PLC200皮带秤计量控制仪
基于PLC的电子皮带秤自控系统的设计与实现
基于PLC的电子皮带秤自控系统的设计与实现
电子皮带秤称量物料重量,主要是测量通过电子皮带秤上物料的重力及
皮带的速度来实现计量目的。
电子皮带秤按其使用功能来分类,秤型分为计量秤、控制秤、配比秤。
称重原理
电子皮带秤由机械部分和电控系统两部分组成。
当物料通过皮带秤输送机计量段时CONTROL ENGINEERING China 原创安全所有,物料质量对称重托辊产生压力,称重托辊将这个力作用到负荷传感器上,使传感器上产生一个与这个区段上的物料质量成正比的电信号;同时测速机构产生与皮带速度成正比的脉冲信号。
电控系统完成对信号的处理,显示出重量,瞬时流量、速度等参数。
与传感器顶部相接的称重托辊有单托辊和双托辊,如图1、图2 所示。
PLC 电控系统的硬件组成
电子皮带秤的传动是由一台带有变频器调速的交流电动机传动的,其主要检测元件是一台称重传感器和安装在电动机轴上的编码器。
称重传感器采集输出0~24 mV 正比于物料质量的电压信号,该信号经放大器放大成0~10 V 电压后送入模拟量输入模块,经A/D 转换后再送进CPU 模块进行运算。
同时随着输送机的不断运转,安装于驱动电动机上的光电脉冲编码器发出脉冲,每一个脉冲代表皮带走过的距离,其采集的电动机转速脉冲数送入高速计数模块。
经CPU 模块集中处理运算后输出的模拟数由模拟量输出模块输出变频器的频率,来调节电动机的转速,以达到控制的要求。
还需增加所需的输入输出点位的开关量模块。
由于西门子PLC 以其极高的性能价格比,功能。
PLC控制器说明书
PLC控制器使用说明书承德承申自动化计量仪器有限责任公司本套系统适用于定量给料机,固体流量计,皮带秤。
采用了德国西门子S7-200系列PLC,具有运行稳定,精度高,扩展能力强的优点。
采用西门子大屏幕触摸屏,使的操作画面更加清晰直观易于操作。
数据输入全部采用屏幕软键盘,用户更加方便操作。
本系统可完全替代原装申克系列仪表应用的场合,其部分性能已超越原装仪表且价格低廉,扩展性能强。
以下部分是整个系统的操作解释,用户务必连续阅读。
首先是系统上电后的主画面:Array上电后触摸屏有一个自检过程过几十秒后与PLC连接成功,出现主画面。
在主画面中显示了两台给料机的工作画面。
如果此时有报警则在画面的右上角出现报警提示,用手点击报警提示,即可看到具体的报警信息。
主画面介绍:画面分为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们以一号给料机为例进行介绍。
“#1启动”键用于启动给料机。
“#1停车”键用于停止给料机。
“ON/OFF”用于表示当前给料机的运行状态是处于启动状态或者停止状态下。
“G-MODE/V-MODE”用于表示当前给料机的运行模式是处于称量状态或者容积状态下。
“设定流量”表示当前给料机的设定值,用手按“设定流量”后面的数字即可出现一幅由数字和部分字母构成的屏幕键盘,在键盘上按相应的数字键和确认键即可完成对“设定流量”的修改。
(B07中的设定值为“触摸屏”时有效)“实际流量”表示当前给料机的实际流量值。
“皮带负荷”表示当前给料机的称量端负荷值。
“皮带速度”表示当前给料机的皮带速度值。
“累计流量”表示当前给料机的累计流量值。
主画面介绍完了,下面介绍功能画面:“功能键”位于主画面的左上角,点击“功能键”即可出现“功能画面”如下图:主画面介绍:“系统功能画面”分仍为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们仍以一号给料机为例进行介绍。
1、标定功能:根据实际应用参数对程序进行必要的设置,以便精确的应用在实际现场中。
S7-200 PLC与耀华称重显示器的通信研究
S7-200 PLC与耀华称重显示器的通信研究霍俊仪;李德雄;韩晓雷【摘要】Taking the Communication of S7-200 PLC and Yaohua Weighing Displayer as an example, this paper describes the implementation method of PLC and Weighing Displayer by free port communication. The communication control system has been applied well in teaching practice. This method has significance for the free port communication of S7-200 PLC and other meters.%以S7-200 PLC采集耀华称重显示器的重量数据为例,介绍S7-200 PLC和称重显示器之间如何实现基于自由口的串口通信,并在实训教学过程中得到良好的应用,该应用对于S7-200 PLC与其他仪表进行串口通信具有借鉴意义。
【期刊名称】《石家庄铁路职业技术学院学报》【年(卷),期】2016(015)003【总页数】5页(P60-64)【关键词】PLC;S7-200;称重显示器;RS485自;由口通信【作者】霍俊仪;李德雄;韩晓雷【作者单位】石家庄铁路职业技术学院河北石家庄 050041;石家庄铁路职业技术学院河北石家庄 050041;石家庄铁路职业技术学院河北石家庄 050041【正文语种】中文【中图分类】TP23耀华称重显示器质量稳定可靠、功能丰富,在称重系统中有着广泛的应用。
但其只能作为一个称重控制系统的前端显示器,不具有控制功能。
西门子S7-200PLC以其质量稳定可靠、控制功能强大、指令丰富、运行速度快而闻名,在现代工业控制中有着广泛的应用。
LC200称重仪表最新版说明书
概述LC200系列仪表被设计用于诸如皮带秤、配料秤、定量秤、料斗秤、减重秤、失重秤等连续累计自动衡器的称重显示控制器,并严格按照Q/140000LC001-2007《LC200称重显示控制器》企业标准研制开发。
LC200系列仪表具有多种可选择的通讯联网接口和可扩展的控制接口,可以满足用户多种计量、检测、控制和联网的需求,全中文图形显示方式提供了丰富的运行数据和简洁的操作界面,并具有盘装、台式、壁挂三种结构方式,用户可根据安装环境和使用方式选用相应的机型。
