模具高效加工方法与工艺规程
模具典型零件的加工
模具典型零件的加工7.1 杆类零件的加工导柱的加工在模具中,大多数导柱都是轴类圆柱形表面,一般根据其尺寸和材料的要求,可直接采用热轧圆钢作为毛坯料。
各种导柱按照使用要求的不同,考虑制造成本的因素,采用的材料也不同,常用的材料一般为20钢或T8,T9工具钢。
导柱的工作性质对材料的要求是:较好的耐磨性、一定的抗冲击韧性。
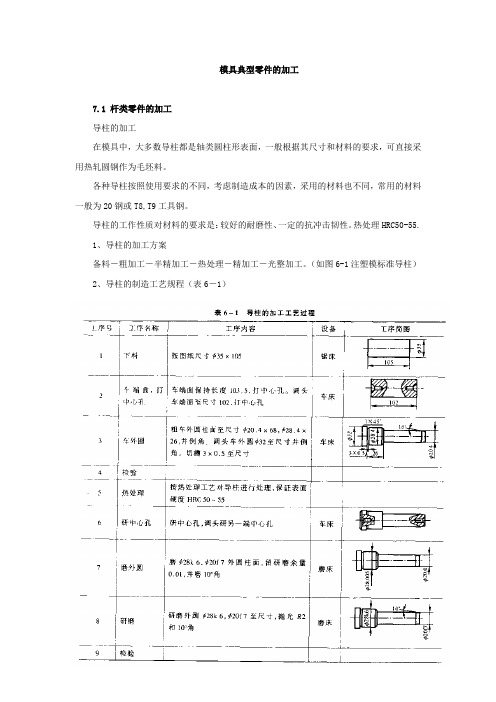
热处理HRC50-55.1、导柱的加工方案备料-粗加工-半精加工-热处理-精加工-光整加工。
(如图6-1注塑模标准导柱)2、导柱的制造工艺规程(表6-1)导柱的加工工序不是固定不变的,根据不同的生产类型、结构形式和尺寸精度、工厂设备情况,其工序的划分和工艺方法也就不同。
3、导柱加工过程中的定位一般采用设计基准和工艺基准重合的原则,在两端加工中心孔,以两中心孔轴线为各工序的定位基准,中心孔的形状和精度对导柱的加工质量有着直接的关系。
为了确保精加工时的精确定位作用,中心孔在热处理后必须进行对研和修整。
对研中心孔一般采用锥形砂轮或梅花顶尖:4、导柱的研磨一般对于配合精度要求较高的导柱,都要安排研磨工序,以提高表面质量和降低粗糙度。
二、模柄与顶杆的加工模柄的设计已标准化,常用的模柄有:压入式、旋入式、凸缘式、槽形式和浮动式等,和顶杆一样都属于台阶轴类零件,材料选用45钢,热处理HRC40-45,这类零件一般也是采用中心孔作为精加工的定位基准,终加工采用精磨工艺并靠磨端面,保证端面跳动要求。
7.2 套类零件的加工模具中的套类零件主要有:导套、护套和套类凸模等。
导套的材料和导柱一样,一般采用圆钢下料,热处理要求为HRC58-62,制造工艺也不是固定的。
导套的加工方案:备料-粗加工-半精加工-热处理-精加工-光整加工。
7.3 板类零件的加工一、板类零件加工质量的要求模具中各种板类零件较多,如:模座、垫板、固定板、卸料板、推件板等等。
虽然形状、材料、尺寸精度和使用性能要求各不相同,但都是有平面和孔系组成,这类零件的加工质量要求主要有以下几点:①平行度和垂直度要求,一般均按GB1184-80的规定,具体公差执行冷冲模和塑料模的有关国家标准。
模具提高数控加工的措施

未来发展趋势预测与分析
高效化
随着数控技术的不断进步,模具加工将更加高效,缩短生产周期 ,提高生产效率。
智能化
人工智能、大数据等技术的应用将进一步提高模具数控加工的智能 化水平,实现自适应加工、智能优化等功能。
绿色化
环保意识的提高将推动模具数控加工向绿色制造方向发展,减少资 源消耗和环境污染。
面临的挑战与问题探讨
降低成本
模具数控加工可以实现批 量生产,降低生产成本, 提高企业竞争力。
模具数控加工的历史与发展
历史
模具数控加工起源于20世纪50年代,随着计算机技术和数控技术的不断发展, 模具数控加工技术也不断完善。
发展
近年来,随着计算机技术和数控技术的不断发展,模具数控加工技术也不断创 新。未来,随着人工智能、大数据等技术的不断发展,模具数控加工技术将更 加智能化、高效化。
实时监控加工过程,及时 调整切削参数或采取其他 措施,确保加工质量和效 率。
数控刀具选用与刃磨技术
刀具类型选择
根据加工需求和模具材料特性,选择 合适的数控刀具类型,如铣刀、钻头 、铰刀等。
刀具刃磨技巧
刀具管理
建立刀具管理制度,对刀具进行分类 、标识、存放和领用等管理,确保刀 具使用安全和高效。
掌握刀具刃磨技巧,定期对刀具进行 刃磨,确保刀具锋利度和耐用性。
及时处理质量问题并采取预防措施
当发现质量问题时,应立即停 止生产,对问题进行分析和处 理,找出原因并采取相应的措 施加以改进。
对质量问题进行记录和总结, 建立质量问题档案,为今后的 生产和质量控制提供参考和借 鉴。
通过质量问题的处理和预防措 施的实施,不断提高模具数控 加工的质量水平和生产效率。
05
、进给速度等。
模具零件工艺规程的制定(一)
