阿胶颗粒干法制粒工艺研究
阿胶颗粒干法制粒工艺研究
阿胶颗粒干法制粒工艺研究田守生1,孙四海2,张淹1*,辛杰1,王春艳11. 山东东阿阿胶股份有限公司国家胶类中药工程技术研究中心,山东聊城 2522012. 聊城市人民医院,山东聊城 252000摘要:目的研究阿胶颗粒干法制粒的最佳工艺条件。
方法考察轧轮压力、轧轮转速和送粉速度对颗粒得率的影响,采用L9(34) 正交试验优选阿胶颗粒干法制粒工艺条件。
结果最佳制粒工艺条件为轧辊压力为60~70 kgf/cm2、送粉速度17~19 r/min、轧轮转速为10~12 r/min。
结论阿胶颗粒干法制粒工艺的研究,为阿胶颗粒产业化应用和干法制粒技术在动物类中药中的推广应用提供实验依据。
关键词:阿胶颗粒;干法制粒;正交试验;颗粒得率;动物类中药中图分类号:R283.6 文献标志码:A 文章编号:0253 - 2670(2014)12 - 1714 - 04DOI: 10.7501/j.issn.0253-2670.2014.12.011Study on dry granulation technology for Ejiao granulesTIAN Shou-sheng1, SUN Si-hai2, ZHANG Yan1, XIN Jie1, WANG Chun-yan11. Shandong Dong-E E-Jiao Co., Ltd., National Engineering Technology Research Center of Rubber Medicine, Liaocheng 252201,China2. Liaocheng District People’s Hospital, Liaocheng 252000, ChinaAbstract:Objective To study the optimal technological conditions of Ejiao granules by dry granulation. Methods The effects of rolling wheel press, speed, and powder feeding rate on grain yield were studied, and the dry granulation technology for Ejiao granules was optimized using L9(34) orthogonal test. Results The optimal granulating conditions for the roll pressure was 60—70 kgf/cm2, powder feeding rate was 17—19 r/min, and rolling speed was 10—12 r/min. Conclusion The study on the dry granulation technology for Ejiao granules provides the experimental basis for industrial application and spread of dry granulation technology in Chinese animal medicines.Key words: Ejiao granules; dry granulation; orthogonal test; grain yield; Chinese animal medicine干法制粒技术目前在国际上已广泛应用于制药食品化工等行业[1-2],是采用轮转式干压机或滚筒平压机把药物或药物与辅料混合物压成块状、长条状或片状,然后再粉碎成适合颗粒的制粒方法[3],是一种经济实用的制粒方法[4-5]。
干法制粒技术在中药制剂中的应用探究
Part 1、干法制粒技术的发展现状19 世纪末期,干法制粒技术相继在日本、德国、美国等国家的制药行业中得到应用和发展,但我国对干法制粒技术的研究起步比较晚,从20 世纪40 年代才开始研究。
目前,干法制粒技术水平仍需要提升,一方面,由于中药浸膏粉的高黏性易导致黏轮现象,使得生产效率降低;另一方面,国内干法制粒机设备稳定性相对国外设备较差,部分有漏粉,颗粒收率低等弊端。
因此,在一定程度上限制了干法制粒技术的广泛应用和发展。
Part 2、干法制粒的工艺流程干法制粒是指在不用润湿剂或液态黏合剂的条件下,将药粉末与辅料混匀直接压缩成较大片剂或片状物后,重新粉碎成所需大小颗粒的制粒方法。
其一般工艺流程:粉状物料(经脱气送入、挤压压缩)—致密薄片(粉碎整粒)—合格颗粒。
Part 3、干法制粒的优点3.1操作简化干法制粒在制剂原料中添加适当辅料后,可直接制粒,省去了制软材、干燥的过程,工序简化,易于操作,缩短了生产周期,降低了人力、物力的投入,自动化程度高。
3.2节约成本,降低能耗干法制粒不需要添加黏合剂,无须湿润、混合、干燥等,不仅缩短了工艺流程和周期,节约了大量成本,减少了设备投入,而且降低消耗。
3.3环保干法制粒机直接将粉体原料制成合格颗粒,安装在洁净区,操作过程封闭,与物料接触的部件可方便拆卸和清洗,并有效防止粉尘外泄,降低环境污染的概率。
3.4提高质量干法制粒后颗粒粒度均匀度提高,堆密度增大,物料外观及流动性明显改善,方便贮存和运输,尤其适用于湿法制粒等无法作业的物料,对一些受湿热影响而不稳定的品种,有利于产品的稳定性,进而提高药品质量。
Part 4干法制粒的分类和原理依据压制方法不同,可分为重压法和滚压法。
干法制粒的原理在于药物细粉之间的黏结,是药物细粉从小的粒子增大为大的药物颗粒。
颗粒成形过程分为四步:(1)空气溢出,粒子重排;(2)压力作用,粒子变形,增大接触面积;(3)粒子折断,形成新的表面点和潜在的结合点;(4)压力增大,粒子黏结,塑性变形,黏结成大的薄片。
干法制粒的原理

干法制粒的原理干法制粒(Dry Granulation)是一种将粉状物料通过机械力压缩成粒状的过程,而不经过湿法或热法处理。
干法制粒的原理基于三个主要步骤:预处理、压制和固化。
下面将详细介绍。
首先,预处理步骤是将原料进行预处理以确保其适合干法制粒。
这包括粉状物料的筛分、混合和调节湿度。
其中,粉状物料的筛分是为了去除颗粒过大或过小的颗粒,以确保制粒的颗粒大小均匀。
混合步骤是将原料中的多种成分进行均匀混合,以确保最终产品的成分均匀。
调节湿度则是为了保持粉状物料的适当湿度,以便在压制过程中形成均匀的颗粒。