本说明书提供LC200系列仪表的选型、安装、调试、操作和维护的方法。
LC200系列仪表操作虽然简单,但错误的安装和误操作可能引起计量精度的下降、控制功能的丧失、外部配套设备的损坏以及意外事故的发生。
因此在安装和使用前务必仔细阅读本使用说明书,直至掌握正确的安装和使用方法。
LC200系列仪表的功能和型号将在以后不断增加,我们力求做到每次再版使用说明书时,其内容与当时的LC200系列仪表一致,但可能出现遗漏或错误,因此希望您给予谅解。
特别是当您发现错误、疑点或遗漏之处时,请及时咨询我们或经销商以获得最新信息。
仪表交货时的注意事项用户拆开LC200仪表的包装箱时,请认真确认:■在运输过程中是否有损坏■仪表铭牌数据是否与订货一致■随仪表一起发送的附件是否齐全■通电检查仪表显示功能和按键操作是否正常。
本公司严格按照ISO9000质量体系进行开发和制造,每台产品出厂前都经过严格的质量检测,如果发现有缺陷,请速与厂家或经销商联系解决。
产品的保修用户购买本产品起一年内为产品保修期,在以下情况,即使在保修期内,也是有偿服务:■错误的安装使用及不适当的修理、改造引起的故障■超过仪表技术指标规定的范围使用而出现的故障■购买后人为损坏或不可抗自然因素损坏。
产品选型第一章安全注意事项■请将仪表安装在金属等不可燃物体上,否则有发生火灾的危险。
■不要安装在有爆炸性气体的环境里,否则有爆炸的危险。
LC200称重仪表最新版说明书
概述LC200系列仪表被设计用于诸如皮带秤、配料秤、定量秤、料斗秤、减重秤、失重秤等连续累计自动衡器的称重显示控制器,并严格按照Q/140000LC001-2007《LC200称重显示控制器》企业标准研制开发。
LC200系列仪表具有多种可选择的通讯联网接口和可扩展的控制接口,可以满足用户多种计量、检测、控制和联网的需求,全中文图形显示方式提供了丰富的运行数据和简洁的操作界面,并具有盘装、台式、壁挂三种结构方式,用户可根据安装环境和使用方式选用相应的机型。
本说明书提供LC200系列仪表的选型、安装、调试、操作和维护的方法。
LC200系列仪表操作虽然简单,但错误的安装和误操作可能引起计量精度的下降、控制功能的丧失、外部配套设备的损坏以及意外事故的发生。
因此在安装和使用前务必仔细阅读本使用说明书,直至掌握正确的安装和使用方法。
LC200系列仪表的功能和型号将在以后不断增加,我们力求做到每次再版使用说明书时,其内容与当时的LC200系列仪表一致,但可能出现遗漏或错误,因此希望您给予谅解。
特别是当您发现错误、疑点或遗漏之处时,请及时咨询我们或经销商以获得最新信息。
仪表交货时的注意事项用户拆开LC200仪表的包装箱时,请认真确认:■在运输过程中是否有损坏■仪表铭牌数据是否与订货一致■随仪表一起发送的附件是否齐全■通电检查仪表显示功能和按键操作是否正常。
本公司严格按照ISO9000质量体系进行开发和制造,每台产品出厂前都经过严格的质量检测,如果发现有缺陷,请速与厂家或经销商联系解决。
产品的保修用户购买本产品起一年内为产品保修期,在以下情况,即使在保修期内,也是有偿服务:■错误的安装使用及不适当的修理、改造引起的故障■超过仪表技术指标规定的范围使用而出现的故障■购买后人为损坏或不可抗自然因素损坏。
产品选型第一章安全注意事项■请将仪表安装在金属等不可燃物体上,否则有发生火灾的危险。
■不要安装在有爆炸性气体的环境里,否则有爆炸的危险。
用PLC控制称重,其实很容易,5分钟学会S7-200称重编程和校称
用PLC控制称重,其实很容易,5分钟学会S7-200称重编程和校称原创不易,请勿抄袭!我知道这么写一点意义都没有,我也不可能去追究别人盗版我文章的责任,但我希望我写了近6个小时的文章会有人真心喜欢,会有人能够学到文章里的知识点,并应用到工业中,这样我的目的就达到了,然后希望大家能支持我一下,点赞收藏并分享,让更多的人看到这篇写之不易的文章,谢谢。
上篇文章我们讲了PLC连接称重传感器的几种方法以及这几种方法的优缺点,今天我们说一下如何使用西门子S7-200编写称重程序。
下篇文章我们会再讲一下西门子S7-300的称重程序;本文提到的所有程序实例,手册和库文件还有称重模块的详细信息以及校称软件等等我都已打包好,有需要的在评论区留下邮箱,我会一一发送。
1 称重传感器+二次表+模拟量输入的方式比较简单,只需要识别好模拟量输入通道,然后将模拟量输入转换为需要的数值范围就可以。
2 称重传感器+二次表+通讯的方式,需要选择带232/485通讯接口的PLC,设置好通讯参数后,从接收口读到的数值就是称重的实际数值,然后进行换算即可,232/485通讯也是PLC使用的一个知识点,大家有兴趣的话可以在下方留言,我可以给大家讲解。
3 我们主要讲讲这个最经典的方式吧,那就是重传感器+接线盒+称重模块。
要想使用这种方式称量的话,我们需要编写PLC程序,并且通过软件设置称重模块参数,并进行校称等操作。
一首先我们先说说PLC编程,其实称重系统的编程学起来非常难,但应用起来非常简单。
为什么这么说呢?举个例子,1+1=2大家都知道,但是要问1加1为什么等于2那就复杂多了。
所以大家想用PLC控制称重系统的话,只需要把我给大家做的例子按照现场实际设备简单修改一下,然后下到PLC里就可以使用,下载后有疑问的话再去测试各个点的功能,多用几次后就熟练了。
(几乎所有人的第一套PLC程序都是抄袭别人的,一点一点探索然后自己才有思路。
)但是为了让大家理解更深一些,我除了把程序发给你们让你们模仿外,还会将一些重要的信息列出来,让大家对称重系统有一个系统的了解,这样才能快速的学会称重的编程。
西门子S7—200/F701C/变频器称重单元设计
西门子S7—200/F701C/变频器称重单元设计目前在小型化工行业,使用电机输送大比重物料进行称重包装较为普遍。
尤尼帕斯F701C称重控制仪表是一款通用型的称重仪表,具有高精度的计量控制功能,S7200作为小型PLC,其功能强大,性价比高。
文章描述采用PLC接收称重仪表信号,从而控制变频器动作,达到定量包装。
通过实践运行,该系统运行稳定可靠,其称重精度达到万分之二,满足实际生产需要,其方案经济、灵活、程序可移植性强,对类似项目具有一定借鉴意义。