教案教案图1.41 衔铁片连续模落料凸模图1.42 模具导套零件图表1-17 模具制造工序卡冷冲模具小学常用歇后语1.八仙过海--------各显神通2.不入虎穴--------焉得虎子3.蚕豆开花--------黑心4.车到山前--------必有路5.打破砂锅--------问到底6.和尚打伞--------无法无天7.虎落平阳--------被犬欺8.画蛇添足--------多此一举9.箭在弦上--------不得不发10.井底青蛙--------目光短浅11.大海捞针--------没处寻12.竹篮打水--------一场空13.打开天窗--------说亮话14.船到桥头--------自会直15.飞蛾扑火-----自取灭亡16.百米赛跑--------分秒必争17.拔苗助长-----急于求成18.仇人相见--------分外眼红19.芝麻开花----节节高20.新官上任--------三把火21.瞎子点灯--------白费蜡22.兔子尾巴--------长不了23.偷鸡不成----蚀把米24.王婆卖瓜--------自卖自夸25.老虎屁股---- 摸不得26.老虎拉车--------谁敢27.老鼠过街-----人人喊打28.麻雀虽小--------五脏俱全29.墙上茅草----随风两边倒30.三十六计--------走为上计31.塞翁失马----焉知祸福32.壶中无酒--------难留客33.丈二和尚----摸不着头脑34.有借有还--------再借不难35.猫哭耗子---假慈悲36.铰子破皮--------露了馅37.扁担挑水---一心挂了两头38.对牛弹琴--------白费劲39.八仙聚会--------神聊40.霸王敬酒--------不干也得干41.板上订钉--------跑不了42.背鼓上门--------讨打43.草把做灯-----粗心(芯)44.竹笋出土--------节节高45.菜刀切豆腐----两面光46.钉头碰钉子--------硬碰硬47.高山上敲鼓--四面闻名(鸣)48.铁打的公鸡-----一毛不拔49.关公走麦城----骄必败50.狗咬吕洞宾--------不识好人心51.鸡蛋碰石头----不自量力52.姜太公钓鱼--------愿者上钩53.脚踏西瓜皮--滑到哪里是哪里54.孔夫子搬家--------净是书55.老鼠钻风箱-----两头受气56.留得青山在--------不怕没柴烧57.门缝里看人---把人看扁了58.泥菩萨过河--------自身难保59.泼出去的水----收不回60.骑驴看唱本--------走着瞧61.千里送鹅毛--礼轻情意重62.肉包子打狗--------有去无回63.山中无老虎---猴子称大王64.司马昭之心--------路人皆知65.外甥打灯笼---照旧(舅)66.王八吃年糕--------铁了心67.王小二过年---一年不如一年68.小葱拌豆腐-----一清二白69.小和尚念经----有口无心70.周瑜打黄盖--------两厢情愿71.赶鸭子上架----吃力不讨好72.擀面杖吹火----- -一窍不通73.瞎子戴眼镜----装饰74.猴子捞月亮--------空忙一场75.秀才遇到兵----有理讲不清76.三个臭皮匠--------顶个诸葛亮77.黄牛追兔子---有劲使不上78.和尚训道士--------管得宽79.过年娶媳妇----双喜临门80.聋子见哑巴--------不闻不问六字短语81.铜钣上钉铆钉---一是一,二是二82.里弄里扛竹竿---直来直去83.苦水里泡黄连----苦上加苦84.驴唇不对马嘴----答非所问85.猪鼻子里插葱-----装象86.只许州官放火---不许百姓点灯87.猪八戒照镜子--里外不是人88.放风筝断了线-----没指望了89.池塘里的风波-----大不了90.关门掩着耗子-----急(挤)死91.顶风顶水划船----硬撑92.东北的二人转--------一唱一和93.东洋人戴高帽----假充大个94.到火神庙求雨--------找错了门95.鲁班门前耍斧----有眼无珠96.老太太吃汤圆--------囫囵吞97.出太阳下暴雨---假情(晴)98.挂羊头卖狗肉--------虚情假意99.担着胡子过河----谦虚过度100.唱歌不看曲本--------离谱。
模具加工工艺

模具表面的涂层技术
• 模具表面的涂层技术是指通过喷涂、镀层等方法在模具表面覆盖 一层保护膜,提高模具的使用寿命。 • 模具表面涂层技术的方法包括:
• 喷涂涂层:通过喷涂方法在模具表面覆盖一层金属或非
金属保护膜。 • 激光涂层:通过激光束在模具表面覆盖一层保护膜。
• 加工复杂形状和高精度的模具。 • 修整模具表面,提高模具的使用寿命。 • 加工微细零件,满足微小模具的加工需求。
激光加工技术在模具加工中的
应用
• 激光加工技术是指通过激光束对材料进行熔化、气化等加工的技 术,具有高精度、高效率等优点。 • 激光加工技术在模具加工中的应用主要包括:
• 加工高质量和高精度的模具。 • 修整模具表面,提高模具的使用寿命。 • 加工微细零件,满足微小模具的加工需求。
05 模具表面处理与修饰技术
模具表面的抛光技术
• 模具表面的抛光技术是指通过机械或化学方法对模具表面进行处 理,提高模具的表面质量。 • 模具表面抛光技术的方法包括:
• 机械抛光:通过磨削、研磨等机械方法进行抛光。 • 化学抛光:通过化学试剂对模具表面进行腐蚀和抛光。 • 电化学抛光:通过电化学方法对模具表面进行抛光。
冷却与加热系统设计的原则包括:
• 根据制品的成型工艺和模具材料选择合适的冷却和加热 方式。 • 保证冷却和加热系统的安全可靠,防止泄漏和过热。 • 考虑冷却和加热系统的能耗和效率,降低成本。
04 模具加工中的精密技术
数控加工技术在模具加工中的
应用
• 数控加工技术是指通过数字控制机床进行加工的技术,具有高精 度、高效率等优点。 • 数控加工技术在模具加工中的应用主要包括:
• 数控车削:用于加工模具的外圆、内孔、螺纹等。 • 数控铣削:用于加工模具的平面、曲面等。 • 数控电火花加工:用于加工模具的复杂形状和高精度部分。
冲压模具的加工工艺规程

冲压模具的加工工艺规程
摘要:胀形、翻边、缩口的冲压模分工序、分设备进行,工件经历变形—校正过程。
冷精压模主要为平面精压,以矫正工件变形为主。
关键词:分工序分设备校正过程冷精压模矫正工件变形冲压模具加工工艺规程。
胀形、翻边、缩口的冲压模分工序、分设备进行,工件经历变形—校正过程。
冷精压模主要为平面精压,以矫正工件变形为主。
1 胀形
常用的胀形方法有刚模胀形和以液体、气体、橡胶等为施力介质的软模胀形。
2 胀形的变形特点
球头凸模胀形平板毛坯时的胀形变形区及其主应力和主应变图。
图中涂黑部分表示胀形变形区。
2.1 胀形的极限变形程度
胀形极限变形程度主要取决于材料的塑性和变形的均匀性。
压加强筋。
(1)用刚性凸模压制加强筋的变形力按式计算;
4 胀形力
刚模胀形所需压力的计算公式,可根据力的平衡方程式推导得到,其表达式为。
7 缩口
缩口是将预先成形好的圆筒件或管件坯料,通过缩口模具将其口部缩小的一种成形工序。
常见的缩口形式有斜口式、直口式和球面式。
变形区由于受到较大切向压应力的作用易产生切向失稳而起皱,
起传力作用的筒壁区由于受到轴向压应力的作用易产生轴向失稳而起皱,所以失稳起皱是缩口工序的主要障碍。
参考文献
[1] 薛翔.冲压工艺与模具设计实例分析[M].北京:机械工业出版社,2008.
[2] 徐政坤.冲压模具设计与制造[M].北京:化学工业出版社,2009.
[3] 洪慎章.实用冲模设计与制造[M].北京:机械工业出版社,2012.。
模具各工序加工操作及质量标准(完整)
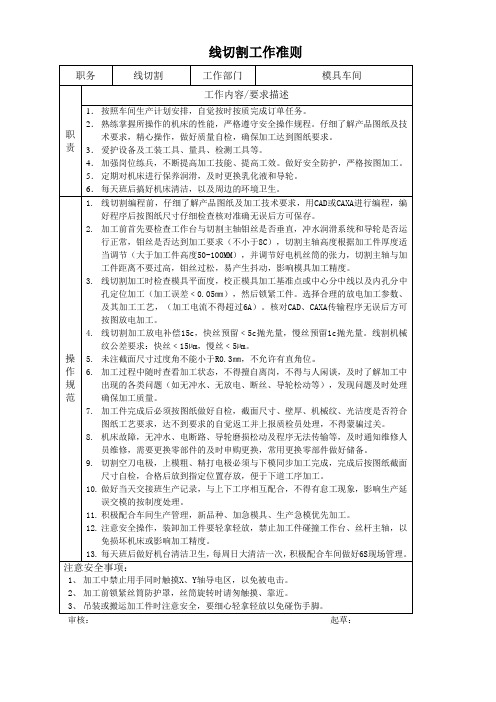
线切割工作准则审核:起草:电火花操作准则划线操作准则审核:起草:铣工/钻工操作准则审核:起草;车工操作准则一、工作内容:1、按照生产图纸先后加工,积极配合加急模具的生产及时完成订单。
2、严格遵守安全操作规程,做好安全防护,按规定穿戴安全防护用品。
3、严格按质量控制标准加工,不断提高加工技能,精心操作,提高工效,做好质量自检,确保加工达到图纸要求。
4、爱护设备及工装工具、量具、检测工具,定期进行保养润滑,定期检修。
5、每天班后搞好机床清洁,以及周边的环境卫生,配合车间做好6S管理。
二、操作规范/技术要求:1、首先仔细了解产品图纸及加工技术工艺要求,熟悉加工操作步骤,选用适合的胚料、刀具、量具提高工作效率。
2、开机前必须仔细检查加工设备运行情况,做好加工前工作准备。
3、模具外型加工尺寸精度表:量(模具成品外圆需精车的要流余量,外圆不需要精车按图加工≤0~–0.5㎜)。
7、粗车下模焊合室按图纸深度留0.5㎜余量精铣,允许公差±0.1㎜,粗车上模公头留拉方余量单边3㎜(以公头截面最长直径为准)。
8、精车上、下模配合贴紧端面(即光面)平整,允许公差﹤0.03㎜,不能有凸凹现象,外形倒角R3,配合止口倒角R1.5,不允许加工直角。
9、平面装配要求:(1)、模具端面平行度应达到GB1184标准规定的6级。
(2)、模具止口对外圆的同轴度达到GB1184标准规定的8级。
(3)、组合上、下模具的同轴度达到GB1184标准规定的13级。
三、注意安全事项:1、加工前必须要做好安全防护措施,佩带好防护罩、眼镜、手套等。
2、开机前检查卡盘、加工件、加工刀具是否锁紧,以免在加工中震动弹出。
审核:起草:工具磨/平面磨操作准则审核:起草:钳工操作准则审核:起草:打磨工操作准则。
模具高效加工方法与工艺规程

h u e od a pin e :s ud’s( e a d cr r s & o s h l p l c s & e mo l a ∞r R a f a y
:hnis c a pL i : 【 f e [ a'od ma hi: i f  ̄ i . c c o l l o: he f ! . 's at c : i c : ng s me y : i