其次,压制步骤是通过机械力将预处理后的粉状物料进行压缩形成颗粒。
主要有两种常用的压缩方式:碾压和压片。
碾压是将物料通过两个对辊之间的压力压成片状,然后再通过制粒机将片状物料切割成颗粒。
压片则是将物料放入特殊的压片机中,通过上下模具的压力将物料压制成颗粒。
这两种方法都依赖于高压使粉状物料形成颗粒,并控制压制的压力和速度以确保颗粒的均匀度和硬度。
最后,固化步骤是将压制好的颗粒进行固化以提高其硬度和耐磨性。
这一步通常通过涂覆剂或添加剂来实现。
涂覆剂可以提供额外的硬度和稳定性,而添加剂可以改善颗粒的流动性和溶解性。
固化的过程通常是将颗粒与涂覆剂或添加剂进行混合,然后通过干燥或固态反应使颗粒与涂覆剂或添加剂结合,形成坚固的颗粒体。
总之,干法制粒的原理是通过预处理、压制和固化这三个步骤,将粉状物料压制成均匀的颗粒。
这种方法具有较高的效率和灵活性,可用于制备各种粒状产品,如药物颗粒、肥料颗粒、化工颗粒等。
干法制粒工艺及其在研发中QBD思维的运用

干法制粒工艺及其在研发中QBD思维的运用前言干法制粒在制药领域应用广泛,有将近70年的使用历史,本文从干法制粒仪器结构、物料可压性损失、影响干法制粒工艺的因素、干法制粒注意事项等方面对干法制粒工艺过程进行简单剖析,最后通过FDA于2012年发布的有关仿制药开发QBD运用实例,对QBD思维在干法制粒工艺中运用的思路进行梳理,加深大家对干法制粒工艺过程的理解。
一、干法制粒介绍干法制粒是将松散的粉末压缩团聚,然后将压实的粉末粉碎制粒使粉末的流动性得到改善的过程,适用于工艺生产如压片胶囊灌装等。
与湿法制粒相比,干法制粒的优点是在整个工艺过程中无需水或其它机溶剂的参与,对湿、热敏感的药物尤为合适。
另外,辊压干法制粒从技术方面来看更容易实现自动化控制,效率高、工艺简单且更加环保。
粉末压缩方式有辊压与非辊压方式,辊压是制药行业的主流,其主要优势是工艺过程连续具有更大的生产能力、粉末对润滑剂的依赖性小等。
一般干法制粒辊压工艺主要变量有三个:压力大小、进料螺杆的转速及辊筒转速。
混合粉末中对辊压影响较大的辅料主要有两种:粘合剂与润滑剂。
辊压结构如下图1,物料辊压过程分三个区域:1进料区,物料所受压力较小;2压缩区,物料所受压力高且物料颗粒产生塑性形变;3出料区,压实的物料呈条带状薄片排出。
辊压过程需要充足的粉末进入辊轮间隙以保证工艺的连续进行,在整个压制过程中为保证不漏粉辊轮区需要一定的密封措施,为保证制备颗粒的均匀性辊压力要尽可能稳定。
图1,辊压结构图,及物料压制不同区域不同厂家设计的仪器设备会有一定差异,如物料进入辊筒方向(如下图2所示),辊筒表面的设计有光滑、凹槽或口袋等形式,另外密封系统、辊筒大小、辊筒宽度及进料系统(重力进料或强制进料)等也会有一定差异。
图2,辊进料的三种方式二、影响干法制粒工艺的因素物料含水量的影响。
物料的含水量影响物料的形变与拉伸强度,从而影响片剂的可压性。
因此在干法制粒工艺过程中,即使是相同的物料也要严格控制水分含量。
速溶阿胶颗粒生产工艺研究
速溶阿胶颗粒生产工艺研究于宗斌;彭涛;刘世琪【摘要】目的研究阿胶颗粒的工业化生产工艺.方法采用单因素筛选法确定真空微波膨化技术参数,采用真空微波膨化阿胶制得阿胶粉;通过随机筛选法确定辅料种类和用量;采用正交试验法确定制粒参数.结果最佳工艺条件为阿胶块厚度5 mm 以下,微波加热时间为5 min;阿胶细粉、交联聚维酮、交联羧甲基纤维素钠、硬脂酸镁比例为1000:50:20:1,干法轧辊压力为60 kgf/cm2,送粉速度20 r/min,轧轮转速为10 r/min.结论该研究结果可为规模化生产提供依据.%Objective To study the industrialized production process of Colla Corii Asini Granules. Methods The technical parameters of microwave puffing were determined by the factor selection method, and the Colla Corii Asini power was made by extruding Colla Corii Asini power, the types and dosage of excipients were determined by random screening method, the granulating parameters were deter-mined by orthogonal test. Results The optimum conditions were as follows:the thickness of gelatin was less than 5 mm and the microwave heating time was 5 min. The formulation was Colla Corii Asini powder:the ratio of PVPP:CCMC-Na:MgSt was 1000 :50 :20 :1, the dry roll pressure of the dry roll was 60 kgf/cm2, the powder feeding speed was 20 r/min and the rotation speed was 10 r/min. Conclusion The results provide a basis for large-scale production.【期刊名称】《中国药业》【年(卷),期】2017(026)011【总页数】4页(P19-22)【关键词】阿胶;速溶颗粒;真空微波干燥;制剂处方;干法制粒【作者】于宗斌;彭涛;刘世琪【作者单位】太极集团重庆涪陵制药厂有限公司,重庆 408000;太极集团重庆涪陵制药厂有限公司,重庆 408000;太极集团重庆涪陵制药厂有限公司,重庆 408000【正文语种】中文【中图分类】TQ460.6;R283.6阿胶具有补血止血、滋阴润燥等功效,药食两用,长期服用可补血养血、提高免疫力。
阿胶配方颗粒工艺规程05

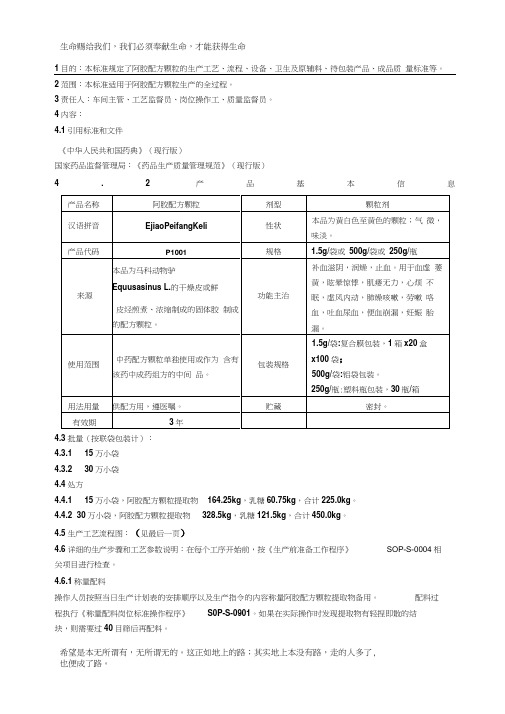
1 目的:本标准规定了阿胶配方颗粒的生产工艺、流程、设备、卫生及原辅料、待包装产品、成品质量标准等。
2 范围:本标准适用于阿胶配方颗粒生产的全过程。
3 责任人:车间主管、工艺监督员、岗位操作工、质量监督员。
