JL-ER-015-1.0 新产品试产后量产会议记录表
check list 计划质量 准备会议记录(点检表)

计划会议 参会人员 会议日期 参会人员 各部门长 时间 地点 主持人 主题
机型名称 生 产 计 划 生 产 计 划 批量 试产 物料齐套日期 生产类型 客户联络接口人 量产
计划安排 物料仓备料/投料 SMT装料 设备调机(胶纸板) IPQC检验首件 预计生产结束
计划完成时间
实际完成时间
责任人
余刚
生产制程/锡膏(有无客供) SMT 后焊 组装 测试
项目
项目
样品
项目细分
完成状况
责任人完成时间品质控上线前品 BOM版本,图纸 质确认 检验标准,作业指导书 有无客供清单及要求 QA 软件 试验清单 是否为正式出货标准
烧录软件,版本/校验码
BOM版本,元器件位置图 工程管控 工艺要求 工装治具 生产工艺流程,要求(SOP) 要求 质量控制点及重点工位 生产难点/注意事项
生产管控
生产管控
物料齐套问题 点检结论 全程汇总 点检结论 补充说明 可生产; 需延后生产;延后上线时间:
会议确认签名:
部质量准备会议记录(点检表)
编号:GC-FR193 版本:0/A
责任人
余刚
追踪情况
APQP产品和过程确认阶段评审会议记录表

记录人会议时间会议地点序号解决方案完成时间完成状态责任人跟进人备注1234会议记录表
主持人产品质量策划总结和认定讨论零件承认资料PSW;讨论现有制程能力可否满足需求原因探讨事项
产品和过程确认阶段评审会议主题:产品和过程确认阶段评审会议
出席人员:
联函:
缺席:
一、 同意过程设计之以
下事项;
1.MSA分析报告
2.Cpk/Ppk制程能力分析报告
3.生产件批准(PSW)
3.试产报告
4.产品质量策划总结
和认定
5.APQP资料移交
二、同意进入量产;同意进入量产阶段﹗多方论证小组讨论试生产过程中问题;。
试生产记录
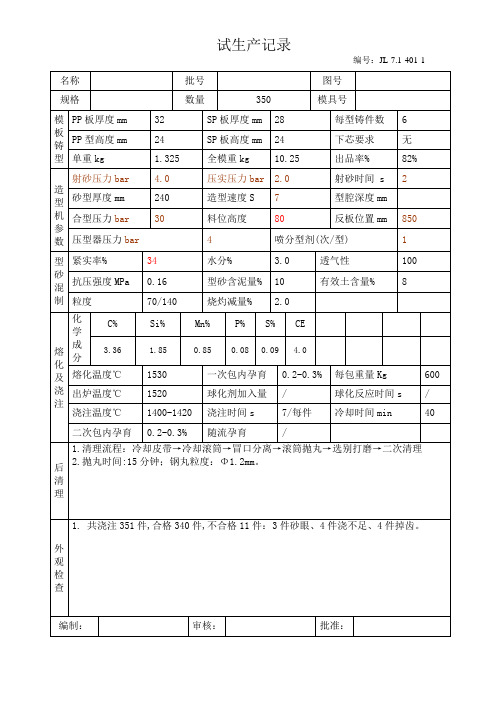
1.共浇注351件,合格340件,不合格11件:3件砂眼、4件浇不足、4件掉齿。
编制:
审核:
批准:
30
料位高度
80
反板位置mm
850
压型器压力bar
4
喷分型剂(次/型)
1
型
砂
混
制
紧实率%
34
水分%
3.0
透气性
100
抗压强度MPa
0.16
型砂含泥量%
10
有效土含量%
8
粒度
70/140
烧灼减量%
2.0
熔化及浇注
化
学
成
分
C%
Si%
Mn%
P%
S%
CE
3.36
1.85
0.85
0.08
0.09
4.0
熔化温度℃
名称
批号
图号
规格
数量
350
模具号
模
板
铸
型
PP板厚度mm
32
SP板厚度mm
28
每型铸件数
6
PP型高度mm
24
SP板高度mm
24
下芯要求
无
单重kg
1.325
全模重kg
10.25
出品率%
82%
造
型
机
参
数
射砂压力bar
4.0
压实压力bar
2.0
射砂时间s
2
砂型厚度mm
240
造型速度S
7
型腔深度mm
合型压力bar
1530
一次包内孕育
0.2-0.3%
每包重量Kg
量产前会议记录

1、注意包边时线的松紧度
2、针车直立时上下边距要一致
厂长总结:
在试做会议后请各部门主管将会议内容传达到现场相关人员,在量产操作时要按照样品标准操作,技转部门要准备好制造说明书,技术部可切割生产板,生管部排出进度,此型体可量产。
开料组:
1、注意开料后鞋面刀口要平顺
2、绒面皮绒头、颜色、羊毛倒向及毛面颜色要一致