亡 曼计i挫复 杂. 自珂 睦面所卣= 倒 加工拄术的研 冤 断 凡,j 其 凿 加 二 。 高 退
在
制建精度和 表面匝量 ,而 且霉追
折发展的推
求加工表而的 姜观. 着对高速 求已越来越 多 .随
r 艺产生 了E 工
断± 加, 亡 曾 困止 对模 具加工技术提 在舡工机床 、数控 系统 . J 系 具 ±了更高要求, J 即不 仅应保证高
研 ・ ( f 18一 }2 【 1 一 【 05 1 1
辜,蠹 草 言异 宝童 毒菩 : 主主嚣: 帅 拿盖 荠
高模具的加工效率 , 降低模具的制 加工过程中通过利用国外先进的 工 件 ; 造成本 ,减少模具的制 造周期 。 C AD/ AM 软件可通过 以下措 C
在刨康. h进行模甚 套韫等幸郜件, 彤 卜
平面 斜面或 曲面的粗加工等、
部 分加 工工 序在 普通 机床 上 即可 高效 率完成 。 这样就要求我们要编
制一些合理模具 加工工艺 ,以便提
摩 3 I # l 5 J l J ~ I n 蠹 2 ~8 O , 2 0 2 2 一 l摩 1( 珩 1 ( 82 ~ 0 05 I 2l —2
维普资讯
模 具 高 效 加 工 方 法 与 工 艺 规 程
CI C D A ND TEC H NI S EG ULA1 0 NS F E M a C R 1 0 TH
模具制造工艺 第2版 项目一 模具制造工艺基础
项目一 模具制造工艺基础
模具机械加工工序卡
项目一 模具制造工艺基础
3、制定模具图纸 审查零件图与装配图 * 审查设计图纸的完整性和正确性 * 审查零件的技术要求 * 审查零件的选材是否恰当 * 审查零件的结构工艺性 2、毛坯的选择 3、拟定工艺路线 4、确定工序具体内容 5、填写工艺文件
项目一 模具制造工艺基础
一、模具加工工艺规程概述
1、工艺过程及其组成 将原材料转变为模具成品的全过程称为模具生产 过程。主要包括: 模具方案策划、结构设计 生产技术准备 模具成型件加工 装配与试模 验收与试用
模具生产过程中直接改变生产对象的形状、尺寸、相对 位置和性质等,使其成为半成品或成品的过程,称为工艺 过程。
项目一 模具制造工艺基础
四、选择加工方法时需要考虑的因素 在选择从粗到精的加工方法及过程时,要综合考
虑多方面的因素,重点考虑以下问题:
(1)被加工零件的结构形状和表面的精度 一般所采用加工方法的经济精度,应保证零件
所要求的加工精度和表面质量。 加工经济精度:是指在正常加工条件下(采用
符合质量标准的设备、工艺装备和标准技术等级的工 人,不延长加工时间)所能保证的加工精度。
加工方法及工序顺序凹模镶套零件的主
要尺寸标注都是以零件的轴心线为基准
的,这使得零件加工时容易与设计基准
进行统一
项目一 模具制造工艺基础
六.安排加工顺序
* 先粗后精 * 基准先行 * 先主后次 * 先面后孔 适当安排热处理(预备热处理和最终热处理) 检验、去毛刺、倒棱、清洗、防锈等辅助工序要 按需设置,不能遗漏。 在确定工序数目时,恰当地决定工序集中与工序 分散问题。
二、模具加工工艺规程及作用:
模具制造工艺学之模具机械加工基础知识

铸造件应及时进行热 处理,铸钢件依据牌 号确定热处理工艺, 一般以完全退火为主, 退火后硬度不大于 229 HBS;铸铁件应 进行时效处理,以消 除内应力和改善加工 性能,铸铁件热处理 后的硬度不大于269 HBS。
对铸件的要求
铸造件内部,特别是靠近 工作面处不得有气孔、砂 眼、裂纹等缺陷。
2021/7/16
心轴上)检验φ40h6外圆的径向圆跳动和端面B的端面圆跳动时
,内孔即为测量基准。 (4)装配基准。装配时用以确定零件在部件或产品中位置的
基准称为装配基准。图1-3中的零件 φ40h6 和端面B即为装配基
准。
2021/7/16
2.工件的安装方式 工件安装的好坏是模具加工中的重要问题,它不仅直接影响加
铸造件的表面应进 行清砂处理,去除 结疤、飞边和毛刺, 其残留高度应小于 1~3 mm。
4)半成品件 随着模具专业化和专门化的发展以及模具标准化的提高,以商
品形式出现的冷冲模架、矩形凹模板、矩形模板、矩形垫板等零件, 以及塑料注射模标准模架的应用日益广泛。当采购这些半成品件后, 再进行成形表面和相关部位的加工,有利于降低模具成本和缩短模具 制造周期。这种毛坯形式应该成为模具零件毛坯的主导方向。
2021/7/16
如果上述两项中有一项改变,就成为另一工步。表1-1序号3中, 包括车外圆、倒角、切槽等几个工步。
为了提高加工效率和加工质量,用几把刀具同时加工几个表面的 工步称为复合工步,在工艺文件上可看做一个工步。
