最大管电压不得超过额定管电压85%。
3.1.2胶片的选择应符合JB4730标准中提出的要求3.1.3增感屏的选择根据《JB4730》标准规定,射线照相的质量不应低于AB级,应选择铅金属墙增感屏,其前屏厚度0.03mm,后屏厚度为0.1mm,若改变时应重新做曝光曲线。
3.1.4象质计的选择与位置3.1.4.1象质计的选择3.1.4.1.1象质计应从GB5618《线型象质计》标准规定的R10系列的象质计选取,其具体型号应根据透照厚度和质量级别(AB级)所需达到的象质指数按《JB4730》标准中的表5-3选用。
3.1.4.1.2象质计金属丝材料应与被透照工件材料一致,并具有下列标志。
标准代号─JB4730-94线材代号─Fe、Ti、Al、Cu线径编号─R10系列1/7、6/12、10/16。
3.1.4.2象质计的放置线型象质计应放在射线原一侧的工作表面上,被检焊缝区的一端(被检区长度的1/4部位)。
钢丝应横跨焊缝并与焊缝方向垂直,细钢丝置于外侧,当射线源一侧无法放置象质时,也可放在胶片一侧的工件表面上,但象质计指表应提高一级或通过对比试验使实际象质指数达到规定的要求并加“F”标记。
采用射线源置于园形位置的周围曝光技术时,象质计应放在内壁每隔90度放一个。
3.1.5透照方式3.1.5.1根据射线源工件和胶片的相互位置关系,透照方式分为纵缝透照法,环缝外(内)透照法,双壁单影法和双壁双影法五种。
3.1.6透照厚度的确定按下表:注3.1.7几何条件3.1.7.1一次透照长度是指采用分段曝光时,每次曝光新检测的焊缝长度应符合相应透照质量等级的黑度和象质指数规定。
探伤方面的有关规程
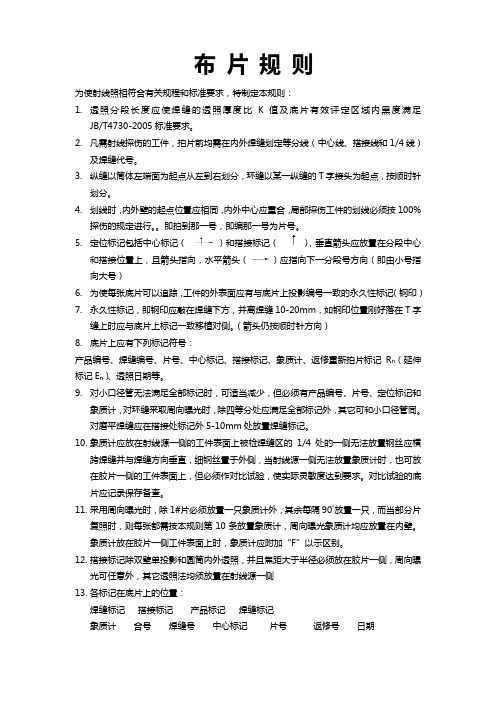
布片规则为使射线照相符合有关规程和标准要求,特制定本规则:1.透照分段长度应使焊缝的透照厚度比K值及底片有效评定区域内黑度满足JB/T4730-2005标准要求。
2.凡需射线探伤的工件,拍片前均需在内外焊缝划定等分线(中心线、搭接线和1/4线)及焊缝代号。
3.纵缝以筒体左端面为起点从左到右划分,环缝以某一纵缝的T字接头为起点,按顺时针划分。
4.划线时,内外壁的起点位臵应相同,内外中心应重合,局部探伤工件的划线必须按100%探伤的规定进行。
即拍到那一号,即编那一号为片号。
5.定位标记包括中心标记()和搭接标记(),垂直箭头应放臵在分段中心和搭接位臵上,且箭头指向,水平箭头()应指向下一分段号方向(即由小号指向大号)6.为使每张底片可以追踪,工件的外表面应有与底片上投影编号一致的永久性标记(钢印)7.永久性标记,即钢印应敲在焊缝下方,并离焊缝10-20mm,如钢印位臵刚好落在T字缝上时应与底片上标记一致移植对侧。
(箭头仍按顺时针方向)8.底片上应有下列标记符号:产品编号、焊缝编号、片号、中心标记、搭接标记、象质计、返修重新拍片标记R n(延伸标记E n)、透照日期等。
9.对小口径管无法满足全部标记时,可适当减少,但必须有产品编号、片号、定位标记和象质计,对环缝采取周向曝光时,除四等分处应满足全部标记外,其它可和小口径管同。
对磨平焊缝应在搭接处标记外5-10mm处放臵焊缝标记。
10.象质计应放在射线源一侧的工件表面上被检焊缝区的1/4处的一侧无法放臵钢丝应横跨焊缝并与焊缝方向垂直,细钢丝臵于外侧,当射线源一侧无法放臵象质计时,也可放在胶片一侧的工件表面上,但必须作对比试验,使实际灵敏度达到要求。