3、马克接口处绒面皮软硬度要一致
4、鞋面画线要清晰
5、注意开料时鞋口位置不可有松面及白边现象
面部前段:
1、注意针车针距、边距要一致
2、鞋口包边后要平顺
3、注意配双及清洁度
面部后段:
1、鞋面与中底固定时按照中底记号点固定
COSTCO 62158/62160型体量产前会议记录
会议时间
2012-3-5
会议地址
张总办公室
会议主持
开发部
记录人
贾晓娜
参会人员
鞋厂业务、开发及生产部门课长级别以上人员
会议容
各部门通报试做情况:
准备组:
1、注意后套面绒头及颜色的配双
2、后套面及后套港宝压机后要粘紧不可有空隙、鼓起现象
3、羊毛垫与中底贴合时一圈宽度要一致,不可有宽窄不一致现象
2、鞋头面包缝时分三段包缝
3、后跟定型时注意时间及温度
成型:
1、贴底后边缘不可有溢胶、少胶现象
2、鞋面贴好底后要平顺
3、鞋面入楦情况良好,没有问题
开发部经理:
1、鞋面缩头时注意松紧度
2、注意鞋口包边的松紧度
生管部经理:没有问题
生产部经理:
没有问题,此型体是旧型体,但是现场各部门操作时也不能大意,注意品质
新产品试制前准备状态检查记录表

质管部负责人:
检查组组长: 会签:
生产设备、工艺装备状态是否完好齐套,是否满足产品
4
生产所需的功能和精度要求;
□满足 □不满足
5
工作环境满足生产环境要求;
□满足 □不满足
计量器具和检测设备是否满足产品精度要求,且在检定
6
有效期内
□满足 □不满足
7
外购零(组)件、外协加工件等检验是否合格;
□满足 □不满足
不合格 项目
检查结论
检查组 成员 研发部负责人:
新产品试制前准备状态检查记录表
产品名称
产品型号检查日期ຫໍສະໝຸດ 项目负责人序号检查项目
检查结果
1
设计图样、设计方案等文件是否齐套、签署完整;
满足 □不满足
工艺规程、外协技术协议等工艺技术文件是否齐套,签
2
署完整,技术状态标识正确;
□满足 □不满足
3
参与试制的各类人员是否具有上岗资格,关键岗位的操 □满足 □不满足 作人员是否经过培训、考核合格;
新产品试产管理制度
文件制修订记录1.0目的对新产品小批量生产,以验证和确认新开发的产品是否适合批量生产;确保问题点能在放产前被发现、处理或提供良好的预防措施。
2.0适用范围适用需在公司进行量产的任何新开发的产品试产作业(对本公司原产品进行局部变更而产生的新产品,作工程更改即可,无需试产)。
3.0职责:3.1开发部:负责新产品的开发、相关技术资料制定、样品鉴定会组织、设计问题的改进、主导推进试产的进行;同时,处理试产中的异常状况,主导产前会议和试产报告会议召开。
3.2 项目工程师负责新产品作业指导书制作,标准工时的制订,并与生产部门安排工艺流程;试产过程中问题的总结。
3.3 质检部:QC负责记录并监控试产中之品质状况,QA负责收集并分析试产记录及相关资料。
3.4 采购部:负责试产产品物料的采购及安排有关的技术支援;外协加工件的收发发外及追踪。
3.5生产部:试产安排及通知各生产车间,试产执行和试产情况的记录,监管产品进度计划。
4.0定义试产:指新产品在正式生产前所进行的小批量生产,其数量为10-50双之间。
5.0内容5.1新产品试产要求:5.1.1试产时间:按不同产品所订立产品进度计划执行,一般地,在正式向客户提供承认样品后进行。
5.1.2试产数量:10-50双。
5.1.3文件发放:所有相关试产用文件必须加盖试产专用章后发放。
5.1.4样品发放:由开发部提供试产用签样一套和加盖了试产确认书,交质检部作试产检验依据。
