精益生产装配线改造实例一
车间改善提案案例大全
车间改善提案案例大全在现代工业生产中,车间的改善提案是非常重要的一环。
通过改善提案,可以提高生产效率,降低成本,改善工作环境,提升员工满意度,从而为企业创造更大的价值。
下面,我们将介绍一些车间改善提案的案例,希望能够给大家带来一些启发和思考。
案例一,生产线布局优化。
某汽车零部件生产厂家的车间生产线布局一直存在问题,导致生产效率低下,产品质量不稳定。
经过对车间生产流程的分析,工程师们提出了一项生产线布局优化的提案。
他们重新规划了生产线的布局,使得原本分散的设备和工作站之间的距离缩短,从而减少了物料运输的时间和成本。
经过改善后,生产效率得到了明显提升,产品质量也得到了稳定的保障。
案例二,设备维护管理改进。
一家电子产品制造厂的车间设备经常出现故障,导致生产计划无法按时完成。
为了解决这一问题,车间管理团队提出了设备维护管理改进的提案。
他们建立了设备维护档案,对设备的维护保养进行了详细的记录和管理,制定了定期维护计划,并对维护人员进行了培训。
通过这些改进,设备故障率明显下降,生产计划得以更好地执行。
案例三,员工培训计划优化。
某家制造企业的车间员工技能参差不齐,影响了生产效率和产品质量。
为了解决这一问题,企业制定了员工培训计划优化的提案。
他们根据员工的实际技能水平,制定了不同层次的培训计划,并邀请专业的培训机构进行培训。
经过一段时间的培训,员工的技能得到了提升,生产效率和产品质量也得到了明显的改善。
案例四,精益生产改善。
一家机械加工厂的车间存在着材料浪费严重的问题,影响了企业的利润和竞争力。
为了解决这一问题,企业引入了精益生产的理念,提出了精益生产改善的提案。
他们对生产流程进行了精细化的分析,找出了造成材料浪费的根本原因,并采取了相应的改善措施。
经过改善,材料浪费得到了有效控制,企业的利润也得到了提升。
以上案例仅仅是车间改善提案的冰山一角,每个企业的实际情况都有所不同,因此,改善提案也需要因地制宜,因时制宜。
精益现场改善案例

精益现场改善案例
精益现场改善是一种基于精益生产理念的改善方法,旨在通过减小浪费、提高生产效率和品质,从而提高企业的竞争力。
下面是一个关于如何精益现场改善的案例:
某汽车零部件制造公司的生产线在生产过程中出现了很多浪费,如零部件运输过程中长时间的等待、物料的过度处理、无价值的运动等。
这些问题导致了生产效率低下、品质不稳定和成本增加。
为了解决这些问题,该公司采取了精益现场改善的方法。
首先,该公司进行了价值流分析,明确了产品从原材料到最终成品的生产流程,并找出了其中的浪费。
他们发现,运输、等待和处理环节占据了大部分的时间和资源,因此决定从这些环节入手进行改善。
接下来,他们采用了一系列的精益工具和方法,如Kanban系统、5S整理、单点设备保养等。
通过Kanban系统,他们建立
了一个可视化的物料运输系统,能够准确地控制物料的数量和运输时间。
通过5S整理,他们将工作区域做了优化,保持了
一定的整洁度和有序性,减少了运动浪费。
通过单点设备保养,他们定期对设备进行保养和维修,减少了因设备故障而停工的时间。
改善后,该公司的生产线的效率得到了明显提高,产品的品质也得到了保证。
运输时间和等待时间明显减少,减少了人员的
浪费和资源的浪费。
整个改善过程中,该公司注重对员工的培训和参与,使他们对改善目标和方法有了更好的理解并积极参与其中。
通过精益现场改善,该公司成功地解决了生产线上存在的问题,提高了生产效率和产品品质,降低了成本,提升了企业的竞争力。
经典精益生产改善案例

经典精益生产改善案例精益生产说起来容易,做起来难。
精益之行还需要在精益思想、原则和准则的指导下学习和实践一些有用的工具和方法,比如工业工程(IE)、价值流图分析、柔性生产线建立、缩短作业转换时间、拉动式连续“一个流”生产、5S、QC工具、统计质量控制、防呆错技术、TPM等等。
01. 自动化与防呆防错,一个小改善的大效果零缺陷最大的窍门:通过发掘人的智慧,找到“傻瓜”都能做对的办法,减少品质对人的依赖。
1 . 有一家电子生产型企业,他们在组装设备时由于需要装配的螺丝数量多,操作工经常会有遗忘,导致不良。
后来,公司就从精益生产的角度进行考虑,降低人的因素。
他们专门设计了一种机械手,机械手末端有磁铁。
如果这个部位需要装5颗螺丝,机械手就自动抓起5颗螺丝,如果需要装16颗螺丝,机械手就自动抓起16颗螺丝。
操作工只要看下机械手上有没有剩余的螺丝就可以了。
这样就减少了品质不良的发生。
2 . 还有一家生产复印机的工厂,他们的复印机里面有一个小风扇,这个小风扇非常重要,一旦装反了,就会导致机械损坏。
但由于是流水线作业,操作工在装配时,由于疲劳、遗忘等多种原因,可能会出错。
主管就要求操作工装好后要进行检查,用手摸一下,试下风向。
但是每天生产数千台复印机,操作工人可能就会产生错觉,有风?没风?还是会产生装反的现象。
后来,就通过发掘员工潜能,在复印机旁边装一个小风车,如果装配正确就会有风,风车会转,因此只要风车会转,装配就是完好的,否则,就是错误的。
这样这家公司复印机的合格率就大大提高了。
