成品检验控制程序A0
Q1010-01_防错验证作业流程_A0
防错验证作业流程文件编号:Q1010-01版本:A0页数:4总经办01□商务部02□研发部03□采购部04□财务部05□人事部06□质量部07□√生产部08□√PMC部09□制造工程部10□√供应商管理部11□体系12□√项目部13□1.目的规范标准样件及防错样件(挑战件)的标示、控制、验证及校准过程,确保生产和检验使用正确的样品从而满足生产的需要及保证产品的质量。
2.适用范围适用于上海驰助汽车零部件有限公司各产线/项目所使用的标准样件及挑战件。
3.术语和定义●标准样件:符合产品规范的合格产品,主要用于验证防错装置能够正常工作,不将合格产品拒为不合格产品。
●挑战件:即防错样件,根据防错项目制作的失效(缺陷)产品,用于验证防错装置能够正常工作,可以将该缺陷产品识别。
●样件:本文所指的样件包含标准样件和挑战件。
●防错失效:指防错装置失去功能,不能有效识别缺陷产品,或防错样件失效,不能确认防错装置在正常运行4.职责4.1作业员●负责每班开班、换型、设备调试维修后,按要求使用标准样件及挑战件进行防错点检并记录●当防错失效时,需要立即停止生产并通知质检员/班组长4.2班组长(shift leader/Line leader/Team leader)●负责《防错点检表》的发放、收集及提交●生产过程中发现防错失效时,需要立即通知相应的质量工程师和工艺工程师,并根据工程师的指令组织相应的围堵遏制措施,如全检、返工等4.3质量检验员(QC/质检员)●负责每班开班、换型、设备调试维修后,核实作业员执行防错点检的情况并记录●生产过程中发现防错失效时,需要立即通知相应的质量工程师和工艺工程师,并根据工程师的指令,协助班组长进行相应的围堵遏制措施,如全检、返工等●对防错失效前的产品进行标示、隔离●标准样件及挑战件有效期的监控,至少在失效前5个工作日通知质量工程师处理4.4质量工程师(QE)●负责认可批准标准样件及挑战件●负责审核批准《防错点检表》的发布●在标准样件及挑战件生效前,重新认可批准相关样品;如果需要重新制作,则通知工艺工程师进行制作●在防错失效时,主导组织相应的围堵遏制措施4.5工艺工程师(PE)●制作产线或项目的相关标准样件及挑战件●负责编制更新《防错点检表》●如果需要,重新制作标准样件及挑战件●在防错失效时,协助QE组织相应的围堵遏制措施,并主导防错装置的恢复5.程序与说明5.1 挑战件类型的选择(1)用于验证生产测试防错装置或量具检测功能是否正常的计数型挑战件。
ISO9001-2015产品放行程序A0

产品放行程序
(ISO9001:2015)
1目的
使产品质量控制的各环节进一步细化,确保出厂产品安全有效。
2适用范围
本程序包括原材料放行、生产过程产品放行、成品检验放行及成品放行。
3职责与权限
3.1主管技术质量的分管领导担任总质量授权人;
3.2原材料检验人担任原材料质量授权人;
3.3过程控制负责人担任生产过程质量授权人;
3.4质量管理部负责人担任产品检验质量授权人;
3.5总质量授权人担任成品放行质量授权人;
3.6总质量授权人可决定增设部门二级质量授权人,提名部门主要负责人或另设专人,报公司批准受权后生效。
4产品放行控制程序
4.1原材料质量放行程序:
4.1.1采购部门将采购原材料送质检部检验。
原材料质量授权人在对原材料实施放行时,应审核下列过程是否符合要求,若其中一项不合格则不予放行:a)采购过程是否符合《采购控制程序》;
ISO9001-2015内审员升级培训(100元) ISO9001-2015内审员培训(200元) :。
制程、成品批退率控制程序
深圳中控宏显示技术有限公司文件编号:
Z K
管理文件版本号:A0
页数:1/1
文件名称制程、成品批退率管制程序
及奖罚措施
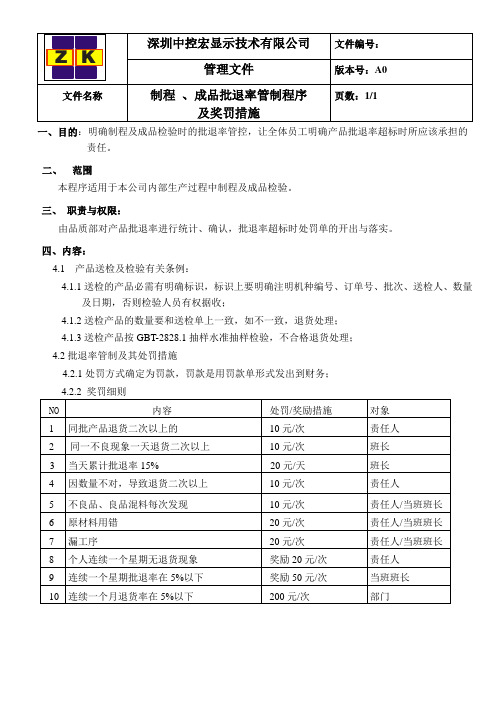
一、目的:明确制程及成品检验时的批退率管控,让全体员工明确产品批退率超标时所应该承担的
责任。
二、范围
本程序适用于本公司内部生产过程中制程及成品检验。
三、职责与权限:
由品质部对产品批退率进行统计、确认,批退率超标时处罚单的开出与落实。
四、内容:
4.1 产品送检及检验有关条例:
4.1.1送检的产品必需有明确标识,标识上要明确注明机种编号、订单号、批次、送检人、数量
及日期,否则检验人员有权据收;
4.1.2送检产品的数量要和送检单上一致,如不一致,退货处理;
4.1.3送检产品按GBT-2828.1抽样水准抽样检验,不合格退货处理;
4.2批退率管制及其处罚措施
4.2.1处罚方式确定为罚款,罚款是用罚款单形式发出到财务;
4.2.2 奖罚细则
NO 内容处罚/奖励措施对象
1 同批产品退货二次以上的10元/次责任人
2 同一不良现象一天退货二次以上10元/次班长
3 当天累计批退率15% 20元/天班长
4 因数量不对,导致退货二次以上10元/次责任人
5 不良品、良品混料每次发现10元/次责任人/当班班长
6 原材料用错20元/次责任人/当班班长
7 漏工序20元/次责任人/当班班长
8 个人连续一个星期无退货现象奖励20元/次责任人
9 连续一个星期批退率在5%以下奖励50元/次当班班长
10 连续一个月退货率在5%以下200元/次部门。
17 最终产品监视和测量控制程序 9.1.3 -A0 0402
对产品检序内容
5.1成品入库检验作业
5.1.1FQC检验员收到入库《报检单》通知后,根据《成品检验规范》对外观/尺寸/结构/特性/包装/标识,以及包装附件作全面的抽检等项目进行检验。合格后,检验员在外箱粘贴月份QC PASS标签,并保存《成品检验报告》记录。
5.5库存成品再检
所有库存成品超过保存期限,仓库必须重新提报给品质部重检和判定.重检后原标识需更换,若重检判定不合格,需开立《品质异常通报书》,不合格品处理参照《不合格品控制程序》执行。
6.0支持性文件
《不合格品控制程序》
7.0相关文件和记录
《报检单》
《成品检验报告》
《返工通知单》
《品质异常通报书》
检验合格的LOT,由生产部办理入库手续,入库成品仓库保管。
5.1.2成品检验不合格品处理
当检验产品不合格时,检验员通知生产线确认不良状况,并对不良批次进行管制,及时作成《品质异常通报书》经品质负责人审核后,发送给相关部门,依《不合格品控制程序》进行处理。
5.2不合格品返工及复检
生产部对不合格LOT返工前,工艺部制定并评估返工方式及效果,如有必要需做成《返工指导书》,返工作业的产品,生产责任部门必须在《返工通知单》中注明已返工作业记录,FQC收到复检通知后再次执行检验。
2.0适用范围
适用于本公司所有产品成品品质检验作业。
3.0定义
3.1FQC:成品检验(Finished Quality Control)也叫最终检验,在入库前对产品的外观、功能、包装附件作全面的抽检、判定。
3.2致命不良 (Critical Defect)
a)对人体有害,火灾发生等危险的缺陷。
b)违背各种安全规格的不良。
ISO9001-2015质量检验管理程序A0

质量检验管理程序(ISO9001:2015)1.目的:1.1为确保本公司进料、制程、成品过程监视和测量,确保未经检验和不符合质量、HSF产品要求不投入使用、加工和流出,提供检验者在执行检验作业时遵循的依据,并及时发现质量、HSF异常,降低成本,确保最终产品符合客户需求。
2.范围:2.1此程序适用于本公司所有产品检验与测试作业要求。
3.职责:3.1品质部:3.1.1 IQC负责进货物料的检验、来料异常的处理。
3.1.2 IPQC按品质规划要求,对在制品进行首件和制程5M1E确认,对外发表面处理半成品的品质确认和对不良品的跟踪处理,制程异常的分析及后续的追踪工作。
3.1.3 FQC负责装配,成品的检验及出具相关检验记录。
3.1.4 OQC负责包装出货检验并记录。
3.2 生产部:督导所属人员做好三检工作,及对不合格品的返工/返修,挑选处理;生产部负责通知IPQC/FQC对产品进行首件、转序、成品检验。
3.3 PMC部:3.3.1仓库负责通知IQC对来料产品进行检验;半成品、成品入库、出货安排。
3.3.2 计划负责提出MRB物料评审。