5.1.5试产后可转为批量生产的品质要求:合格率达到80%或以上,低于80%的合格率需在评审后进行改善,并在改善完成后安排改善确认和第二次试产。
5.2试产准备5.2.1试产前,由开发部组织质检、生管、采购、货仓等相关人员召开“新产品试产会议”,会议主要包括:产品结构、产品工艺流程、重要作业方法及检测方法等的介绍,并将会议结果列入《会议记录》中,会议所记录各事项由项目工程师跟进.5.2.2生管综合生产能力、生产进度在新产品试产会中规定试产期限并安排新产品试产,生管将具体试产时间列入《生产计划》中发至各相关部门,并用《试产通知单》通知质检部、生产部、开发部、采购部。
APQP所有记录表

XXX 有限公司新产品制造可行性报告评估部门:评估日期:年月日第 页共页PPP-2-01A0-1XXX 有 限 公 司 新 产 品 制 造 可 行 性报 告(续)评估部门: 评估日期: 年 月 日第页共页PPP-2-01A0-2XXX 有限公司新产品制造可行性报告(续)评估部门:评估日期:年月日第页共页PPP-2-01A0-3XXX 有限公司新产品制造可行性报告(续)评估部门:评估日期:年月日第页共页PPP-2-01A0-4XXX 有限公司产品成本核算报价表报价部门:报价编号:报价单位:人民币(元)报价日期:年月日8 / 148XXX 有限公司合同 / 订单评审表部门:日期:年月日PP-703-2-03A0XXX 有限公司新产品项目开发申请单申请部门:申请日期:年月日XXX 有限公司多方论证小组成员及职责表制定部门:制定日期:年月日XXX 有限公司新产品项目 APQP 开发计划制定部门:制定日期:年月日13 / 148PPP-2-04A0-1K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日14 / 14815 / 14816 / 148 PPP-2-04A0-2K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日PPP-2-04A0-3K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:年月日17 / 14818 / 14819 / 148 PPP-2-04A0-4K C E 有限公司新产品项目 APQP 开发计划(续上页)制定部门:制定日期:第 5 页,共 5 页PPP-2-04A0-5 20 / 148XXX 有限公司设计和开发评审记录表制定部门:制定日期:年月日PP-706-2-02A0XXX 有限公司新产品开发设计目标制定部门:制定日期:XXX 有限公司产品初始材料清单制定部门:制定日期:XXX 有 限 公 司产 品 过 程流 程 图制定部门:技术部 制定日期: 2001 年PPP-2-07A0XXX 有限公司产品和过程特殊特性制定部门:制定日期:年月日XXX 有限公司产品保证计划制定部门:制定日期:年第1页,共2页PPP-2-09A0-1XXX 有限公司产品保证计划(续上页)制定部门:制定日期:年PPP-2-09A0-2 XXX 有限公司管理者支持XXX 有限公司DFMEA框图/环境极限条件表制定部门:制定日期:年月日PP-707-2-01A0XXX 有限公司潜在的失效模式及后果分析34 / 148XXX 有限公司设计 F M E A 检查表制定部门:制定日期:年月日35 / 148PPP-2-11A0 36 / 148XXX 有限公司设计和开发确认记录表制定部门:制定日期:年月日XXX 