冷冲压模具及其结构
冲压模具的基本结构及工作原理
冲压模具的基本结构及工作原理冲压模具是冲压工艺中最关键的装备之一,它用于加工各种金属板材零件,具有结构简单、使用灵活、效率高等特点。
下面将详细介绍冲压模具的基本结构和工作原理。
一、冲压模具的基本结构1.上模座:上模座是支撑上模的主要部件,通常由上模板、上模座座块和上模座座架组成。
上模座上还设有工装传感器、液压缸和气动元件等。
2.下模座:下模座是支撑下模的主要部件,通常由下模板、下模座座块和下模座座架组成。
下模座上还设有工装传感器、液压缸和气动元件等。
3.顶针:顶针安装在上模座上,用于在冲压过程中形成凹槽、凸起等复杂形状的成形零件部位。
4.脱模装置:脱模装置是用来将冲压件从模具中顺利脱出的装置,常见的有弹簧式、气动式和液压式等。
5.导向装置:导向装置用于使模具上下有序地进行往复运动,保证成形零件的精度和模具的刚性。
常见的导向方式有滑块导向、直柱导向和斜柱导向等。
6.压紧装置:压紧装置用于使上下模座之间保持一定的压力,确保工件在冲压过程中的定位准确性。
7.护板:护板用于保护模具,防止模具在冲压过程中磨损或受到外力的损坏。
二、冲压模具的工作原理冲压模具是通过将金属板材装入上下模具之间,进行精确的冲击、剪切和形变等操作,将板材加工成所需形状的零件。
1.上模、下模闭合:在冲压加工前,上模和下模首先要闭合,使上下模具紧密接触,确保冲压过程中的精度和稳定性。
2.材料装夹:将待加工的金属板材置于下模上,并确保其位置准确。
3.冲击:冲击是冲压过程的核心步骤之一、通过冲压机的运动,上模快速下压,与下模座上的顶针相碰撞,对板材进行冲击,使其产生变形。
4.脱模:冲压完成后,要将零件从模具中脱出。
脱模装置可以通过弹簧、气动或液压的力量,将成形零件从模具中推出。
5.循环功能:冲压模具通常设有循环功能,即在上模闭合后,连续进行多次冲击,以提高生产效率。
6.定位准确性:模具上常设有导向装置,以保证上下模座的定位准确性。
冲压过程中,导向装置能够起到一定的阻尼作用,提高模具的刚性,保持零件的加工精度。
冷冲压模具结构与设计实例
一、制件工艺性要求
图1-2 冲裁件尺寸工艺性
一、制件工艺性要求
表1-2 钢材制件一般冲孔模可以冲压的最小孔径
表1-3 一般冲裁件剪断面的表面粗糙度值
二、制件的工艺分析
内容二 制订工艺方案及确定模具结构
一、制定冲压工艺方案 二、复合模的概念与分类 三、正装式复合模和倒装式复合模的性能比较 四、复合模工作零件的位置关系 五、复合模具的结构形式
五、复合模具的结构形式
表1-7 卸料螺钉的尺寸(单位:mm)
五、复合模具的结构形式
图1-12 刚性推件(顶件)装置 1—模柄 2—打杆 3—上模座 4—推板 5—垫板 6—连接推杆
7—拆分式卸料块 8—冲孔凸模 9—落料凹模
五、复合模具的结构形式
图1-13 复合模推件装置的工作原理 1—限位螺钉 2—打料横梁 3—打杆 4—推板 5—连接推杆 6—卸料块
一、计算零件毛坯尺寸
表1-11
二、排样与材料利用率
表1-12 低碳钢的搭边a
二、排样与材料利用率
图1-26 排样图
二、排样与材料利用率
图1-27 对排落料排样图
二、排样与材料利用率
图1-28 复合模排样图
二、排样与材料利用率
图1-29 排样图
二、排样与材料利用率
图1-30 步距与有效面积示意图
二、确定落料凹模尺寸
表1-25
表1-26 螺钉直径选用
二、确定落料凹模尺寸
图1- 41 常见凹模板固定形式
二、确定落料凹模尺寸
图1- 42 凹模轮廓尺寸示意图
二、确定落料凹模尺寸
表1-27 凹模壁厚c
