粉末综合性质表征在质量源于设计(QbD)中的应用
ICHQ1指导下的药品质量控制策略
ICH Q1指导下的药品质量控制策略在ICH Q1指导下,我们的药品质量控制策略得到了全面提升。
ICH Q1是指国际协调会议质量指导原则,它为药品研发、生产和质量保证提供了一套全球通用的标准。
通过遵循ICH Q1指导,我们能够确保药品质量达到国际一流水平,为患者提供更加安全、有效和可靠的药品。
在药品研发阶段,我们采用了ICH Q1指导下的质量源于设计(QbD)理念。
QbD是一种以药品质量为目标,从药品设计开始的全面质量控制策略。
通过充分了解药品的性质和需求,我们能够提前预见可能影响药品质量的因素,并采取相应措施进行控制。
例如,在开发一个新的药物制剂时,我们会对其处方、工艺和生产过程进行严格的设计和优化,确保药品在不同环境条件下都能保持稳定性和有效性。
在药品生产阶段,我们严格遵循ICH Q1指导下的生产质量管理规范(GMP)。
GMP是一套旨在确保药品生产过程始终处于良好控制状态的制度和要求。
我们建立了完善的生产流程和操作规程,并对生产人员进行严格的培训和监督,确保他们能够熟练、规范地操作设备,并准确无误地完成生产任务。
同时,我们还对生产过程中的关键环节进行严格的监控和记录,以确保药品质量的稳定性。
在药品质量保证方面,我们按照ICH Q1指导建立了全面的质量管理体系。
该体系包括质量计划、质量控制、质量保证和质量改进等方面。
我们制定了详细的质量标准和检验方法,并对供应商进行严格的评估和审计,确保原辅材料和包装材料的安全性和合规性。
同时,我们还定期对生产过程中的各个环节进行审计和调查,查找可能存在的问题,并采取措施进行改进。
在药品质量控制方面,我们采用了ICH Q1指导下的分析方法验证和转移策略。
分析方法验证是指通过对分析方法的全面评估,确保其在预定范围内准确、可靠和可重复地检测药品中的关键质量指标。
在实际操作中,我们会对分析方法进行严格的验证,包括方法灵敏度、线性、范围、精密度和回收率等方面。
同时,我们还建立了方法转移的规程和指导,确保在不同实验室和生产场所能够准确地应用和执行相同的分析方法。
质量源于设计(QbD)中文版
第一章:质量源于设计:基本概念概述1.1简介质量源于设计(QbD)的前提是药品的质量应基于对生物学或作用机理(MOA)和分子的安全性的理解。
然后应开发制造工艺以满足分子所需的质量属性,因此产品质量的“设计”概念与“测试”产品质量。
虽然在制造后测试产品质量是质量控制的基本要素,但应进行测试以确认所需的产品属性,而不是简单地揭示制造过程的结果。
ICH Q8指南概述了QbD的一些方面。
该指南明确规定质量不能进入产品; 也就是说,质量应该通过设计来建立。
虽然设计复杂的生物分子(如单克隆抗体)的任务可能看起来令人生畏,但过去大约30年的生物技术行业历史所获得的经验为QbD倡议奠定了基础。
该行业在识别和选择可行的候选药物,开发高生产力细胞培养过程,设计产生高纯度产品的纯化过程以及分析复杂生物分子的异质性方面已经走了很长的路。
由于所有这些活动都是QbD的基石,QbD的概念实际上已经实践了近几年,并反过来导致高效生物制药的发展和强大的制造工艺。
ICH Q8指南的发布是试图将QbD计划正式化,并根据制造商对分子和制造工艺的复杂知识实现制造灵活性。
获得分子的复杂知识以及制造过程以及由此产生的制造灵活性(QbD计划的最终目标)的概念需要了解QbD的各种要素。
QbD的两个关键组成部分:1. 理解分子的关键质量属性(CQAs)。
这些是分子的属性,可能会影响其安全性和有效性;2. 该过程的设计空间定义为过程输入范围,有助于确保所需产品质量的输出。
本章和本书的其他部分将进一步讨论这些组件的概述。
1.2 关键的质量属性QbD的出发点是对分子本身的良好理解。
由于可以发生并且已经普遍观察到的各种翻译后修饰,生物分子是非常不同的。
这些修饰来自糖基化,氧化,脱酰胺,不稳定位点的切割,聚集和磷酸化,仅举几例。
由于许多这些修饰可能影响分子的安全性和功效,因此定义适当的分子CQA是生物制药开发周期的重要起点。
尽管对CQA的理解是在产品的生命周期中形成的,但在分子发展的早期阶段去理解CQA显然也是可取的。
质量源于设计:药品监督新理念

质量源于设计与中药质量控制近年来,国际上药品质量管理的理念也在不断发生变化,从“药品质量是通过检验来控制的”到“药品质量是通过生产过程控制来实现的”,进而又到“药品质量是通过良好的设计而生产出来的”﹝即“质量源于设计”(QbD)﹞理念。
这就意味着药品从研发开始就要考虑最终产品的质量。
在配方设计、工艺路线确定、工艺参数选择、物料控制等各个方面都要进行深入研究,积累翔实的数据,并依此确定最佳的产品配方和生产工艺。
根据这种理念上的改变,就要求药品质量监管的控制点要逐渐前移,从过去单纯依赖终产品检验,到对生产过程的控制,再到产品的设计和研究阶段的控制。
简单讲,就是从源头上强化注册监管,确保药品质量和安全。
1.“药品质量是通过检验来控制的”,即“检验控制质量”模式,是指在生产工艺固定的前提下,按其质量标准进行检验,合格后放行出厂。
劣势主要体现在两个方面:其一,检验仅是一种事后的行为。
一旦产品检验不合格,虽说可以避免劣质产品流入市场,但毕竟会给企业造成较大的损失;其二,每批药品的数量较大,检验时只能按比例抽取一定数量的样品,当药品的质量不均一时,受检样品的质量并不能完全反映整批药品的质量。
2.“药品质量是通过生产过程控制来实现的”,即“生产控制质量”模式,是将药品质量控制的支撑点前移,结合生产环节来综合控制药品的质量。
这一模式的关键是首先要保证药品的生产严格按照经过验证的工艺进行,然后再通过终产品的质量检验,能较好的控制药品的质量。
这一模式抓住了影响药品质量的关键环节,综合控制药品的质量,比单纯依靠终产品检验的“检验控制质量”模式有了较大的进步。
但是,“生产控制质量”模式并不能解决所有的问题,其不足之处在于,如果药品的研发阶段,该药品的生产工艺并没有经过充分的优化、筛选、验证,那么即使严格按照工艺生产,仍不能保证所生产药品的质量。
3.“药品质量是通过良好的设计而生产出来的”,即“设计控制质量”模式,是将药品质量控制的支撑点更进一步前移至药品的设计与研发阶段,消除因药品及其生产工艺设计不合理而可能对产品质量带来的不利影响。
质量源于设计(QbD)在布洛芬软胶囊干燥工艺研究中的应用

摘要布洛芬作为一种解热镇痛抗炎药广泛应用于临床,已有多种剂型上市,其中软胶囊剂由于生物利用度高、外形美观、携带方便等诸多优点,在市场上受到热烈欢迎。
但在软胶囊的干燥过程中,存在着变形、瘪丸、粘连、破裂、析晶、溶出迟缓等问题,严重影响了产品的生产和质量。
因此研究干燥工艺对产品质量的影响对提高产品质量、指导生产具有重要的实用价值。
本文旨在应用QbD的理念来研究布洛芬软胶囊的干燥工艺,找出所有可能对产品质量造成影响的干燥工艺参数,对其进行控制,从而降低干燥工艺对产品质量影响的风险。
在研究过程中,首先对参照药品进行了分析,确定了仿制药布洛芬软胶囊的目标产品质量概况(QTPP),对关键质量属性(CQAs)进行了评估,指出了可能受干燥工艺影响的关键质量属性,即囊壳水分和药液水分,并将其作为干燥工艺研究的重要评估标准。
然后,通过对现有几种干燥技术的分析,结合车间现有设备,优选了一种较为成熟可控的干燥工艺流程,即在干燥室内通风干燥。
随后,初步评估了干燥工艺参数对产品关键质量属性(CQAs)影响的风险。
认为隧道湿度和隧道风速对产品质量的影响风险最高,转笼湿度、转笼风速、装料水平和转动时间对产品质量的影响风险为中度,这些参数需要进行进一步风险评估,以降低干燥工艺对产品质量影响的风险。
其它工艺参数对产品质量的影响为低风险。
最后,通过试验设计(DOE)进一步确定了关键工艺参数(CPPs)及最佳干燥工艺,并对结果进行验证,最终根据这些研究内容建立了干燥工艺的控制策略,从而使风险降低。
本文研究表明,QbD建立在对产品及工艺的充分理解之上,通过风险评估与控制,将质量赋予设计之中。
本文采用QbD理念研究布洛芬软胶囊的干燥工艺,得到了科学、可行、可控的控制策略,保证了产品质量。