标签:F701C;S7-200;变频器引言氧化铁,化学式Fe2O3,工业上称氧化铁红,用于油漆、油墨、橡胶等工业中,可做催化剂,玻璃、宝石、金属的抛光剂,可用作炼铁原料。
其相对密度 5.24,比重大、流动性差,多采用螺旋输送机输送物料。
由于其比重大、价格高等因素,其包装精度以及稳定性至关重要。
本定量包装系统,称重部分采用F701-C,F701C为Unipluse公司产品。
其紧凑型设计、高达200次/秒高速A/D转换速率;对应给料、排料、自动落差校正等丰富程序功能被广泛应用在称重行业。
控制单元采用德国西门子公司的S7-200PLC,S7200系列PLC,以其可靠性高,输入/输出响应快,CPU运算速度达到0.37us/位,性价比高在工控领域中被广泛应用。
执行单元的变频器采用施耐德A VT303系列。
1 设计思路氧化铁由于其物料粘度大,流动性差,采用螺旋电机输送进行包装时,控制要点为电机的转速调节。
F701C具有近零、快进、中进、慢进、不足、过量、称完等信号输出,利用PLC接收F701C相应的状态信号,输出到变频器逻辑端子L1、L2、L3、L4。
在变频器内部设置预置多段速度参数,PLC输出控制逻辑端子的通断功能,从而达到根据称重状态控制电机速度,实现称重的准确度。
操作人员按下启动按钮后延时1秒,PLC输出清零信号至F701C,对称重控制器执行清零操作,清零结束后延时1秒,小螺旋输送机开始在频率35HZ下高速给料(启动小螺旋输送机给料的同时启动大螺旋输送机补充小螺旋输送机上部小料仓)。
S7-200 PLC皮带秤标定方法
一、把速度传感器和重量传感器安装正确包括接线二、试车:用变频器把秤开起来,然后把秤的正反转和上方的分隔轮的正反转设定一下三、本设备使用的是ABB变频器,LOC/REM分别为本地和远程转换四、按按键ESC选择进入PLC参数功能,把额定流量、传感器荷重量程、脉冲单位(1000kg)、脉冲时间(1000mS)、速度系数简单看下速度的线性正不正常。
五、标定:1、校零:把变频器打在自动状态,PLC控制方式选择0,即本地控制状态下,按ENTER键给定秤满量程,按F1键启动秤让变频器转到50HZ等秤稳定之后,按ESC键进入校零功能,按F1进行校零,校零结束得到一个重量零点。
2、校重量系数:把砝码挂在秤上,根据理论值与仪表显示值算出重量系数:公式=理论值/仪表显示值*原先的重量系数,把得到的新的系数输入至参数里面的重量系数。
3、挂码校流量系数:把砝码挂在秤上,按F1键启动秤让变频器转到50HZ等秤稳定之后,按ESC键进入标定功能,按F3进入标定,等标定时间达到皮带环行一圈时间左右按F4停止标定,用公式:累计量=(砝码重量*皮带长度)/有效称量段长度(0.25m)得到理论的累计量,用理论的累计量与仪表显示的累计量得到新的流量系数,公式=理论值/仪表显示值*原先的流量系数,把得到的新的系数输入至参数里面的流量系数即可,再次标定,知道秤准了为止。
实物标定:如同上面的方法先对皮带秤进行校零,校重量系数。
完成之后再对皮带秤进行校流量系数(即对实际的累计量和仪表显示的累计量进行比较)方法如下:把仪表打在现场工作方式,即把控制方式选择0,按ENTER 键对皮带秤进行给定,最好使皮带秤运行慢一点。
把皮带秤先转起来,然后再把上方的阀棒打开,准备标定下料。
把传送皮带运行起来,让人准备下料时接住料物。
按F3把秤的累计量清零,然后按F1启动皮带秤,这时秤开始下料,皮带秤进行累计量累计。
达到一定吨数按F2停秤。
这时仪表得到一个累计量,然后让人把刚刚下料接住的料称一下得到一个实际的量。
基于PLC的电子皮带秤设计
本科毕业论文(设计)论文题目:基于PLC的电子皮带秤设计姓名:学号:班级:年级:专业:学院:指导教师:完成时间:2017年03月28日作者声明本毕业论文(设计)是在导师的指导下由本人独立撰写完成的,没有剽窃、抄袭、造假等违反道德、学术规范和其他侵权行为。
对本论文(设计)的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
因本毕业论文(设计)引起的法律结果完全由本人承担。
毕业论文(设计)成果归武昌工学院所有。
特此声明。
作者专业:作者学号:作者签名:2017年3月28日基于PLC的电子皮带秤设计XThe Design of Electronic Belt ScaleBased on PLCX, X2017年03月28日摘要很多技术如PLC技术的发展,极大地提高了社会生产效率,提高了产品生产的质量,在生产环节中,配料行业的地位尤为重要,合理稳定而又准确快速的配料生产工序直接关乎生产中的各个步骤,因此配料生产行业拥有着广阔的发展前景。
外部接线简单,内部程序的简单性都是PLC的优点。
PLC在外部接线没有发生变化时,不仅可以很快的重新设计程序,而且其内部的软继电器寄存器可以实现多种极为复杂的控制功能,且不易发生故障,不易受到干扰,使用寿命长,执行命令时间短,可以使用多重指令,等优点,这些优点都正好弥补了传统继电器的缺点。
因此,本研究选择的研究对象是基于PLC的电子皮带秤。
本文在研究时,遵循配料生产的特点和生产要求。
研究了S7-300 PLC电子皮带秤自动配料控制系统的设计、仿真和使用方式。
本设计中的系统依据配料生产的要求,详细的介绍了控制系统的主要控制功能和结构。
重点介绍了STEP7软件的各项情况,包括对其的选择、安装、程序的设计和整体系统的调试。