3.4 采购部:负责对来料不合格的退货处理,改善报告发出、跟进。
4.定义:4.1 IQC:Incoming Quality Control 来料品质控制4.2 IPQC: In Process Quality Control 制程巡检4.3 FQC: Final Quality Control 成品检验4.4 OQC: Out-going Quality Control 出货检验5.内容:5.1来料检验5.1.1进货物料入仓时,仓库收货员对进货物料的品名、规格、数量等内容进行确认,将待检物料摆放在待检区,提交“供应商送货单”交IQC检验。
5.1.2 IQC根据仓管提供的“供应商送货单”,于货仓“待检区”对进货物料进行抽检。
A.环保物料要查核供应商是否是提供材质报告,SGS测式报告等。
ISO9001-2015IQC全检检验规范A0

IQC全检检验规范(ISO9001:2015)1 目的检验供应商送货物料质量,按良品,不良品区分,隔离,标示杜绝不良品流出,确保物料品质能够满足成品检验标准需求;2.范围适用于所有物料上线前的检验控制。
3.定义:物料:供应商提供涉及到产品实现所有原料4. 职责:4.1严格按图纸要求、检验标准等对每日各类来料进行常规检验,并记录相关的信息,发现有不良现象及时反映并提供样品,并沟通协助供应商加强改善,尽量把各种问题反映在最前端。
4.2 对所有插头和胶料及时抽样后送产线试用并跟踪测试结果;4.3对所有装配件检验必须测试装配效果,参照装配效果和其他质量水准判定来料质量等级;4.4依据产品检验要求做相关试验(环保、高低温、摇摆、插拔、盐雾、跌落、移性等)4.4对来料质量判定结果负责(外观、包装、颜色、性能、试验);4.5加强与生产线及仓库的沟通,主动跟踪各种料件品质与使用状况,负责生产过程的材料异常投诉处理,针对异常问题点总结经验并在下次检验中注意;4.6负责对生产线的退料检验,区分料件为制程损坏或来料损坏,并及时反映给类信息,协助控制物料损耗;4.7配合部门领导对经常出现问题的供应商进行辅导和督促改进效果,提升供应商的质量水平;4.8保证检验记录真实、清楚、及时、准确;4.9负责对质量异常在第一时间汇报直接领导(批量拒收时通知主管同意后再拒收);4.10负责各类来料检验报表和报表数据统计、分析工作并及时提交各类分析结果;4.11负责协助仓库,定期对库存物料进行重新判定,确保库存物料符合质量要求;4.12保管各种检具仪器,并确保使用检具属合格检具;4.13努力学习各类专业检验知识,自觉提升个人业务水平;5. 作业内容:5.1依据仓库提供送货单排列检验顺序,优先检验部门领导安排急料5.2依照AQL抽样计划取拿物料5.3取样品和资料核对实物进行检验。
5.4检验产品进行标识,结果记录于《原材料入厂检验统计表》5.5合格产品通知仓库入仓5.6将不合格品标识后填写《IQC来料检验报表》5.7经过品质、工程、生产、采购RBM评审判定结果记录到对应表单并将物料标识5.8供应商来返工时负责监督供应商执行部门领导要求检验项目。
成品检验控制程序
XX有限公司二级文件The 2rd Level Subdocument成品检验控制程序Finished product inspection operation rule 文件编号 File No. :文件版号 File Ver.:A0生效日期Effective date:编制Prepared by审核Checked by批准Approved by会签部门Department signing制程工程部Manufacturing engineer Department 品质保证部Quality Assurance制造部ManufacturingDepartment综合管理部HR&ADM采购部Purchase Department财务部Financial Department文件更改记录Document Change History版本号Rev. No变更原因和内容描述Reason and Description ofChange受影响的页面Affected Pages拟制/修改责任人Develop/ChangeOwner拟制/修改日期Develop/ChangeDateA0新拟制1 目的明确规范成品检验作业之流程,以达到有效、有序地进行产品检验。