02. 标准化与简单化改善前:出库部分拣集包组班组长日常管理无标准化的管理规范,班组长日常管理的关键管控点存在管控疏漏的情况,不利于班组成长。
改善后:建立规范的班组长时段化管控标准,将日常管理事务标准化,确保管理受控,同时提升班组长的管理能力。
03. 如何强化管理,目视化的改善某企业有一个开放式的大办公室,有200人在一起办公。
由于管理不到位,经常发生办公室的灯、空调没有关的现象。
装配车间改善提案100例

装配车间改善提案100例
装配车间改善提案100例
总装车间改善案例
总装车间改善案例改善小组:前座班改善人:王和平
一、工具放置改善改善人:王和平现状调查:前座班XS7上线生产后,在流水线增加了岗位,就造成了工具没有定的放置区域,在生产过程中就是随意的丢产过程中就是随意的丢放在地上,作业员在操作过程中,要弯腰去拿工具,而且也不利于现场管理。
固改善后:班组量好工具的尺寸,维修班制作并安装一个工具架,用来固定的放置工具具。
改善效果:
1.员工在生产操作过程工作中,减少弯腰拿工具,消除动作浪费;消除动作浪费;
2.固定放置工具,可以保证在操作过程中,不乱丢工具,可以更好的保养和维护工具的使用;
3.有利于班组的3定管理。
二、质量改善、质量改善现状调查:骨架内有水骨架内有水,在操作时流出来污染了面料,造成面料报废。
在操改善后:临时措施:要求作业员在操作过程中对骨架进行自检,操作前先把骨架拿起来倒一下,确前先把骨架拿起来倒保骨架内无水,才进行生产。
下确长期措施:由品保对骨架进行全检,确保合格品才能流入生产现场。
现状调查:G车、SUV车型的前座工具,内径长度不够,造成总装装配时,座骨架与靠背骨架之间间隙大,不好操作,影响产品质量。
改善后:临时措施:在操作前,用锤子先将骨架耳朵处往内敲一下,减少工具内径尺寸。
长期措施:由技术部和品保部门对工具内径尺寸确认,并进行全检。
改善效果:通过对半成品的自检,可以确保我们生产的成品是合格品,也可以减少返工率,提高生产效率,提升产品质量。
车身装配生产线平衡改善案例
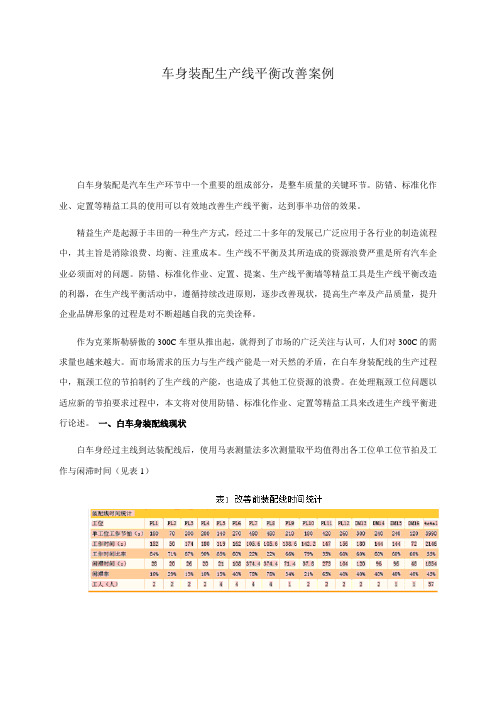
车身装配生产线平衡改善案例白车身装配是汽车生产环节中一个重要的组成部分,是整车质量的关键环节。
防错、标准化作业、定置等精益工具的使用可以有效地改善生产线平衡,达到事半功倍的效果。
精益生产是起源于丰田的一种生产方式,经过二十多年的发展已广泛应用于各行业的制造流程中,其主旨是消除浪费、均衡、注重成本。
生产线不平衡及其所造成的资源浪费严重是所有汽车企业必须面对的问题。
防错、标准化作业、定置、提案、生产线平衡墙等精益工具是生产线平衡改造的利器,在生产线平衡活动中,遵循持续改进原则,逐步改善现状,提高生产率及产品质量,提升企业品牌形象的过程是对不断超越自我的完美诠释。
作为克莱斯勒骄傲的300C车型从推出起,就得到了市场的广泛关注与认可,人们对300C的需求量也越来越大。
而市场需求的压力与生产线产能是一对天然的矛盾,在白车身装配线的生产过程中,瓶颈工位的节拍制约了生产线的产能,也造成了其他工位资源的浪费。
在处理瓶颈工位问题以适应新的节拍要求过程中,本文将对使用防错、标准化作业、定置等精益工具来改进生产线平衡进行论述。
一、白车身装配线现状白车身经过主线到达装配线后,使用马表测量法多次测量取平均值得出各工位单工位节拍及工作与闲滞时间(见表1)图1中,最长工序时间(480s)决定装配线节拍,装配线整体节拍为7.5件/h,8h单班日产量为60件。
图1 工作与闲滞时间二、瓶颈分析1、工序分析:BPT1(Basic Pitch Time):工序平均所持加工净值(不含浮余率)。
BPT2:人均所持加工净值(不含浮余率)。
BPT1=总加工时间净值/工序数=(PL1+PL3+PL4+PL4+PL5+PL6+PL7+PL8+PL9+PL10+PL11+ PL12+ DM13+DM14+DM15+DM16)/16=3990/16=249.375s。
BPT2=总加工时间净值/作业人员人数=3990/37=107.9s。
2、制成作业平均时间表□按照工序顺序,记入必要事项:工序号码、工序名称、PT线、加工时间净值。
高效生产设备的工艺改进与应用案例

高效生产设备的工艺改进与应用案例在当今竞争激烈的制造业环境中,提高生产效率、降低成本和提升产品质量是企业追求的核心目标。
而实现这些目标的关键之一,在于对生产设备的工艺进行持续改进,并将成功的改进案例应用到实际生产中。
本文将通过几个具体的案例,探讨高效生产设备工艺改进所带来的显著成果。
一、案例一:汽车零部件生产线的优化在一家汽车零部件制造企业中,生产线上的某一关键设备——冲压机,存在着生产效率低下和废品率较高的问题。
经过深入分析,发现问题主要出在模具的设计和冲压工艺参数的设置上。
首先,技术团队对模具进行了重新设计。
通过采用更先进的CAD/CAE 软件进行模拟分析,优化了模具的结构,使其在冲压过程中受力更加均匀,减少了模具的磨损和变形。
其次,对冲压工艺参数进行了大量的试验和优化。
调整了冲压速度、压力、行程等参数,找到了最佳的组合,从而大大提高了冲压件的成型质量和生产效率。
经过这一系列的工艺改进,该冲压机的生产效率提高了 30%,废品率从原来的 5%降低到了 2%,为企业节省了大量的生产成本,同时提高了产品的市场竞争力。