关键词:电子皮带秤;S7-300;PLCAbstractWith the computer, network, database and other related technologies continue to develop and improve the automation system has been greatly improved. PLC application greatly improved the quality of products and production efficiency, in the entire ingredients industry has a broad application prospects. The batching system occupies an extremely important position in the industrial production process of many industries. The rationality, stability, accuracy and rapidity of the batching process directly affect the subsequent production process. PLC has the advantage of simple external wiring, internal program variable, without changing the wiring in the case, you can re-design process, the construction period is short, the internal soft relay is a register, no contacts, low failure rate, long life, anti-jamming capability Strong, the implementation of a short time, the application of instructions, can achieve complex control functions, etc. The traditional relay is the lack of contact system, high failure rate, the average repair time is long, short life, power consumption, change the system function , Will be re-wiring, heavy workload, easy mistakes, the implementation of a long time and so on. Therefore, this study selected PLC-based electronic belt scale for research.According to the characteristics and requirements of batch production, this paper introduces the design scheme and simulation and use method of automatic batching control system of belt scale S7-300 PLC. The system has completed the design requirements of the batching system, and the control system of the main control functions and the structure of a detailed introduction. But also highlights the STEP7 software selection, installation, ladder program design and the overall system debugging and so on.Keywords:electronic belt scale; s7-300; plc目录1 引论 (1)2 总体设计方案 (2)2.1系统的工作原理和流程图 (2)1.2系统的基本功能 (3)2.3系统的结构和工作过程 (4)2.4 PLC控制系统软件设计 (6)3 系统各环节功能设计及检测 (8)3.1 PLC主循环程序OB1和初始化程序OB100 (8)3.2 中断程序OB35 (13)3.3 控制输出功能模块FC1和FC101 (15)3.4 PID运算FB1和FB101 (17)3.5报警功能FC3和FB3 (20)3.6累计功能FC4和FB4 (22)3.7数据检测FB2和FB102 (23)3.8测皮重FB5和FB1O5 (24)3.9标定秤FB6 (27)3.10 运行初始化FC10 (27)3.11仿真模块FB10和FB110 (30)4 对系统的模拟仿真及调试 (33)4.1模拟仿真组态用软件PLCSIM (33)4.1.2 S7-PLCSIM的主要组成部分 (33)4.1.3 配置过程 (33)4.2 模拟组态步骤 (35)结语 (36)致谢 (37)主要参考文献 (38)附录 (39)1 引论如今像医疗、建材、修路以及包装等各行各业都在广泛地使用PLC自动配料控制系统和应用计算机技术。
基于PLC的直压恒张力电子皮带秤设计
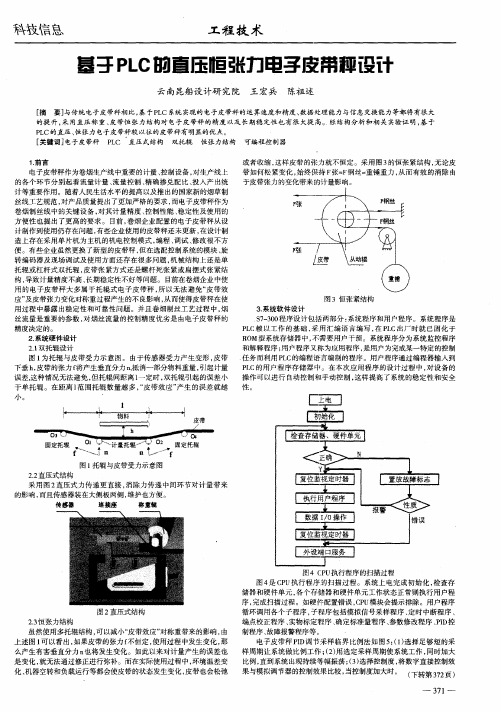
或者收缩 , 这样皮带的张力就不恒定 。采用 图 3 的恒张紧结构 , 无论皮 带如何 松紧变化 , 始终保 持 F F 张= 钢丝 : 重锤重力 , 而有效的消 除由 从 于皮带张力的变化带来的计 量影响。
图 3恒张紧结构 3系统软件设计 . s — 0 程序设 计包括两部分 : 程序和用户程序 。系统程序是 730 系统 P C 以工作 的基础 , L 赖 采用 汇编语 言编写 , P C出厂时 就已 固化于 在 L R M型系统存储器 中, 需要用户干预 。系统程序 分为系统监控程序 O 不 和解释程序 ; 用户程序又称为应用程序 , 是用户为完成某一特定的控制 任务而利用 P C L 的编程语言编制的程序。用户程序通过编程器输入到 PC L 的用户程序 存储器 中。在本次应用 程序的设计 过程 中, 设备的 对 操作可 以进行 自动控制和手 动控 制 , 这样提 高了系统的稳定性 和安全
பைடு நூலகம்
科技信 息
工 程 技 术
双层热缩管硇 应用
天 津市 油管厂 郑克 宁
[ 摘 要] 汽车用热 收缩双壁 管( 以下简称 : 双层 热缩管) 是伴 随着汽车制动油管防腐要 求的提 高而产生的新材料 , 在九十年代初就进 入 了我 国, 近几年才被普遍应用。特别在 当前小型车加 装大功率发动机 以 A s 及 B 和助力转 向的增 多, 使得制动 油管的布置越来越复 杂, 常常 出现油 管之 间以及油 管与相 关零件之 间的干涉 问题 , 双层热缩管为油管提供 了可靠的保护。本文就双层热缩管在汽车制动 系统和燃油 系统的保护作 用进行探讨 。并且对热缩管的质量要 求做 出分析 。 [ 关键词] 双层热缩管 防腐 干涉 布置