2 范围适用于所有产品的成品检验。
3 权责3.1 品质保证部:成品的检测、检验,以及结果的判定;3.2 计划部:生产任务之安排、进度的跟催,以及出货之调配;3.3 制造部:负责订单产品的生产完成、送检及对不合格品进行重工。
3.4 制程工程部:提供产品内控指标,对不良品进行分析,提出有效措施方案。
3.3 副总:对不合格之成品做最终之裁决。
4 定义4.1 Rej:reject拒收的缩写,本细则中表示拒收数指标。
4.2 Acc:Accept接收的缩写,本细则中表示接收数指标。
4.3 DRB:是争议评审委员会(Dispute Review Board)的简称5 内容5.1 FQC收到《成品送检单》与产品后,参照相对应产品的检验SOP文件及MI文件对产品进行检验。
成品检验控制程序

________________________________________________________________________________版本发行原因编写/修改审核批准实施日期A0 初版发行2022/11/01成品抽样检验工作流程明确检验目的抽样方案确定与实施检验结果分析形成检验报告开始品质部明确成品检验的目的,即及时发现、去除产品质量隐患成品检验主管根据检验的目的和要求选择合适的抽样方案品质部经理对抽样方案进行审核,并最终确认抽样方案主管依据相应的质量标准、程序要求对成品样本进行检验主管对检验结果进行分析主管根据检验分析结果编制“成品抽样检验报告”品质部经理审阅“成品抽样检验报告”并提出修正意见主管重新修订“成品抽样检验报告”,经经理审批后下发及存档结束成品入库送检工作流程入库检验准备成品检验检验结果处理开始工厂在成品入库前通知品质部做好检验准备品质部接到通知后做好产品检验准备,包括抽取样本、设备仪器准备、人员安排等成品检验主管依照规定的程序、质量要求,严格对所抽取的样本进行质量检验主管根据检验结果填写“成品入库检验记录表”主管对质量检验数据进行分析判断主管编制“成品检验报告”,并报送上级领导是否存在质量问题否是品质部形成不合格品处理意见,报主管领导审批生产单位及其他相关部门对不合格品进行相应处理结束第一次样品检验二次样品检验批量投产开始依据相关规定及要求,将生产的样品提交品质部主管依据规定的操作程序与质量要求对样件进行检验主管出具“样品检验报告”并上报领导是否符合质量要求否返工重新生产样品是工厂进行小批量试产并送检主管对样品的特性等方面进行检验主管出具“样品检验报告”并上报领导是是否符合工厂根据质量管质量要求理部的建议,大批量投入生产否工厂调整工艺后,重新生产品质部应定期对产品进行质量检验,填写“产品检验记录表”品质部定期汇总相关质量记录,并存档备查或者做研究之用结束样品检验准备出货检验检验结果的处理开始营销部通知品质部准备检验样品品质部安排相应成品检验做好样品出货检验准备主管依据相应的质量标准、操作流程对指定的出货批次进行随机抽样和检验否检验是否合格是主管判断是否需要测试是是测试是否合格否品质部发出退货不良品分析报表工厂根据品质部份析的原因处理退货批次相关部门办理出货手续结束否规范成品检验流程,对成品质量进行有效控制,防范不合格产品流出厂外。
WS-SIP-101-A0成品检验规范
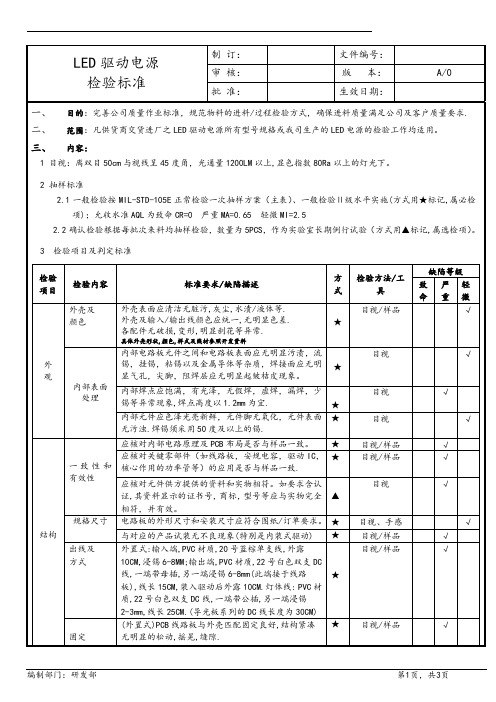
目视/手感
√
安全性能
材质/阻燃性
各塑料材质必须阻燃:用明火点燃被测物体(如PCB板…外壳),要求物体在离火后30S内自动熄灭,其燃烧时的跌落物不得点燃下方(200+5)mm处铺开的薄纸.
各配件(外壳/PVC线材等)的耐温必须大于80度.
▲
酒精灯/火机
高温箱.
√
耐压测试
产品经如下测试后,应不存在超漏,闪络,出穿,短路等异常情况:
★
目视
√
内部焊点应饱满,有光泽,无假焊,虚焊,漏焊,少锡等异常现象,焊点高度以1.2mm为宜.