二、确定落料凹模尺寸
表1-28 螺纹孔、销钉孔及刃口边的最小距离(淬火件)(单位:mm)
冷冲模冷冲压模具的结构与设计1课件

工作零件
工艺零件 定位零件
冲裁模零部件
卸料与推件零部件
结构零件 导向零件 连接与固定零件
其它零件
二、模具零件的结构与设计
1、凸模组件及其结构设计 2、凹模设计 3、定位零件 4、卸料与推件零件 5、模架
1、凸模组件及其结构设计
凸模组件:凸模、凸模固定板、垫板和防转销、 上模座、螺钉、销钉固定
倒装模凸凹模的最小壁厚: 查p.102表4-4
3、定位零件
横向定位装置:使条料由正确的送进方向
导料销、导料板及侧压装置
纵向定位装置:控制条料在冲裁中送进步距
挡料销、导正销、侧刃
定位板和定位钉
横向定位装置
导料销
导料销两个,位于条料的同侧
导料板
两导料板之间距离L=条料最大宽度+间隙值 导料板厚度H=材料厚度t或挡料销高度+(2∽8) 整体式导料板其长度和宽度与凹模板外形尺寸
缺点:模具结构复杂,材料有额外消耗,定位 精度不高。
连续模排样
连续模排样设计:
1、零件精度对排样要求:
精度要求高——尽量减少工位数 孔距公差较小——尽量同一工位冲出
2、模具结果对排样要求:
零件较大或较小但工位多——采用连续复合排样
3、模具强度对排样要求:
孔距小——分布冲 工位间凹模壁厚小——增设空工位 外形复杂——分布冲
动力由压力机传递给 模具
相关链接:动力
第一节 冲压模的分类
一、按工序组合程度分 二、按上下模导向方式分 三、按凹模位置分 四、按自动化程度分
一、按工序组合程度分
1、单工序模(简单模)
单工序模是指压力机在一次行程中只完成一道工序的冲裁模
2在、一多副模工具中序,模在模具的同一位置上能同时完成数种 工序的模具 (在压力机的一次行程中,在模具的同一位置上同时 完成A几、道连工序续的模冲(模)级进模、跳步模) 在一副模具中,材料在模具的不同位置上能同时完成各 自工(B序是、指复压合力机模在一次行程中依次在几个不同的位置上 同时完成多道工序的冲模)
冲压模具结构简介

内容提纲一.什么是冲压?二.冲压加工概述三.冲压加工的工艺特点四.模具的基本结构五.模具的基本组成部分六.各零部件的作用一.什么是冲压?冲压:通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法二.冷冲压加工概述1.冲压按工艺分类主要有两大类:a 分离(冲裁)工序b 成形工序冲裁:使产品沿一定轮廓线与材料分离来获得工件的工序成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序在实际生产过程中,常常是多种工序应用于一套模具上来满足形状较为负杂的产品其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序冷冲压加工概述冲孔折弯卷圆切舌翻孔凸包拉深三.冷冲压加工的工艺特点优点:1.冲压加工可以获得极高的生产效率2.可以得到形状比较复杂、用其它加工方法难以加工的产品,如薄壳工件等3.产品的尺寸精度与模具的精度相关;因此,尺寸较稳定、互换性较高4.材料利用率较高,冲压耗能少;单位产品的成本较低5.冲压生产操作简单,易于实现自动化和机械化6.适合于大批量的生产缺点:1.冲压模具一般比较复杂,模具加工周期较长,且成本较高2.模具加工要求较高,不易制作综上所述:在进行模具设计时,需要很强的想象力和创造力;在理论和经验方面,对设计者和加工者的要求都很高五. 模具的基本组成部分模具的基本组成部分上盖板材质:45# (不需要热处理)T=20.00mm代码:PA硬度要求:自身硬度,无特别要求主要作用:是使脱料弹簧的压力得以平衡,协调性好;将上模固定于冲床上。