关键词:干燥工艺;QbD;CQAs;DOE;控制策略Application of Quality by Design Principles for the Study of Drying Processin Ibuprofen Soft CapsulesAbstractIbuprofen as an antipyretic- analgesic and anti-inflammatory drugs is widely used in clinic. A variety of dosage forms have come into the market, where soft capsule receive a warm welcome for high bioavailability, attractive appearance, portability and other advantages. But in the drying process of soft capsules, the existence of deformation, gravure pill, adhesion, rupture, crystallization and slow dissolution, have seriously affected the manufacturing and quality of product. So it’s necessary to study the drying process to improve quality of product and manufacturing.This paper aims at studying the drying process of Ibuprofen soft capsules using quality by design (QbD) principles and identifying all key drying process parameters which may affect product quality. Controlling these parameters will reduce the risk of drying process that has impact on product quality.In the course of the study, first, analysis of the reference list drug was performed and the quality target product profile (QTPP) for the ANDA product was determined. The critical quality attributes (CQAs) were evaluated and the CQAs which may be affected by drying process are identified, i.e. shell moisture and fill moisture. These two CQAs were evaluated in the drying process study. Then, based on the analysis of several existing drying technology and combined with the existing workshop equipment, we established a controllable drying process, namely ventilation for drying in the drying room. After that, a preliminary assessment of the risk of process parameters impact on CQAs was conducted. The risk of tunnel humidity and tunnel wind speed impact on the product quality was unacceptable, further research is needed to reduce the risk. The risks of impact of tumble humidity, tumble wind speed, fill level and rotation timet on the product quality were acceptable. Continuous improvement of risk levels is needed. The risk of impact of other process parameters on the product quality was considered extremely low and no furtherresearch is need. Finally, the critical process parameters (CPPs) and optimum drying process were further determined through design of experiments (DOE) and the results were verified. Control strategy of drying process was established based on these studies. This study used QbD principle to understand product and process, and through risk assessment and risk control to ensure the quality of product is considered in the design. This paper concluded that the drying process of Ibuprofen soft capsules is a critical process that needs proper control. Scientifically based, feasible and controllable control strategy was established to ensure the quality of product.Keywords:Drying process, QbD, CQAs, DOE, Control strategy目录第1章前言 (1)第2章文献综述 (4)2.1 软胶囊特点 (4)2.2 软胶囊含水量对软胶囊质量的影响 (6)2.3 软胶囊在干燥过程中存在的主要问题 (6)2.4 软胶囊干燥过程的理论研究 (7)2.5 软胶囊干燥技术应用现状 (8)2.6 QbD的应用 (10)2.7 总结 (12)第3章研究方法与结果 (13)3.1 参照药品分析 (13)3.2 仿制药药品的目标产品的质量概况 (14)3.3 干燥工艺流程的确定 (16)3.4 影响CQAs的干燥工艺参数的初始风险评估 (18)3.5 通过试验设计(DOE)确定关键工艺参数(CPPs)及最佳干燥工艺 (19)3.6 控制策略 (25)第4章小结与讨论 (26)4.1小结 (26)4.2讨论 (26)参考文献 (29)附录 (30)第1章前言软胶囊剂系指将油状药物、药物溶液或药物混悬液、糊状物甚至药物粉末,采用压制法或滴制法使之密封于球形、椭圆形、长柱形或其他形状的软质囊材中制成的制剂,具有口感好、能掩盖药物的不良嗅味、提高药物稳定性、相对用药剂量准确、生物利用度高、外形美观、携带安全及使用方便等诸多优点,在医药领域、保健食品和化妆品等领域有着广泛的应用。
QbD理念在药品质量控制中的应用

1QbD 的概念QbD 源于英文quality by design 的缩写[1,2]。
在美国,QbD 是cGMP 的最基本成分,是正确的、基于风险的、充分的、积极的新药开发途径[3]。
QbD 的理念是通过实验设计(DOE),找出影响质量的关键属性参数,建立设计空间(DesignSpace)[4]。
通过科学的验证,对设计空间不断进行改进,最终建立稳健的控制空间[5]。
近些年,随着人力及物料成本的不断上升[6,7],导致药品成本不断提高,药品安全事件层出不穷[8-10]。
QbD 理念的实施,对于提高中国药品的研发水平及药品的质量有很大的帮助[11-13]。
2QBD 理念的变迁过程质量的概念经历过三个阶段,QbT (质量源于检验)、QbP(质量源于生产)、QbD(质量源于设计)。
在QbT 理念时期,在药品生产过程中,人们认为产品质量的好坏是由检验决定的,但是检验仅仅是一种事后行为,并且检验抽取的仅是个别样品,并不足以代表所有样品。
而在药品研发过程中,杂质的控制更多也只是依靠检验,并没有将精力更多的投入到处方工艺的筛选及验证中。
同样,药品分析方法的验证多数是在分析方法已经开发完成后,即方法后期对其验证,此时验证,仅仅只能考察单因素对分析方法的影响,而多个因素的交互作用则完全不被考察,因此,在面对多个变量时,分析方法的稳健性不足以被保证。
在QbP 理念时期,人们意识到检验结果不能完全代表产品的好坏,唯有稳定的生产工艺才是产品质量的保证。
但是若处方在开发阶段就没有经历科学的筛选,充分的优化以及严格的验证,在药品生产过程中仍不足以应对所有变数。
不能完全保证生产出合格的产品。
而在QbD 理念阶段,人们已经意识到,产品的质量控制点应前移至产品开发阶段,在开发阶段找出影响产品质量的关键参数并且充分验证,可以保证应对未来发生的风险,在源头对产品质量进行控制。
而分析方法的开发同样如此,将控制放在方法初期,在初期就对关键质量参数进行筛选和验证,从而保证开发出稳健的分析方法。
QbD理念及在制药工程中的实施

FMEA, HAZOP FMEA, HAZOP, What-If KT, What-If
KT
对现有工艺的修改
KT
园区及共用工程的总体规划
GAMP 5, SLIA, CLIA
KT
PHARMACEUTICALS : BIOTECHNOLOGY : HEALTHCARE
基于费用之上的利益
利益 • 安全性,高效性,有效性 • 价值链质量控制 • 可靠性/公众诚信 费用 • 硬件费用 • 安装费用 • 文件及培训费用 • 实施费用 价值(费用之上的利益) • 最终产品使用者的价值 • 公司的观点 • 工业界的观点 孰应承担费用?他们是否愿意承担费用?