对比试验的底片应记录保存备查。
11.采用周向曝光时,除1#片必须放臵一只象质计外,其余每隔90°放臵一只,而当部分片复照时,则每张都需按本规则第10条放臵象质计,周向曝光象质计均应放臵在内壁。
象质计放在胶片一侧工件表面上时,象质计应附加“F”以示区别。
射线探伤通用工艺规程

射线探伤通用工艺规程1.适用范围本规程适用于本公司厚度2-250mm的碳素钢、低合金钢、不锈钢、镍及镍合金及厚度2-80mm铜及铜合金制压力容器对接焊缝及钢管对接环缝的X射线透照检测。
同时也适用于厚度2-80mm铝及铝合金及厚度2-50mm钛及钛合金材料制压力容器对接焊缝的射线透照检测。
2.编制依据2.1JB/T4730.1-2005承压设备无损检测第1部分:通用要求2.2GB/T12604.2-2005无损检测术语•射线检测2.3JB/T7903-1999工业射线照相底片观片灯2.4JB/T5075-2004射线照相检测用金属增感屏2.5JB/T7902-1999线型像质计2.6HB/7684-2000射线照相用线型像质计2.7GB16357-1996工业X射线探伤放射卫生防护标准2.8GB18465-2001工业Y射线探伤放射卫生防护要求2.9GB18871-2002电离辐射防护与辐射源安全基本标准2.10压力容器安全技术监察规程(99版)2.11GB150-1998钢制压力容器2.12GB151-1999管壳式换热器3.人员资格及职责凡从事射线检测人员,必须经过上岗培训,并取得相应资格证,在持有有效的资格证书下,从事整个检测活动,并承担相应的工作和职责。
具有n级资格以上(包括II级)人员根据检测记录及评定结果,签发检测报告。
4.射线探伤一般程序探伤委托单一>探伤准备(比例、编号、位置、打钢印、暗室)一跃占片一►调整机器一►曝光一►取片一►暗室处理一►整理评片一►发出质量通知单一产品探伤完工一►整理原始记录及签发报告一>产品探伤资料编号存档。
5.焊缝表面要求及探伤时机5.1焊缝余高、表面及热影响区的外观质量必须符合JB/T4730.1〜4730.6-2005和有关标准要求。
5.2焊缝表面及热影响区的不规则在底片上的图像应不掩盖焊缝中的缺陷或与之混淆,否则应作适当修整。
5.3焊缝(工件)必须经外观检验合格后,由指定人员填写探伤委托单,并送探伤室。
焊缝射线探伤规程
焊缝射线探伤规程编制:日期:审核:日期:批准:日期:美凯华管道装备有限公司目录序号容页数1. 适用围 (3)2. 人员要求 (3)3. 表面准备 (3)4. 辐射源与能量 (3)5. 识别和位置标记 (3)6. 增感屏 (4)7. 胶片类型和牌号 (4)8. 射线源至工件的最短距离 (5)9. 像质计 (6)10. 透照技术 (6)11. 散射线屏蔽 (6)12. 胶片的暗室处理 (8)13. 射线照相质量 (8)14. 射线照相的验收标准 (8)15. 报告 (9)附录1 全部射线照相的验收标准 (10)附录2 局部射线照相的验收标准 (11)附录3 射线报告1.适用围1.1 本规程按ASME规第Ⅰ卷、第Ⅴ卷第Ⅷ卷第1分册及ASME B31.1要求提供了射线检验法和验收标准。
1.2 本检验规程适用于检验厚度为5/64英寸(2mm)~4英寸(100mm)的钢铁焊缝中的缺陷。
2.人员资格2.1 按本规程进行射线照相检验的人员,必须按美凯华管道装备有限公司无损探伤人员资格鉴定和证书颁发实施细则进行资格鉴定。