二、案例二:电子设备组装线的自动化升级在一家电子设备制造企业,组装线的人工操作环节较多,导致生产效率低下,且产品质量容易受到人为因素的影响。
为了解决这个问题,企业决定对组装线进行自动化升级。
引入了先进的机器人手臂和自动化输送系统,实现了零部件的自动上料、组装和检测。
同时,通过优化组装工艺,将原来分散的工序进行整合,减少了中间环节的物料搬运和等待时间。
在软件方面,开发了一套智能化的生产管理系统,能够实时监控生产线上设备的运行状态、生产进度和产品质量,实现了对生产过程的精准控制。
通过这次自动化升级,组装线的生产效率提高了 50%,产品合格率从 95%提升到了 98%,并且大大降低了工人的劳动强度,改善了工作环境。
三、案例三:食品加工设备的节能改造在一家食品加工企业,生产过程中的能源消耗一直是一个较大的成本支出。
装配式建筑施工精益生产原则应用案例
装配式建筑施工精益生产原则应用案例在装配式建筑施工领域中,精益生产已经成为一种行之有效的管理原则。
通过合理组织和优化流程,可以提高装配式建筑的生产效率、降低成本,并确保质量和安全。
下面将介绍一些装配式建筑施工精益生产原则的应用案例。
一、自动化设备的引入在传统的建筑施工过程中,人工操作往往是主要的构件组装方式。
然而,在装配式建筑中,可以通过引入自动化设备来实现构件的精确定位和快速组装。
例如,机器人系统能够根据设计图纸进行自动编程,对构件进行准确定位,并实现高效率的安装。
这不仅提高了生产效率,还减少了施工中的人力资源投入。
二、模块化设计与标准化零部件为了更好地适应不同项目需求和规模,装配式建筑通常采用模块化设计以及标准化零部件。
这样可以使得不同项目之间存在共享性,并且能够降低制造和运输成本。
例如,在某个公寓项目中,可以使用相同规格的墙板、楼板等零部件进行生产和安装,从而提高了生产效率并降低了成本。
三、价值流分析与优化通过对装配式建筑施工过程中的价值流进行分析,可以识别出存在浪费的环节,并进一步进行优化。
例如,在某个工地上,通过详细分析材料供应链、施工时序以及工人安排等环节,发现了材料运输过程中存在较长的等待时间。
为了解决这个问题,施工方采取了新的物流管理措施,调整了物资供应的时间和路线,从而减少了等待时间并提高了整体生产效率。
四、持续改进与员工培训在装配式建筑施工中,持续改进是保持竞争力和提高质量的关键因素。
为此,公司需要注重员工培训,提升其技能水平,并且鼓励员工参与问题解决和创新。
例如,在一个装配式建筑公司中,他们每周组织团队会议来讨论生产过程中出现的问题,并寻找改进的方法。
此外,还有定期举办培训课程来提升员工在装配式建筑领域的专业知识和技能。
五、全面品质控制装配式建筑的优势之一是可以更好地实现全面的品质控制。
通过标准化的施工工艺和自动化设备的应用,可以实现构件在生产过程中的高度精确,减少了施工误差和缺陷。
某汽车公司精益生产改善案例
一、某汽车零部件公司生产现状某汽车零部件公司为提高职工的生活水平,每年进行调薪并提供各种福利。
近几年随着国际能源价格的走高。
原材料价格也持续提高,但该公司产品价格没能同步反应,这导致该公司运营成本上升,利润率降低。
共次在产品上的竞争愈演愈烈,导致该公司争取新业务时需要更具竞争力的价格,更加影响了本已不多的利润空间。
利润空间的减少需要通过节约运营成本,提高生产效率来加以弥补。
通过该公司的调查发现其主要面临以下问题:1、生产方式落后,统一下发生产计划进行推动式生产使各车间成为“孤岛”。
现场、库房存在大量库存,占用大量空间和资金,同时带来质量隐患;2、设备管理粗放,很少关心设备利用率,设备停机、换模时间较长;3、现场管理松散,生产效率低。
该公司要想生存和发展就必须开始进行持续改进和成本控制,要达到这一目的该公司需要优化调配人员、设备、资金等资源,使它们发挥最大效益。
“没有一个国家可以在低廉的工资基础上在全球竞争中建立长时间的绝对优势,但可以通过精益生产和精益理念来维系优势”。
二、该公司精益生产改善方案借助价值流图析法分析,价值流是当前产品通过其基本生产过程所要求的全部活动。
这些活动包括增加价值和不增加价值两部分,简单地说包括从供应商到工厂制造再到顾客交付的过程。
首先确定实施精益生产方式的产品线,然后对选取的产品线进行研究。
收集数据,绘制现阶段的价值流程图。
通过对现有价值流程图的分析,找到需要改进的地方并运用精益的改善工具提出改进方案。
绘制未来改进后的价值流程图,实施精益生产方式,验证改进效果。
通过对该公司精益生产的探索和研究,共对打公司的生产管理方式做了如下改善:1、目视化管理为了更方便的掌握生产情况,对该公司进行目视化管理。
设立控制中心,将需要的信息集中展示。
按照管理层级的不同将控制中心分为:生产单元控制中心、工厂控制中心,运营控制中心。
除此之外使用不同颜色定义标识的种类,对关键的生产控制要素进行颜色标准化管理。
装配生产线改善案例

装配生产线改善案例01.装配部部门简介装配部,作为车模生产的最后一道工序,肩负着车模成品的组装和包装的全部生产过程。
装配部现有六条生产线和一条样办组装线。