★
目视
√
内部元件应色泽光亮新鲜,元件脚无氧化,元件表面无污浊.焊锡须采用50度及以上的锡.
★
目视
√
结构
一致性和有效性
应核对内部电路原理及PCB布局是否与样品一致。
★
目视/样品
√
应核对关键零部件(如线路板,安规电容,驱动IC,核心作用的功率管等)的应用是否与样品一致.
★
目视/样品
√
固定
(外置式)PCB线路板与外壳匹配固定良好,结构紧凑无明显的松动,摇晃,缝隙.
★
目视/样品
√
检验项目
检验内容
标准要求/缺陷描述
方式
检验方法/工具
缺陷等级
致命
严重
轻微
结构
电气间隙爬电距离
须符合相关要求:参照附表1
且PCB线路板在驱动壳内不能出现松动现象
▲
目视/游标卡尺
√
机械强度
部件不能太脆,太软,模拟正常使用,部件应能承受安装及使用过程中产生的应力,徒手施加一定压力和折弯度,不能出现破损,开裂,变形现象.
成品检验控制程序
5.4成品在仓库存放一个月以上的,出货前仓库人员应通知品质部进行检验。
5.5成品检验之异常状况依《不合格品控制程序》、《纠正措施控制程序》处理。
5.6成品检验的状况应记录在成品检验报告上。
6.参考文件:
6.1《产品最终检验标准》
(无)
5.作业内容:
5.1生产部将包装好的成品放置“待检区”并通知品质人员进行检验。
5.2品质人员按“成品检验标准”之要求作检验判定,若客户有特殊检验要求时,依客户要求作业。
5.3若判定结果为允收时,品质部人员在包装上盖合格章,生产部将合格产品置放于合格品区,仓库依[仓库管理及产品防护]处理。
5.3.1若判定结果为拒收时,品质人员在产品外包装上贴上“不合格”标,生产部将不合格品放置在“不良区”再行安排重工作业。
6.2《不合格品控制程序》
6.3《纠正措施控制程序》
文件修订记录
版本/版次
修订日期
修订章节
修 订 产完成的产品,都符合标准或客户需求,防止不良品流入市场。
2.范围:
适用于产品包装前后及出货前之检验。
3.权责:
3.1产品包装及送检:生产部
3.2成品入库前检验及质量判定:品质部
3.3成品出货前检验:品质部
4.定义:
监控NVR网络录像机成品检验规范
b
用户登陆系统后,可以在【系统参数】->【用户管理】处修改默认admin的密码或新建用户,是否正常
√
c
查看是否支持NVSIP协议和ONVIF协议
√
e
指示灯的显示闪烁状态与相应的工作状态是否相同
√
f
检查画面显示情况是
否良好,图像有无偏
亮偏暗偏色等异常现
象
√
2.2
软件界面介绍:(各图标相关功能测试)
设备管理
知到信号的有无。及
录像资源分配关系
√
g
按时间,事件,段分
别反复查询录像,次
应能够查询到相应时
间的录像,不准确应
该低1%.查询次数不
能低于100次
√
h
用不同品牌硬盘和容
量组合录像,检查
NVR对硬盘兼容性
√
2.6
抓拍图像
抓拍图像,存储路径请参考:(自动识别1个/多个硬盘)
a
抓拍相应通道的视频图像;单击【抓拍图像】图标可以抓取鼠标所选中窗口的一张图像。右键鼠标选择【抓图管理】手动抓图或报警自动抓图的图片保存在NVR的某个硬盘),选择相应的时间、通道,单击按钮【检索】,在右侧列表显示抓拍的图像。
√
3.9
云台控制
连接好网络智能球机
a
具有PTZ预置点功能的
NVR测试:按PTZ功能
键控制快球,当快球转
动到需要的点后,保存
此时的快球信息,以及
停留时间,然后再转动
到下一点,然后保存,
以此类推,确定系统能
保存多少个地点信息,
然后分别测试按一下每
一个地址点,快球能否
快速转到预定的地点?