4 内容:4.1 引用标准和文件《中华人民共和国药典》(现行版)国家药品监督管理局:《药品生产质量管理规范》(现行版)4.3批量(按联袋包装计):4.3.1 15万小袋4.3.2 30万小袋4.4处方4.4.1 15万小袋,阿胶配方颗粒提取物164.25kg,乳糖60.75kg,合计225.0kg。
4.4.2 30万小袋,阿胶配方颗粒提取物328.5kg,乳糖121.5kg,合计450.0kg。
4.5生产工艺流程图:(见最后一页)4.6详细的生产步骤和工艺参数说明:在每个工序开始前,按《生产前准备工作程序》SOP-S-0004相关项目进行检查。
4.6.1称量配料操作人员按照当日生产计划表的安排顺序以及生产指令的内容称量阿胶配方颗粒提取物备用。
配料过程执行《称量配料岗位标准操作程序》SOP-S-0901。
如果在实际操作时发现提取物有轻捏即散的结块,则需要过40目筛后再配料。
4.6.2混合:把称量好的阿胶配方颗粒提取物加入到混合罐内。
混合参数设置见下表,混合结束后将药粉装于洁净的药用低密度聚乙烯袋内,扎好袋口,贴好标签,注明品名、批号、生产日期、数量等信息。
混合执行《混合岗位标准程序》SOP-S-0903。
生产完毕后,设备清洁执行《料斗型混合设备4.6.3制粒、整粒:操作人员按照当日的生产计划表的安排顺序取混合后的物料进行干法制粒,参数按照下表设置,开机后操作人员根据压片情况对制粒参数进行调整直至最佳参数点。
制好的颗粒用洁净药用低密度聚乙烯袋装好、密封,并贴上有品名,批号和数量的标签送中间站待用。
制粒过程执行《干法制粒岗位标准4.6.4复合膜印字:操作人员按照生产安排先制作芯片,然后将芯片装到喷码机上,打开喷码机在面板上输入每袋装量值1.5、颗粒相当于临床使用饮片的当量值2、批号、有效期、生产日期,信息输完试喷检查无误后开始喷印,印字过程中要随时检查印字质量情况,印好的复合膜经复卷机复卷后置于印字内包材间待用,印字执行《喷码岗位操作程序》SOP-S-0904。
干法制粒的方法

干法制粒的方法嘿,咱今儿个就来聊聊干法制粒的那些事儿!你可别小瞧这干法制粒,它就像是一门神奇的手艺,能把各种材料变成有用的颗粒呢!干法制粒啊,简单来说,就是不用加水或其他液体,直接把粉末变成颗粒。
这就好比是把一堆散沙变成坚固的城堡,厉害吧!那它到底是怎么个干法呢?首先呢,得有合适的原料粉末。
这粉末就像是盖房子的砖头,得质量好才行呀。
要是粉末本身就不行,那后面可就难搞咯!然后呢,把这些粉末放进一个特殊的机器里,这个机器就像是一个魔法盒子,能让粉末发生奇妙的变化。
在这个过程中呀,压力可是个关键的因素。
就好像你要把面团揉得紧紧的,让它成型一样。
通过施加合适的压力,粉末就能紧紧地黏在一起,变成颗粒啦。
这可不是随随便便就能做到的,得掌握好那个度,不然要么压不紧,颗粒松松垮垮的;要么压得太狠了,把粉末都给压坏啦!还有啊,机器的设计也很重要呢。
就跟咱家里的电器一样,不同的牌子性能可不一样。
好的干法制粒机器,就像是一个得力的助手,能让整个过程更加顺利、高效。
你想想看,要是没有干法制粒,那我们生活中的好多东西可就不一样啦!那些药品呀、食品呀,说不定就没那么方便好用了呢。
干法制粒让这些东西的生产变得更简单、更高效,也让我们能更快地享受到它们带来的好处。
咱再来说说干法制粒的优点吧。
它不用加液体,这就避免了一些麻烦呀。
比如说,有些粉末遇水可能会变质,或者产生一些不好的反应。
用干法制粒就不用担心这些问题啦!而且呀,它还能节省能源呢,不用加热什么的,多环保呀!那干法制粒就没有缺点吗?当然也有啦!比如说,它对粉末的要求比较高,如果粉末太潮湿或者太细,可能就不太好制粒。
还有呀,有时候颗粒的质量可能不太稳定,这可得好好注意呢!总之呢,干法制粒这门技术既有它的神奇之处,也有需要注意的地方。
我们要好好了解它,才能更好地利用它呀!你说是不是?这干法制粒的方法,可真是值得我们好好研究研究呢!。
干法制粒关键工艺参数
干法制粒关键工艺参数干法制粒是一种常用的颗粒制备技术,通过将粉状物料进行喷雾干燥、旋转切割或挤出等处理,使其形成颗粒状的固体产品。
在干法制粒的过程中,关键的工艺参数起着至关重要的作用。
本文将深入探讨干法制粒的关键工艺参数,并对其进行评估和分析。
首先,在干法制粒过程中,物料的固含率是一个重要的工艺参数。
物料的固含率指的是在制粒后,颗粒中所含有的固体物料的百分比。
固含率的选择应根据颗粒要求的不同而有所不同。
例如,若需要制备具有较高密度和强度的颗粒,固含率应较高;而若需制备孔隙结构较大的颗粒,则固含率应适当降低。
因此,在制粒前,需根据颗粒的要求确定合适的固含率。
其次,喷雾速率是另一个重要的参数。
喷雾速率指的是物料在喷雾干燥器中的进料速率。
喷雾速率的高低将直接影响到颗粒的大小和分布。
较高的喷雾速率会导致颗粒变大,而较低的喷雾速率则会使颗粒变小。
因此,在制粒过程中,需要根据所需颗粒大小的不同,调整和控制喷雾速率,以获得所期望的颗粒尺寸。
另外,喷雾压力也是一个至关重要的工艺参数。
喷雾压力是指在喷雾干燥器中将物料喷雾成颗粒的压力。
过高或过低的喷雾压力都可能导致颗粒形成不良或颗粒尺寸分布不均匀。
因此,在制粒过程中,需要根据物料的性质和要求确定合适的喷雾压力,并进行相应的调整和控制。
此外,进气温度也是一个不可忽视的工艺参数。
进气温度指的是物料在喷雾干燥器中的干燥介质的温度。
进气温度的高低将直接影响到颗粒的干燥速度和干燥效果。
较高的进气温度可以加快颗粒的干燥速度,但也会增加颗粒的表面温度,从而可能降低颗粒的质量。
因此,在制粒过程中,需要根据物料的特性和要求,合理选择进气温度,以获得可满足要求的颗粒干燥效果。
最后,控制剂的使用也是一个重要的工艺参数。
控制剂是一种用于控制颗粒尺寸和形态的物质。
通过添加适量的控制剂,可以实现对颗粒尺寸和形态的有目的调控。
控制剂的类型和用量应根据颗粒的要求和制粒的具体情况选择和确定。
综上所述,干法制粒的关键工艺参数包括固含率、喷雾速率、喷雾压力、进气温度和控制剂的使用。
干法制粒工艺研究思路及放大策略
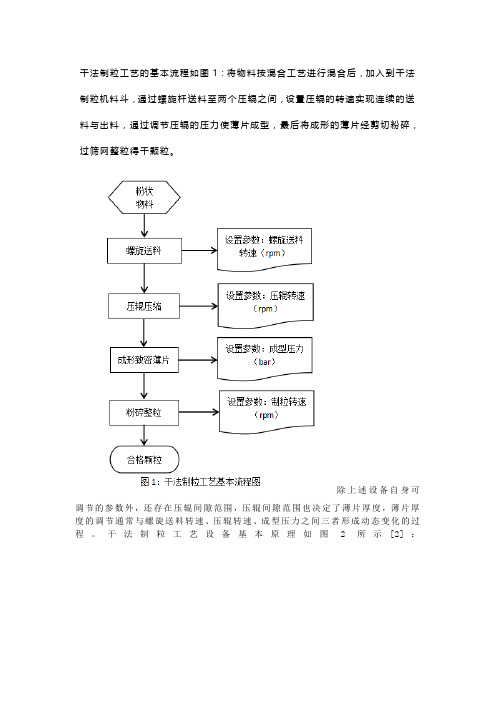
干法制粒工艺的基本流程如图1:将物料按混合工艺进行混合后,加入到干法制粒机料斗,通过螺旋杆送料至两个压辊之间,设置压辊的转速实现连续的送料与出料,通过调节压辊的压力使薄片成型,最后将成形的薄片经剪切粉碎,过筛网整粒得干颗粒。
除上述设备自身可调节的参数外,还存在压辊间隙范围,压辊间隙范围也决定了薄片厚度,薄片厚度的调节通常与螺旋送料转速、压辊转速、成型压力之间三者形成动态变化的过程。