常用的设备有:钻床,电批,手啤机,风批,烙铁,高周波,封口机等。
为了更好的完成生产任务,装配部引入了精益生产工艺流程。
精益生产是目前工业界公认最佳的一种生产组织体系和方式。
通过合理的排拉,达到合理生产,提高效率和质量的目的。
02.例子(一):DCP1/25货车,按流程标准可分成:车身半品( 10人),车身组合(16人),内座组合(4人),车底组合(11人),成品组装(7人)和包装(9人)共六个小组(57人)来完成。
每个小组会有一次或以上的自检。
(二):YTB002 1/42莱茵之星单层客车,按流程标准可分成:内座组装(12人),车底组装(9人),车身组装(20人),成品包装(6人)共四个小组(47人)来完成,在其中也加入了多次的自检。
03.装配车间平面分布图04.装配生产线平衡改善过程•了解产品组装工艺•对U型拉进行工时测定,得到统计数据•从统计数据分析U型拉平衡状况•识别瓶颈工位,找出不平衡的原因•运用平衡改善法则(ECRS法则)、动作经济原则等方法制定改善方案•将改善方案告知组长或装配主任,实施现场改善•改善效果分析总结05.平衡改善法则-ECRS法则简介以上ECRS法则,具体可通过下列图片来说明生产中如何运用改善:06.装配线平衡典型案例•U拉序号:U24、U25•产品编号:53072(太空车)•组装部分:成品和包装改善前各工位组装工艺此款产品的装配线由U25、U24两个U型拉组成,工位分布如下图所示:平衡率=各工序的作业时间/(瓶颈工位时间*人数)=(9.5+11+6+13+8+8+8+6+9+10+6+8)/(13*12)=65.71% 平衡损失率=1-平衡率=34.29%改善前装配线工位平衡图改善措施从统计数据分析这条装配线,可以发现瓶颈工位是工位4。
精益思想及生产车间的改善设计案例

一、在精益思想指导下的生产车间的改善设计案例精益生产是以消除不增加价值的等待、排队和其他延迟活动为目标,按照确定的生产节拍进展生产并且每次仅生产单件产品的一种先进的生产方式。
与以往的靠方案系统发出指令的推动式生产方式不同,精益生产系统通过采用拉动的生产方式,来实现快速响应顾客实际需求的目的。
改善,是指以实现更好为标准而进展的持续改良或改变的过程,是精益生产实施中的重要根底组成局部。
通过对生产加工车间的布置和生产节拍进展改善设计,可以平衡生产线,使产品在生产线上的流动更加和谐,使之更有利于满足顾客的需要;通过建立“一个流〞的生产方式,可以消除或简化生产过程中不产生任何价值的工作,使整个企业的潜在价值得以开发。
我们对某变压器厂箱体车间的物流设施布置进展了深入地分析,通过引入精益思想,提出了对目前大批量“成批与排队〞生产线的改善设计步骤及方案。
在充分考虑了原有箱体生产加工的工序、工艺设计根底上,通过对原有设备进展改动,大大减少了产品和在制品的库存量及产品的交货时间,增加了生产线的柔性,提高了生产率。
1、生产车间的现状及存在的问题箱体车间主要生产S9/10KVA-2000KVA的19个种类变压器的箱体,箱体车间的布置现状图见图1。
由于每个箱体的大体构造一样,其加工工艺也十分相似,由此,该车间将箱体的生产分为大件生产区和小件生产区,其中小件工件通常是由人工搬运,而大件工件通常是由车间内部的天吊来完成。
通过对箱体车间的深入分析,得出该车间存在如下几点问题:(1) 物流的路线太长(见图1),造成运输时间的浪费,并且各工序之间的衔接过程存在许多Muda(浪费),造成各工序的生产效率很低;(2) 生产现场存在大量闲置不用的生产设备,占用了大量的空间,同时生产现场显得十分混乱;(3) 生产设备之间的距离较大,操作人员移动距离较大,使得操作人员每人每次只能操作一台机床,不利于操作人员工作效率的提高。
2、在精益思想指导下的生产车间的改善设计针对以上存在的问题,以精益思想为根底,我们提出了如图2所示的设施规划改良程序模型。
精益改善优秀案例

精益改善优秀案例
嘿,大家知道吗?精益改善真的能创造奇迹!就拿我们公司的一个案例来说吧。
之前我们生产线上老是出现各种小毛病,不是这儿零件出问题,就是那儿流程不顺畅,就像一只小怪兽时不时地冒出来捣乱一下,可烦人啦!但大家也没办法,就这么熬着。
有一天,我们的老师傅老张看不下去了,一拍大腿说:“咱不能这样下去了,得想法子!”就这样,老张带着我们一群人开始了精益改善之旅。
我们先仔细观察生产线的每一个环节,嘿,你还别说,真被我们发现了不少问题哩!比如有些工具摆放得乱七八糟,每次找都得费半天劲,这不耽误事儿嘛!然后我们就商量着怎么改进,有人说搞个专门的架子放工具,有人说给工具贴上标签。
最后呢,我们采用了把工具分类放在特制架子上并且贴上标签的办法,哇塞,这下找工具简直太容易啦,就像在自己家找东西一样顺手!
还有一次,我们发现某个工序特别耗时,就像一只慢吞吞的蜗牛。
大家围在一起讨论,“这可咋办呀?”“别急别急,总能想到办法的。
”最后我
们想到了优化流程的点子,把一些不必要的步骤去掉了,嘿,那效率一下子就提上去了,就跟飞起来似的!
经过这一系列的精益改善,我们的生产线变得顺畅无比,就像打通了任督二脉!生产效率提高了,质量也更好了,大家别提多高兴啦!这难道不是精益改善的魅力吗?这就好比给生产线注入了一股神奇的力量,让它变得活力四射!