之得益
注重
风险评估
注重风险评估
安全 质量 验证 经济
项目阶段
What-If KT, What-If GAMP 5, SLIA, CLIA GAMP 5, SLIA, CLIA GAMP 5, SLIA, CLIA KT
概念及前期设计
详细设计(工艺及仪表图) 详细设计(工艺及仪表图)
FMEA, HAZOP FMEA, HAZOP, What-If What-If
• 以助基于风险的审批决定和闯新 • 用合适的手段进行风险认知,管理,及控制
以工艺检测仪表现场测量及控制物质的物理与化学属性,以达到现 时报告的目的.
在产品周期内,提高对该产品知识及其工艺开发知识的利用
一设计,分析,控制生产的体系.该体系通过现场测量原材料,生 产中物料,及其工艺流程的关键质量和性能,而达到保证最终产品 质量的目的.
概述影响产品质量的 资料
医药质量体系 (ICH 10) 质量风险管理 (ICH 9)
设计空间及 设计空间及质量源于 设计的理念 设计的理念
质量源于设计(QbD)在药物分析方法开发中的应用研究进展

质量源于设计(QbD)在药物分析方法开发中的应用研究进展发布时间:2021-09-22T08:26:58.575Z 来源:《医师在线》2021年5月10期作者:赵静苗娟张函[导读]赵静1 苗娟2 张函3(1无锡积大制药有限公司;2兴和制药(中国)有限公司;3扬子江药业集团江苏紫龙药业有限公司)摘要:质量源于设计(quality by design,QbD)是一种始于预先定义的目标,采用科学和风险管理的方法来增加对产品和过程的理解并用于过程质量控制的系统方法。
QbD主要用于制药工艺开发过程,但其核心思想与分析方法开发过程具有相通之处,因此,分析方法质量源于设计(analytical quality by design,AQbD)应运而生。
本文综述了AQbD基本组成部分、在分析方法开发中的应用和未来发展趋势,以期对药物分析和药品质量控制工作提供借鉴。
关键词:质量源于设计(QbD);分析质量源于设计(AQbD)2004年9月,美国食品药品监督管理局(FDA)提出将质量源于设计(QbD)理念应用于药品的研发和生产。
2006年,人用药品注册技术标准国际协调会(ICH)Q8指南指出QbD是从预定义产品目标开始,基于风险和风险管理的方法,加强对产品的理解及过程控制的一种系统的开发方法。
QbD理念建立满足预定义目标且工艺稳健的设计空间,对相关工艺参数或物料属性的超限范围进行界定,重点关注控制策略和工艺的耐用性,参数在设计空间内变动时,产品质量也能保持一致。
目前,QbD理念已广泛应用于药品研发、生产、流通和临床应用[1]。
ICH Q8指南中明确指出QbD理念同样可用于分析方法开发、评估、转移以及验证等方面,因而,分析方法质量源于设计(AQbD)应运而生。
AQbD为:以预先定义的分析方法目标(analytical target profile,ATP)为基础,不断增加对分析方法性能的科学理解,提高其可信度,并且在方法整个生命周期内开展持续验证和改进的一种系统研究法。
压片物料的粉体学性质与片剂成型性的关系

压片物料的粉体学性质与片剂成型性的关系压片物料的粉体学性质对片剂质量有重要的影响,充分认识和掌握片剂的粉体学性质有助于更好的评价压片物料压缩成型性的好坏,能更好的指导片剂处方筛选,工艺改进,解决生产中的问题。
本文从压片物料的粒径、晶型、水分、可压性和流动性评价、润滑敏感率和出片力等方面探讨了压片物料的粉体学性质与片剂成型性的关系,为更好的运用粉体学性质解决片剂生产中的问题、优化生产工艺提供参考。
片剂(tablets)是将药物与适宜的辅料混合均匀压制而成的片状固体制剂[1]。
形状各异、外形美观,剂量准确、服用方面,给药途径多,可以满足不同的临床需要,是现代固体制剂中最主要的剂型之一。
自1943年William Brockendon发明压片机以来,片剂得到了迅速发展。
片剂的制备要求成型性好、释药稳定以及生产的高效性,因此对压片物料的压缩成型性和溶出度要求较高。
但在处方设计和辅料的筛选中人们经常忽略了压片物料的粉体学性质对片剂成型性的影响,缺乏对压片物料流动性、压缩成型性系统、可量化的分析,在片剂生产过程中往往都凭经验处理松片、裂片、粘冲、片重差异大、崩解溶出困难等问题。
随着片剂成型理论的深入研究,新型辅料、高效压片设备迅速发展,先进的制粒技术和新型直压辅料更是将片剂规模化生产带到了高效、节能、高质量的时代。
FDA也积极的倡导制药工业实施“质量源于设计(quality by design,QbD)”的研发策略[2][3];现在,人们对于片剂成形性好坏的判断需要更加科学、真实、详细的理论和数据为依据,对于片剂制备工艺的优化更需要深入了解结构、性质、工艺、性能之间的关系,多学科交叉进行处方筛选和制备工艺的优化。
压片物料的压缩特性通常是多种压缩变形机制和多种粉体学性质的综合体现。
压片物料的压缩特性和流动性直接影响其对生产中高速压片的适应性,理想的压片物料要具有极好的流动性和可压性,如何科学合理的评价物料的流动性和可压性,提高生产效率是指导片剂处方筛选、压片工艺优化的关键,也是解决生产中松片、裂片、偏重差异过大等问题的重要手段。
“质量源于设计(QbD)”理念如何指导干细胞药物研发
“质量源于设计(QbD)”理念如何指导干细胞药物研发原创干细胞基地干就有未来撰文│鲁济真贾文文审校│汤红明全文约9200字,预计阅读20分钟【编者按】本文篇幅较长,为提高阅读完整性,推文一次推出,请各位读者耐心阅览,希望“质量源于设计(QbD)”理念能够在干细胞成药方面引起大家的思考,带给大家启发。
干细胞疗法为诸多难治性疾病的治愈带来了希望。
然而,干细胞制剂作为一种“活”的药物,其复杂性和特殊性为其成药带来了挑战,如何开展干细胞药物的研发成为干细胞成药过程中最核心的环节。
本期从干细胞新药研发难点、质量源于设计(QbD)理念出发,并以间充质干细胞为例,系统阐述“QbD”理念在指导MSC新药研发中的应用和当前面临的机遇与挑战,以期为读者提供借鉴并引发思考。
干细胞疗法为诸多难治性疾病的治愈带来了希望。