2.2 拍片人至少有Ⅰ级资格证书、评片人至少有Ⅱ级资格证书。
3.表面准备3.1 焊缝表面应无肉眼可见的缺陷。
3.2 可使用适当的机械法修磨焊缝表面的不规则,使其不至于遮蔽缺陷或与缺陷相混淆。
4.辐射源与能量4.1 本规程所使用的射线源(设备)或与其相当的设备(见表1)。
表1 设备4.2 任射线照相技术中所使用的辐射源能量必须达到本规程的黑度与像质计的要求。
5.0 识别和位置标记5.1 每射线照相上都应印有工厂代号“MECHWAY”、产品令号、焊缝号、底片号、厚度、位置和拍片日期等标记,这些标记应离焊缝3/16英寸(5mm)以上。
5.2 符号“R”用作返修照片的标记,并以“1”、“2”等表示返修次数。
5.3 识别和定位标记在底片上的位置见图1。
5.4 位置标记必须放在工件表面上,而不能放在暗盒上。
⑴单壁透照时的位置标记放置如图1。
X射线探伤操作规程

X射线探伤操作规程1 目的该项操作规程,对铁塔产品的射线探伤实施有效控制。
2适用范围本规程适用于铁塔对进行无损检测射线探伤前应做的准备工作和射线探伤中全过程的管理。
3 选择的前提对给定工件进行射线探伤时,应根据有关规程和标准要求选择适当的探伤条件。
应以国标GB3323 为选择条件的依据,焊缝透照按底片影像质量由低而高的要求分A级、AB级和B级三种检验等级。
压力容器焊缝的射线探伤,至少应满足AB 级的要求。
4照相规范的确定在照相过程中,除了合理地选择透照方法外,还必须选择好透照规范,使小缺陷能够在底片上明显地辨别出来,从而达到高灵敏度。
5几何参数的选择几何参数是影响射线照相灵敏度的重要因素,因此必须综合考虑与合理选择。
1)焦点或射线源尺寸:焦点大小对缺陷影响在射线底片上的显示对比度和清晰度都有很大影响;2)焦点尺寸和几何布置会引起的影像模糊及放大;3)焦点尺寸与射线底片对比度;4)照射场内的X射线强度分布;6透度计为了评定底片的灵敏度,需要采用透度计,透度计是用来检查透照技术和胶片处理质量的。
我国GB3323《钢熔化焊时对接头射线照相和质量分级》标准规定使用粗细不同的几根金属丝等距离排列做成的线型象质计,用底片上必须显示的最小钢丝直径与相应的象质指数来表示照相的灵敏度。
7 焊缝透照方法在透照方法中必须确定的几何参数是:焦距F(包括射源至工件表面的距离L1和工件表面至胶片的距离L2)、一次透照长度L3、环焊缝100%、透照时的最少曝光次数N;同时需要考虑的因素是:儿何不清晰度Uy、透照厚度比K、横裂检出角θ、纵裂检出角θ’、有效评定长度Leff 以及100%透照时相邻两片的搭接长度△L、几何参数和相关因素在不同的透照方法中均有不同的技术要求。
8显影液的配制方法为了使显影过程能正常进行,显影液的配制方法与程序必须合适。
配制显影液时最好用蒸馏水或煮沸过的温水和有关的药品组成。
9定影液的调配酸性定影液中含有互相分解的成分,要靠其它药品的作用才能共存,所以对药品的配制程序、温度和搅拌都要特别注意。
管道对接焊缝射线探伤通用作业指导书

管道对接焊缝射线探伤通用作业指导书云南省火电建设公司作业文件小ZS05 -2006 国电小龙潭电厂三期2⨯300MW机组扩建工程管道对接焊缝射线探伤通用作业指导书1 适用范围射线探伤作为一种比较成熟的无损检测手段,常常成为当今电力建设工程焊接质量检验的首选方法。