加工机种:铣床、磨床材质:45# (不需要热处理)T=40.00 mm代码:UP硬度要求:自身硬度,无特别要求主要作用:放置外导套、限位柱以及卸料弹簧上模座厚度的大小与卸料弹簧的长度有直接的关系加工机种:铣床、磨床、慢走丝外导套上垫板材质:SLD T=12.000mm代码:PB硬度要求:HRC58~62 (需深冷处理)主要作用:承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷或变形。
冷冲压模具的基本结构
冷冲压模具的基本结构冷冲压模具是一种用于金属冷加工的工具,它的基本结构包括模架、上模、下模、顶针和导柱等部分。
一、模架模架是冷冲压模具的主要支撑部分,通常由上座板、下座板、立柱和横梁等组成。
上座板和下座板分别固定在冲床的上、下工作台上,起到支撑模具和工件的作用。
立柱和横梁则连接上座板和下座板,使模具具有足够的刚性和稳定性。
二、上模上模是冷冲压模具中的一部分,也称为凸模。
它通常由模座、模块和模板等组成。
模座用于固定上模到模架上,模块则是上模的主要工作部分,其上有可更换的模板,用于冷冲压工序。
上模的设计和制造要考虑到模具使用过程中的载荷、摩擦和磨损等因素。
三、下模下模是冷冲压模具中的另一部分,也称为凹模。
它通常由模座、模块和模板等组成。
模座用于固定下模到模架上,模块则是下模的主要工作部分,其上有可更换的模板,用于冷冲压工序。
下模的设计和制造也需要考虑到模具使用过程中的载荷、摩擦和磨损等因素。
四、顶针顶针是冷冲压模具中的一个重要组成部分,通常由顶针座和顶针杆组成。
顶针座用于固定顶针杆到模架上,顶针杆则是顶针的工作部分,用于在冷冲压过程中对工件进行定位和成形。
顶针的设计和制造要考虑到模具使用过程中的载荷、精度和耐磨性等要求。
五、导柱导柱是冷冲压模具中的重要组成部分,用于引导模具在冷冲压过程中的上下运动。
导柱通常由导柱座和导柱柱体组成,导柱座用于固定导柱到模架上,导柱柱体则起到支撑和引导的作用。
导柱的设计和制造要考虑到导向精度、耐磨性和稳定性等因素。
冷冲压模具的基本结构就是由模架、上模、下模、顶针和导柱等部分组成。
模架起到支撑和固定模具的作用,上模和下模是冷冲压工序中的工作部分,顶针用于定位和成形工件,导柱则用于引导模具的上下运动。
这些组成部分相互配合,共同完成冷冲压加工的任务。
在设计和制造冷冲压模具时,需要考虑到各部分的功能和使用要求,以确保模具的性能和寿命。
同时,在使用过程中还需要进行定期的维护和保养,以延长模具的使用寿命和保证加工质量。
第二节 冷冲模分类及工作过程

第二节冷冲模基本结构及工作过程一、冷冲模分类模具可分为冷冲模和型腔模两大类。
冷冲模,又称冷冲压模具,五金模等,是指装在各种压力机上,使材料发生分离或变形的模型或工具。
它以其特定的形状,通过一定的方式使原材料成型,如图1-3a所示为生产某一冲压产品的模具。
冷冲模是冷冲压加工的模具。
型腔模是指利用材料塑性或液态流动,填充型腔而制成零件的模具,它具有与成形零件外表面相同的型腔。
塑料制品、低熔点合金制品等主要靠型腔模加工,如图1-3b所示为某一塑件的注塑模具结构。
本书仅介绍冷冲压工艺及冷冲模具结构及设计。
a) b)图1-3 冷冲模和型模a)冷冲级进模 b)型模冷冲模的结构形式很多,通常按如下几种方式分类:(1)按工序性质分类可分为落料模、冲孔模、弯曲模、拉深模等;(2)按工序组合方式分类,可分单工序模、级进模和复合模三种基本组合结构形式;单工序模俗称简单模,即在压力机的一次行程中只能完成一道工序的模具。