纵观过去10余年间,干细胞基础和临床研究在国内外均取得突飞猛进的发展。
据不完全统计,目前国际已上市的纯干细胞药品共11款,分别是韩国4款、日本4款(含欧盟1款)、美国1款、澳大利亚1款、印度1款。
今年4月17日,Gamida Cell公司的干细胞疗法Omisirge(omidubicel)获FDA(Food and Drug Administration,美国食品药品监督管理局)批准上市,用于降低因干细胞移植所发生的感染,这是FDA批准的第一款干细胞药品。
此外,Mesoblast公司产品Prochymal/Temcell/Ryoncil的BLA(Biologic License Application,生物制品许可申请)已获FDA受理,预计2023年8月2日在美上市。
我国虽然至今尚未有干细胞药物上市,然而干细胞新药的IND(Investigational new drug,新药临床研究审批)申请则呈现出欣欣向荣的良好势头。
截至2023年4月20日,我国共有43家70余款干细胞药物的IND获受理,其中34家54款干细胞药物已获默示许可。
QbD理念在药品研发、生产、质量控制过程中的应用

应的实践性工作已陆续展开并取得 了一定 的经验 。 美 国 F A对 Q D的描述 : b D b Q D是 c M G P的基 本组成部 分, 是科学的 、 基于风险 的全 面主动 的药 物开 发方 法 , 产 从 品概念到工业化均精心设计 , 是对 产品属性 、 生产工艺 与产
质量管理经历了以质量检验为为药品生产过程的分析和控制系统是通过使用一系列的控制要件的检验模式和过程控制与终点控制并重的生产模工具结合生产过程中的周期性检测关键质量参数的控式后质量源于设计的药品初始设计决定最终药品质量制原材料和中间体的质量控制以及生产过程确保最终产的理念已逐渐被业界接受形成了与之对应的设计模式相品达到标准的方式
式后 ,质量源 于设计 ” “ 的药 品初始设 计 决定最 终药 品质 量 的理 念已逐渐被业界 接受 , 形成了与之对应 的设计模式 , 相
品达到标准 的方式 。其 目的是提 高生 产效率 和产 品质 量 , 营造一个 良好 的监 管环境 。 目前 在 国际上使用 的 P T工 A 具包括 : 过程分 析仪器 , 多变量分析工具 , 过程控制工具 , 持 续改善 ( I/知 识 管理 ( M) C) K /信 息 管 理 系统 (T )等。 IS 美 国 F A认 为 P T可提高对于 生产过 程和药 品的理解 , D A 提 高对 于药 品生产过程 的控制 , 在设计 阶段就 考虑到产 品质
文章编号 :0 6—13 (0 8 1 04 0 10 5 3 2 0 )0— 4 6— 2 Iset n 。而 Q D过 程 在设 计 中基 于对 产 品 的充 分 了 np co ) i b
“ 质量可控 、 安全有效 ” 药 品研 发过 程须 遵循 的首要 是
原则 , 不论属 于何种注册分类 的药 品 , 也不论 属于何种治疗 领域 以及何种 给药途 径 , 必须在研 发 中紧密 围绕这八 个 都 字开展各项工作 。其 中 , 质量 可控 又是 安全 有效 的前 提条 件, 只有使药 品质量处 于 良好 的控制状态 , 才有可能获得 高 质量 的药 品并进而为 临床应 用 的安全有效 提供保 障。近 年
QbD理念在药品研发中的应用
QbD理念在药品研发中的应用质量源于设计(quality by design,QbD)不同于传统的质量源于检验,强调通过设计来提高产品的质量。
ICH发布的Q8中,其定义为“在可靠的科学和质量风险管理基础之上的,预先定义好目标并强调对产品与工艺的理解及工艺控制的一个系统的研发方法”。
质量源于良好可靠的设计,必须增加对产品特性的全面了解和对生产过程的可靠控制,并建立设计空间。
目前关于QbD的在国际上应用的报道越来越多,用于指导药品和工艺的研发和控制方面、仿制药制剂工艺、指导分析方法的建立等。
本文重点解读了药物QbD的目标,详述其概念元素,并解释实现工具和研究核心内容。
1 QbD方法的目的QbD是一种系统的开发方法,所预期其的目标包括以下:①实现基于临床获益的产品质量标准;②通过增加产品和过程的设计、理解和控制减少产品的差异性和缺陷;③增加产品的开发和生产效率;④加强根本原因分析和批准后变更管理。
2 QbD方法的要素2.1 确定目标产品质量概况(QTPP)目标产品质量概况是能保证安全有效和质量可控的质量特征,可包括但不限于预定用途、给药途径、剂型、质量标准、运送系统等[5]。
2.2 确定药品关键质量属性(CQAs)固体口服剂型常见的关键质量属性是影响产品纯度、效能、稳定性和药物释放的属性;吸入剂的空气动力性质,非肠道用药的无菌性,透皮贴剂的黏附力等[6-7]。
关键质量属性确定的标准是基于药品在不符合该质量属性时对患者所造成危害(安全性和有效性)的严重程度。
2.3 关联CQAs相关的物料属性及工艺参数并风险评估通过风险评估确定哪些物料属性和哪些工艺参数对产品的关键质量属性有影响。
关键工艺参数Criticalprocessparameter(CPP)的波动对CQA 有影响,识别出重要的参数,则可对其做进一步研究(如通过设计实验及机制模型、或探索机制的研究)以获得对工艺更高层次的理解。
2.4 建立设计空间设计空间是指建立合理的工艺参数和质量、标准参数,在应用工艺参数及物料属性时,在设计空间内运行通常不被认为是变更,超出了设计空间就会被看作是变更。
质量源于设计(QbD)理念在中药胶囊剂设计过程中的应用研究进展
质量源于设计(QbD)理念在中药胶囊剂设计过程中的应用研究进展摘要:本文对质量源于设计(quality by design,QbD)在中药胶囊剂设计中的应用进行了概述和总结,阐述了质量源于设计的概念并探讨了其在中药胶囊剂设计过程中发挥的作用;最后总结了QbD理念在中药胶囊剂设计中的应用前景并进行了讨论。
质量源于设计理念在制剂设计中的应用是一种科学有效的新方法,具有很高的研究价值,具有着极其重要的作用。
关键词:QbD;中药胶囊剂;设计中医药是我国独特的优秀医疗卫生资源。