干法制粒工艺设备基本原理如图2所示[2]:干法制粒机的原理可分为水平送料干法制粒机和垂直送料干法制粒机,目前比较常用的是水平送料的干法制粒机,与垂直送料干法制粒机比较,水平送料干法制粒机能够减少重力作用下漏掉的未经干压细粉,提高颗粒的收率,且水平送料干压机的滚压区与颗粒下料区互相分开,可收集未干压的细粉重新加入料斗进行干压,提高干压的效率,但两种原理的干压机实现的目的是相同的。
干法制粒工艺考察思路:了解干压机的基本工艺流程与设备原理后,通过一台具体的干发制粒机来进行干法制粒参数考察。
例:一台小试干法制粒机包括列表内(见表1)以下参数,其中干法制粒工艺属于连续生产模式,即随着时间延长,生产的批量越大,因此没有批量的限制,该设备具备1-40kg/h的生产能力,如果物料足够,可分批考察不同的参数。
各因素对干法制粒效果的影响:(1)物料粉体特性:物料的粉体特性由处方决定,即物料的原辅料组成是否适合进行干法制粒加工,因此在处方考察完成后,根据物料的可压缩性、流动性等判断,确定使用干压工艺后再进行参数考察,或原研厂家同样采用干法制粒工艺为宜。
(2)成品粒度(0.2-2.0mm):制粒机筛网孔径直径大小可决定成品的粒度,过大的筛网制得的颗粒不规则,过小的筛网制得的颗粒可能细粉较多,对流动性不好的物料则不宜选择较小的筛网。
过大或过小的筛网孔径都会对最终颗粒性质产生不良影响。
(3)压辊压力(≤160bar):指两个压辊施加在物料上的力,直接影响物料的压实性,对薄片的硬度也有影响,是干压制粒中需要考察的关键参数。
干法制粒的工艺流程
干法制粒的工艺流程
干法制粒是一种常见的制粒工艺,适用于制造颗粒状的固体制剂。
下面将详细介绍干法制粒的工艺流程。
原料的准备是干法制粒的第一步。
原料应当经过粉碎,确保颗粒的大小和均匀度。
粉碎后的原料应当经过筛网,去除过大或过小的颗粒。
接下来是混合原料的步骤。
将经过筛选的原料进行混合,确保各种原料成分的均匀分布。
混合过程通常采用搅拌器或者其他混合设备进行。
混合完成后,原料需要进行湿化处理。
湿化的目的是增加原料的粘结性,有利于颗粒的形成。
湿化通常使用溶剂或者添加剂来完成。
湿化处理完成后,原料进入造粒机进行造粒。
造粒机通过物理力量将原料挤压、剪切或者压缩成颗粒状。
造粒机的选择取决于原料的特性和所需的颗粒形状。
造粒完成后,颗粒需要进行干燥。
干燥的目的是去除颗粒中的水分,提高颗粒的稳定性和质量。
干燥通常采用热风或者真空干燥的方式进行。
颗粒需要进行筛分和包装。
筛分的目的是去除不合格的颗粒,保证颗粒的均匀性和质量。
包装的目的是方便储存和使用。
常见的包装
方式有袋装、瓶装等。
通过以上的工艺流程,干法制粒可以将原料制成颗粒状的固体制剂。
这种制粒方法具有工艺简单、成本低廉、生产效率高等优点,被广泛应用于制药、化工、冶金等领域。
希望以上的介绍能够帮助您对干法制粒的工艺流程有更加深入的了解。
阿胶配方颗粒工艺规程05
1目的:本标准规定了阿胶配方颗粒的生产工艺、流程、设备、卫生及原辅料、待包装产品、成品质量标准等。
2范围:本标准适用于阿胶配方颗粒生产的全过程。
3责任人:车间主管、工艺监督员、岗位操作工、质量监督员。
4内容:4.1引用标准和文件《中华人民共和国药典》(现行版)国家药品监督管理局:《药品生产质量管理规范》(现行版)4.2产品基本信息4.3批量(按联袋包装计):4.3.1 15万小袋4.3.2 30万小袋4.4处方4.4.1 15万小袋,阿胶配方颗粒提取物164.25kg,乳糖60.75kg,合计225.0kg。
4.4.2 30万小袋,阿胶配方颗粒提取物328.5kg,乳糖121.5kg,合计450.0kg。
4.5生产工艺流程图:(见最后一页)4.6详细的生产步骤和工艺参数说明:在每个工序开始前,按《生产前准备工作程序》SOP-S-0004相关项目进行检查。
4.6.1称量配料操作人员按照当日生产计划表的安排顺序以及生产指令的内容称量阿胶配方颗粒提取物备用。
配料过程执行《称量配料岗位标准操作程序》S0P-S-0901。
如果在实际操作时发现提取物有轻捏即散的结块,则需要过40目筛后再配料。
462混合:把称量好的阿胶配方颗粒提取物加入到混合罐内。
混合参数设置见下表,混合结束后将药粉装于洁净的药用低密度聚乙烯袋内,扎好袋口,贴好标签,注明品名、批号、生产日期、数量等信息。
混合执行《混合岗位标准程序》SOP-S-0903。
生产完毕后,设备清洁执行《料斗型混合设备清洁程序》SOP-I-09064.6.3制粒、整粒:操作人员按照当日的生产计划表的安排顺序取混合后的物料进行干法制粒,参数按照下表设置,开机后操作人员根据压片情况对制粒参数进行调整直至最佳参数点。
制好的颗粒用洁净药用低密度聚乙烯袋装好、密封,并贴上有品名,批号和数量的标签送中间站待用。
制粒过程执行《干法制粒岗位标准程序》SOP-S-0902。
生产完毕后清洁设备执行《颗粒二车间干法制粒岗位设备清洁程序》SOP-I-090-024.6.4复合膜印字:操作人员按照生产安排先制作芯片,然后将芯片装到喷码机上,打开喷码机在面板上输入每袋装量值1.5、颗粒相当于临床使用饮片的当量值2、批号、有效期、生产日期,信息输完试喷检查无误后开始喷印,印字过程中要随时检查印字质量情况,印好的复合膜经复卷机复卷后置于印字内包材间待用,印字执行《喷码岗位操作程序》SOP-S-0904。
干法制粒工艺

干法制粒工艺
干法制粒工艺是制备颗粒状物质的一种工艺,其基本原理是通过干燥、研磨等加工过程,将原料转化为颗粒状物质。
干法制粒工艺具有工艺简单、粒径分布窄、生产效率高等特点,因此被广泛应用于制备颗粒状制品的各个领域。
干法制粒工艺的主要步骤包括原料制备、混合、分散、研磨、筛选等。
其中,原料选择是非常关键的一步,需要根据不同的制品要求选择适合的原料。
在混合过程中,需要根据配方比例将不同原料混合均匀,以保证制品质量。
分散过程可以有效地避免原料结块,从而提高制品的均匀性。
在研磨过程中,通过机械力对原料进行研磨,使其粒径分布更加均匀。
最后,通过筛选去除粒径过大或过小的颗粒,以得到所需的制品。
干法制粒工艺具有广泛的应用领域,包括化妆品、医药、食品、化工等领域。
在化妆品制备过程中,干法制粒工艺可用于制备粉状、膏状等各种不同形态的化妆品;在医药领域,干法制粒工艺可用于制备缓释药物、口服制剂等;在食品加工过程中,干法制粒工艺可用于制备各种颗粒状食品,如膨化食品、干果、蛋糕等;在化工领域,干法制粒工艺可用于制备各种颗粒状化工产品,如塑料、橡胶、颜料等。