如冲孔、落料、弯曲、拉深等。
它可以是由一个凸模和一个凹模组成,也可是多个凸模和凹模洞口组成。
级进模(俗称连续模,也称跳步模),即在压力机一次行程中,在模具的不同位置上同时完成数道冲压工序的模具。
级进模所完成的同一零件的不同冲压工序是按一定顺序、相隔一定步距排列在模具的送料方向上的,压力机一次行程得到一个或数个冲压件。
复合模,即在压力机的一次行程中,在一副模具同一位置上完成数道冲压工序的模具。
压力机一次行程一般得到一个冲压件。
(3)按上、下模的导向方式分类可分为无导向的敞开模和有导向的导板模、导柱模。
(4)按凸、凹模的材料分类可分为硬质合金冲模、钢皮冲模、锌基合金冲模、聚氨脂冲模等;(5)按凸、凹模的结构和布置方法分类可分为整体模和镶拼模;正装模和倒装模;正装模是指凹模在下模的结构,倒装模是指凹模在上模的结构.(6)按自动化程度分类可分为手工操作模、半自动模、自动模。
分类的方法还很多,上述的各种分类方法从不同的角度反映了模具结构的不同特点。
冷冲压工艺与模具设计

多工位级进模是一种高效率的冲模,可在一 副模具上完成多个工件的加工。设计时需考 虑工件的排列方式、送料方式、定位精度等 因素,确保生产效率和产品质量。
典型复合模和多工位级进模结构分析
典型复合模结构分析
以落料、冲孔复合模为例,其结构包括上模 、下模和导柱导套等部分。上模装有冲孔凸 模和落料凹模,下模装有卸料板、导料板和 定位销等。工作时,上模下行完成冲孔和落 料工序,废料从卸料板排出。
冷冲压工艺与模具设计
contents
目录
• 冷冲压工艺概述 • 冷冲压模具设计基础 • 冲裁工艺与模具设计 • 弯曲工艺与模具设计 • 拉深工艺与模具设计 • 其他冷冲压工艺与模具设计
01 冷冲压工艺概述
冷冲压定义及特点
冷冲压定义
冷冲压是在常温下利用冲模在压力机 上对材料施加压力,使其产生分离或 变形,从而获得一定形状、尺寸和性 能的产品零件的加工方法。
工序的冲裁模。生产效率高,但结构复杂,制造难度较大,适用于形状
复杂、精度要求高的零件生产。
Байду номын сангаас
04 弯曲工艺与模具设计
弯曲变形过程分析
01
02
03
弹性变形阶段
凸模开始接触坯料并下压, 坯料发生弹性压缩和弯曲。
塑性变形阶段
随着凸模继续下压,坯料 产生塑性变形,弯曲程度 逐渐增大。
校正阶段
弯曲变形完成后,凸模回 程,弯曲件在弹性恢复作 用下得到校正。
复合式拉深模
03
结合多种模具结构的特点,实现多工位连续拉深,提高生产效
率和产品质量。
06 其他冷冲压工艺与模具设 计
成形工艺原理及分类
成形工艺原理
冷冲压成形工艺是利用模具使金属板 材在室温下产生塑性变形,从而获得 所需形状、尺寸和性能的零件的加工 方法。
冲压工艺基本知识介绍

冲压常见缺陷及产生原因:
❖ 三、翻边
❖ 缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂 等。
❖ (1)翻边不垂直→凸凹模间隙过大 ❖ (2)翻边高度不一致→凸凹模间隙不均匀;定位不准;落料
件尺寸不准 ❖ (3)翻边拉毛→刃口有伤痕;零件表面有杂质;刃口硬度太
低 ❖ (4)翻边裂→修边时毛刺大;凸凹模间隙太小;翻边处形状
返回↑
实例:
返回↑
冲压常见缺陷及产生原因:
❖ 一、落料冲孔(修边)
❖ 缺陷:毛刺过大、变形、表面划伤、尺寸不符、少孔等。 ❖ (1)毛刺过大→凸凹模间隙过大或过小;刃口磨损;导向精
度差;凸凹模位置不同心等 ❖ (2)变形→孔距太小;压料板与凹模型面配合不好;间隙过