各类政策法规支持现代科技促进中药工业转型升级,以加速中药制剂生产工艺的标准化、现代化。
然而,中药制剂原料来源广泛、成分复杂、工艺单元操作变异系数大,质量控制研究面临很多复杂、不确定的因素。
长期以来,中药制剂质量依靠终端检验而非过程控制,忽略了对原料质量属性和生产工艺过程的理解,无法预测生产过程中可能发生的问题,多数情况下仅依靠经验判断,难以保证产品质量稳定可控。
QbD 理念在制剂设计中的应用已经得到了较为广泛的认可,它是一个将监管体系、风险控制和优化深化集于一体的药品研发方法,最重要的是,它将药品质量的控制迁移至药品的设计阶段,从源头实施质量管理,对药品的高质量生产具有决定性作用。
并且,在检验药品是否合格时,可以通过双重判定标准来提高药品的质量,即要求最终药品既要满足药品质量的合格标准,又要使药品的各因素均在设计空间的界定范围内,从而获得最优的产品。
1.QbD理念及其在药物研发设计过程中的作用1.1QbD理念QbD相关理念最早源于20世纪70年代Toyota为提高汽车质量而提出的创造性的概念,并经过在通信、航空等领域的发展逐渐形成。
1985年,著名质量管理学家Julan博士在总结其质量管控经验和方法的基础上提出QbD。
对于药品行业,当人们已经普遍接受药品质量是生产出来的,不是检测出来的质量理念之后,美国制药业开始深入探讨QbD。
进入21世纪,美国FDA开始在药品管理中引入QbD理念,QbD也逐渐在药品监控系统中发挥着越来越重要的作用。
浅析质量源于设计在制药生产中的应用

品中,而是通过设计赋予的。要想获得良好的设计, 消除生产中的偏差,而是建立一种可以在特定范围
就必须加强对产品的理解和对生产的全过程控制。 内通过调节偏差来保证产品质量稳定性的生产工
ICH Q8旨在对药物研发和生产寻求一种预期 艺。通过QbD可以找出这个范围,并建立设计空间。
的状态,即:
ICH Q8对设计空间的定义为“已被证明有质量保障
且使得关键技术能够在研发和生产之间得到交流。 优化。同时,理解产品和工艺设计,并且将这些理念
此外,通过对商业生产数据的评估,可以确定工 与患者需求相联系,将会对提高企业生产效率和工
艺改进 的最佳方式 。QbD的实施是团队努力对已 艺能力有较大的帮助。依照QbD原则进行新药和已
有工艺改进的结果,工艺的改进最终增加了对工艺 上市产品的工艺研究,可以更加科学地保证药品质
(1)通过有效的生产工艺设计,达到并保证产 作用的物料变量和工艺参数的多维组合和相互作
品质量和性能;
用”,也就是各种影响产品质量的关键因素和参数
(2)产品标准基于对配方设计和工艺因素如何 的组合。
影响产品性能的机制化的理解;
(3)影响持续改进和连续“实时”确保质量的 3 QbD的应用
能力。
“质量源于设计”(Quality by Design,QbD),其
知识空间
需要重点关注。
3.2.1 工艺理解
设计空间
依照QbD理念,产品的质量不是靠最终的检测 来实现的,而是通过工艺设计出来的,这就要求我 们在生产过程中对工艺过程进行“实时质量保证”, 保证工艺的每个步骤的输出都是符合质量要求的。
控制空间 1
控制空间 2
要实现“实时质量保证”,就需要在工艺开发时 明确关键工艺参数,要充分理解关键工艺参数的形
(仅供参考)QbD(质量源于设计): 概念与实例
TOYATA为提高汽车质量提出了质量源于设计的相关理念。
FDA发布注册报批的实例1970’s2004200520122013FDA提出QbD概念;FDA利用QbD注册试点。
FDA规定仿制药必须采用QbD同时,ICH 纳入质量体系。
辉瑞,默克、礼来等积极响应。
Q完成工艺部分注册申报。
由理念变为法规要求。
2010年9月,中国CDE(国家药品审评中心)倡导CTD,逐步推广与QbD相结合。
至今没有发布关于QbD的指南。
质量模式变迁滞后,单点控制。
事后控制)QbP(侧重过程控制,多质量源于生产(侧重过程控制多点同步控制。
事中控制)质量源于设计QbD(侧重前期设计阶段,增加风险控制。
事前控制)基于加强对产品质量的控制,提出QbD,以更好指导产品研基于加强对产品质量的控制提出以更好指导产品研发,控制质量风险。
是一套系统的研发方法。
此法基于可靠的科学和质量风险管理之上,预先定义此法基于可靠的科学和质量风险管理之上预先定义好目标以及强调对产品和工艺的理解,及对工艺的控制。
(ICH-Q8)QbD,此法基于可靠的科学和质量风险管理之上,预先定义好目标以及强调对产品和工艺的理解,及对工艺的控制。
1)以预想设定的目标产品质量特性作为研发的起点;2)在了解产品关键质量属性的基础上,通过实验设2)在了解产品关键质量属性的基础上通过实验设计,研究物料的关键质量属性,确定关键工艺参数。
3)在多影响因素下,建立能满足产品性能和工艺文件的设计空间。
4)并根据设计空间,建立质量风险管理,确立质量控制策略和药品质量体系。
以预想设定的目标产品质量特性作为研发的起点;在了解关键质量属性的基础上通•目标产品质量概况QTPP •关键质量属性CQA 在了解关键质量属性的基础上,通过实验设计,研究物料的关键质量属性;•实验设计DOE 关键艺参数 确定关键工艺参数;•关键工艺参数CPP •设计空间DS 在多影响因素下,建立能满足产品性能和工艺文件的设计空间; •质量风险管理QRM 根据设计空间,建立质量风险管理,确立质量控制策略和药品质量体系。
仿制药研发中的几个关键问题

当前位置:科学研究>>电子刊物>>电子刊物详细发布日期20140715栏目化药药物评价>>化药质量控制标题仿制药研发中的几个关键问题作者张哲峰部门化药药学二部正文内容仿制药(又称Generic Drug)是指与原研药(或称商品名药)在剂量、安全性和效力(strength)、质量、作用(performance)以及适应症(intended use)上相同的一种仿制品,又称通用名药、非专利药等。
仿制研发的目标是实现临床应用上仿制药与原研药的“可替代性”。
按照美国FDA的观点,能够获得批准的仿制药必须满足以下条件:和被仿制产品含有相同的活性成分,其中非活性成分可以不同;和被仿制产品的适应症、剂型、规格、给药途径一致;生物等效;质量符合相同的要求;生产的GMP标准和被仿制产品同样严格。