有限公司产品可制造性和装配设计PPP-2-12A0-1 XXX 有限公司产品可制造性和装配设计(续上页)XXX 有限公司控制计划第页,共页42 / 148PP-711-2-01A0XXX 有限公司控制计划检查清单制定部门:制定日期:年月日43 / 148PPP-2-13A0K C E 有限公司样件试作和试验验证计划制定部门:制定日期:年月日44 / 14845 / 148PPP-2-14A0 46 / 148XXX 有限公司样件检验和确认记录表检验部门:检验日期:年XXX 有限公司试验报告试验部门:试验日期:年月日PP-726-2-04A0XXX 有限公司设计和开发验证记录表制定部门:制定日期:年月日。
产品质量会议记录

产品质量会议记录产品质量会议记录范文2012年8月23日,针对灭活苗生产部出现的产品质量问题,公司召开了专题分析会议,崔萱林董事长、卢文兵总经理、周玉双副总经理、生产总监陈清、质保总监石宝兰及质检部、QA部、禽苗销售部、物流部、工程部、灭活苗生产部负责人及主管参加。
会议由崔董事长主持,他首先指出目前灭活苗滴度水平始终下降、致使公司销售工作因产品质量受到影响,有关部门必须尽快端正态度,分析原因,解决问题。
生产总监陈清、质保总监石宝兰、周玉双副总经理以及生产、质检、QA等部门先后从不同的角度对质量事故产生的原因进行了初步分析。
在听取了大家的分析后,崔董事长要求:1、现在产品质量出现了问题,这是客观存在的现实,大家必须齐心协力、狠下功夫查出并彻底分析清楚产生问题的原因,不能再有任何含糊麻痹的思想。
2、从现在起进入应急状态,整个公司上下尤其管理人员必须本着对企业负责的态度,高度重视,做好以下几方面的工作:(1)周总总负责,陈总为第一负责人,使用排除法,向2015年还原,一周内(即下周四{8月30日}为截止日期)必须把相关实验做完,并拿出分析报告;(2)质检部要全面配合生产部门,如生产上有相关样品,必须立即检测、及时报送检验报告。
(3)从现在起灭活苗生产部经理及班组主管必须全天跟班工作;部门经理必须每天进车间,生产重要环节一定要亲自参加,做好每个过程详细记录。
(4)如果因设备、原辅材料影响产品质量,立即更换。
(5)人事行政部发挥监督功能。
(6)继续加强产品宣传,鼓足信心。
质量分析会会议纪要2016-12-22 10:52 | #2楼会议名称:产品质量分析会会议时间:2012年8月18日会议地点:南二楼会议室会议主持人:总经理曹国锋会议参加人:吴春节、董瑞峰、邱艳春、刘满先、王德友、吴广强、刘建国、郝文霞、薛强会议记录:周卓越2012年8月8日质量事件提要:2012年8月8日公司一二车间前道开始生产,生产过程中,产品因为前期发酵不成功(产品不发毛、发黄、发粘、起泡),对产品质量产生了一定影响,这种情况一直持续到8月14日,8月15日恢复正常。
新产品试产会议记录

两片黑色刺的圆型搭扣,十字订要订牢不脱落。
3.印花帽子上红色、白色针刺棉需打回车,通过15磅拉力。
会 4.头部处里层是白色平板布印花,平车拼中间拼缝,缝位朝内。头部外层面是黑色平板布复合 议 黑色无纺衬,平车拼中间拼缝,缝位朝内,外面做光,按点样平车压两边红色眼睛,止口为 主 0.1cm,止口线要配色圆顺。平车拼下脚小插角,再黑色拷边。头顶前方边沿按刀眼位平车折 要 裥,裥位相对靠中间。里外两层外沿边平车定位,然后黑色三线拷外沿边。外沿边前上顶中间
刺反面毛。
8.后腰按位置平车均匀压1/4"黑色松紧,上下各两条松紧。