大等 ❖ (3)表面划伤→操作时有拖、拉等现象;板料在剪切过程中
→图例
冲裁(冲孔)模典型结构:
1↑ 6↑
: 凸模 是冲模中起直接形成冲件作用的凸形工作零件,即以
外型为工作表面的零件。
返回↑
: 凹模 是冲模中起直接形成冲件作用的凹形工作零件,即以
内型为工作表面的零件。
返回↑
定位零件:
返回↑
压料卸料零件:
返回↑
导向零件:
返回↑
支持零件:
返回↑
紧固零件:
返回↑
模具的组成 :
❖ 1、工作零件:包括凸模和凹模等零件。 ❖ 2、定位零件:主要包括导正销、定位销、侧刃、导
料板、托料销等零件。 ❖ 3、压料、卸料、顶料零件:主要包括卸料板、压边
圈、顶料器、气动顶料装置等零件。 ❖ 4、导向零件:包括导柱、导套、导板等零件。 ❖ 5、支持零件:包括上、下模板和凸凹模固定板等零
压力机上的冲模对材料施加压力,使其产生分离或塑性变 形,从而获得所需要零件的一种压力加工方法。
冲压模具零件分类

冲压模具零件分类冲压模具是一种用于冷冲压工艺的工具,用于将金属板材进行变形或切割。
冲压模具零件是构成冲压模具的各个部件,根据其功能和结构特点,可以将冲压模具零件分为以下几类。
一、模具座部分模具座是冲压模具的基础部分,主要承受冲床上模具的重量和冲压力。
它由上座、下座和连接螺栓组成。
上座用于固定上模,下座用于固定下模。
连接螺栓用于连接上座和下座,使整个模具座形成一个整体。
二、导向部分导向部分主要用于确保上模和下模的定位和导向,以保证模具的准确性和稳定性。
导向部分包括导柱、导套和导向销。
导柱和导套通常采用配对设计,以确保上模和下模的准确对位。
导向销则用于固定导柱和导套,以增加模具的稳定性。
三、顶针部分顶针部分用于在冲压过程中对金属板材进行定位、支撑和顶出。
顶针部分包括顶针座、顶针、弹簧和导套。
顶针座用于固定顶针,顶针则用于对金属板材进行顶出。
弹簧用于提供顶针的弹性支撑力,以保证顶针的顶出效果。
导套用于引导顶针的运动轨迹,增加模具的稳定性。
四、切削部分切削部分主要用于对金属板材进行切割和成形。
切削部分包括切削模块、切削刃和切削孔。
切削模块是切削部分的主体部分,它由上切削模和下切削模组成,用于对金属板材进行切割。
切削刃是切削模块的工作面,具有尖锐的切削边缘,用于切削金属板材。
切削孔是切削模块上的孔洞,用于引导切削刃的运动轨迹,确保切削的准确性。
五、成形部分成形部分用于将金属板材进行冲压成形,以获得所需的形状和尺寸。
成形部分包括成形模块、成形凹模和成形凸模。
成形模块是成形部分的主体部分,它由上成形模和下成形模组成,用于对金属板材进行冲压成形。
成形凹模是成形模块的工作面,具有所需的形状和尺寸,用于将金属板材压制成相应的形状。
成形凸模是成形凹模的配合模块,用于增加对金属板材的压制力,以确保成形的准确性。
冲压模具零件的分类主要是根据其功能和结构特点进行的,不同的零件在冲压过程中扮演着不同的角色。
了解和掌握冲压模具零件的分类和功能,有助于提高冲压模具的设计和制造技术,提高冲压工艺的效率和质量。
冲压模具结构基础知识
冲压模具结构基础知识一.冲压概述1. 沖压原理:是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
(冲压简单的定义是利用冲模对金属板料进行加工以得到所需要的零件形狀和尺寸.)2. 沖压模具:冲压模具,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
3. 沖压模具加工的特点:A: 可沖制出各种形狀复杂、精度一致的制件,且可以保证互換性;B: 操作简便,易实现自动化,生产效率高;C: 节约能源,制造成本低;D: 冲压件表面质量好;E: 适用于大批量生产。