4)走刀(行程) 有些工步,由于余量较大或其他原因,需要用同一刀具对同一表 面进行多次切削,则刀具对工件每进行一次切削就是一次走刀(行程 )。走刀是工步的一部分,一个工步可包括一次或多次走刀。
2021/7/16
模具工艺规程编制
模具工艺规程编制1. 引言模具工艺规程是指对模具制造过程中所涉及的工艺、工序、工具和设备等进行详细的说明和规定的文件。
它的编制可以为模具制造过程提供明确的工艺指导,并确保模具制造过程的稳定性和可靠性。
本文档旨在介绍模具工艺规程的编制方法和内容要点。
2. 编制方法模具工艺规程的编制方法可以按照以下步骤进行:1.确定编制目的和范围:明确编制该规程的目的,例如提高模具制造效率、降低成本或保证制造质量等,并确定规程的适用范围。
2.收集资料和信息:收集相关的技术资料、工艺参数、设备说明和相关标准等信息,并进行整理和分类。
3.制定编制计划:根据所收集的资料和信息,制定编制计划,明确编制规程的时间节点和责任人。
4.组织编制工作:根据编制计划,组织相关人员进行规程的编制工作。
可以委托经验丰富的技术人员或专业团队来编制规程。
5.内容编写和审核:根据所收集的资料和信息,编写规程的内容,通过内部审核和技术评审,并进行修订和完善。
6.发布和培训:经过审核和修订后,将规程进行发布,并进行相关培训,确保相关人员了解和掌握规程的内容和要求。
7.定期检查和更新:定期对已发布的规程进行检查和评估,及时更新和修订规程,确保其与现行的技术要求和标准保持一致。
3. 内容要点模具工艺规程的内容要点可以包括以下几个方面:3.1. 材料要求对模具制造所使用的材料要求进行详细的说明,包括材料的种类、牌号、规格以及供应商等信息。
同时,还应规定材料的质量检验标准和检验方法,并明确材料的贮存要求和保管措施。
3.2. 设计要求对模具的设计要求进行详细描述,包括模具的尺寸、结构、工作原理等方面的要求。
此外,还应指定模具的工作温度、压力和寿命要求,并规定模具设计所依据的标准和规范。
3.3. 加工工艺对模具的加工工艺进行详细的描述和规定,包括模具零件的加工顺序、加工方法、加工设备和工具的使用等。
此外,还应指定加工工艺中的质量控制要求和检验方法,确保模具的加工质量。
模具制造工艺规程的编制
模具制造工艺规程的编制1. 引言模具制造工艺规程是在模具制造过程中,为了保证产品质量和生产效率,制定的一系列规范和标准。
本文档旨在介绍模具制造工艺规程的编制过程,并提供相关的范例和指导。
2. 规程编制流程模具制造工艺规程的编制流程主要包括以下几个步骤:2.1 制定编制计划首先,制定模具制造工艺规程的编制计划。
计划包括确定编制的范围、编制的时间和责任人等。
2.2 收集必要的资料在编制工艺规程之前,需要收集必要的资料。
包括产品图纸、工艺说明书、相关标准和规范等。
2.3 制定工艺流程根据收集到的资料,制定模具制造的工艺流程。
工艺流程应包括从模具设计、选材、加工、装配、调试等各个环节的详细步骤。
2.4 确定工艺参数和要求根据产品要求和工艺流程,确定模具制造过程中的各项参数和要求。
如材料的硬度要求、尺寸公差要求、加工精度要求等。
2.5 编写工艺规程文档在确定了工艺流程和参数要求之后,开始编写模具制造工艺规程文档。
文档应包括以下内容:2.5.1 标题和编号每个工艺规程应有唯一的标题和编号。
2.5.2 适用范围明确该工艺规程适用的模具类型和产品范围。
2.5.3 编制依据列出该工艺规程的编制依据,如产品图纸、标准和规范等。
2.5.4 工艺流程详细描述模具制造的工艺流程,包括各个环节的步骤、操作要点等。
2.5.5 工艺参数和要求明确模具制造过程中的各项参数和要求,如材料要求、尺寸公差要求、加工精度要求等。
2.5.6 检验方法和标准说明模具制造过程中的检验方法和标准,以保证产品质量。
2.5.7 质量控制措施介绍模具制造过程中的质量控制措施,例如加工过程中的控制点和检测点等。
2.5.8 安全注意事项提醒模具制造过程中需要注意的安全问题和事项。
2.5.9 文档修改和审批记录记录文档的修改和审批历史,以便追溯和管理。
2.6 内部审查和修订完成第一版的模具制造工艺规程后,进行内部审查和修订。
确保工艺规程的准确性和可行性。
2.7 最终审查和发布经过多次修订和内部审查后,进行最终审查。
第7讲模具机械制造工艺规程
工件安装的好坏将直接影响零件的加工精度, 而安装的快慢则影响生产率的高低。
25
1)直接找正安装 直接找正安装是用划针或百分表等直接在机
床上找正工件的位置。
特 点:
生产率低,适用于 单件、小批量生产,形 状简单的零件,对工人 技术水平要求高。
工序内容
(1)粗车大端面、大外圆,钻孔;
1
(2)调头,粗车小端面、小外圆、台阶端面, 精车小端面、小外圆、台阶端面,倒角;