皮带传输机PLC控制

摘要皮带运输机又称带式输送机,是一种连续运输机械,也是一种通用机械。
皮带运输机被广泛应用在港口、电厂、钢铁企业、水泥、粮食以及轻工业的生产线。
即可以运送散状物料,也可以运送成件物品。
工作过程中噪音较小,结构简单。
皮带运输机可用于水平或倾斜运输。
皮带运输机还应用与装船机、卸船机、堆取料机等连续运输移动机械上。
皮带运输机由皮带、机架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、清扫器等零部件组成。
在大型港口或大型冶金企业,皮带运输机得到最广泛的应用。
利用FX2N系列的PLC控制皮带传输机,即方便又体积小,利用PLC的输入,输出,直接连接电机,通过定时器逐台启动电机,这样可以防止物料的堆积。
通过利用物料过高报警系统,断带报警系统,越界报警系统,可以使系统正常的运行,万一发生断带,越界,物料堆积,也不会造成太的危险和损失。
关键词物料过高报警系统断带报警系统越界报警系统可编程控制器目录1 .皮带传输机简介 (1)2.可编程控制器的介绍 (2)2.1 可编程控制器概述 (2)2.2 PLC的结构及基本 (2)2.2.1 CPU的构成 (3)2.2.2 I/O模块 (4)2.2.3 电源模块 (4)2.2.4底板或机架 (4)2.2.5 PLC 的外部设备 (4)2.2.6PLC的通信联网 (4)2.3 基本指令系统和编 (5)2.3.1基本指令系统特点 (5)2.3.2编程语言的形式 (6)2.3.3编程器件 (8)2.3.4 FX2N系列的基本逻辑指令 (11)2.3.5梯形图 (13)3.皮带传输机系统组成及选型……………………………………………………1 5 3.1 系统组成 (15)3.2 材料的选型及设计 (15)3.2.1 控制面版组成和设计 (15)3.2.2 实物模拟台的组成和设计 (19)3.3 PLC的型号的选择 (24)3.3.1 在确定PLC的型号时,应考虑以下问题 (24)3.3.2 选择PLC (25)3.4 PLC的硬件连接 (26)3.5 系统的编程 (27)4. 皮带传输机系统的运行和调试 (30)5. 皮带运输机系统常见故障分析与处理 (31)5.1 常见故障分析与处理 (31)5.1.1 皮带运输机皮带跑偏的处理 (31)5.1.2 异常噪音 (32)5.1.3 皮带的使用寿命较短 (33)5.1.4 皮带打滑 (33)5.2 PLC应用系统的可靠性措施 (33)5.2.1 对电源的处理 (33)5.2.2安装与布线的注意事项 (34)5.2.3 PLC的接地 (34)5.2.4 强烈干扰环境中的隔离措施 (35)5.2.5 PLC输出的可靠性措施 (35)5.2.6 故障的检测与诊断 (35)5.3 运行中常见问题 (36)5.3.1 皮带断带报警系统 (36)5.3.2 物料超高报警系统 (37)5.3.3 越界报警系统 (37)结束语 (38)致谢 (39)参考文献 (40)1 . 皮带传输机简介皮带传输机是一种连续运输机械,也是一种通用机械。
S7-200称重模块
S7-200 专用称重模块一、简介:SZ216C2 型称重扩展模块,与西门子 S7-200 系列总线兼容,直接挂在 S7-200 总 线上运行。
它有两个独立的秤重通道,采用了衡器仪表的标准电路比率法、六限制实现了闭 环测量,实现了高精度、高分辨率长线传输等标准 AD 模块所无法实现的效果。
适用范围:静态秤、动态包装秤、复检秤、皮带秤、失重秤、料位秤、配料秤、张力控 适用范围 制器 应用行业: 应用行业 1. 静态秤:汽车衡,智能体重秤等静态重量计量 2. 包装机械:食品、饲料、化工原料、润滑油、食用油等高速包装机;建筑涂料包装 机械 3. 复检秤:各种包装机械的出厂检验、重量复核 4. 皮带秤:水泥机械、预混料机械;建材配料机械;烟草机械 5. 失重秤:筑路机械,高炉喷补机械 6. 料位秤:方便面机械;制药机械;环保机械;牛奶罐;啤酒罐;烟草储箱及所有方 便称重的物料料位检测 7. 配料秤:搅拌站;水泥配料;陶瓷配料;涂料机械 8. 滤波方式:采用 S7-200 的集成平滑滤波,阈值滤波 二、性能特点: 1. 通道数:2 通道 2. 分辨率:±15 位(±32767) 3. 转换速率:每秒 50 次 4. 尺寸:71.2x80x62(W x H x D)毫米,与西门子标准模块尺寸一致。
5. 安装方式:与西门子的标准模块一样的安装方式。
6. 测量模式:使用 6 线制(传感器的距离大于 50 米)或 4 线制。
7. 线性误差:优于 1/3000。
8.驱动能力:每通道最多可以驱动 120 毫安负载。
(相当于 8 只 350Ω应变式称重传感器。
) 9.供电:直流电压 24V,误差±1V,模块静态功耗 0.1A(5v 总线) 。
10. 最多连接数:本模块采用了西门子的模拟量模块特性,最多可以连接 5 个模块,即最多 可以同时连接 10 台秤。
11. 通讯:因为此模块作为 S7-200 的扩展模块使用,所以 S7-200 支持的所有通讯方式都可 以实现,例如 Profibus DP, MPI, 以太网,PPI,各种 485 自由协议通讯,还可以实现互联网 远程操作与数据读取。
T0812配料皮带秤称重控制器操作手册[V3.2]-B5
![T0812配料皮带秤称重控制器操作手册[V3.2]-B5](https://img.taocdn.com/s3/m/7a076f310912a21614792977.png)
5.操作过程........................................................................................................................................... 26 6.功能操作........................................................................................................................................... 27