仿制药的上市,可以提供更加充足的临床供应,较大幅度地降低药价,缓解患者的经济负担,具有降低医疗支出、提高药品可及性、提升医疗服务水平等重要经济和社会效益。
国外统计数据显示,随着仿制药上市数量的增加,药品价格最低将下降到原研药最初价格的9%左右。
尽管如此,仿制药与原研药的差异也须引起应有的关注并着力进行有效地控制。
仿制药只是复制了原研药主要成份的分子结构,而原研药生产中关键工艺步骤、关键试剂、生产工艺的“设计空间”或关键辅料的质量控制等属于企业核心机密内容,是仿制企业难以合法拷贝的,导致仿制药的杂质谱、释药行为等关键质量属性,在有些情况下难以与原研药完全一致;同时,相关法规也未规定仿制药中其他成份(辅料)的添加与原研药必须相同;在仿制药许可中,其生物利用度应具有原研药的±20%左右等。
这些因素导致仿制药的安全性有效性与原研药间的差异难以完全消除。
美国家庭医师学会曾在研究报告中用事实来表明原研药的疗效和安全性并不是仿制药可以完全可替代的,尤其是在治疗危急患者和危急疾病时更是需要高度关注。
质量源于设计(QbD)在药物制剂工艺研发中的应用—兰索拉唑肠溶微丸处方优化研究

摘要兰索拉唑是一种结构属苯并咪唑类抗溃疡药物,在水和酸中溶解稳定性差,且遇酸、光均要降解。
市售国产兰索拉唑存在产品不稳定,释放速率改变等问题,本论文的目的是开发一个稳定的兰索拉唑肠溶微丸处方。
该处方基于科学的理论基础,按照质量源于设计的原理进行设计和优化,含有4 层包衣,由内到外为:载药层、隔离衣Ⅰ(碱性)、隔离衣Ⅱ、肠溶衣。
经过长期稳定性考察试验,产品酸降解率、体外释放度与原研药相比质量一致。
流化床底喷法是一种常用的制备微丸及包衣技术。
本论文对影响微丸质量的因素:药液处方配比,包衣溶液固含量,每一层包衣增重等进行了系统的考察。
载药层中加入碱化剂对微丸有稳定作用,从Na2CO3、MgO、MgCO3 和Na2HPO4中筛选了碱化剂种类,同时考察Na2CO3 加入量,明确Na2CO3 是影响质量的关键属性。
采用DOE 的方法,以产品稳定性和包衣质量为依据,优化隔离层Ⅰ处方中HPMC、碱化剂和增塑剂的配比。
试验表明,HPMC:NaCO3:DES 为10:8:3 为最优的处方配比,隔离层Ⅰ增重35%以上能够使产品有较好的稳定性。
在隔离层Ⅱ中,以体外释放度考察了HPMC 的增重范围,15~25%的增重能够保证微丸的抗酸性能。
选用Eudragit L30D-55 作为肠溶层包衣材料,在单因素考察的基础上对3 种增塑剂TEC,DES 和DBP 进行了筛选,加入TEC 制备的包衣溶液具有良好的分散性和包衣效果。
肠溶层增重在30~35%之间,与原研药体外释放曲线相比,相似因子大于50。
基于本论文的研究,筛选优化的处方可以用于商业化生产。
以确定的处方制备兰索拉唑肠溶微丸胶囊,模拟市售包装在40℃/RH75 的条件下进行长期稳定性试验。
对产品外观、酸降解率、释放度和有关物进行了6 个月的考察,并且与原研药进行了质量对比研究。
结果表明,开发的兰索拉唑肠溶微丸胶囊显示了良好耐酸性能,与原研药有一致的释放行为,与目前市场上销售的国产兰索拉唑仿制药相比,提高了稳定性,适宜商业化生产,达到了本论文研究目的。
QbD理念在微球制剂开发中的应用
77
·药物研发·
2.1 热熔挤出法
热熔挤出(hot melt extrusion,HME)技术是利用挤 出机将 API 均匀分散于聚合物载体中的连续工艺 [5],该 工艺可用于微球制剂工艺 [6],Watson Labs 公司 2000 年 使用该法上市了双羟萘酸曲普瑞林微球。尽管该技术工 艺步骤少,可不使用溶剂,是一种可重复性的容易放大 的连续制备工艺,但难以生产少量样品,对于价格昂贵 的原辅料来说,前期研发投入很大。更重要的是,各物 料加入顺序、时间、物料混合等容易导致批间一致性差, 热熔使得热敏性药物稳定性差 [7]。
2 微球制备工艺
目前,制备微球的方法有多种,根据所包裹药物的 不同性质而采用不同的制备方法。已经可以工。
上海医药 2021年Co第p4y2r卷ig第h5t期©(博3月看上)网 . All Rights Reserved.
中图分类号 :R944.11; F406.3
文献标志码 :A
文章编号 :1006-1533(2021)05-0077-05
Application of quality by design in development of microsphere
AN Guangfeng*,LYU Piping (Shanghai Jiyu Pharmaceutical Technology Co., Ltd., Shanghai 201203, China)
质量源于设计(QbD)是一个系统的药物开发方法, 从预先确定的目标出发,基于科学和质量风险管理,把 研究重点放在对产品和生产工艺的理解及控制策略上 [3]。
本文以微球制剂为例,综述运用 QbD 理念进行微球 制剂研发的具体过程。
* 作者简介 :安广峰,硕士,工程师、执业药师。 主要研究方向 :特殊注射剂研发及产业化研究。E-mail: agf2001@
质量源于设计QbD
过程控制出现异常
• CQA在过程控制中发生变异时需要对设计好的工艺进行改 进。针对CQA的变异可控度、变异来源清晰与否需采用不 同的方法进行改进。新的工艺测量方法可能需要更先进的 能够对CQA进行在线实时检测的仪器。这些来自于过程分 析技术( Process Analytical Technology, PAT )的实时检测数据 具有“实时质量保证”的作用。
❖ 实施QbD是将过程分析技术与风险管理综合应用于药品工 艺开发的过程,它的目的不是消灭生产过程中的偏差,而 是建立一种可以在一定范围内调节偏差来保证产品质量稳 定性的生产工艺。
❖ QbD是cGMP 的基本组成部分,是科学的、基于风险的全与产品性能之间关系的透彻理 解。
QbD与各部门的关联
研发
开发
技术
运营
QbD
工程
质管
规范
质控
what is QbD?