总之,干法制粒工艺是一种重要的制备颗粒状物质的工艺,具有广泛的应用前景。
- 1 -。
干法制粒技术工艺优化的探讨
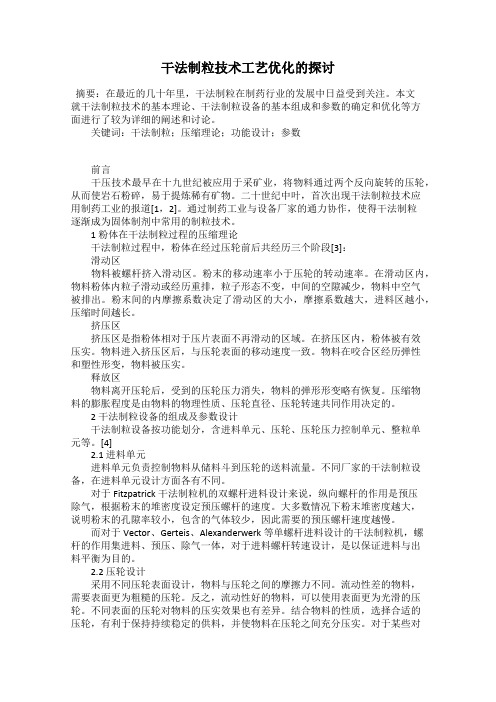
干法制粒技术工艺优化的探讨摘要:在最近的几十年里,干法制粒在制药行业的发展中日益受到关注。
本文就干法制粒技术的基本理论、干法制粒设备的基本组成和参数的确定和优化等方面进行了较为详细的阐述和讨论。
关键词:干法制粒;压缩理论;功能设计;参数前言干压技术最早在十九世纪被应用于采矿业,将物料通过两个反向旋转的压轮,从而使岩石粉碎,易于提炼稀有矿物。
二十世纪中叶,首次出现干法制粒技术应用制药工业的报道[1,2]。
通过制药工业与设备厂家的通力协作,使得干法制粒逐渐成为固体制剂中常用的制粒技术。
1 粉体在干法制粒过程的压缩理论干法制粒过程中,粉体在经过压轮前后共经历三个阶段[3]:滑动区物料被螺杆挤入滑动区。
粉末的移动速率小于压轮的转动速率。
在滑动区内,物料粉体内粒子滑动或经历重排,粒子形态不变,中间的空隙减少,物料中空气被排出。
粉末间的内摩擦系数决定了滑动区的大小,摩擦系数越大,进料区越小,压缩时间越长。
挤压区挤压区是指粉体相对于压片表面不再滑动的区域。
在挤压区内,粉体被有效压实。
物料进入挤压区后,与压轮表面的移动速度一致。
物料在咬合区经历弹性和塑性形变,物料被压实。
释放区物料离开压轮后,受到的压轮压力消失,物料的弹形形变略有恢复。
压缩物料的膨胀程度是由物料的物理性质、压轮直径、压轮转速共同作用决定的。
2 干法制粒设备的组成及参数设计干法制粒设备按功能划分,含进料单元、压轮、压轮压力控制单元、整粒单元等。
[4]2.1 进料单元进料单元负责控制物料从储料斗到压轮的送料流量。
不同厂家的干法制粒设备,在进料单元设计方面各有不同。
对于Fitzpatrick干法制粒机的双螺杆进料设计来说,纵向螺杆的作用是预压除气,根据粉末的堆密度设定预压螺杆的速度。
大多数情况下粉末堆密度越大,说明粉末的孔隙率较小,包含的气体较少,因此需要的预压螺杆速度越慢。
而对于Vector、Gerteis、Alexanderwerk等单螺杆进料设计的干法制粒机,螺杆的作用集进料、预压、除气一体,对于进料螺杆转速设计,是以保证进料与出料平衡为目的。
干法制粒目的与制粒方法

干法制粒目的与制粒方法制粒目的与制粒方法多数的固体剂型都要经过“制粒”过程。
制粒技术不仅应用于片剂、胶囊剂、颗粒剂等的制备过程,而且为了方便粉末的处理也经常需制成颗粒,再如供直接压片用的辅料也常需制成颗粒,以保证药品质量和生产的顺利进行。
(一)制粒的目的(1)使粒子具有良好的流动性,在药物的输送、包装、充填等方面容易实现自动化、连续化、定量化;(2)防止由于粒度、密度的差异而引起的分离现象,有利于各种成分的均匀混合;(3)防止操作过程的粉尘飞扬及在器壁上的粘着,避免环境污染和原料的损失;(4)调整堆密度,改善溶解性能;(5)使压片过程中压力的传递均匀;(6)配方和操作适当时,可提高药效和药物的稳定性;(7)便于服用等。
颗粒有可能是中间体,如片剂生产过程中的制粒;也有可能是产品,如颗粒剂等。
制粒的目的不同,其要求有所不同或有所侧重。
如压片用颗粒,以改善流动性和压缩成形性为主要目的;而颗粒剂、胶囊剂的制粒过程以流动性好、防止粘着及飞扬、提高混合均匀性、改善外观等为主要目的。
近年来随着制药工业的发展,制粒技术也得到了很大的提高。
(二)制粒方法的分类在医药生产中广泛应用的制粒方法可分为二大类。
即湿法制粒、干法制粒。
(1)湿法制粒:在原材料粉末中加入粘合液,靠粘合液的架桥或粘结作用使粉末聚结在一起而制备颗粒的方法。
挤压制粒、转动制粒、流化床制粒、搅拌制粒等属于湿法制粒。
(2)干法制粒:在原料粉末中不加入任何液体,靠压缩力的作用使粒子间距离接近而产生结合力,按一定大小和形状直接压缩成所需颗粒,或先将粉末压缩成片状或板状物后,重新粉碎成所需大小的颗粒。
(三)粉粒间的结合力颗粒是由无数个粉粒(或结晶粒子)靠某种结合力结聚在一起形成的。
为了区别原料的原始粒子和制成的颗粒,把前者叫做*粒子,把后者叫做第二粒子或颗粒。
在制粒过程中,*粒子之间产生的结合力直接影响着第二粒子的强度、粒度、密度等各种粉体性质。
制粒时粉粒间产生的结合力可归纳如下:(1)固体桥——因压力或摩擦而产生的局部熔融液的固化,粒子间溶液经干燥后析出的结晶及粒子间粘合剂的固化等所形成;(2)非流动性液体的粘附和粘结——粘性粘合剂(如糖、胶、树胶等)的吸附等作用产生的结合力;(3)流动液体的架桥作用——由粒子间液体的毛细管吸力和表面张力所产生的结合力;(4)粉粒间的吸引力——主要在细粉末的处理过程中产生的分子间引力(范德华力)、静电力等;(5)机械齿合力——当搅拌或压缩纤维状、块状粉粒时,使粉粒间齿合而结合在一起,此种结合与粒子的结构有关。
干法制粒工艺流程

干法制粒工艺流程
《干法制粒工艺流程》
干法制粒是一种常用的固体制剂制备工艺,适用于制备颗粒状或粉末状的药物、化学品等产品。
干法制粒工艺流程主要包括原料处理、混合、颗粒形成、干燥和包装等步骤。
首先,原料处理是干法制粒的第一步,对原料进行筛分、粉碎、混合等处理,以确保原料的均匀性和质量。
其次,混合是为了将不同成分的原料均匀混合在一起,以确保颗粒形成时成分均匀。
对原料进行粘结剂的添加,通过混合使每个颗粒都含有足够的粘结剂,从而保证颗粒的结实性和一致性。
接着,颗粒形成是通过压制或滚动等方法将混合好的原料制成颗粒状。
在这一步骤中,需要控制压力、温度和速度等参数,以确保颗粒的大小和形状符合要求。
随后,干燥是将颗粒中的水分蒸发掉,使颗粒达到所需的含水率。
常见的干燥方法包括气流干燥、真空干燥等,通过不同的干燥方法可以实现对颗粒的不同要求。
最后,包装是将干燥好的颗粒进行包装,以确保产品的质量和保存期限。
包装材料通常采用塑料袋、铝箔袋等,同时需要控制包装环境的湿度和温度,以保证产品的质量和稳定性。
总的来说,干法制粒工艺流程包括原料处理、混合、颗粒形成、干燥和包装等步骤,每一步都需要精确控制工艺参数,以确保最终产品的质量和稳定性。
通过不断改进和优化工艺流程,可以提高产品的生产效率和质量,满足市场的需求和要求。
干法制粒工艺及其在研发中QBD思维的运用
干法制粒工艺及其在研发中QBD思维的运用前言干法制粒在制药领域应用广泛,有将近70年的使用历史,本文从干法制粒仪器结构、物料可压性损失、影响干法制粒工艺的因素、干法制粒注意事项等方面对干法制粒工艺过程进行简单剖析,最后通过FDA于2012年发布的有关仿制药开发QBD运用实例,对QBD思维在干法制粒工艺中运用的思路进行梳理,加深大家对干法制粒工艺过程的理解。