T0812 称重控制器
使用说明书 V3.2
营口大和制衡产业有限公司
YINGKOU DAHE SCALE INDUSTRY CO.,本手册包含产品的安全提示、技术指标、操作界面、安装配线、功能操作等方面的内容。 为了 使本产品保持最佳运行状态,请您在使用前认真阅读本操作手册。阅读完后,请妥善保存,以备随 时查阅。 由于本公司不断致力于产品的技术更新、性能完善与品质提升,可能导致本操作手册与产品实 物存在部分差异,届时敬请谅解。 未经本公司授权,不得转载与复制本手册内容。 产品主要特点: � � � � � � � � � � � � � � � � � 主要用途:计量/配料皮带秤用。 128×64 点阵、7 色背光液晶显示屏。 可设置为中文或英文显示。 菜单操作与快捷操作(带按键音) 。 采用高精度高速∑-△A/D 转换模块与宽频速度脉冲输入电路。 可连接 8 个 350Ω称重传感器。 具有自动加密、按键加密、按键解密、数字调校、数字设定与接口测试功能。 可选用自动校皮(自动零位跟踪) 、分段修正、速度校准、带长校准功能。 1 路可选用的“给定流量”模拟量输入[AI:4~20mA]。 最多 3 路可定义的“流量/控制电流/…”模拟量信号输出 [AO:4~20mA]。 具有快速、稳定的配料闭环控制功能。 3 路可定义的常开开关输入 [DI]与 4 路可定义的继电器或晶体管开关输出 [DO]。 可通过 DI&DO 开关控制给料机与皮带秤的启停。 1 路“累计量高速脉冲”输出[PO]。 双通信口可外接上位机、串行打印机、远程显示器、远程操作站与无线通信设备等。 支持各类工业组态软件,如 iFix。 可查询与打印一年内的班/日/月产量。
LC200皮带秤仪表使用说明书

兼
频率:80MHz 至 1000MHz
容
Байду номын сангаас
抗电磁场辐射
场强:3V/m(试验等级为 2 级)
调制:80%调幅,1kHz 正弦波
非线性误差
<0.03%F.S
传感器激励电压/电流
DC5V,150mA,可连接 8 个 350Ω的传感器
重
输入信号范围
0~15mV
量
A/D 内码
100000(10mV)
信
A/D 转换速率
100 次/秒(典型值,可设置其它速率 )
号
仪表灵敏度
0.1μV/d
线缆长度
模拟传输 500m(Max. RVVP6×0.5mm2) 数字传输 1200m(Max. RVVP2×0.5mm2)
1:NPN 集电极开路光电式
速度传感器类型
2:二线制磁电式
3:二线制或三线制(NPN)接近开关
速
速度传感器电压/电流
实际给料量,使之达到目标流量。 2.2 适用范围例举 1)计量皮带秤
2)配料皮带秤
3)定量皮带秤
4) 配料螺旋秤
5) 配料失重秤
6)定量加料秤
2.3 技术规格
项目 电源范围
AC85~240V,50/60Hz
技术指标
功率
<15W
电源保险丝容量
250V,0.5A
温度范围
-10~40℃
相对湿度
<90%RH
系列号
P:盘装机箱 B:壁挂机箱 T:台式机箱
-1-
第一章 安全注意事项
■ 请将仪表安装在金属等不可燃物体上,否则有发生火灾的危险。 ■ 不要安装在有爆炸性气体的环境里,否则有爆炸的危险。 ■ 仪表受损或内部元件不完备时,不要安装和运行,否则有可能发生事故。 ■ 必须在确认仪表与输入电源完全断开的情况下,才能进行安装、拆卸或维护,否则有触电 的危险。 ■ 如仪表端子与带有危险电压的设备(如变频器、接触器、报警器、PLC 等)相连,在未 确认这些设备断电之前,禁止接触与这些设备有连接的端子及端子引出线裸露部分,否则有触电 的危险。 ■ 仪表的各种输入、输出必须与铭牌数值相符,否则有可能损坏仪表。 ■ 请妥善保管仪表包装物,以备维寄与入库。 ■ 产品报废时,应作为工业废品处理,否则有可能造成事故。
基于PLC的自动生产线称重系统设计
常州机电职业技术学院毕业设计(论文)作者:学号:系部:机械工程系专业:机电一体化题目:基于PLC的自动生产线称重系统设计指导者:评阅者:2013年4 月毕业设计(论文)中文摘要毕业设计(论文)外文摘要目录1 绪论 (1)2 PLC的特点及应用 (1)2.2 PLC的特点 (1)2。
3 PLC的应用 (1)3 PLC的结构及原理 (3)3。
1 PLC的分类 (3)3.2 PLC的结构 (3)3。
3 PLC的工作原理 (4)3。
4西门子S7—200简介 (4)3.4.1 概述 (4)3.4.2 一般特性 (5)3。
4.3 扩展模块 (7)4 自动称重系统 (8)4.1设计总体介绍 (8)4。
2设计的总体任务及实现的功能 (11)4。
2。
1自动称重配料系统控制要求 (11)4。
2。
2设计任务 (11)4。
3控制思想的确定 (12)4.4具体系统设计方案 (13)4。
4.1 测速环节 (13)4。
4。
2称重系统 (14)4。
4。
3电机的PID调速 (14)4.4.4变频器控制环节 (14)4。
5输入输出量统计 (15)5 硬件选择、硬件接线图及其软件编程 (16)5.1硬件选择 (16)5。
1.1电动机的选择 (16)5。
1.2皮带秤的选择 (16)5。
1.3称重信号的处理 (19)5.1.4测速传感器的选择 (20)5.1.5变频器的选择 (20)5.1。
6 PLC的选择 (23)5.2硬件接线图 (25)5。
2。
1 PLC接线图 (26)5。
2.2 变频器接线图 (28)5。
3 软件编程和调试(见附录) (29)总结 (31)谢辞 (32)参考文献 (33)附录 (34)1 绪论可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
改造皮带秤实现煤量精确计量
改造皮带秤实现煤量精确计量作者:李明臣郑焕群钱春震周磊来源:《科技创新导报》 2011年第31期李明臣郑焕群钱春震周磊(兖州煤业股份有限公司济宁三号煤矿山东济宁 272169)摘要:介绍了一种电子皮带秤硬件、软件的设计。