❖ QbD以预先设定的目标产品质量特性作为研发的起点,在 了解关键物质属性的基础上,通过试验设计,研究产品的 关键质量属性,确立关键工艺参数。在多影响因素下,建 立能满足产品性能且工艺稳健的设计空间(DesignSpace)。 并根据设计空间,建立质量风险管理,确立质量控制策略 和药品质量体系。
过程理解
• (4)开发出控制策略(Control Strategy),形成控制空 间(Control Space) (5)大生产开始后,对生产过程进行实时检测和控制, 持续改进工艺,保证质量的稳定性。
过程控制
“质量源于设计”在化学制药生产中的应用研究
“质量源于设计”在化学制药生产中的应用研究发布时间:2022-09-16T08:52:51.865Z 来源:《中国科技信息》2022年第10期作者:黄涛[导读] 自20世纪70年代汽车领域提出质量源于设计这一理念以来黄涛南宁赢创美诗药业有限公司广西南宁 530000摘要:自20世纪70年代汽车领域提出质量源于设计这一理念以来,在制造业的诸多领域得到广泛的应用与推广,并持续推动制造业产品质量的进步。
随后人们将“质量源于设计”理念引入制药生产过程中,专注在药物设计阶段的产品质量问题。
因此,本文以质量源于设计理念为基础,探索其在化学制药生产中的实践应用。
关键词:质量源于设计;化学制药;制药生产;应用研究引言:由于质量源于设计在制药领域的广泛应用,为药品的生产以及质量的控制提供一种全新的方法,众多制药企业利用其先进的生产工艺与研发方法,使化学药品在制造的过程中,通过严格控制生产、研发、原材料采购等各环节,以确保产品的质量,实现化学药品的开发与批量生产,从而提高制药企业的综合竞争力,促进企业可持续发展。
一、“质量源于设计”在化学制药生产中应用的意义首先,质量源于设计属于产品在开发以及生产过程中的一种策略,将其应用于化学制药生产中,可以确保最终所生产药品的质量以及疗效能过达到预期的效果,通过影响药品生产过程中的变量,实现药品变量所处于的性能曲线。
其次,从制药领域本质上分析,制药行业是严谨、安全至上的行业,所生产出来的每款药品都与患者的生命安全息息相关。
因此,深刻贯彻落实质量源于设计理念,将产品安全和质量放在第一位,严格把关化学制药生产中的工艺参数和配方设计,对生产过程中的相关环节持续优化,对产品质量进行科学的检测,即是企业可持续发展的根本所在,又是维护人民生命健康安全的重要保障。
二、化学制药生产中存在的问题(一)药品生产设备不达标由于我国的工业化生产起步晚,导致机械制造能力不足,所以从目前的制药企业来看,在制药设备方面相对比较落后,与发达国家相比较,仍然有较大的差距,且大多数制药设备依赖于进口,自主研发能力相对较差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
・1088・
中国医药工业杂志Chinese
Journal of Pharmaceuticals 2014,45(11)
在这个步骤中,粉体块能否被完全推出主要取决于 粉末与器壁间的摩擦,这项性质与设备材料表面的 性质有关。
进而就能确定压片表现优良粉末的性质。 进一步用加工性能指数(processability ranking) 来给粉末的加工表现定级。仍以上述的气流分装过
injection
质量源于设计(quality 过程分析技术(process
by
design,QbD)理念和 technology,PAT)
needed during
development)则是推行QbD的最大障
analytical
碍。这一结果清晰总结出了推行这种新方法的优势 和难点。 QbD的核心内容是确定“设计空间”。制药工 业传统上使用一系列的关键操作参数限定加工条 件。如在湿法制粒过程中,控制造粒时间为a~
b
的蓬勃发展。1’2。,促使医药工业不断改善其生产过 程和提高生产效率。人用药品注册技术要求国际协 调会(ICH)的质量指导文件ICH Q8中己明确提出 QbD的原则旧o。该文件建议医药工业应当从传统 的“质量源于检测”的质量观转变为QbD的观念。 PAT则是美国FDA的倡议H’5j,旨在推广过程分析 技术的应用。 一项针对制药公司的调查结果显示M J,业 界普遍认为“提高产品质量和理解开发过程”
羔l 6 婷12 —8
4
区40
o 30 音20
10
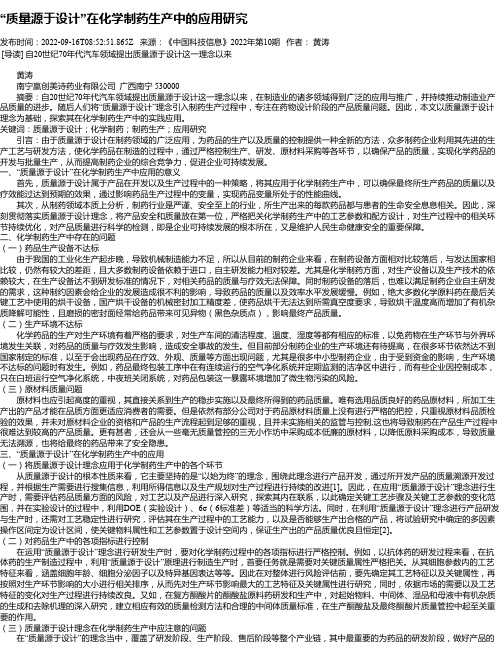
A:粉末压缩性(堆密度)随正应力(applied normal stress)的变化,B:气体以2 mm/s速度通过粉末产生的气压降低 值随正应力的变化,C:在9 kPa正应力条件下经预压缩和预剪切处理的粉末的剪切强度随正应力的变化 ・一批次A;_一批次B;O一批次C
(improved product quality and understanding during
min,搅拌转速为X~Y r/min。采用这种传统控
制方法时,出现任何偏差都可能给实际生产带来问 题。即使如上所述的加工操作参数都在规定范围内, 如果原料出现批次差异,仍可能会导致产品质量不 合格及生产失败。通过质量检验能检测出不合格的 批次,这同时意味着该批次产品报废。 相反,确定设计空间则注重于设置可接受的范 围。以同样的造粒工艺为例,设计空间给出的指标 表述如下:在造粒过程中通过调整搅拌速度、造粒 时间及黏合剂的添加速率,获得预期性质(如特定 大小、形态等)的颗粒。采用QbD方法进行工艺 开发的出发点是确定合适的变量参数,确保药品的
quality by design(QbD)concept,based production. Key
on
acquired correlation between powder properties and real
performance
in the
Words:quality
by design;vacuum filling;flowability;powder for
万方数据
中国医药工业杂志Chinese Journal of Pharmaceuticals 2014,45(11)
・1087・