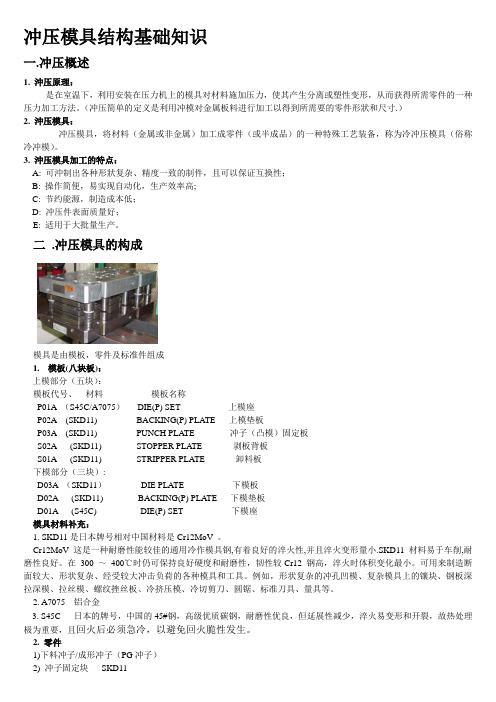
二.冲压模具的构成模具是由模板,零件及标准件组成1.模板(八块板):上模部分(五块):模板代号、材料模板名称P01A (S45C/A7075)DIE(P) SET 上模座P02A (SKD11) BACKING(P) PLATE 上模垫板P03A (SKD11) PUNCH PLATE 冲子(凸模)固定板S02A (SKD11) STOPPER PLATE 剥板背板S01A (SKD11) STRIPPER PLATE 卸料板下模部分(三块):D03A (SKD11)DIE PLATE 下模板D02A (SKD11) BACKING(P) PLATE 下模垫板D01A (S45C) DIE(P) SET 下模座模具材料补充:1. SKD11是日本牌号相对中国材料是Cr12MoV 。
Cr12MoV 这是一种耐磨性能较佳的通用冷作模具钢,有着良好的淬火性,并且淬火变形量小.SKD11材料易于车削,耐磨性良好。
在300 ~400℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模、复杂模具上的镶块、钢板深拉深模、拉丝模、螺纹挫丝板、冷挤压模、冷切剪刀、圆锯、标准刀具、量具等。
冷冲压模具及结构.ppt

亚 奇 拉 科 技 (苏州) 有 限 公 司
四、冷冲压的模具类型
1.单工程模
在冲压的一次行程过程中,只能完成一个冲压工序 的模具。
单工程模-适合冲制外形尺寸较大,形状简单、复杂(复杂 的工件可分多套模具)的工件。
2020/3/25
冲压模具
17
亚 奇 拉 科 技 (苏州) 有 限 公 司
四、冷冲压的模具类型
三、冷冲压的基本工序
1.分离工序
指冲压过程中使冲压件与板料沿一定的轮廓 相互分离的工序。
2020/3/25
冲压模具
10
亚 奇 拉 科 技 (苏州) 有 限 公 司
三、冷冲压的基本工序
1.分离工序
分离基本工艺:冲孔、落料、切断、切口、切边、剖切、整 修等。
冲孔、落料
冲孔、剖切
2020/3/25
冲压模具
2020/3/25
冲压模具
7
亚 奇 拉 科 技 (苏州) 有 限 公 司
二、冷冲压模具的发展与应用
2.冷冲压模具的发展:
随着工业产品质量的不断提高,冲压产品生产正呈现多 品种、少批量,复杂、大型、精密,更新换代速度快的变化 特点,冲压模具正向高效、精密、长寿命、大型化方向发展。 为适应市场变化,随着计算机技术和制造技术的迅速发展, 冲压模具设计与制造技术正由手工、依靠人工经验和常规机 械加工技术向以计算机辅助设计(CAD)、数控切削加工、 数控电加工为核心的计算机辅助设计与制造(CAD/CAM) 技术转变
2020/3/25
冲压模具
5
亚 奇 拉 科 技 (苏州) 有 限 公 司
一、冷冲压的概念 4.冷冲压的特性:
1.冲压生产率高和 材料利用率高;
2.生产的制件精度 高、复杂程度高、 一致性高;
冷冲压加工工艺简介

3.3拉深工艺
• 拉深件材料的变形程度, 即拉深件高度与材料的 性质和厚度、工件的大 小和形状、模具的结构 尺寸参数、间隙、拉深 速度、润滑及模工作部 位的光洁度等诸多原因 有关,往往无法一次拉 深完成工件的形状要求, 需通过多次拉深方可完 成,且每次拉深均比后 一工序拉深多5%的面积。
4.冷挤压
模具制造精度现状和发展方向
• 模具发展方向:结构上多工位连续模,高 精度、长寿命,结构件标准化,在使用上 朝只备件、无备模方向,在模具加工手段 上广泛采用CAD,CAE,CAM,由平面向 立体三维加工发展。所用冲压设备方面: 高速冲床、多功能冲压中心。