该皮带秤用模拟电路作为控制单元,采用V/I转换、锁相倍频、非线性校正技术关键词:电子皮带秤模拟电路 PLC中图分类号:TM621 文献标识码:A 文章编号:1674-098X(2011)11(a)-0051-011 现状电子皮带秤因其安装维护简便、计量精度相对较高等原因,已经基本替代了传统的核子秤,广泛应用于煤矿井下煤流运输系统。
目前我矿使用的电子皮带秤系统,分为井下下位机信号采集运算部分和井上上位机数据处理部分。
称重时,承重装置将皮带上物料的重力传递到称重传感器上,称重传感器即输出正比于物料重力的电压(mV)信号,经放大器放大后送模/数转换器变成数字量A,送到运算器;物料速度输入速度传感器后,速度传感器即输出脉冲数B,也送到运算器;运算器对A、B进行运算后,即得到这一测量周期的物料量。
对每一测量周期进行累计,即可得到皮带上连续通过的物料总量;上位机通过RS485通讯总线获取下位机实时数据进行统计并发布。
在电子皮带秤的信号采集过程中,其设计是将两路压力传感器的不同电压信号进行并联求其平均值。
电压信号本身为模拟信号,两路电压的低电平本不同,若将两路电压简单的并求平均值会造成测量值不精确。
在实际使用中发现测量值与实际值偏差过大。
上位机采用其固有软件进行数据处理并发布到办公网络上,无法实现数据共享,只能登陆其设定的网页进行数据查询与统计,且没有数据访问权限设定功能,无法将其统一在同一个数据平台下,成为制约煤流计量系统数据共享的一个瓶颈,不能满足矿井发展需要。
2 设计方案本设计方案针对煤流计量系统井下电子皮带秤硬件数据采集和井上数据处理发布的固有问题进行改造,简化井下电子皮带秤数据采集过程,接入安全监测分站PLC数据处理加工,高效精确的完成数据采集加工全过程,满足矿井发展需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC200(TD400C)计量皮带秤使用说明书PLC200(TD400C) belt weigher operating instruction一、系统操作System operation开机通电,PLC进入主画面。
Start the machine to make PLC into the main home。
画面显示:公司名称如:南通新业电子公司0(0为系统停止状态,1为系统运行状态)设定流量:实测流量:累计产量:The main home shows:Name of company:Nantong Xinye electric Co., Ltd 0(0 means system in stoppingposition ,while 1 means system in operation position)Setting flow:Measuring flow:Cumulative production:按ESC键系统进入功能画面。
Press ESC key into function screen功能包括:设定流量、控制参数、皮带秤计量段及最大流量、皮重标定、物重标定、速度标定和中控/本地设定。
Function including:setting flow、Controlling parameters、belt weigher metering section and Max.flow、belt weight calibration、object weight calibration、speed calibration and center control/ local setting用上、下键选定功能,用ENTER 确定。
用ENTER 键进入修改,画面显示闪动光标。
参数修改用左右键移动光标,上下键修改。
修改完成后用ENTER键确认,如确要修改系统须输入口令。
正确口令输入后确认(用ENTER),参数修改完成,系统自动切换到画面另一参数。
Choosing function with UP key、DOWN key,and Confirming it with ENTER . Pressing ENTER key into amending screen and the screen will show the flashing cursor. Moving cursor with Right key and Left key,and amending parameters with UP key、DOWN key. Confirming with ENTER key after finishing amending,and if need amend system,you should input passwords. Confirming the correct passwords with ENTER key,and system will auto-change over to another screen for another parameter。
系统返回用ESC 键System return back with ESC key .二、系统功能System function1、设定流量Setting flow系统本地控制时,系统流量的设定值,即本地/中控设为0When system is on local controlling,the system flow setting value,namely local/center control should be set as 02、中控设定流量修正参数Center control setting flow amending parameters用于中控流量设定的修正。
Using for amending of the center control flow setting修正参数=中控给定/系统显示*原修正参数Amended parameters = center control presetting/system showing value *original amended parameter3、控制参数Controlling parameters皮带秤控制电压,用于PLC控制变频器的电压输出。
范围为:0~10V。