所以啊,精益改善真的太重要啦!它能让原本普通的生产线焕发出全新的光彩,能让我们的工作变得更加轻松高效。
大家都应该积极去尝试精益改善呀,绝对会给你带来意想不到的惊喜!。
精益改善案例

现状描述: 垫片类物料拿取困难பைடு நூலகம்效率低。
改善建议: 使用海绵对物料盒垫底,可以对薄、平、扁物料快速拿取。
防止揭示牌重叠
改善前打孔方式
改善后打孔方式
现状描述: 生产线揭示牌发生重叠,影响目视确认,也不美观。
改善建议: 揭示牌打孔方式改变,由中间打孔改为两端打孔,两片揭示牌 共用边孔,可以防止重叠,节省吊环。
双头螺栓拧紧作业
现状描述: 泵体上有些双头螺栓拧不到底,作业员就会拧入两个螺母, 相互顶紧,利用两个螺母对顶力 和螺栓形成一体,再用扳手拧紧。 螺栓底部拧紧后,再退出两个螺母,因此作业效率低。
改善建议: 制作双头螺栓安装工装。工装旋转,顶杆顶到螺栓再工装 旋转,带动螺栓拧紧。小角度拧松顶杆,释放压力(防止 反旋工装时带动螺栓旋转),再反旋转工装取下。
货架改造
背靠背 放置
现状描述: 1、手推登高车移动频次高,效率低;
2、登高车升高放置物料后摇晃,有安全隐患;
3、因放置物料不便,上层料架多空置;
改善建议: 货架之间可用角铁拉杆铺设通道,货架 背靠背放置,减少铺设通道数量。
线路测试改善
手挡
欠 品
放置架 放置架 车附件
插头
现状描述: 组装好线束需进行测试: 1、连接导线与线束都在桌面,凌乱。 2、寻找对应连接插座 3、车灯、手档未固定,操作不便。
防止挂钩装反
现状描述: 客户投诉挂钩装反。
改善建议: 增加限位块,当挂钩装反时,放不进限位工装。
手电检查改善
现状描述: 手电筒放置在桌面,检查时拿起打开开关,检查完关闭开 关放回桌面。有拿起、放置两个动作浪费。手电筒每天开、 关上千次,使用寿命短。
改善建议: 用橡皮筋将手电筒悬挂。将手电筒开关改装成光电传感控 制,手握住手电筒时灯亮,离开时灯灭。减少手电筒拿起、 放置动作,低减手电筒开启、关闭动作,延长使用寿命。
组装车间改善提案案例

组装车间改善提案案例一、背景介绍。
我们公司的组装车间是整个生产线中非常重要的一环,直接关系到产品的质量和生产效率。
然而,在实际操作中,我们发现了一些存在的问题,例如生产线停机时间过长、零部件配送效率低下、工人操作繁琐等,这些问题直接影响了整个车间的生产效率和产品质量。
二、问题分析。
1.生产线停机时间过长。
在实际生产过程中,我们发现生产线停机时间过长是一个普遍存在的问题。
这不仅会影响产品的生产进度,还会增加生产成本。
2.零部件配送效率低下。
零部件的配送效率低下也是一个需要解决的问题。
由于配送不及时,导致生产线上的工人等待零部件,从而影响了整个生产线的运转效率。
3.工人操作繁琐。
工人在操作过程中需要频繁的更换工具和零部件,这不仅增加了工人的劳动强度,还影响了整个生产线的效率。
三、改善提案。
1.引入自动化设备。
为了解决生产线停机时间过长的问题,我们可以引入一些自动化设备,例如自动上料机、自动拧紧机等,从而减少人工操作时间,提高生产效率。
2.优化零部件配送流程。
我们可以对零部件的配送流程进行优化,引入智能化的仓储管理系统和物流配送系统,从而提高零部件的配送效率,减少等待时间。
3.改善工作台设计。
对工作台进行重新设计,将常用的工具和零部件设置在工作台附近,减少工人的操作繁琐程度,提高工作效率。
四、实施计划。
1.引入自动化设备的实施计划。
首先,我们需要对生产线进行全面的调研分析,确定哪些环节适合引入自动化设备。
然后,选择合适的自动化设备供应商,进行设备的采购和安装。
最后,对工人进行培训,确保他们能够熟练操作新的设备。
2.优化零部件配送流程的实施计划。
我们需要与供应商合作,建立智能化的仓储管理系统和物流配送系统。
同时,对配送流程进行优化,确保零部件能够及时到达生产线上。
最后,对工人进行培训,确保他们能够顺利适应新的配送流程。
3.改善工作台设计的实施计划。
我们需要对工作台进行重新设计,确保工作台上的工具和零部件能够方便工人的操作。
企业员工精益改善提案前后案例分享
企业员工精益改善提案前后案例共享一、前言在当今竞争激烈的商业环境中,企业需要不断提高效率和降低成本,以保持竞争力。
为了实现这一目标,企业可以采用精益改善方法来不断优化流程和提高生产效率。
在这个过程中,员工精益改善提案起着重要作用。
员工是企业生产和管理的主体,他们参与精益改善提案的过程,不仅可以发挥自己的创造力和智慧,也可以促进企业的持续改善。
二、案例共享1. 案例一:生产线改善某汽车零部件制造企业的生产线在生产过程中存在一些效率低下的环节,导致了生产效率不高,库存积压严重。
这个问题困扰了企业许久,经过员工的精益改善提案,一项名为“一流物料管理系统”的提案被采纳。
通过这个提案,企业在生产线上引入了精益管理的理念,优化了物料运输和存储系统,大大提高了生产效率,减少了库存积压。
员工们积极参与了整个改善过程,他们深入生产一线,发现问题并提出改善建议,最终取得了显著的改善效果。
2. 案例二:质量管理改善另一家电子产品制造企业在产品质量方面一直存在一些难以解决的问题。
员工们团队协作,提出了一系列精益改善提案,包括设备维护规范化、生产工艺流程再设计等。