模具制造现状
• 模具制造精度:尺寸精度(外表面)<3μm,(内 表面)<5μm • 定 位 精 度 : ( 外 表 面 ) <5μmm ; ( 内 表 面 ) <10μm • 模具的工位数大于100工位。 • 模具寿命方面,合金工具钢:国产模具钢>100万 次;进口模具钢>800万次 • 钢结硬制合金:(国产)1000万次;进口8000 万次
材料弯曲带变形应力和结果
• 由于材料弯曲的应力性质 不同和受应力作用,从而 产生了材料弯曲带横剖面 的畸变,此变化对于窄板 b<3t尤其明显, • 在宽板料弯曲时由于横向 变形阻力较大,其断面的 形状变化不大,由此可知 窄板和宽板弯曲时的应力 是不同的,获得的尺寸也 不相同。
2.2 展开长度计算:
冲裁的;变形发生的 塑性阶段;最终材料 分离剪裂强度阶段。 整个过程可分为三个 阶段。
1.2 间隙
• 冲裁凸模的横断面,一般都小于凹模孔,凸模和 凹模间有适当的空隙,即间隙。 • 间隙值的大小直接影响冲裁表面质量状况。 • 选择适当的间隙可以使凸模,凹模刀口处产生的 上下裂纹正好重合,获得良好切口断面的零件。 • 间隙过小或过大裂纹都不能正好重合,间隙过 小时产生由上下裂纹保卫的部分,即在刀口处产 生二次剪切面(挤压)间隙过大,断裂面倾斜度 变大。
2.垫片级进冲裁模结构_冷冲压工艺与模具结构_[共5页]
![2.垫片级进冲裁模结构_冷冲压工艺与模具结构_[共5页]](https://img.taocdn.com/s3/m/81f63f5602d276a201292e99.png)
冷冲压工艺与模具结构54 2.垫片级进冲裁模结构级进模因为在一副模具中的不同位置完成一个制件的两个或两个以上工序,工位数较多,因而用级进模冲制零件,必须解决条料或带料的准确定位问题,才可能保证冲压件的质量。
根据定位装置的特征,级进模定位主要有挡料销加导正销定距结构和侧刃定距结构。
(1)工作零件垫片级进模因为是一副模具中要完成两个工序,因此工作零件有两组凸模、凹模。
冲孔工序:冲孔凸模、冲孔凹模落料工序:落料凸模、落料凹模冲孔凸模和落料凸模用凸模固定板组合成一体在上模;冲孔凹模和落料凹模做成整体式凹模。
级进模从结构上看类似于单工序冲多孔模,但有本质区别:单工序冲多孔模虽然有多个凸模,但只是一个工序性质的凸模,而级进模中的多个凸模所完成的工序性质是不一样的。
(2)定位装置单工序落料模一次送料就可以完成本工序的所有工作,和下一次送料所完成的工作没有多大关系,条料在送料过程中,送进方向和送进距离有误差但影响不大。
而在级进模中,前一个工位完成了一个工序,还需要送料到下一个工位完成下一个工序,送料误差将会直接影响到制件的位置精度。
因此,级进模对定位装置的要求比单工序模定位要求高。
①送进方向定位为保证有足够的导向长度级,进模条料送进方向定位(简称送进导向)通常用导料板,如图4-4所示。
导料板又称侧面导板,由两块长条矩形板组成,用螺钉、销钉固定在凹模顶面的两侧(如图4-5(a)所示),或与固定卸料板做成整体结构(如图4-5(b)所示),常用在级进模上,起着引导条料前进和侧面定位的作用。
导料板可以做成2个分离的,也可以和卸料板做成一个整体,如图4-5(b)所示;要求更高的可以增加侧压装置,如图4-5(c)所示。
图4-4 送进导向形式(a)分离式导料板(b)整体式导料板(c)侧压装置图4-5 送进导向定位装置②送进距离定位条料一次送进的距离称为步距,控制条料一次送进的距离称为送料定距,如图4-6所示。