按自动扫描,能否按设
SQ-QP-2028-A0统计技术控制程序
7.表单:
7.1客户投诉、抱怨和退货统计表SQ-QC-2077-A0(QR)
7.2品检统计月报表SQ-QC-2078-A0(QR)
7.3物料统计表SQ-MC-2079-A0(QR)
1.目的:
选择合理有效的统计技术、提供品质分析,作为改善决策依据。
2.范围:
适用于本公司品质目标,品质计划的选择和应用的统计技术。
3.职责:
3.1品管部:对品质方面的数据进行统计。
3.2生产部:对生产有关的数据进行统计。
3.3物料部:对相关物料数据进行统计。
4.定义:
5.作业内容:
5.1品管部对《进料检验控制程序》、《制程检验控制程序》、《成品检验控制程序》及《不合格品控制程序》中的数据进行统计,填写《物料检验月报表》及《品检统计月报表》。
5.6《品检统计月报表》及《客户投诉、抱怨和退货统计表》每月呈总经理审核。
5.7彩印、丝印超标准损耗目标的统计以印刷用纸的补料数量除以正常用纸的数量,将所得的结果与制订的品质目标进行比较.相关数据由物料部提供。
5.8印刷产品、及丝印商标产品的品质目标以月度的平均不良率与品质目标进行比较。
6.相关文件:
5.2品管部对《客户抱怨退货处理程序》中的数据进行统计,填《客户投诉、抱怨和退货统计表》。
5.3物料部依《入库单》、《领料单》、《补料单》及《出库单》进行统计,填写《物料统计表》。
5.4生产部每日对生产进行统计,填写生产日报表。
5.5品管部依《品检统计月报表》及《客户投诉、抱怨和退货统计表》中的数据,对超标准不良损耗项的矫正与预防措施进行进一步的检查追踪。
信赖性试验标准规范(A0)

一.目的针对本公司产品制定信赖性试验规范,有利于品质保证制度之推行,促使可靠性测试标准化。
二.适用范围本规范适用于公司所有原材料与产品信赖性测试实验时的操作作业.1.新批次PET或新批次胶水第一次做产品时, 必须做高温高湿试验.2.新产品开发时做信耐性测试。
三.定义可靠性:制品的动作或性能时间稳定性的程度或性质。
四.权责4.1 生产部: 信赖性测试用成品的提供;4.2 品质部: 信赖性计划的制定与实施;五.检验数量每个项目要取不少于8pcs约5*8cm大小的扩散膜做此可靠性测试实验.六.实验项目6.1高溫实验试验目的: 检验产品在高温环境条件下贮存的适用性试验设备: 恒温恒湿试验箱实验条件:在85℃存放120小时后, 在正常温度(25℃)下放置30分钟, 然后测试其功能实验方法: 取功能及外观合格的成品,放置于恒温恒湿箱內,机器通电运行120H后,取出在正常温度(25℃)下放置30分钟检查无性能不良.6.2 低温实验试验目的: 检验产品在低温环境条件下贮存的适用性试验设备: 恒温恒湿试验箱实验条件: 在-30℃存放12小时后, 在正常温度(25℃)下放置30分钟, 然后测试其功能。
实验方法:被测产品正常位置放入恒温恒湿箱内, 使试验箱温度达到-30±2℃, 温度稳定后持续12H后, 在正常温度(25℃)下放置30分钟检查无性能不良.6.3高温高湿实验:试验目的: 检验产品在高温高湿环境条件下贮存的适用性试验设备: 恒温恒湿试验箱.实验条件.温度为60℃±2℃,湿度90%RH存放120小时.实验方法: 取功能及外观合格的成品,放置于恒温恒湿箱內,机器通电运行120H后,取出在正常温度(25℃)下放置30分钟检查无性能不良.6.4 冷热冲击试验试验目的: 检验产品经受环境温度讯速变化的能力试验设备: 恒温恒湿试验箱实验条件: 在-30℃存放30分钟, 然后再存储在85℃30分钟, 循环20次,实验方法:取功能及外观合格的成品,放置于恒温恒湿箱內,高温升温时间为1.5H,低温降温时间2.5H,循环次数20次, 取出检测无性能不良.。
18-003.1确认检验成品电机检验记录表-直流电机A0
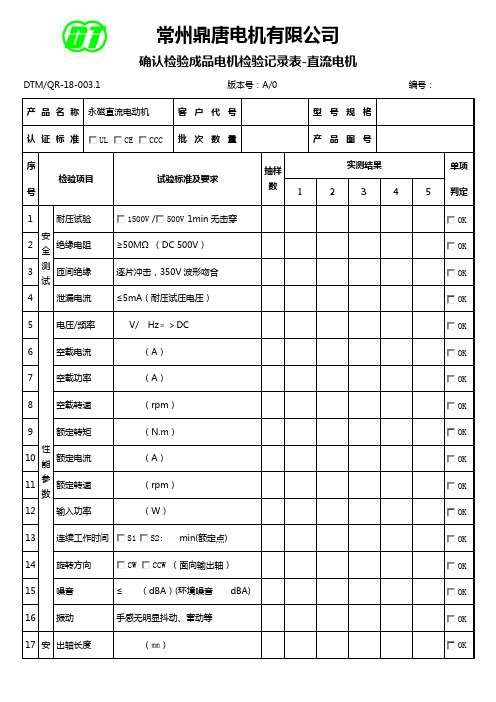
逐片冲击,350V波形吻合4 Nhomakorabea泄漏电流
≤5mA(耐压试压电压)
5
性能参数
电压/频率
V/ Hz﹦>DC
6
空载电流
(A)
7