但透照质量的优劣,又决定着检测结果的准确性和公正性。
为使国电小龙潭电厂三期2⨯300MW扩建工程#8机组大、中直径钢管射线探伤规范化、标准化,以稳定和提高检验质量,保证施工安全,本作业指导书规定了大、中直径钢管(公称直径大于89mm)对接焊接接头(以下简称焊缝)的射线探伤方法及探伤结果评定要求。
适用于国电小龙潭电厂三期2⨯300MW扩建工程#8机组安装范围内以及为完成本工程而进行的焊工考试、焊工仿样、焊接工艺评定中直径大于89mm,壁厚≤20mm的钢管焊缝的射线探伤以及壁厚≥70mm管道焊缝的中间检验。
设备的入场检验以及公司中心试验室承担的其它工程中条件相同或相似的管道焊缝射线探伤工作也可参照本作业指导书执行。
2 引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效,所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
DL647-2004 《电站锅炉压力容器检验规程》DL869-2004 《火力发电厂焊接技术规程》DL/T821-2002 《钢制承压管道对接焊接接头射线检验技术规程》GB3323-87《钢熔化焊对接接头射线照相和质量分级》JB4730-94《压力容器无损检测》DL5009.1-2002《电力建设安全工作规程》(火力发电厂部份)国电电源[2002]49号《电力建设安全健康与环境管理工作规定》GB4792-84《放射卫生防护基本标准》3 编制依据《云南省火电建设公司企业标准.质量、环境和职业健康安全管理手册及程序文件》云南省火电建设公司小龙潭三期扩建工程项目部2006年01月07日批准 2006年01月07日实施宣ZX.03-2002《国电小龙潭电厂三期2 300MW扩建工程#8机组金属检验/试验施工组织专业设计》及《云南省火电建设公司中心试验室质量管理手册》4 定义4.1 单壁单影外透法:射线源置于管道外,胶片放置在射源另一侧管道内壁相应焊缝区域上并与其贴紧,利用射线对管道焊缝进行探伤的方法。
X射线探伤机操作规程
X射线探伤机操作规程1、适用范围:本规程适用于母材厚度为8-60mm的对接全熔透焊缝,包括手工电弧焊、熔化极气体保护焊及埋弧自动焊。
检测仪器为定向便携式X射线探伤机,采用胶片法检测。
2、检测人员2.1 从事射线检测的人员必须经过严格培训,并持有国家有关权威部门颁发的资格证书,在允许的范围内检测。
必须经培训,考核合格才能上岗,严禁无证上岗操作。
2.2 评片人员的矫正视力不得低于1.0,并要求距离400mm能读出高为0.5mm、间隔0.5mm的一组印刷体字母;3、工件3.1 焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格,表面的不规则状态在底片上的图像应不掩盖焊缝中的缺陷或与之相混淆。
3.2 探伤时机必须满足以下几个条件:在焊接完全冷却24小时,所有热处理、水压试验、膨胀和校正等影响最终检测质量的工序完成之后进行;4、为获得良好的照射灵敏度,应选用尽可能低的管电压。
5. 射线胶片系统和增感屏5.1 射线照相检测所使用的胶片系统类别应按ISO11699-1和EN584-1进行选择。
5.2 采用不同射线源及不同检验等级,所选用的增感屏和胶片见表1和表2.5.3 使用增感屏时,胶片和增感屏之间应接触良好。
则认为散射线防护合格。