一、干法制粒介绍干法制粒是将松散的粉末压缩团聚,然后将压实的粉末粉碎制粒使粉末的流动性得到改善的过程,适用于工艺生产如压片胶囊灌装等。
与湿法制粒相比,干法制粒的优点是在整个工艺过程中无需水或其它机溶剂的参与,对湿、热敏感的药物尤为合适。
另外,辊压干法制粒从技术方面来看更容易实现自动化控制,效率高、工艺简单且更加环保。
粉末压缩方式有辊压与非辊压方式,辊压是制药行业的主流,其主要优势是工艺过程连续具有更大的生产能力、粉末对润滑剂的依赖性小等。
一般干法制粒辊压工艺主要变量有三个:压力大小、进料螺杆的转速及辊筒转速。
混合粉末中对辊压影响较大的辅料主要有两种:粘合剂与润滑剂。
辊压结构如下图1,物料辊压过程分三个区域:1进料区,物料所受压力较小;2压缩区,物料所受压力高且物料颗粒产生塑性形变;3出料区,压实的物料呈条带状薄片排出。
辊压过程需要充足的粉末进入辊轮间隙以保证工艺的连续进行,在整个压制过程中为保证不漏粉辊轮区需要一定的密封措施,为保证制备颗粒的均匀性辊压力要尽可能稳定。
图1,辊压结构图,及物料压制不同区域不同厂家设计的仪器设备会有一定差异,如物料进入辊筒方向(如下图2所示),辊筒表面的设计有光滑、凹槽或口袋等形式,另外密封系统、辊筒大小、辊筒宽度及进料系统(重力进料或强制进料)等也会有一定差异。
图2,辊进料的三种方式二、影响干法制粒工艺的因素物料含水量的影响。
物料的含水量影响物料的形变与拉伸强度,从而影响片剂的可压性。
因此在干法制粒工艺过程中,即使是相同的物料也要严格控制水分含量。
阿胶颗粒
WS3-B——3603—
—98阿胶颗”粒
E加oKeli
本品为阿胶制成的颗粒剂。
l制法】取阿胶60009,蔗糖30009,可溶性淀粉10009分别粉碎成细粉,混匀,用乙醇制粒、干燥,分装成1000袋或压制成1000块,即得。
【性状】本品为浅棕色的长方形块或颗粒;气微,味甜。
【检查】阿胶限度检查精密称取阿胶对照药材约0.249,另取本品适量研细,精密称取约059,分别置25ml量瓶中,加50%乙醇适量,振摇,溶解后,加50%乙醇至刻度,滤过,分别取滤液0.3ml,置10ml比色管中,加50%乙醇07ml,0.5%前三酮丙酮溶液08ml,置82℃士1℃恒温水浴上加热7分钟,取出迅速放冷,加50%乙醇至刻度,摇匀,进行目视比色,供试品溶液的颜色不得比对照药材溶液的颜色浅。
其他应符合颗粒剂项下有关的各项规定(附录IC)。
【功能与主治】滋阴养血,补肺润燥,止血安服。
用于虚劳,血虚心烦,崩漏带下,经血木调,胎动不安,哈血,吐血,血,便血及各型贫血。
【用法与用量1口服或配方兑入药对中服用,一次半块(袋),一日Z~3次。
t规格】每块(或袋)重10g
【贮究】密封。
河北省药品检验所起草·93·。
干法制粒工艺及应用的研究

干法制粒工艺及应用的研究干法制粒是一种将粉体原料经过压辑压实、粉碎整粒宜接制成满足用户要求的颗粒的生产工艺一一它可以改善原料粉末的物理特性,解决粉末粒径大小不一、密度不均、流动性不好、易于成层的问题。
加工后的粉末粒度均匀性更好,堆积密度显著增加,流动性有所改善,并且其溶解度、孔隙率和比表面积等可控制,对辅料本身的要求不像粉末直压那么苛刻,有助于提高后续混合或压片工艺的生产效率。
与湿法制粒相比,干法制粒的优势明显。
在制粒过程中,干法制粒主要利用的是物料本身的结晶水,一般不需要添加剂,尤其适用于对水和对热敏感的料粉。
而且该方法可以连续地直接成型、造粒,相比于湿法制粒工艺,省略了加湿和干燥工序,工艺链条短,生产中出现偏差的概率小,投资成本更低。
干法制粒制造的片剂,由于所用的干粘合剂的粘合作用较小,因此溶解速度快、溶解性能有所改善[1]。
与干法制粒制造设备相比,湿法制粒设备的清洁时长更长且周期更频繁。
另外,干法制粒的放大操作并不复杂,湿法制粒放大时在制粒和干燥过程中要监测的主要和次要变量要多得多。
O1工作原理目前市场上大多数干法制粒机的工作原理都是类似的,本文以费兹帕克品牌的干法制粒机为例(如图1所示),对其工作原理进行介绍:料粉经水平送料螺杆输送,在垂直送料螺杆作用下进行脱气和预压,被推至两个挤压辑轮的弧形槽内,经过压辐(压辐表面的不同构造可以应对不同的粉料,以防止粉料在被压辑咬入时打滑)挤压变成料片;料片通过压辑后,在重力和表面张力的作用下脱离压辑,少量未脱落的料片被刮刀刮下,所有脱落的料片会继续进入粉碎整粒机,经过粉碎整粒工艺制成颗粒。
干法制粒机不仅可以独立生产,有些还会配置后续循环工艺:整粒后的颗粒会进入振动筛过筛分级,得到符合要求的颗粒产品,筛下细粉返回水平送料螺杆循环制粒。
02关键工艺参数通过对各因素的影响进行评估,可以发现干法制粒工序的关键工艺参数有:压辑压力、压辑间隙及压辐转速。
其中压辑压力对颗粒性质有着极为重要的影响。
阿胶珠配方颗粒制粒工艺研究
阿胶为马科动物驴 EquusasinusL.的干燥皮或鲜 皮经煎煮、浓缩制成的固体胶。阿胶珠是以阿胶为原料 的中药炮制品,味甘、性平,归肺、肝、肾经,具有补血滋 阴、润燥、止血等功效,临床用于治疗血虚萎黄、眩晕心 悸 、肌 痿 无 力 、心 烦 不 眠 、虚 风 内 动 、肺 燥 咳 嗽 、劳 嗽 咯 血、吐血尿血、便血崩漏、妊娠胎漏等症 犤1犦。中药配方颗 粒又称免煎中药,既保持了原中药饮片的药性,又满足 了中医临床辨证论治、随证组方的需要,是一种兼顾随 证调方和复方合煎特点的传统经方新剂型 犤2犦。为保持阿 胶珠配方颗粒与传统饮片使用方法的一致性,该中药配 方颗粒不经提取浓缩等工序,将原料粉碎通过合适工艺 制成颗粒。本研究中重点以成型率、堆密度为考察指标, 通过单因素试验考察制粒工艺和正交试验优选阿胶珠 配方颗粒的制粒工艺。现报道如下。 1 仪器与试药 1.1 仪器
第一作者:韩鹏,女,大学本科,高级工程师,研究方向为新药研发,(电话)0575-89975284(电子信箱)18609951@qq.com。
LGJ-80型干法制粒机 (宁 波市华拳机 械有限公 司);MD6110型中药配方颗粒智能调配机(广东一方制 药有限公司);JP-500C型高速多功能粉碎机(永康市 久品工贸有限公司);药典筛(浙江上虞市道墟张兴沙筛 厂);DHG-9140A型电热恒温鼓风干燥箱(上海精宏实
验设备有限公司)。 1.2 试药