空载功率
(A)
8
空载转速
(rpm)
9
额定转矩
(N.m)
10
额定电流
(A)
11
额定转速
(rpm)
12
输入功率
(W)
13
连续工作时间
min(额定点)
14
旋转方向
(面向输出轴)
15
噪音
≤(dBA)(环境噪音dBA)
16
振动
手感无明显抖动、窜动等
17
安装尺寸检查
出轴长度
(㎜)
18
出轴跳动
↗≤0.08
19
端面台阶直径
Φ(㎜)
20
端面台阶高度
(㎜)
21
引线长度
(㎜)
22
温控线长
(㎜)
23
剥线尺寸
(㎜)( Φ)
24
套管长度
(㎜)
25
安装孔尺寸
M×检规通过
26
电机外形尺寸
Φ(直径㎜)×(长度㎜)
3.堵转试验、温升试验、非正常工作等常规检查有困难的确认检验的内容,检查频次不得小于1次/年;
OQC判定
处置结论
检验员:日期:审核:日期:
常州鼎唐电机有限公司
确认检验成品电机检验记录表-直流电机
DTM/QR-18-003.1版本号:A/0编号:
产品名称
永磁直流电动机
客户代号
型号规格
电子厂成品检验作业指导书

项目类别
XXX有 限 公 司 成品检验作业指导书
ቤተ መጻሕፍቲ ባይዱ
电控板常规检验标准 抽样检验
型号规格 抽样标准
检查内容
判定标准
文件编号
版
本
共6页
通用(特殊情况以具体要求为准)
A0 第6页
检查方法 质量特性
一致性
同一个包装箱内产品,应在重要器件的厂家、型号规格以及外观等方面保持一致。原则上要求一个包装箱内只允许放 置一种产品
目视
A
备注: 1.检验员在整个测试、试验过程中必须佩戴好静电环或防静电手套; 2.外观检测以正常灯光(2盏40W日光灯亮度)下目测距离30cm为准; 3.安全性能测试每批抽5pcs检测(小于抽检数则全检),其他按国标MIL-STD-105E抽样表,一般检验水平Ⅱ级,正常一次抽样方案执行: A类不合格(AQL=0):导致产品失效或严重降低产品使用功能,为用户不可接受的缺陷。 B类不合格(AQL=0.4):使产品性能降低,但为一般用户可以接受的缺陷。 C类不合格(AQL=1.5):对产品使用功能无影响,属制造不精细的缺陷。
变更日期 更改记录
变更内容
变更签名
编写/日期
审核/日期
会签/日期
批准/日期
最终检验控制程序

受控状态受控页码1/4发布日期2023年03月10日实施日期2023年03月13日文件发行栏☑行政部☑采购部☑生产部☑工程部☑业务部☑品质部☑仓库修订履历表版本日期修改原因及内容提要修改人审核人批准人A02023/03/06新版发行受控状态受控页码2/4发布日期2023年03月10日实施日期2023年03月13日一、目的为确保成品品质符合顾客需要,同时为找出潜在品质问题,作为改善制程之依据,特制定本程序。
二、适用范围凡本公司所承制之产品于入库或出货前之最终检验均适用之。
三、术语及定义无四、职责和权限4.1品质部:负责成品的最终检验。
4.2品质部主管:负责检验工作之协调及记录之审核。
五、流程图5.1最终检验作业流程图(附件1)六、作业内容6.1检验前的准备6.1.1待检验品须放置在待验区,申请部门填写《请检单》发至品质部。
6.1.2检验前须核对检验设备(仪器)是否仍在有效校验周期内。
6.1.3检验前准备好相关的检验规范、出货单、仪器设备等。
6.2检验作业6.2.1成品检验依据检验标准(如控制计划、BOM表、工程图纸、生产通知单、样品以及检验规范等)来实施检验,若客户有特殊状况或要求时品质部主管可予追加项目或依客户之要求施行检验。
6.2.2检查批以同生产批次同型号、同规格、同测试条件产品为一检查批量。
6.2.3检验人员须接受过专业训练,参照《人力资源控制程序》。
6.2.4检验结果需分别登录于《成品(出货)检验记录表》,检验合格者经检验人员签字核准可转成品包装,检验结果若不合格依《不合格品控制程序》执行。
其相关生产、检验记录表由品质部保存归档以便追溯。
6.2.5出货检查6.2.5.1成品仓在打好外箱包装后,须按区域对不同客户、不同订单号码之产品进行摆放整齐。
6.2.5.2业务单位最迟于出货前四小时开具《出货单》给品质及仓库,仓库依据《出货单》通知品质人员一起进行备货作业。