若在较黑的部位显示较淡的“B”则认为散射线防护不合格,此底片作废。
7、透照方式7. 1 一般规定7. 2射线透照布置可采用1.单壁单影法2.双壁双影法3.双壁单影法。
优先选用以前行之有效的方法。
7.3外径D>100mm,厚度t>8mm,焊缝宽大于D/4的管对接环缝,不得用双壁双影法。
7. 4采用双壁双影法透照布置时,射线入射角应尽可能小一些,但两侧焊缝影像不得重叠,最好相隔一倍焊缝间隔。
8、射线底片上的定位及其他标记8. 1被检工件的每一透照区段,均须放置高密度材料的识别标记。
如:本公司标志、产品编号、部位编号、中心标记、返修标记、透照日期等。
8. 2 当射线底片上无法清晰地显示焊缝边界时,应在焊缝两侧放置高密度材料的边界识别标记。
01焊缝射线检测通用工艺规程

压力容器射线检测通用工艺规程1、总则1.1、本规程规定了钢制压力容器主要受压元件的熔化焊对接接头的X射线检测技术和质量分级要求。
1.2、本规程适用于本企业的钢制压力容器制造过程中所有A、.B类焊缝的射线照相检测。
本规程规定的射线检测技术分为三级:A级一低灵敏度技术;AB级一中灵敏度术;B级一高灵敏度技术。
1.3、本规程不适用于钢制压力容器制造、安装过程中C、D类焊缝的射线照相。
2、引用标准GB11533 标准对数视力表GBZ117 工业X射线探伤放射卫生防护标准GB18871 电离辐射防护与辐射源安全基本标准GB/T19348.1无损检测工业射线照相胶片第1部分:工业射线胶片系统的分类GB/T19348.2 无损检测工业射线照相胶片第2部分:用参考值方法控制胶片处理GB/T19802 无损检测工业射线照相底片观片灯最低要求JB/T7902 射线照相用线型象质计NB/T47013.1 承压设备无损检测第1部分:通用要求NB/T47013.2 承压设备无损检测第2部分:射线检测3、一般要求3.1、射线检测人员3.1.1、从事射线检测的人员必须符合NB/T47013.1-2015的有关要求3.1.2、从事射线检测的人员上岗前应进行辐射安全知识的培训,并取得放射工作人员证。
3.1.3、从事评片的人员未经矫正或经矫正的近距视力和远距视力应不低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定,应每年检查一次。
3.2、射线胶片3.2.1、A级和AB级射线检测技术应采用C5类或更高类的胶片,B级射线检测技术应采用C4类或更高类的胶片3.3、观片灯3.3.1、观片灯的主要性能应符合JB/T19802的有关规定,最大亮度应能满足评片的要求。
3.4、黑度计3.4.1、黑度计可测的最大黑度应不小于4.5,测量值的误差应不超过±0.05。
3.4.2、黑度计首次使用前应进行核查,以后至少每6个月进行一次核查。
NBT47013.2-2015射线检测工艺规程(钢质对接焊缝)

NB/T 47013.2-2015射线检测工艺规程1 目的本规程规定了射线检测工作的一般要求和操作方法,更好地促进检测人员X射线检测操作的规范化和适用性。
2 适用范围2.1 本部分规定了承压设备金属熔化焊焊接接头X射线检测技术和质量分级要求。
适用于熔化焊焊接接头的金属为钢、镍及镍基合金、铜及铜合金。
焊接接头的型式为对接接头对接焊缝(以下简称“对接焊缝”)。
2.2 承压设备其他金属材料、支承件和结构件的焊接接头的射线检测也可参照使用。