ofEjiaozhu DispensingGranuleswasinvestigated bysinglefactor,and thegranulation technologyofEjiaozhu DispensingGranuleswas
optimizedby L9(34)orthogonaltestwithsqueezingpressure,feedingrateandsqueezingrateasfactors,andwithmoldingrateandbulk densityasevaluationindexes.Results Theoptimum technologyconditionswereasfollows:thesqueezingpressurewas30kgf/cm2,feed
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阿胶颗粒干法制粒工艺研究田守生1,孙四海2,张淹1*,辛杰1,王春艳11. 山东东阿阿胶股份有限公司国家胶类中药工程技术研究中心,山东聊城 2522012. 聊城市人民医院,山东聊城 252000摘要:目的研究阿胶颗粒干法制粒的最佳工艺条件。
方法考察轧轮压力、轧轮转速和送粉速度对颗粒得率的影响,采用L9(34) 正交试验优选阿胶颗粒干法制粒工艺条件。
结果最佳制粒工艺条件为轧辊压力为60~70 kgf/cm2、送粉速度17~19 r/min、轧轮转速为10~12 r/min。
结论阿胶颗粒干法制粒工艺的研究,为阿胶颗粒产业化应用和干法制粒技术在动物类中药中的推广应用提供实验依据。
关键词:阿胶颗粒;干法制粒;正交试验;颗粒得率;动物类中药中图分类号:R283.6 文献标志码:A 文章编号:0253 - 2670(2014)12 - 1714 - 04DOI: 10.7501/j.issn.0253-2670.2014.12.011Study on dry granulation technology for Ejiao granulesTIAN Shou-sheng1, SUN Si-hai2, ZHANG Yan1, XIN Jie1, WANG Chun-yan11. Shandong Dong-E E-Jiao Co., Ltd., National Engineering Technology Research Center of Rubber Medicine, Liaocheng 252201,China2. Liaocheng District People’s Hospital, Liaocheng 252000, ChinaAbstract:Objective To study the optimal technological conditions of Ejiao granules by dry granulation. Methods The effects of rolling wheel press, speed, and powder feeding rate on grain yield were studied, and the dry granulation technology for Ejiao granules was optimized using L9(34) orthogonal test. Results The optimal granulating conditions for the roll pressure was 60—70 kgf/cm2, powder feeding rate was 17—19 r/min, and rolling speed was 10—12 r/min. Conclusion The study on the dry granulation technology for Ejiao granules provides the experimental basis for industrial application and spread of dry granulation technology in Chinese animal medicines.Key words: Ejiao granules; dry granulation; orthogonal test; grain yield; Chinese animal medicine干法制粒技术目前在国际上已广泛应用于制药食品化工等行业[1-2],是采用轮转式干压机或滚筒平压机把药物或药物与辅料混合物压成块状、长条状或片状,然后再粉碎成适合颗粒的制粒方法[3],是一种经济实用的制粒方法[4-5]。
阿胶颗粒是对阿胶进行剂型改进而开发的方便服用的颗粒剂产品,具有补血滋阴、润燥止血等功效[6]。
本实验对阿胶颗粒干法制粒工艺进行比较详细的研究,为阿胶颗粒的研究开发、产业化应用和干法制粒技术在动物胶类中药中的推广应用提供实验依据。
1仪器与材料TF—MINI型干法制粒机,日本富士公司制造;LPG型喷雾干燥机,常州市宝路干燥设备有限公司;HG63型快速水分测定仪,Mettler Toledo公司;101A—1型电热恒温鼓风干燥箱,上海申光仪器仪表有限公司;标准分样筛,新乡市康达新机械有限公司。
阿胶生产过程中的浓缩液(批号20120607-2,ρ=1.09,50 ℃测定),经国家胶类中药工程技术研究中心主管中药师王春艳鉴定。
2方法与结果2.1阿胶粉制备每次取阿胶生产过程中一定量浓缩液(相当于成品阿胶1 000 g),减压浓缩到相对密度为1.16左收稿日期:2014-01-26基金项目:重大新药创制科技重大专项“中药大品种阿胶技术改造”(2011ZX09201-201-10);山东省科技发展计划项目(2013G0031901)作者简介:田守生,男,副主任中药师,研究方向为中药新产品开发。
Tel: (0635)3260009*通信作者张淹,男,硕士研究生,副主任中药师,研究方向为中药新产品开发。
E-mail: zhangyan3261967@右(50 ℃测定)的稠膏,在优选条件下(进风口温度为170~175 ℃、出风口温度为70~75 ℃、进料速度为35~40 mL/min )喷雾干燥制成纯阿胶粉,含水量为3.5%,备用。
2.2 阿胶粉基本物性测定2.2.1 休止角 采用固定漏斗法[7],将漏斗固定于水平放置的坐标纸上4.5 cm 高度处,小心地将样品沿漏斗壁倒入,直到最下面漏斗形成的药粉圆锥体尖端接触到漏斗口为止,由坐标纸测出圆锥底部直径(n =3),计算出阿胶粉的休止角α(tg α=H /R ,H 为药粉圆锥体高度,R 为药粉圆锥体高度直径)为56.7°,大于40°流动性较差[8]。