通过这些提案的实施,企业的产品质量得到了显著提升,产品不良率大幅度下降,客户投诉也明显减少。
这些改善提案的成功实施,凸显了员工的参与和创造力在精益改善中的重要作用。
三、总结与展望企业员工精益改善提案在企业持续改善的道路上发挥着重要作用。
通过员工的参与和创新,企业可以在生产过程中发现问题,提出改善建议,并实施这些提案,从而不断提高生产效率和产品质量,降低成本。
员工参与精益改善提案的过程也可以激发员工的工作激情,增强团队凝聚力,实现企业的可持续发展。
个人观点:在精益改善中,员工是企业最宝贵的资源,他们对生产过程的深入了解和参与可以发挥出巨大的潜力。
企业应该重视员工的精益改善提案,为员工提供良好的创新氛围和改善激励机制,激发员工的参与热情和创造力,实现企业持续改善和发展的目标。
精益生产改善案例

精益生产改善案例在一个制造业公司中,生产线上的某个环节出现了严重的问题。
这个环节的效率低下,导致了产品的生产速度慢,生产线的停工时间增多,生产成本增加,产品质量也难以得到保证。
为了解决这个问题,公司决定采用精益生产的方法来进行改善。
首先,公司组建了一个跨职能的改善小组,包括了生产部门的一些工人和管理人员,以及质量部门的相关人员。
他们共同分析了存在问题的环节,并列出了一系列可能的改进措施。
经过多次头脑风暴和讨论,小组决定首先进行5S的改善。
他们认为,通过清除现场的垃圾和无用物品,对工作区进行规划和标识,可以提高工作效率并减少错误发生的可能性。
于是,小组成员将现场进行了清扫和整理,制定了工具的放置位置,并贴上了标识。
清理过程中,他们发现了一些不必要的材料和设备,这些都被清理出现场。
然后,小组开始进行价值流分析,以了解整个生产线上的价值流,查找潜在的浪费和瓶颈。
他们使用了看板来跟踪和控制生产进度,并制定了一些指标来评估生产效率和质量。
通过价值流分析,他们发现在工艺流程中的某个关键环节存在操作不一致的问题,这导致了产品的质量不稳定和生产速度的下降。
小组成员决定在这个环节上进行标准化工作的改进。
他们参考了最佳操作的方法,并通过培训和激励措施,促使工人们按照标准进行操作。
他们还使用了一些帮助工人准确操作的工具,如工装夹具和指导书。
最后,小组对整个生产线进行了持续改进的追踪和监控。
他们设立了一个改进看板,记录并跟踪改进措施的实施和效果。
每周,小组会召开例会,评估改进措施的成效,并对存在的问题进行讨论和解决。
经过几个月的努力,公司开始看到改善的成果。
生产线上的效率明显提高,生产成本减少,产品质量稳定提升。
员工的工作积极性和满意度也得到了明显的提升。
通过精益生产方法的应用,这个制造业公司成功解决了生产线上存在的严重问题。
这个案例展示了精益生产的潜力和价值,证明了通过精益生产的改进方法,可以提高生产效率,降低成本,提升产品质量,增强公司的竞争力。
生产线改善案例
生产线改善案例以下是一个生产线改善案例:问题描述:某家汽车制造公司的生产线存在以下问题:1. 生产线上的工人需要频繁转换工作任务,导致生产效率低下。
2. 装配过程中存在较多的错误和缺陷,需要加大质检力度。
3. 物料供应不及时,导致停工等待物料的时间较长。
4. 员工工作环境较差,导致员工工作积极性不高。
改善方案:1. 优化工作任务分配:根据工人的技能和专长,将工作任务分配给最适合的工人,避免频繁转换工作任务。
2. 引入自动化装配设备:将部分装配工作由工人改为由自动化设备完成,减少人为错误和缺陷的发生。
3. 建立物料供应管理系统:与供应商建立紧密的合作关系,建立物料供应管理系统,确保物料的及时供应,减少停工等待物料的时间。
4. 改善员工工作环境:提供舒适的工作环境,如空调、光线充足、人性化的工作站等,提高员工的工作积极性。
预期效果:1. 生产效率提高:优化工作任务分配和引入自动化设备,减少工人的转换工作任务和人为错误,提高生产效率。
2. 产品质量提升:通过加大质检力度和减少人为错误和缺陷的发生,提高产品质量。
3. 生产线稳定运行:建立物料供应管理系统,确保物料的及时供应,减少停工等待物料的时间,提高生产线的稳定性。
4. 员工满意度提高:改善员工工作环境,提高员工的工作积极性和满意度,减少员工的离职率。
实施步骤:1. 分析当前生产线存在的问题,并确定改善目标和关键指标。
2. 设计改善方案,并制定详细的实施计划。
3. 逐步实施改善方案,监测改善效果,并及时调整和改进方案。
4. 培训员工,提高他们的技能和专长,以适应新的工作任务和自动化设备。
5. 建立物料供应管理系统,与供应商建立紧密的合作关系。
6. 改善员工工作环境,提供舒适的工作环境和人性化的工作站。
7. 定期评估改善效果,并进行持续改进。
以上是一个生产线改善案例,具体的改善方案和实施步骤可以根据实际情况进行调整和修改。
精益生产改善项目案例

销售公司
销售公司年度大纲
三月滚动销售计划
月度销售计划
物流订单、定制订单
中国营销总部
年度供销存大纲
三月滚动供销存计划
月度供销存检讨
明晰订单衔接流程 责任清晰化 提高计划准确性
年度供货计划、仓储物流 规划
三月滚动供货计划、 仓储物流资源检讨
月度意向供货计划
产品利润率较低,格力同类产 品售价高于我们1-2百元 原材料成本上升,铜等大宗材 料行情波动大,成本压力大 柜机产品市场表现不足
工厂生产效率提升优势显著!