(3)调头精车大端面、大外圆, 精镗孔, 倒角
2 磨小端面
3 滚齿
4 插键槽
5 检验
设备
车床
磨床 滚齿机 插床 检验台
13
●大批生产
工序号 1 2 3 4 5 6 7 8
工序内容 粗车大端面、大外圆,钻孔,内倒角 粗车小端面、小外圆、台阶端面,内倒角 拉孔 精车小端面、小外圆、台阶端面,外倒角 精车大端面、大外圆、台阶,倒角 滚齿 拉键槽 检验
生产类型
单件生产 小批生产 中批生产 大批生产 大量生产
重型机械
(W>200Kg)
中型机械
(W=200Kg)
5以下
<20
5~10
20~200
------
200~500
------
500~5000
------
>5000
注:W为零件的质量。
小型机械
(W<200Kg) <100
100~500 500~5000 5000~50000
4
3模具制造的基本工艺路线
5
4 模具的主要加工方法
❖ 机械加工 ❖ 特种加工 包括电火花成形加工、线切割加工、电解、
模具制定工艺规程的具体步骤

模具制定工艺规程的具体步骤装配工艺过程:压入导柱--装导套--压入导套--检验。
1)对零件图进行工艺分析电火花线切割加工型孔工艺过程:(1)毛坯准备(2)刨六面,将毛坯刨成六面体(3)磨上下平面及角尺面(4)钳工划线、并加工销孔和螺钉孔(5)去型孔内部废料(6)热处理(7)平磨上下两面和角尺面(8)电火花线切割加工型孔(9)将加工好的凹模进行稳定回火(10)钳工研磨销孔及凹模刃口,使使型孔达到规定的技术要求。
加工阶段划分:粗加工阶段、半精加工阶段、精加工、光整加工阶段。
/划分目的:保证加工质量、合理使用设备、便于安排热处理。
对刀点:当用夹具时常用与工件零点有固定联系尺寸的圆柱销等进行对刀,则用对刀点作起刀点。
定位:块规角尺定位法、十字划线定位法、定位板定位法。
19、记住数控程序常用的指令代码:G01G02G03G17~19G40~44G90~91万能夹具组成:正弦头、尾架、底座、十字托板(由一双相互垂直的精密丝杆螺母副组成)电极丝初始位置确定:目视法(基准面法、十字基准线法);电阻法。
D、量具的选择:单件小批量使用通用量具;大批使用量规和高生产率的专用检具。
35、电火花线切割机床组成:床身、坐标工作台、运丝机构、工作液循环系统、高频脉冲电源、数字程序控制系统。
10、零件的加工精度包括:尺寸精度、形状精度和位置精度。
1)对产品装配图和零件图的分析与工艺审查正弦精密平口钳:可用于加工平面、斜面、刚性较大的材料。
加工顺序的安排:先粗后精,先主后次,基准先行,先面后孔。
)3)工序卡片:工序加工过程所必须的工艺资料。
7)数值计算工艺方法:a、单电极平动加工法(先高效低损耗电规准进行粗加工--依次改变电规准,加大平动量--最后使用的电极加工规准小,损耗量小)。
正弦分中夹具主要组成部分:正弦头、尾架、底座。
B、夹具的选择:单件小批量生产应尽量选用通用夹具;大批量使用专用夹具。
34、线切割与成形加工相比的特点:a、不需要制专用电极,电极丝可反复使用,成本低。
模具加工工艺规程基础知识ppt课件

(4)试模和鉴定工作 模具在装配之后的试模是模 具生产的主要环节,模具设计人员、工艺人员和 其他人员通过试模中出现的问题,提出解决问题 的对策,并对模具的最终技术质量状态作出正确 的结论。
.
二、模具的机械加工工艺过程
用机械加工方法(主要是切削加工方法)直接改变毛坯的 形状、尺寸和表面质量,使其成为合格模具零件的过程, 称为模具机械加工艺过程。
1. 模具工艺过程的主要内容 (1)编制工艺文件 模具工艺文件主要包括模具
零件加工工艺规程、模具装配工艺要点或工艺规 程、原材料清单、外购件清单和外协件清单等。
.
模具工艺技术人员应在充分理解模具结构、工作 原理和要求的前提下,结合本企业冷、热加工设 备条件,本企业生产和技术状态等条件编制模具 零件加工和模具装配等工艺文件。
.
(2)生产类型 根据产品的生产纲领,模具机械加工的生产类型主要可分
为:单件生产和批量生产。 1、单件生产 生产的产品品种较多,每种产品的产量很少,同一个工作
地点的加工对象经常改变,很少重复生产。如新产品试制 用的各种模具和大型模具等都属于单件生产。 2、成批生产 产品的品种不是很多,但每一种产品均有一定的数量,同 一个工作地点的加工对象周期性地更换,这种生产称为成 批生产。如模具的标准模架、模座、导柱、导套等属于成 批生产。
(6)验收与试用 根据各类模具的验收技术条件标 准和合同规定,对模具试冲制件(冲件、塑件等) 和模具性能、工作参数等进行检查、试用,合格 后则验收。
.
模具生产过程示意图
.