注:a. 钢和镍及镍合金的透照厚度范围2~110mm;b. 铜及铜合金的透照厚度范围2~80mm;c. 上述材料承压设备管子和压力管道的透照厚度≥2mm。
3 编制依据本规程的编制依据包括但不限于以下相关规范及技术标准3.1 NB/T 47013.1-2015 承压设备无损检测第1部分:通用要求3.2 NB/T 47013.2-2015 承压设备无损检测第2部分:射线检测3.3 NB/T 47013.2-2015 承压设备无损检测第2部分:射线检测第1号修改单3.4 GB 11533 标准对数视力表3.5 GB/T 12604.2 无损检测术语射线照相检测3.6 GB 18871 电离辐射防护及辐射源安全基本标准3.7 GB/T 19348.1 无损检测工业射线照相胶片第1部分:工业射线照相胶片系统的分类3.8 GB/T 19348.2 无损检测工业射线照相胶片第2部分:用参考值方法控制胶片处理3.9 GB/T 19802 无损检测工业射线照相观片灯最低要求3.10 GBZ 117 工业X射线探伤放射防护标准3.11 GB/T 23910 无损检测射线照相检测用金属增感屏3.12 JB/T 7902 射线照相用线型像质计3.13 TSG Z8001-2013 特种设备无损检测人员考核规则4 职责4.1 质量技术部负责操作指导书编制和安全管理,项目部拍片人员按操作指导书进行拍片并记录;4.2 评片人员负责底片质量控制和底片评定(初评、复评),记录审核,报告编发;4.3 射线责任师负责操作指导书、底片、报告审核,并对检测过程进行质量控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝X射线探伤技术操作规定
一、为使国家有关标准在我公司X射线无损检测工作中的正确实施,确保产品质量,特制定了本规定,RT人员必须遵照执行。
二、探伤室根据委托单上的探伤要求,对工件进行RT检测。
作业班由2-3人组成,带班者必须有RT-Ⅱ资格证,并对本班工件质量及人身、设备安全负责。
三、根据工件的具体情况选用X光机,严格按使用X光机操作规程进行工作。
带班人要贯彻执行《X射线操作工艺》。
四、当被检工件、结构、材质、形状及焊接材料、工艺重大变化
时,应作射线照相检验工艺评定,直到结果满足有关标准、技术文件的要求。
五、确保拍片质量的规定:
⑴.底片上的定位标记和全部识别标记,应按规定摆放正确、齐全、一般不得用手写的方法,事后任意涂改或添补。
底片编号,铅皮尺不允许压焊缝。
底片编号见《焊接操作工艺》。
⑵.象质计必须放在射线源侧,被检区长度1/4处,钢丝应横跨焊缝并与焊缝方向垂直,细丝置外。
当射线源一侧无法放置象质计时,也可放在胶片一侧的表面上。
⑶.操作时,要注意调整机头,使射线束应指向被检部位中心,并在该点与被检区平面或曲面的切面垂直。
暗室处理严格按照操作规程进行,若黑度达不到应找原因。
⑷.所得射线底片不应有机械的、化学的或其它工艺性的雾迹、花纹、水迹、化学色素、划痕、指纹、邹折、污物等。
射线照相质量标准按JB4730-2005标准。
六、射线探伤原始记录及探伤报告规定。
射线探伤记录及拍片部位图是产品质量档案的重要资料之一,是填写产品出公司质保书、合格证的重要依据,要求会制部位图字体要工整、标记号码清晰。
部位图上应有符号说明及方位批示,缺陷返修情况。
底片及经有关人员签字的原始记录和检验报告必须妥善存七年以上,以备随时查核。