质量和安全性。确定“关键质量参数”就为工艺开 发明确了方向,即按既定工艺生产的产品必须符合 设定的质量标准。对于上述例子,通过确定设计空 间,生产人员可针对这些异常批次原料的粉末性质, 相应地调整或选择加工工艺参数,最终仍能生产出 质量合格的产品。显然,这种稍显复杂的新方法更 具优势,但前提是需要对生产过程有更彻底的理解, 即须建立材料性质、加工工艺参数、以及加工表 现/最终产品质量间的定量关系。一旦成功建立了 设计空间,那么在设计空问内的改变符合QbD的 相关要求,从而更好地保证产品的质量。 在制药生产中粉末综合性质的表征通常是实现 QbD的第一个步骤。几乎所有的产品,都会在某个 制备环节中以粉末的形式进行处理,因此必须加深 对粉末性质的理解。近20年来,粉末性质的表征 技术发展十分迅速,已远超常用简单测试方法的范 畴。现在已能定量表征多种与加工过程相关的粉末 性质,且结果重现性高,这是实现QbD的重要基 础之一。 1粉末性质的表征 影响粉末性质的因素很多,不仅包括颗粒的尺 寸、形态、硬度、孔隙和表面结构等主要因素,还 包括一些粉末体系内部参数,如含水量、空气含量、 抗振性等因素。目前的研究水平尚不能达到基于上 述数据信息建模来预测这些因素对粉末整体性质的 影响。 现己开发出许多宏观层次上的粉末表征手段, 如动力学测试通过测量使粉末运动所需的能量"o, 即流变能来测试粉末性质。该法的优点是可测试充 气状态和流化状态下的粉末样品,这能较好地模拟 生产条件。剪切测试则是测量使预固结的粉末发生 流动所需的剪切力。8,其测试结果能表征粉末从静 止状态到流动状态的难易程度,如打开料斗下端的 出料口时粉末流出的难易程度。粉末的整体性能测 试则是提供粉末的松密度、透气性和压缩性等与加 工过程相关的性质’7‘8。。 由于粉末的性质较复杂,其实没有一种单一的 宏观性质参数能完全代表或解释粉体的加工表现。 所以,应结合具体的加工过程来测试相关的粉末
development)是QbD的主要驱动力,但是“开发 过程中增加的工作量”(increased
收稿日期:2014,02—27 作者简介:王磊(1969一),男,硕士,主管药师,主要从事药物制 剂新技术及产业化研究。
1色1:0755.29528333x8207
amount of work
E-mail:wanglei@szzhijun corn
GL20
8DN)
摘要:通过研究粉针制剂的气流分装过程,探讨如何建立固体粉末的粉体学性质和粉针制剂产品分装质量的定量关系
以确定影响气流分装的关键因素,并通过质量源于设计的理念解决实际生产中的问题。 关键词:质量源于设计;气流分装;流动性;粉针制剂 中图分类号:TQ460 文献标志码:A
文章编号:1001—8255(2014)1
28 24 摹20 80 70 高60 曼50
QbD设计空间 使用FT4型多功能粉末性质测试仪(英国
Freeman Technology公司)测定上述批次A、B和
C的头孢噻肟钠原药粉末的压缩性(图2A)、透气 性(图2B)和剪切性质(图2C)。具体的测量方法 和原理见文献¨。。 从图2可见,分装表现不同的3批头孢噻肟钠 原药粉末性质具有明显的差异。分装效果最好的批 次C具有最低的压缩性和剪切强度,及较高的透 气性(即表现为气流通过粉末产生的气压降低值较 低)。相反,分装表现最差的批次A压缩性和剪切 强度最高,而透气性最低。分装表现中等的批次B 以上数值基本上处于上述两者之间。 建立物料的加工表现与所测得的粉体性质之间
・1086・
中国医药工业杂志Chinese Joumal of Phar'’,,’’'J
;实验技术{
o}‘‘t‘‘‘‘‘‘‘‘,
粉末综合性质表征在质量源于设计(QbD)中的应用
王磊1,陈芳晓1,曾环想1,赵万利1,傅晓伟2
(1.深圳致君制药有限公司,广东深圳518110:2.Freeman Technology,英[]Tewkesbury
investigated in this paper,and key powder properties which influenced the filling weight variation were identified.This
study revealed how real processing challenges in pharmaceutical industry could be successfully resolved by using the
d牢算飞一溅轮
图1气流分装过程原理示意图
Fig.1 Schematic Diagram of a Vacuum Filling Process
料够麟器
程为例,批次A的头孢噻肟钠原药会出现出料口堵 塞、几乎无法分装的情况,如满分为10分,给予2 分的评级。而另一个批次C,分装过程流畅,且分 装量均匀,则评级为9分。批次B介于上述两者之间, 分装不是很流畅,但分装均匀性刚好合格,给予6分。 这是QbD的第二个步骤。 这些粉末加工表现的定量数据,加上“2.1”项 下的3项相关粉末综合性质数据,就构成了一个完 整的数据库。把这些数据库的信息纳入到原药或处 方设计和生产中,这就是QbD的核心。
性质一。1I。 2粉末性质表征与QbO 前述动力学、剪切和整体性能表征方法可测得 不同的粉末性质。获得粉末的综合性质数据是积累 粉体加工经验的第一步。必要情况下,还可进行中 试试验,确定中试试验的测试结果与实际加工过程 中粉体加工表现之间的关联。然后,系统分析上述 数据,从数据库中找到这些粉末性质参数与粉末最 终加工表现的对应关系。并通过控制粉体性质来解 决实际生产工艺过程中遇到的问题。 2.1影响粉体加工过程的相关粉末性质 粉体加工过程通常较复杂,在研发中可分解为 几个子过程,然后找到各子过程所要求的最佳粉末 性质。 以制药工业中气流分装机的分装过程为例。对 于粉针制剂的分装和加工,不同原料供应商提供的 原药粉末批次不同,粉末性质也不同。即便在相同 的加工条件或参数下,分装差异也可能会较大。因 此,关键问题是要确定具有何种粉末性质的原药能 保证良好的分装质量。作为QbD设计空间的一种 较为简单的例子,是要找到在相同的工艺设备和条 件下,不同批次原药的粉末性质与分装质量间的定 量对应关系。 气流分装机采用气流原理,利用真空吸取定 量粉末,再通过压缩空气将粉末吹入玻璃瓶中,实 现粉末的转移。如图1所示,当分装轮转到位置1 时,在真空作用下,粉末被抽出料斗进入装料槽。 在这一步骤中,粉末流出料斗的能力主要取决于 粉末的压缩性(compressibility)、剪切性质(shear property)和透气性(permeability)。低压缩性保证 了粉末不易在料斗中结团;较低的剪切强度保证了 粉末能顺利流出料斗。7・12一;而高透气性能保证粉末 的流出速度均匀…J。在分装轮从位置1移动到位 置5的过程中,透气性好的粉末有利于抽真空时产 生的负压均匀透过整个粉体,这样有利于装量稳定。 而透气性不好的样品,抽真空所产生的负压只能作 用于粉体块的表层,在转动过程中易造成物料粉末 的遗落,使最终装量不稳定。在位置5即装填的最 后一个步骤处,粉末从吸入槽中被压缩空气推出。