9.后背两侧装饰片,按位置两端头平车来回压线固定,长为1CM。
10.后领开叉左边离中2.5CM处订主唛洗唛,试主生唛产上日洗程唛下。
部门 工作内容 1月7日 1月8日 1月9日 1月10日 1月11日 1月13日
业务部 客户沟通
→
仓库 库存盘点
检验及检测要求
1.面料检验依据《面料检验作业指导书》,辅料检验依据《辅料与包材检验作业指导书》;《 面料检验作业指导书》、《辅料与包材检验作业指导书》没有规定的或者不符合国家、出口地 检验标准的,则依据国家、出口地检验标准。 2.面料、辅料和试产成品的检测依据《测试作业指导书》;《测试作业指导书》没有规定的或 者不符合国家、出口地检验标准的,则依据国家、出口地检验标准。
6.在试生产过程中,品质科应做好过程检验,及时反馈生产品质,以便于及时纠正、预防本次
试生产中重复出现同类品质问题。
会议签到
→
裁剪
裁剪
→
→
技术科 试生产
→
→
→
材料检验
→
品质科 过程检验
→
新产品开发量产交接流程
生产用图、
批产[包装规范]、
[BOM表]、
[生产工艺流程表]、
[工序作业指导书]、
[设备操作保养规范]、
[文件资料发收记录表]
质量部
项目组长
1)编制批量生产的过程和总成《产品质量检验规范》;
2)落实过程检验人员和检验与监测设备;
3)相关质控文件须经项目组长审定;
4)有效的质量文件由资料室受控发放至相关部门并形成记录。
[客户订单]、顾客技术文件和供货要求、[项目小组工作表]、项目通知邮件
项目小组
项目组长按[项目小组工作表]组织项目开发技术分析和工作计划会,落实新项目开发分工任务。组长全面负责项目内外沟通、技术质量方案确定、技术文件定型、各责任点进度跟进。
[顾客工程规范评审]、顾客原始资料存档、
[新产品开发进度计划]
产品出货检验报告客户邮件电话记录项目组长生产部设计科工新科工艺科采购部质量部1新项目完成批量生产后项目小组应进行项目总结将项目的设计工艺工装质量成本和生产管理各环节的成功和失败经验以书面方式总结出来经会议评审后确定下来
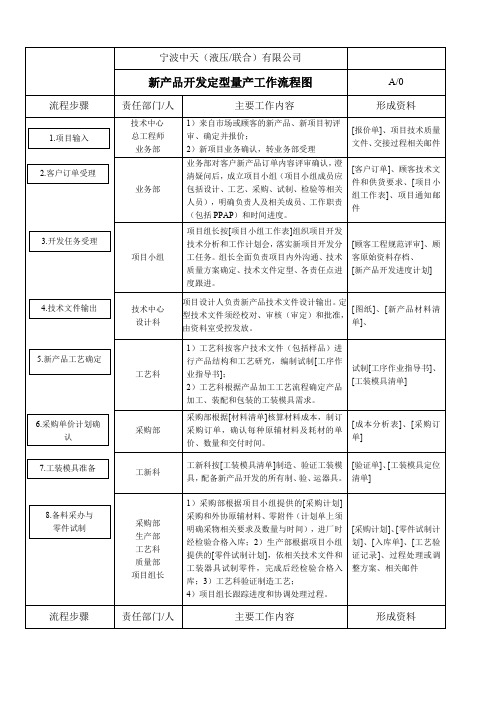
宁波中天(液压/联合)有限公司
新产品开发定型量产工作流程图
A/0
流程步骤
责任部门/人
技术中心
设计科
项目设计人负责新产品技术文件设计输出。定型技术文件须经校对、审核(审定)和批准,由资料室受控发放。
[图纸]、[新产品材料清单]、
工艺科
1)工艺科按客户技术文件(包括样品)进行产品结构和工艺研究,编制试制[工序作业指导书];
2)工艺科根据产品加工工艺流程确定产品加工、装配和包装的工装模具需求。
主要工作内容
形成资料
技术中心
总工程师
新产品量产准备检查表COP-02-41

产品的检查重点有无明确标出(图)
操作者有无认真进行检查
有无检查表记录 7 外观检查 有无针对各种外观缺陷的限度样品
后加工车间 /压铸车间
品管部
不良品的隔离(红色箱子)是否明确
当发现不良品信息时有无反馈到其发生 源头
后加工、 压铸车间
抛丸有无标准
8 抛丸
后加工车间
抛丸机的各项参数是否通过标准设定
有无浸渗作业的标准
品质指导书齐否
品管部
13
品质作业 指导书
实施教育训练否(对QC及作业者)
品管部/ 制造部
有无QC Point card
品管部
14
包装
包装工艺与包装物是否符合客人要求; 产品开发部 包装方法与材枓可否有效的保护产品 / 品管部
QE: 检查不符合事项
第2页
COP-02-41A
广 东 文 灿 压 铸 有 限 公 司