3
项目章程
4
项目CTQ
根据2011年事业本部效率提升工作围绕月度总量与人员开展的要求,设定:
97.35套/人
70.37套/人
2010实际 2011目标
10
Y1的改善 摘录4
长线物料采购订单管理改善
11
Y1的改善 摘录4
附:长线物料采购管理工作指引“提要”:
长线物料采购管理工作指引主要包括以下几个方面: (1)目的、范围和定义; (2)进口物料采购管理; (3)国内物料采购管理; (4)采购订单周期管理; (5)储备物料管理; (6)管理职责及其责任追溯;
36
Y3的改善 摘录3
3、配送模式调整--单人配送多线体与多人配送单线体相结合
相结合
37
Y3的改善 摘录4
4、无效配送改善
38
已复制推广改善措施列表(节选)
39
目标达成情况
Y:人均产出(套/人)
内销四地工厂月人均产出趋势图
97.35套/人 70.37套/人
97.87套/人
精益生产改善方案案例分析
CT 设定
精益改善 生产 项目管理 规格
MRP
ERP 系统 设计 管理
入门教程
● 制造现场职员
可以做流程改善的IEr
产能 标准
● 生产技术 员
联合作 标准时 作业 程序 业分析 间ST设定 评估 分析
可以做作业改善的IEr
动作研究 动作经济原则
时间研究 作业分析
IE思想 精益思想
快速转产 设定 Cell生产 的管理 多能工 一个流 稼动分析 评价 工艺设计 (W.S) 管理
动作分析法的改善实例
1、动作研究实例展示:
(1)前轴总成装配线现生产能力为350台/8小 时,跟不上公司的平均500台/天生产形势要 求,一线员工加班频率高,时间长,抱怨情 绪严重;
(2)精益生产专家通过对前轴装配线的测试, 指出它的工序平衡率不足74.1%,动作浪费 严重。
按型号统计各工序时间发现:
4、产品工序分析法 产品工序分析法的目的和目标 5、作业人员工序分析法
作业人员工序分析法的定义
5.2作业人员工序分析法的目的
1、是否有不必要的停滯 2、搬运的次数是否太多 3、搬运的距離是否太长 4、搬运的方法是否有问題 5、是否能同時实施加工及检查
工程分析案例:
1、优化生产线 自主改造装配线,实现HFC1020前桥混线装配
能否把两种以上的工程 合而为一?
能否重排工程?
检查的省略 配置变更的搬运省略
作业的重新估计 自動化
两种以上的加工,能否 同时进行作业 加工与检查同时进行
变更加工順序,以便提 高效率
例:1、器皿的配置:
2、过滤台(装置的配合台) 过滤台
过滤台 作业台减少有 效利用空间
3、工序分析法
精益生产改善案例1.doc

精益生产改善案例1.doc2008年精益生产改善案例1 2008年迩欧艾精益生产改善案例300人降至190人改善前:状况一:需求不确定。
状况二:生产节奏不协调。
表现为:生产忙时员工必须加班加点才能满足交货,不仅造成员工和设备紧绷,更导致许多安全与品质事故;而生产闲时员工没什么工作量,收入减少从而造成员工积极性低落,设备的利用率也较低。
状况三:各工序时间分配不合理。
表现为:工序间经常出现等待,产品在流转过程中经常需要移上移下,生产效率低下。
状况四:工序间半成品较多,不均衡生产。
表现为:部分机型库存较多,而顾客需要的机型往往不能及时交货;产品质量不稳定,经常出现返工、甚至报废等质量事故。
原因分析:典型的"小批量、多品种"的生产模式,共有100多种LED 相关产品型号。
每个月的需求波动较大。
为了动态响应外部订单需求的波动,生产车间只有同时改变各个工序的生产计划以及对各零部件供应商的订货计划。
通过大批量生产方式,并频繁地变更计划来应对不确定的外部需求,在实际操作中显然非常困难,甚至是不可行的。
解决方案:建立无间断的单件流和组织均衡化的生产。
使用工具:JIT、价值流图析法实施步骤:(1)在制定生产计划时,同时考虑工艺路线,并将其体现在产品的生产顺序计划中。
要求作业人员必须严格按照"生产作业计划指导书"的品种系列顺序、节点时间准确地将本工序装配好的零件传送至下道工序,以保证生产计划的顺畅执行。
车间编制的"日生产报表"必须准确地记录当班各线、各班组的生产计划执行情况,做到信息沟通的及时性和准确性,生产车间通过内部网络把生产相关信息进行共享。
(2)通过制定标准作业来实现均衡化生产。
标准化作业主要包括:标准周期时间、标准作业顺序、标准在制品存量,它们均用"标准作业组合表"来表示。
在创建标准的过程中,我们首先要分析该道工序的加工周期是否与客户的需求节拍相吻合,如果不吻合,我们要消除加工过程中不增值的部分;其次我们设计浪费最少,加工效率最高的加工顺序来达到符合需求节拍的目的,最后为了防止过度生产,每道加工工序都应该有标准在制品数量限制,理想状态就是单件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3月1日
11月19日
21 M P 12仓库货位改造
12月19日 12月21日
22 B7仓库货位改造
Байду номын сангаас
12月22日 12月27日
23 N M S仓库货位改造
2月20日
2月22日
24 前置球头一线仓库货位改造
1月3日
1月13日
25 前置球头一线物流改造
1月3日
1月20日
26 前置球头一线物流试运行
1月16日
3.4" 6.4" 22.8"
7.2" 3.6"
工 时 ( 每 单 位 代 表 30s)
10
15
20
25
30
28
TPS线离线物料工(Milkrun man)
物料品种 1 左右壳体,左右壳体皮裁片
电镀手球盖,电镀按钮,电镀 2 底座,外框膜,包装袋,单耳
铁环,限位杆 3 电路板,标识板,
4 电镀外框、废包装材料 5 6 卡钉
工序
操作工 实际班产
人均日产
计件工时
占地面积
单件面积
在制品数量 (8/31 14:00)
在制品 占班产比
重
实测工时 累计
缝纫 4
851
213
126.9
23.50 0.0276
600
71%
贴皮 10
900
90
300.0
37.50 0.0417
装配 11
1001
91
296.6
50.00 0.0499
1400 387
