冲压模工序对应缩写
冲压工艺过程卡的缩写
模具知识模具材料及热处理1.拉延模成形:凸模、凹模及压料圈采用合金铸铁,拉延筋、棱角部分淬火硬度不低于HRC52。
2.修边冲孔模:刃口类采用铸造空冷钢(1.0mm以下料厚件)和锻造空冷钢(1.0mm以上料厚件)(7crSiMnMoV);刃口淬火硬度为HRC50—55。
3.翻边整形类:翻边凹模采用镶块式铸造空冷钢(1.0mm以下料厚件)或锻造空冷钢7CrSiMnMoV(1.0mm以上料厚件),凸模与模座一体时采用合金铸铁,形状变化大的部分采用镶块结构;分体时机体采用HT250、HT300 4. 3.0mm以上料厚件刃口类,采用Cr12MoV类材料。
四.模具结构1.模具结构形式,原则上按买方提供结构仕样书(见附件)。
2.模具的标准件,均采用日本三住或三协标准。
3.模具设计制造时,考虑到后期买方采用自动化操作,买方必须及时提供自动化的操作空间。
4.模具定位采用快速定位,并且上、下面要求有中心定位键槽,规格买方提供。
上、下模分别铸出前方标记“F”字样。
5.本体为实型铸造箱式框架结构,应保证模具的强度、刚度和外观质量,铸件本体带联体验棒,并提供铸件检验报告。
6.模具安装采用U型槽,数量为:模具长度L≥1500时,上、下模各6—8个U槽,L<1500时,上、下模各4—6个U槽,压板糟厚度H=65mm。
7.模具要求零件定位准确,操作方便、安全。
8.废料对角线长度不大于600mm;小型模具修边废料,要能滑出模具外,;中、大型模具要求滑出压机台外;废料滑板超出模具外,采用折叠式废料滑板排出压机台外,废料滑板的料厚t=3mm。
9.冲孔类废料用废料盒接存,要求尽量集中接存,废料盒尽量少;同时废料盒在生产中要方便取放倒废料,定位要可靠,且能够自锁。
10.拉延、成形类模具,要求有合模到底标记,标记深度为0.3mm以内。
11.拉延模设有Φ5排气孔,并加防尘软管。
12.所有的镶块、导板等均应设有挡块或背托,不能仅用销钉。
13.大型模具采用插销式吊钩,插销式超重吊钩应配有自锁功能起重棒;中小模具采用铸入式超重臂。
冲压工序中英对照

LOW
LOWER
下模
一般用于标示模具重量
23
TOTAL
总合
24
ID
空站
连续模中所谓之空站
25
PAD
PAD
压料板
26
ET
试装
27
PT
小批量产
28
SOP
大批量产
29
T1
第一次取样
30
FMC
保丽龙
31
RDR
REDREW
二次引伸
32
HEM
HEM
包边
33
C/F
CHECK-FIXTURE
检具
序号
英文简称
英文全名
中文名称
说明
1
DR
DRAW
引伸模
2
TR
TRIM
剪边模
3
FL
FLANGE
弯边模
FL-UP:向上弯边;FL-DOWN:向下弯边
4
PRC/PI
PIERCE
冲孔
5
C
CAM
凸轮
C-TR,C-FL,C-PI,C-RST
6
BEN
BEND
弯型
将一平整片在不改弯材料厚度原则下,将料片的一部分或全部弯曲成一个角度
7
FO
FORM
弯曲成型
此成型是将冲头及下模形状直接再生在金属上加工过程
8
BUR
BURRING
孔凸缘成型
9
RST
RESTRIKE
整型
10
SEP
SEPARATE
分离
11
BL
BLANKING
下料
12
SL CUT
多国冲压工序专业用语对照
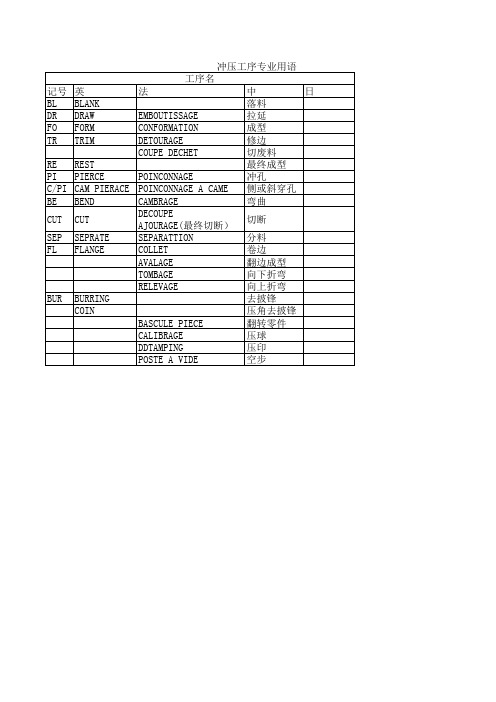
内容 大小切断 压形及切断 压形及切断(浅拉延) 多余部位切除 切废料 零件形状整形 冲孔 侧或斜冲孔 弯曲 切断 分离 卷边成型 翻边成型 向下折弯 向上折弯 去披锋 压角去披锋 翻转零件 压球 压印 空步Fra bibliotekBUR
REST PIERCE POINCONNAGE CAM PIERACE POINCONNAGE A CAME BEND CAMBRAGE DECOUPE CUT AJOURAGE(最终切断) SEPRATE SEPARATTION FLANGE COLLET AVALAGE TOMBAGE RELEVAGE BURRING COIN BASCULE PIECE CALIBRAGE DDTAMPING POSTE A VIDE
冲压工序专业用语 工序名 记号 BL DR FO TR RE PI C/PI BE CUT SEP FL 英 BLANK DRAW FORM TRIM 法 EMBOUTISSAGE CONFORMATION DETOURAGE COUPE DECHET 中 日 落料 拉延 成型 修边 切废料 最终成型 冲孔 侧或斜穿孔 弯曲 切断 分料 卷边 翻边成型 向下折弯 向上折弯 去披锋 压角去披锋 翻转零件 压球 压印 空步
冲压工艺工序中英文对照