样贯彻实 施
不良率管理标准
13
充分保证 体系的实
施
对体制,刀具,备用品,机械备用品的 管理和在库管理
品管部 所有车间
是否需要专门生产线或生产单元
精加工车间
14 生产线 是否实现“一个流”生产方式 工序间“一个流”转移时有无防错
精加工车间、 后加工车间
15
包装
确保到达客户后产品无碰伤,打伤现象 产品开发部/
广 东 文 灿 压 铸 有 限 公 司
新产品量产准备检查表
评 客户名:
序
一号
过程
、
产品名(图号): 检查项目
铝材确认并采购
1 铝锭输入 铝锭是否有合格标印 铝锭是否有固定的地方存放,存放地是 否有明确的标志 是否有溶解作业标准书
新产品开发量产交接流程
[人员培训记录]
[生产工艺流程及工时表]
流程步骤
责任部门/人
主要工作内容
形成资料
生产部
设计科
工新科
工艺科
质量部
项目组长
1)首件制作。批量生产开始时,各岗位操作工应在项目小组成员的监控下按生产工艺实施首件品制作,以验证批产时工艺要求的符合性、工装模具的合理性、操作人员的技控能力。如有问题应记录在[试产问题记录表]上,并协商予以改进。
项目小组
1)首件样品确认合格后,进入批量生产,在首批订单生产期间,生产管理和质量控制人员应加强过程巡检(加重检验);
2)项目小组应进行针对性跟踪检查指导。
3)各部门发现异常情况,须当即上报,由项目组长组织分析处理。
[制造过程检验记录表]、
[质量信息反馈处理表]
质量部
项目组长
销售部
1)首批产品入库检查应采用加重检验方案检查(包括包装情况);
流程步骤
责任部门/人
主要工作内容
形成资料
项目小组
生产部
1)批产前,项目小组应组织项目批产阶段评审,总结评估新产品开发的经验,提出批产准备方案;
2项目组长召集小组成员及生产部门相关管理人员召开产前说明会,将产品质量及工艺控制重点、要点、难点和注意事项等向与会人员介绍,应填写[会议记录]。
[新产品开发总结报告]、
2)首件检验。首件定3~5件,第1件制作完成,操作人员先自检,检验员再复检,如发现不合格,应分析原因并按规范调整加工参数,直到合格。全部合格后,方可进行下一件试制。检测情况应即时记录。
3)过程中如发现问题,项目小组须及时分析和处理。
[试产问题记录表]、
[制造过程检验记录表]、
新产品导入及材料承制会议记录

新产品导入流程及材料承制會議記錄會議時間: 3/27號pm03:00~pm03:40會議地點: 會議室與會人員: 韦业静,封锐,任莲花,何秋华,赵娇红,唐向科,王立群列席:刘总,汪红安會議內容:一、新产品导入流程:1.客户发行“样品申请单”’或“试产通知单”给我司,同时会将试产资料发行到PMC处(附试产样品至少1PCS)。
2.试产资料包含如下内容,若有变动需依实际状况确认。
3.PMC将客户所传的所有资料传于工程确认核对,确认OK之后释放BOM,并将资料分传于内部相关部门。
a.将BOM,材料规格图纸传于采购与PMC.b.将品质文件传于品管。
c.将生产注意事项改成内部文件后传于生产制造。
4.制作内部文件及生产所用治夹具:a.作业指导书。
b.生产测试流程图,人力评估。
c.检验规范。
品质规划。
d.生产测试所用的治夹具。
e.产出生产产品所用的辅料清单。
f.生产效率及成本初步评估。
5.新产品说明会。
为促进全新产品在试产时的顺利进行,由工程召开的会议。
会议主要包括:产品结构、产品工艺流程、重要作业方法及检测方法等的介绍,同时工程师将对试产作整体规划和要求。
并将会议结果列入《会议记录》中,会议所记录各事项由工程师跟进。