2.2.2 阿胶粉的吸湿性 将底部盛有54%硫酸溶液、48%硫酸溶液、44%硫酸溶液、溴化钠过饱和溶液、氯化钠过饱和溶液、氯化钾过饱和溶液和硝酸钾过饱和溶液的玻璃干燥器放入恒温培养箱中25 ℃恒温24 h ,此时干燥器内相对湿度(RH )分别为29.55%、40.52%、48.52%、57.70%、75.28%、84.26%、98.00%,在已恒定质量的扁称量瓶底部放入厚度约3 mm 已干燥恒定质量的阿胶粉,准确称定质量后置于上述过饱和溶液的干燥器中(将称量瓶盖揭开),于恒温培养箱中25 ℃保存,定时(3、6、12、24、48、60、72、84 h )称量,按下述吸湿率公式计算出不同时间的吸湿率。
吸湿率=(吸湿后颗粒质量-吸湿前颗粒质量) / 吸湿前颗粒质量以吸湿率为纵坐标,RH 为横坐标作图,在曲线两处做切线,两切线交点的横坐标即为浸膏粉的相对临界湿度,结果见图1。
可以看出,阿胶粉的临界相对湿度约为60%,说明阿胶粉的吸湿性较强,因此在生产和储存过程中应控制环境相对湿度。
2.3 干法制粒与质量评价方法2.3.1 制备方法 调节好干式制粒机轧轮压力、转图1 阿胶粉吸湿平衡曲线 (25 ℃)Fig. 1 Moisture absorption curve of Ejiao powder (25 ℃)速和给料速度后,将阿胶粉加入到干法制粒机中压成长条状药片,经粉碎成小颗粒后,整粒,所得颗粒备用。
2.3.2 颗粒成品率测定 将制得的颗粒分别过1号筛和5号筛,将能过1号筛且不能过5号筛的颗粒称定质量,按下式计算即得制粒成品率。
成品率=颗粒质量 / 喷干粉质量2.4 阿胶颗粒干法制粒影响因素考察参考文献研究[2,9-10],干式制粒工艺中轧轮压力、轧轮转速和送粉速度等工艺条件对颗粒得率影响较大,因此针对上述主要影响因素对阿胶颗粒的成品率进行研究分析。
2.4.1 轧轮压力对成品率的影响 按“2.3.1”项下方法制备阿胶颗粒,轧轮压力分别设置为30、40、50、60、70、80 kgf/cm 2,分析轧轮压力对颗粒得率的影响,结果颗粒成品率分别为15.14%、23.63%、43.71%、48.29%、49.17%、50.24%。
随着轧轮压力增大,颗粒得率升高,其中压力在40~50 kgf/cm 2时,颗粒得率显著提高,而60~80 kgf/cm 2,颗粒得率增加速率趋于平缓,且压力上升到70 kgf/cm 2以上时,轧轮间的阿胶固体条出现颜色变化,固体条中间的颜色明显比两边深,导致后续所得的颗粒呈现颜色不一致现象。
可能是随着轧轮压力不断增加,压轮间缝隙逐渐变小,且粉末粒子间排列更紧密,导致压条硬度增加,颜色变深,在破碎过程中细粉减少,从而增加颗粒得率。
2.4.2 轧轮转速对成品率的影响 按“2.3.1”项下方法制备阿胶颗粒,轧轮转速分别为6、8、10、12、14 r/min ,考察轧轮转速对颗粒得率的影响,结果颗粒成品率分别为15.14%、23.63%、43.71%、48.29%、49.17%。
结果表明轧轮转速在6~10 r/min 变化时,颗粒得率急剧增加,但当转速增加到10 r/min 以上时,颗粒得率的增加幅度明显降低,其原因可能是随着轧轮转速增大,物料在轧轮间受压时间减少,粉体粒子塑性形变减小,颗粒结构疏松从而导致颗粒得率降低。
2.4.3 送粉速度对成品率的影响 按“2.3.1”项下方法制备阿胶颗粒,送粉速度分别调整到8、10、12、14、16、18、20 r/min ,考察送粉速度对颗粒得率的影响,结果颗粒成品率分别为36.36%、42.26%、58.13%、60.24%、61.27%、63.43%、64.68%。
送粉速度在8~12 r/min 时,颗粒得率上升比较快,在12~18 r/min 时,颗粒得率基本趋于稳定状态,到3.02.0 1.0 0吸湿率 / %29.55 40.52 48.52 57.70 75.28 84.26 98.00RH / %20 r/min时,可能是送料速度过快,出现一些给料堵塞情况。
2.5工艺参数优化根据预试验结果确定选择干式制粒设备的轧轮压力(A)、送粉速度(B)和轧轮转速(C)3个主要因素,每个因素分设3个水平,采用正交表L9(34) 安排试验,以颗粒得率为评价指标,试验数据用SPSS 11.5软件进行分析。
因素水平设计及正交试验结果见表1,方差分析结果见表2。
由表1直观分析可知,以颗粒得率为评价标准,表1L9(34)正交试验设计及结果Table1Design and results of L9(34)orthogonal test试验号 A / (kgf·cm−2) B / (r·min−1) C / (r·min−1) D (空白) 颗粒得率 / %1 50~60 (1) 13~15 (1) 8~10 (1) (1) 60.62 50~60 (1) 15~17 (2) 10~12 (2) (2) 63.53 50~60 (1) 17~19 (3) 12~14 (3) (3) 62.74 60~70 (2) 13~15 (1) 10~12 (2) (3) 71.35 60~70 (2) 15~17 (2) 12~14 (3) (1) 68.16 60~70 (2) 17~19 (3) 8~10 (1) (2) 69.27 70~80 (3) 13~15 (1) 12~14 (3) (2) 64.38 70~80 (3) 15~17 (2) 8~10 (1) (3) 67.69 70~80 (3) 17~19 (3) 10~12 (2) (1) 71.3 K1 62.27 65.40 65.80 66.67K2 69.53 66.40 68.70 65.67K3 67.73 67.73 65.03 67.20R 7.27 2.33 3.67 1.53表2方差分析Table2Analysis of variance方差来源离均差平方和自由度F值显著性A 85.93223.64P<0.05B 8.22 2 2.26C 22.4426.17D (误差) 3.64 2F0.05(2, 2)=19.00 F0.01(2, 2)=99.00其影响效果大小依次为A>C>B,即轧轮压力>轧轮转速>送粉速度;由表2方差分析结果显示,因素A即轧轮压力具有显著性影响,较优的制粒工艺条件为A2B3C2,即轧辊压力为60~70 kgf/cm2,送粉速度17~19 r/min,轧轮转速为10~12 r/min。