冲压工艺工序简称中英文对照
工序名称 (英文简称) DR TR+PI TR+CPI RST PI+CPI FL+PI+SEP TR+PI+RST+BUR RST+PI RST+PI+CPI+SEP TR+PI+RST RST+PI+SEP FO FL+SEP FL TR PI 工序名称 (英文名称) DRAW TRIM+PIERCE TRIM+CAM PIERCE RESTRIKE PIERCE+CAM PIERCE FLANGE+PIERCE+SEPERATE TRIM+PIERCE+RESTRIKE+B UR RESTRIKE+PIERCE RESTRIKE+PIERCE+CAM PIERCE+SEPERATE TRIM+PIERCE+RESTRIKE RESTRIKE+PIERCE+SEPARA TE FORM FLANGE+SEPARATE FLANGE TRIM PIERCE 工序名称(中文) 拉延 修边冲孔 修边侧冲孔 整型 冲孔侧冲孔 翻边冲孔切开 修边冲孔整型翻孔 整型冲孔 整型冲孔侧冲孔切开 修边冲孔整型 整型冲孔切开 压型 翻边切开 翻边 修边 冲孔 工序名称 (英文简称) RST+BUR BL FO+FL CPI+TR+CTR FL+RST PI+CPI+SEP PI+SEP TR+CTR+PI源自冲压工艺工序简称中英文对照
工序名称 (英文名称) RESTRIKE+BUR BLANK FORM+FLANGE CAM PIERCE+TRIM+CAM TRIM FLANGE+RESTRIKE PIERCE+CAM PIERCE+SEPARATE PIERCE+SEPARATE TRIM+CAM TRIM+PIERCE TRIM+CAM TRIM+PIERCE+SEPARATE CAM TRIM+PIERCE+SEPARATE PIERCE+RESTRIKE FLANGE+RESTRIKE RESTRIKE+PIERCE+SEPA RATE 2ND DRAW TRIM+PIERCE+CAM PIERCE FLANGE+PIERCE 工序名称(中文) 整型翻孔 落料 压型翻边 侧冲孔修边侧修边 翻边整型 冲孔侧冲孔切开 冲孔切开 修边侧修边冲孔 修边侧修边冲孔切开 侧修边冲孔切开 冲孔整型 翻边整型 冲孔整型切开 二次拉延 修边冲孔侧冲孔 翻边冲孔
冲压加工工序名称中英文对照表

冲压加工工序名称中英文对照表
冲压加工工序名称中英文对照表 序号工序名称英文全称略写 1 剪断 SH Shear SH 2 落料 BL Blank BL 3 引伸拉延 DR Draw DR 4 再引伸 RDR Redraw RDR 5 剪边 TR Trimming TR 6 冲孔 PI Piercing PI 或 PRC 7 成形 FO Form FO 8 整形 RST Restricting RST 9 弯边翻边FL Flange FL FL+RST 10 弯曲整形 FL+RST FlangeAND Restricting 11 落料、冲孔 BL+PI Blank AND Piercing BL+PI TR+PI 12 剪边、冲孔 TR+PI TrimmingAND Piercing 13 侧冲孔 CPI CAMPI或CAMPRC 14 侧剪边 CTR CTR 15 侧整形 CRST CRST 16 侧翻边 CFL CFL 17 翻孔 BUR Burring BUR 18 包边 HEM Hemming HEM 19 分割 SEP Separating SEP 20 辗制成形 RO-FO Roll-form RO-FO S.D.F 21 伸展抽制成形 S.D.F Stretch-draw forming