会议记录由工程负责发给相关人员。
6.试产。
a.QC对试产物料和《BOM》作最后一步检验和确认。
b.QC在试产开线前确认SOP、夹具和治具等相关设备是否上线并正确。
如有问题要求相关部门立即安排,并第一时间通知工程。
c.工程通知RD上线协助试产,直至首件检验并测试、组装通过。
d.品质部负责试产的首件检验,并反馈《首件检验报告》。
e.生产部试产时,生产部根据《BOM》、《作业指导书》进行试产产品制作。
f.工程负责与品质工程师在生产现场督导作业,并将所发现问题进行记录.g.试产中发现问题时,生产应第一时间通知工程和品管,由工程主导解决,相关部门协助处理,能现场解决的问题尽量在现场解决,如因重大品质问题而导致无法作业时,试产必须立即停止.h.品检员QC根据所提供的技术资料(《BOM》、《检验标准》等)和试产用工程签样等标准进行检验.检验结果进行记录并汇总反馈给QE.i.试产无异常时,由工程组织参与试产的相关责任人,可以在试产现场决议试产通过,并在《试产报告》上会签。
产前会议记录

日期/时间 主持人 生产单号 出货日期
产前会议记录
2012/10/25
80254NK-KT 2012/12/31 讨论内容
会议地点 记录员
品名 数量
版本A/0
会议室
螺纹型灯带 235000米 解决方案
客户提出的特别要求
1.按照美国安规要求使用26股0.20铜线。 2.粒料必须为美国UL认证环保粒料。
作业指导书是否具备 具备
产前会议记录
版本A/0
物料准备情况
1.所有物料回齐
人员需要培训是否足 够
1.各工种人员以经过上岗培训上岗及足够人员需求
其它问题
无
无
结论/安排:
材料测试完成后,可以投入批量生产。
备注:通常产前会议应决定 1)是否具备生产条件,2)小量试产,3)批量生产
出席部门
生产部
品检部
工程部
包装、商标要求确定
1.QC部对照客户提供的资料,核对包装方法,商标 2.包装前先打两件产前板给到QC部批板
QC部对照客户提供的资料,核对包装 方法,商标,批正确样板给到包装部 。
物料和产品测试是否 1.所有物料回厂,都必须做老化/拉力测试,合格后 1.所有物料回厂,由QC人员提供所有
完成
方可投入生产。
1.生产用铜线全部采用合格的铜线。 2.粒料全部外购。
3.08-1 试生产安排会议

-会议记录
项目编号:APQP-GB-C-001
会议名称试生产安排会议(三角警示牌)第一次会议会议时间胡国平会议地点二楼会议室
会议主席胡国平会议记录胡国平
出席人员曾卫华、胡国平、彭咏红、彭泗红、陈燕兰、陈燕丽,毛春林
列席人员召集部门工程/品质/采购/生产/仓库/财务/业务
会议主席报告(会议议程)
内容
①原材料准备情况。
②原材料性能是否能满足产品性能的需要。
③生产对产品的生产准备如何。
④工程对产品生产存在的潜在失效情况是否能及时解决。
⑤品质部对产品的检验规范是否已经清楚并且熟练。
会议决议事项
项次决议内容
承办单位或
负责人
预计完成日
期
备注
①原材料已定期采购回来,生产可以领料生产。
曾卫华2016-7-22
②原材料的性能已取样做过实验,性能OK可以生
产。
彭咏红2016-7-22
③对本款产品的生产,各工位操作指导及相关规范
以及导入。
胡国平2016-7-22
④工程部对产品生产中可能出现的问题做好解决策
略。
胡国平2016-7-22
⑤品质部已掌握对该产品的检测及检验规范彭咏红2016-7-22 ⑥
⑦
⑧
批示同意试产。
会签。
试产转量产管理流程

.