操作工 M N O PQ R S T UV A A A B B C C C C D
工时
物料
14.02 左壳体
9.54 左壳体皮
25.13 左壳体、左壳体皮
40.27 真皮左壳体
14.02 右壳体
9.54 右壳体皮
25.13 右壳体、右壳体皮
40.27 真皮右壳体
1.28 轴套
6.72 轴套、销钉1
6.65 直角杠杆、 骨架
12 按钮支架与骨架压装
13 安装弹簧
14 安装按钮帽
15 真皮左壳体与骨架组装
16 真皮右壳体与骨架组装
17 手球盖与骨架组装
18 底座与骨架组装
NMS生产线TPS分析表
左壳体刷胶 左壳体皮刷胶 左壳体压型 左壳体掖边 右壳体刷胶 右壳体皮刷胶 右壳体压型 右壳体掖边 装轴套 直角杠杆与轴套压装 直角杠杆与骨架压装 按钮支架与骨架压装 安装弹簧 安装按钮帽 真皮左壳体与骨架组装 真皮右壳体与骨架组装 手球盖与骨架组装 底座与骨架组装
7 护套裁片,线,织带 8
手球骨架,按钮支架,直角杠 9 杆,销轴,弹簧,连接环,内
改善前 25 932 37 724 111 0.12 2387 256% 53%
改善后 12 576 48 563 48 0.08 366 64% 87%
差异
比率
11
29%
-162
-22%
-0.04
-30%
-193% 34%
-193% 34%
26
TPS线在线物料工(Dandori man)
物料品种
13 新线员工招募及培训
1月3日
2月3日
14 N M S线试运行
2月6日
3月2日
15 N M S建立TP S物流
2月20日
3月2日
16 可视化文件建立
12月15日
3月31日
17 TP S运作流程梳理
12月19日
1月20日
18 项目总结及评估
12月26日
1月20日
19 项目改进完善
2月1日
2月29日
20 再次评估总结
40" 1'01" 1'15" 1'30" 1'43" 1'57" 3'56" 7'40" 8'57" 22'15" 22'42" 23'03" 23'21" 23'33" 23'48" 28'00" 28'17" 30'23"
40" 21” 14" 15" 13" 14" 1'59" 3'44" 1'17" 13'18" 27" 21" 18" 12" 15" 4'12" 17" 2'06"
厚50mm
2.5 300mm 200mm
6 2.5 4 6
24
合计
所申请产品的其它特殊要求:
具体描述
数量 单位
库存 采购
0
2m2
0
1
0 200m
0
200
0
200
0
20
0
20
0 100m
0
100
0
100
0
100
用途
项目名称
项目﹨总 成零件号
采购初步 询到价格
(元)
部门负责人/日期: 总经理批准/日期: 注:此采购申请单所列信息,请申请者在提交采购申请时详细填写,以便财务部后期管理工作!
采购初步 询到价格
(元)
申请部门: 需要到货日期:
生产部 2011-9-10
申请人/日期: 张炜祁
采购类别:固定资产
备品备件
低值物品
工装
其它
序号
名称
规格/型号
13 PE泡棉 14 照度计 15 双芯护套线 16 扎带 17 扎带 18 三相插头 19 三相插排 20 三芯护套线 21 电线对接头 22 电线对接头 23 电线对接头
11 H-14
12 中空板
1800*2500*10
合计
所申请产品的其它特殊要求:
具体描述
数量 单位
库存 采购
116m 132m
2 500 300 100 100 100 200 20 80
0
200m 0 50 0
200 200
0 200
0 100
0 10
用途
项目名称
项目﹨总 成零件号
采购初步 询到价格
10月17日
11月13日
7 M P 12建立TP S物流
11月1日
11月11日
8 搭建B7生产线
10月24日
11月18日
9 新线员工招募及培训
11月14日
12月2日
10 B7线试运行
11月21日 12月23日
11 B7建立TP S物流
12月19日 12月30日
12 搭建N M S生产线
12月5日
1月15日
装配线均衡分析图(改善后)
50.0
45.0
40.0
35.0
30.0
25.0
20.0
15.0
10.0
5.0
0.0
A
B
C
D
E
F
G
H
I
J
K
根据实测结果对生产线进行了均衡,将生产节拍最终定在48s/pc
25
TPS线改善对比表
项目 操作工 日产能 人均日产能 工时 工作面积 单件日产面积 在制品 在 制 品 /班 产 生产均衡率
掖刀
8
TPS现状调查——生产线节拍分析
装配线均衡分析图(改善前)
45.0 40.0 35.0 30.0 25.0 20.0 15.0
10.0
5.0
-
M
N
O
PQ
R
S
T
UV
E2
F2
A
B
C
D
G
H
I
J
K
L
根据工时测量结果,绘制平衡分析图,找出节拍瓶颈
9
TPS现状调查——生产线节拍分析
产品 NMS皮版
改善前(20110831)
16
进行操作工位工序合并
1 2
3
3道工序并入1个工位
17
进行操作工位合并
3
2
1
3道工序并入1个工位
18
更新在线成品架
将成品架改得更便于末道操作者及物料工操作
19
用转盘优化前置球头贴皮工位
20
贴皮转盘示意图
21
贴皮工位使用转盘的优点分析
设计改善: • 减少工作区域占地面积 • 将贴皮人均日产能从原来90件提高到140件,提高55% • 使用转盘后将保压时间有效控制在60秒以上,确保了贴皮质量
2月17日
27 前置球头二线试运行
3月26日
4月27日
2011
9
10 11 12
1
2012
2
3
4
5
2
建立专职的TPS小组
1. 精益工程师:要求具备基本的TPS知识 与理念,具备很强的学习能力,要求熟 悉现场生产工艺,熟练操作Office、 CAD,能够编制打印各类标签,绘制生 产流程图及平面布置图。
19 精益夹用螺钉
20 金属可调地脚 J-404
21 塑料端盖
J-110
22 密度板
厚20mm
23 金属计数器
见图片
24 带座磁铁
见图片
合计
所申请产品的其它特殊要求:
具体描述
数量 单位