二、模具工艺过程
在模具生产过程中,直接改变制件的形状、尺寸、 相互位置、性能的生产过程称为工艺过程。工艺 技术人员应该根据模具的特点和要求、模具生产 具体条件和工艺规律等编制工艺技术文件,用于 指导生产。
模具主要零件加工工艺规程

模具主要零件加工工艺规程1. 引言模具是工业生产中常用的一种设备,用于制造大批量产品。
模具的主要零件加工工艺规程涉及到模具制造中的关键过程,对于实现模具的高质量和高效率生产至关重要。
2. 模具主要零件加工工艺规程概述模具的主要零件加工工艺规程包括了材料准备、加工工艺流程、加工设备选择、加工工艺参数以及质量控制等内容。
3. 材料准备选择合适的材料对于模具的加工工艺至关重要。
常用的模具材料有钢、铝等。
在材料准备阶段,需要对材料进行质量检查和切割。
3.1 质量检查对于所采购的模具材料,需要进行质量检查,包括外观检查、材料成分分析、硬度测试等。
只有合格的材料才能被用于模具制造。
3.2 切割将材料按照设计要求进行切割,可以采用激光切割、火焰切割等方法。
切割过程中需要注意保持切割精度和避免产生切割热变形。
4. 加工工艺流程加工工艺流程决定了模具的形状和尺寸,对于模具的功能和性能有着重要影响。
加工工艺流程一般包括下面几个步骤:4.1 铣削将切割好的模具材料通过铣削工艺进行加工,以获取所需的形状和尺寸。
铣削工艺可以逐步进行,从粗加工到精加工。
通过钻孔工艺制作模具中的孔洞和螺纹等结构。
钻孔可以使用钻头和铰孔等工具进行。
4.3 攻丝在模具中加入螺纹结构需要进行攻丝。
攻丝可以使用手工攻丝或者机械攻丝。
4.4 磨削通过磨削工艺对模具进行表面处理和修整,以提高模具的光洁度和尺寸精度。
磨削可以采用手工磨削或者机械磨削。
4.5 焊接在模具的加工中,需要进行零件的组合和连接,常用的方法是采用焊接。
焊接工艺需要根据模具材料的特性选择适当的焊接材料和焊接方法。
将加工好的模具零件进行组装,形成完整的模具。
组装过程需要严格按照设计要求进行,确保模具的稳定性和可靠性。
5. 加工设备选择加工设备的选择对于模具的加工质量和效率起着重要作用。
常用的加工设备有铣床、车床、钻床、磨床等。
6. 加工工艺参数在模具加工过程中,需要设定合适的加工工艺参数,包括切削速度、进给速度、刀具选用等。
模具零件的机械加工

模具零件的机械加工模具零件的机械加工模具是制造工业产品必不可少的一种工具,其质量直接影响着产品的成本、质量和生产效率。
模具零件的机械加工对于模具的品质、精度和寿命有着重要作用。
本文将从机械加工的方法、工艺和注意事项等方面探讨模具零件的加工过程。
一、机械加工的方法1.钳工加工:钳工加工适用于对小型和简单的模具零件进行精细加工,如钳工锤打、钳工切割、切削和切齿、锉、封端、定中心等。
这种加工方法制作速度较快,对于精度和表面质量的要求较低。
2.车床加工:车床加工适用于直径较大和长度较长的模具零件,如轴类、轮类和盘类等。
车床加工分为外圆车削、内圆车削、基面车削、螺纹车削等,可实现复杂外形和高精度的加工。
3.刨床加工:刨床加工适用于制造细长、扁平或者对称的模具零件,如凸轮、凸轮轴、斜齿轮等。
刨削具有精度高、加工表面光洁度好等特点,但加工速度较慢,仅适用于需要耗费时间加工的大型模具零件。
4.铣床加工:铣床加工适用于控制形状和数量的规则零件,如齿轮、沟槽、键槽和切割轮等;同时也可用于非规则的形状和尺寸加工,如模板零件和分度头等。
铣床加工精度高,操作方便,适用于批量生产。
二、机械加工的工艺1.制定加工方案:对于每一件需要机械加工的模具零件,必须事先制定加工方案和详细的加工流程,包括技术要求、工序、工艺参数、工具和夹具的使用要求等。
2.制定切削参数:包括单刃或多刃切削、切削速度、进给量、切削深度等参数。
切削参数的合理制定不仅可保证加工质量,同时也可使刀具的寿命得到最大限度的延长。
3.选择合适的刀具和夹具:钳工切割可选用手工工具,其他加工方式都需要使用机械工具。
钳工加工可使用钳工台、铜锤等工具,车床加工可使用刀具、顶针、切削液等工具,铣床加工可使用铣刀、切削液等工具。
对于固定工件的夹具,应选用结构合理、刚性强、使用方便和可靠稳定的。
4.材料的选择和预处理:模具零件应选用优质的金属材料,在生产过程中需要做好材料预处理,包括去毛刺、修整变形、退火和正火等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本文介绍了模具零部件的机加工方法及工艺规程的制定,并以电器盒模具模芯高效数控加工工艺为例,结合自己多年的注射模具加工经验,精辟地介绍了模具零部件高效铣削加工工序的编制,希望对工程技术人员有一定的帮助和借鉴作用。
关键词:CAD/CAM模具加工工艺
一、引言
在现代模具的成形制造中,由于模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观。
随着对高速加工技术研究的不断深入,尤其在机床加工、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速加工技术已越来越多地应用于模具的制造加工。
高速加工技术对模具加工工艺产生了巨大影响,改变了传统模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程。
但是,在实践中为了提高模具的加工效率,不能一味地去追求高速加工,有时为了节约生产成本与提高生产效率,必须采用高效加工方法,使一部分加工工序在普通机床上就可高效率完成。
这样就要求设计者编制合理的模具加工工艺,以便提高模具的加工效率,降低模具的制造成本,减少模具的制造周期。
二、模具零部件的机加工方法
用机械加工方法加工模具零部件时要充分考虑零件的材料、结构形状、尺寸、精度和使用寿命等方面的不同要求,采用合理的加工方法和工艺路线。
尽可能通过加工设备来保证模具零部件的加工质量,减少钳工修配工作量,提高生产效率和降低成本。
常用机械加工方法在模具零部件加工中的应用如表1所示。
表1 常用机加工方法可能达到的粗糙度及应用
三、模具高效加工工艺规程与策略制定