相关文件/记录
精选范本
精选范本
.
2.1 适用于本公司自行研发产品的试产到量产阶段的管控。 3 职责: 3.1 研发:负责新产品的设计,BOM 表的建立,软件的发布,提出试产需求以及相应的测试和
品质管控特别需求。 3.1.1 组织参与试产验证工作。组织试/量产前协调工作,主持召集试产前点检、准备会议。 3.1.2 试产机种的 Gerber file、位置图、Sample、PCB 等相关工程文件确认、提供。 3.1.3 负责提供新产品的检验标准、BOM 表、包装方式、组装关键工位的详细说明。 3.2 中试 3.2.1 主导试/量产检讨会的召开及所有问题点之跟踪改善与反馈工作。 3.2.2 负责制作试产机种生产工艺流程图相关制程设备参数的设定。 3.2.3 参与新产品各阶段的试产评审验证工作。 3.2.4 负责试产首件确认,协助试产后续问题点改善追踪。 3.2.5 负责试产物料确认,制程巡检,试产良率报告的制作。 3.2.6 新产品的各种夹治具制作设计及验收,试产首件确认,试产问题收集,分析及改善对策 3.3 质量 3.3.1 QE 参与新产品各阶段的试产评审验证工作 3.3.4 QE 负责对产品试产机种良率监控,确保产品功能与性能符合设计要求。 3.3.3 负责对产品试产质量标准的跟进实施。 3.4 PMC 3.4.1 负责安排试产计划、物料准备、试产进度跟进以及试产线体的规划。 3.4.2 负责试产物料的库存管理及发料作业。 3.5 测试 3.5.1 负责提供各测试工位的作业指导说明,以及常见问题点的解决方案说明。 3.5.2 完成对测试软件的测试结果。 3.5.3 参与试产各阶段的各项检讨作业,配合工程单位进行试产验证。
.
相关文件/记录
试产前会议记录
产前确认表 试产报告
新品导入会议记录

会议记录
编号: FR-06-006 A0日期: 2008/8/8时间9: 30~11: 58地点二楼会议室记录人张三
AAA 、 BBB 、
主持人参加人员CCC 、 DDD 、
EEE、 FFFF。
主题
4160213300A 新产品导入会议
项目内容摘要
1 项目目1) 试产的生产率 :>500 个/ 小时
标的确2) 试产的过程能力 :Ppk>1.67
定:3) 过程开发成本 :<50 万元
4)项目时间进度〈 2 个月
5)产品可靠性:见样品订单要求
2 初始物NA+30%纤维
料清单 :该原料现有供方中可以提供。
3 初始过拌料烘料成型检验包装
程流程 :核心流程公司有能力执行 .
4初始特殊特性确认:
5制造可行性分析与风险评估:1)产品特殊特性客户没有指定,经小组讨论,大家一致认为以下几个方面应是特殊特性:SP ,该产品特殊特性我们能监测设备可以监控。
2)过程特殊特性有贴合的速度、压力。
该过程特殊特性我们能监测手段可以监控。
本公司已经有多年生产与该产品类似甚至要求高于该产品的生产经验,无论从设备
及工装、人员资格及技能、原材料 (及包装辅助材料 )的配备、产品制造工艺及检测试验方法,还是从生产环境、成品储存与运输方面来讲,均有很好的制造可行性和极
低的风险!详见附件:《制造可行性分析报告》.
6 结论:该产品可以在本公司开发,可以转下阶段。