Belt weigher controlling voltage,is used for voltage output of frequency converter controlled by PLC,Range:0~10V.皮带秤调节参数,用于PLC运行时系统自动调节时的步长。
0为不调节,数值越大调节越快。
Belt weigher adjusting parameter,is used for the step length with system anti-adjusting when PLC is on operation. 0 means no need to adjust,and the adjustment will be more quicker if the valueis more bigger注:系统标定时,调节参数设为0Note:When system is on calibration,the adjusting parameter should be set as 0.4、皮带秤计量段及最大流量Belt weigher metering section and Max.flow皮带秤计量段长度(厘米),是皮带秤计量段的长度,一般为80厘米。
Belt weither metering section length (centimeter),is the length of belt weigher metering section,and generally it is 80cm.皮带秤最大流量(T/H),是系统设定的最大流量,对应料速上传时的最大料速。
料速上传信号为0~20mA 电流。
Belt weigher Max.flow (T/H),is Max.flow of system setting,matching with the max.object speed when objects is uploaded. The object uploaded signal is 0~20mA current.5、皮重标定Belt weight calibration用于皮带秤皮重的标定。
Using for belt weight calibration of belt weigher现场皮带秤上没有物料,用手动使秤体按固定速度运行。
以正常生产速度为佳。
改变皮重设定状态为1,系统开始计时读取数据并处理,保证秤体运行最少两圈以上。
输入皮重B值,改变皮重标定状态为0.按ESC 返回,皮重标定结束。
There should be no objects on the field belt weigher,and the belt should be manually operated with a fixed speed. It’s better to run with normal speed. Changing the setting state of belt weight to 1,system will read and handle data when it starts timing, and you should assure the belt run more than two cycles. Inputting the belt weight value B,changing the belt weight calibration state to 0. Pressing ESC key to return back,the belt weight calibration is finished.6、物重标定Object calibration物重标定为静态砝码标定。
在称量秤架上加挂砝码,通过修改物重K值使物重显示是实际重量的两倍。
Object calibration is the static weights calibration. Adding the weights on belt scale,and through amending the object weight value K,the object weight showing is twice of actual weight.7、速度标定Speed calibration秤体手动以一固定速度运行,手动测定秤体速度。
通过修改速度K值,使显示速度为现场实际速度。
一般测定一个点即可。
Belt should be manually operated with a fixed speed,and the belt speed need to be manually measured. and through amending the speed value K, the display speed will be the field actual speed. Generally you only need to test one point.8、实物标定Real object setting实物标定时,系统设定为本地控制,皮带秤调节参数设为0,设定流量设为一固定流量。
When real object is on calibration,system should be set as local control,and belt weigher adjusting parameter should be set as 0,and setting flow should be set as a fixed flow.启动系统,取累计产量。
如系统累计产量与实际物料重量有误差,修正物重K值物重K 值=实际物重/显示累计产量*原物重K值Starting system ,and choosing cumulative production. If there is difference between the system cumulative production and real object weight,you need correct object weight value K.Object weight value K=Real object weight / displayed cumulative production* original object weight Value K如需第二次实物标定,用SHIFT+F5累计产量清零。