1.工艺规程制定
工艺规程必须针对加工对象,结合本企业实际生产条件进行制定,技术上要先进、经济上要合理。
模具零部件加工工艺规程制定的一般步骤及所包含的基本内容如表2所示。
表2 加工工艺规程
2.数控加工工艺策略
1)粗加工
模具粗加工的主要目标是追求单位时间内的材料去除率,并为半精加工准备工件的几何轮廓。
在粗加工过程中通过利用国外先进的CAD/CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。
(1)恒定的切削载荷;
通过计算获得恒定切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡,以提高刀具寿命和加工质量;
(2)避免突然改变刀具进给方向;
(3)避免将刀具埋入工件。
如加工模具型腔时,应避免刀具垂直插入工件,而应采用倾斜下刀方式(常用倾斜角为20°~30°),最好采用螺旋式下刀以降低刀具载荷;加工模具型芯时,应尽量先从工件外部下刀然后水平切入工件;
(4)刀具切入、切出工件时应尽可能采用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出;
(5)采用攀爬式切削(Climb cutting)可降低切削热,减小刀具受力和加工硬化程度,提高加工质量。
2)半精加工
模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀,这对于工具钢模具尤为重要,因为它将影响精加工时刀具切削层面积的变化及刀具载荷的变化,从而影响切削过程的稳定性及精加工表面质量。
粗加工是基于体积模型(Volume model),精加工则是基于面模型(Su rface model)。
而以前开发的CAD/CAM系统对零件的几何描述是不连续的,由于没有描述粗加工后、精加工前加工模型的中间信息,故粗加工表面的剩余加工余量分布及最大剩余加工余量均是未知的。
因此应对半精加工策略进行优化以保证半精加工后工件表面具有均匀的剩余加工余量。
优化过程包括:粗加工后轮廓的计算、最大剩余加工余量的计算、最大允许加工余量的确定、对剩余加工余量大于最大允许加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的区域)以及半精加工时刀心轨迹的计算等。
现有的模具加工CAD/CAM软件大都具备剩余加工余量分析功能,并能根据剩余加工余量的大小及分布情况采用合理的半精加工策略。
CIMATRON软件提供清根加工(CLEAN UP)来清除粗加工后剩余加工余量较大的角落以保证后续工序均匀的加工余量。
Pro/Engineer
软件的局部铣削(Local milling)具有相似的功能,如局部铣削工序的剩余加工余量取值与粗加工相等,该工序只用一把小直径铣刀来清除粗加工未切到的角落,然后再进行半精加工;如果取局部铣削工序的剩余加工余量值作为半精加工的剩余加工余量,则该工序不仅可清除粗加工未切到的角落,还可完成半精加工。
3)精加工
模具的精加工策略取决于刀具与工件的接触点,而刀具与工件的接触点随着加工表面的曲面斜率和刀具有效半径的变化而变化。
对于由多个曲面组合而成的复杂曲面加工,应尽可能在一个工序中进行连续加工,而不是对各个曲面分别进行加工,以减少抬刀、下刀的次数。
然
而由于加工中表面斜率的变化,如果只定义加工的侧吃刀量(Step over),就可能造成在斜率不同的表面上实际步距不均匀,从而影响加工质量。
CIMATRON软件解决上述问题的方法是在定义侧吃刀量的同时,使用Clean Between Pass(清除刀间残留面积高度)来调整步距。
Pro/Engineer 软件解决上述问题的方法是在定义侧吃刀量的同时,再定义加工表面残留面积高度(Scallop machine)。
一般情况下,精加工曲面的曲率半径应大于刀具半径的1.5倍,以避免进给方向的突然转变。
在模具的精加工中,在每次切入、切出工件时,进给方向的改变应尽量采用圆弧或曲线转接,避免采用直线转接,以保持切削过程的平稳性。
四、高效加工实例
在现代化的模具生产中,随着对产品功能要求的提高,产品内部结构也变得越来越复杂,相应的模具结构也要随之复杂化。
下面阐述了在电器盒塑料模具制造中所采用的新的设计制造工艺方法路线:首先利用
Pro/ENGINEER或CIMATRON等先进的CAD/CAM软件进行产品的3D图形设计;然后根据产品的特点设计模具结构,生成模具型腔实体图和工程图;再在CIMATRON中根据模具型腔的特点绘制CNC数控加工工艺图,拟定数控加工工艺路线,输入加工参数,生成刀具路径;最后进行三维加工动态仿真,生成加工程序,并输送到数控机床进行自动加工。
在实际加工时需用内六角螺钉将四个方铁块固定于模芯上,然后再将这四个方铁块固定在机床工作台上即可。
图1 电器盒模芯图
以下就以电器盒模具动、定模芯(如图1所示,动模芯材料为P20,定模芯材料为2738,经调质处理,硬度为HRC32左右)为例,重点体说明这一加工流程。
为减少篇幅,本文假定从生成三维加工工艺模型后开始,只涉及数控铣削加工部分。
表3 动模芯数控加工工序
表4 定模芯数控加工工序
五、结束语
数控编程是目前CAD/CAPP/CAM系统中最能明显发挥效益的环节之一,其在实现设计加工自动化、提高加工精度和加工质量、缩短产品研制周期等方面发挥着重要作用。
采用CIMATRON或Pro/ENGINEER等先进软件进行三维建模,然后根据模具型腔的特点,确定模具型腔、分模面,生成模具型腔实体图、工程图、加工工艺图。
根据CAM系统的功能,从CAPP数据库获取加工过程的工艺信息,进行零部件加工工艺路线的控制,输入加工参数,然后再在CAM中编制刀具路径,进行三维加工动态仿真,生成加工程序并输送到数控机床完成自动化加工。
这些加工步骤是现代化模具生产的过程和发展趋势,它使复杂模具型芯的生产简化为单个机械零件的数控自动化生产,全部模具设计和数控加工编程过程都可以借助CAD/CAM软件在计算机上完成。
它改变了传统的模具制造手段,有效地缩短了模具制造周期,大大提高了模具的质量、精度和生产效率。