受控状态受控页码3/4发布日期2023年03月10日实施日期2023年03月13日6.2.5.3备货完成后OQC人员需100%确认以下项目:a.标签及条码上所有内容填写一定要完整。
ISO9001-2015首末件管理程序A0

首末件管理程序(ISO9001:2015)1.目地:为确保各阶段制程能在管制状态执行,确保质量稳定,提高产能,降低成本达到客户及系统需求,而建立该作业程序。
2.范围适用于本公司所有的在制品(制造之半成品,成品,成型射出品,冲压品)组装,成型,冲压。
3.术语:首件:每台机每批材料上线或开线,都要做全面检测并留样记录保存;末件:每批材料/每款产品之完成或停线都要留样并全面检测并记录保存,以保证以前之生产品之质量,并便于追溯。
4.权责:品保单位:负责首件样品的量测和功能试做;生产单位:负责确认后首件送样动作。
5.流程图:略6.作业内容:6.1注塑做首件时机:6.1.1注塑在每次换料、换模、修模(限尺寸、功能类)及设计变更后开机需送首件至IPQC确认;6.1.2注塑修模(外观类)后需送样品至IPQC确认,但IPQC不需要做首件,确认修模后的状况,记录于《PQC巡回检验记录表(注塑)》中;6.1.3注塑在停机前一小时需送末件至IPQC确认;6.1.4IPQC接到首、末件后依据《产品检验规范》、《工程图面》、《QIP检验记录表》在一个半小时内完成首件样品的外观,尺寸,功能的确认动作,并将结果记录于《QIP检验记录表》首件报表中,首件OK后正式生产;6.1.5首件试做部分:如因无材料或组装停线或机台设备维修等原因造成无法试做的首件部份,IPQC需量测好尺寸,如尺寸NG停机修模,后重新送首件,如尺寸量测OK需通知到生产部门主管及品管部门主管由其评估风险决定是否停机待首件试做结果。
6.2冲压做首件时机:6.2.1正常情况下:白班接班时做首件,夜班接班时做末件;6.2.2冲压在每次换模、修模(限尺寸、功能类)及设计变更后开机需送首件至IPQC确认;6.2.3冲压在停机前一小时需送末件至IPQC确认;6.2.4冲压修模(外观类)后需送样品至IPQC确认,但IPQC不需要做首件,确认修模后的状况,记录于《PQC巡回检验记录表(冲压)》中;6.2.5IPQC接到首、末件后依据《产品检验规范》、《工程图面》、《QIP检验记录表》在一个半小时内完成首件样品的外观,尺寸,功能的确认动作,并将结果记录于《QIP检验记录表》首件报表中,首件OK后正式生产;6.3组装在制程中有换线、换机种、换料、换设备及工程变更等情况需提前一小时首件给IPQC须对首5PCS成品进行首件检验(含外观﹑尺寸﹑功能)﹐检验项目参照《质量工程图》、《产品检验规范》、《工程图面》进行,并将结果记录于《首(末)件试做报告》及《QIP检验记录表》中。
2018 A0铝件氧化检验规范
规范文件
文件修订页
说明:
a、产品分类:
A面:在正常使用条件下,直视看得到的面(正面及上表面)。
B面:表面暴露,但不明显,在正常使用时直视看不到的面(侧面及背面)。
C面:客户安装前能看到的面(底面)
b、常规检验:制程中必需检验的项目。
c、确认检验:新开发和产品变更时必需检验项目;且除新开发产品变更检验外,一年进行一次确认检验
d、受控图纸上严于此标准和有特殊要求的,按受控图纸要求执行。
e、重点尺寸记录3组或3组以上数据。
6 相关文件
6.1 不合格品控制程序
6.2 IPQC/QA工作指引
6.3 首件作业规范
7 记录表单:
7.1 五金、加工中心QA入库检验报告
7.2 ROHS测试申请表
7.3 五金加工巡检记录表
7.4 产品生产履历表
7.5 盐雾试验报告
7.6 耐黄变试验报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成品检验控制程序A0
程序目标:
确保产品质量,满足客户要求和规定标准。
程序步骤:
1.检验计划制定
a.根据产品特性和生产过程,确定合适的检验方法,包括外观检查、物理性能测试、化学成分分析等。
b.制定检验计划,明确应检验的项目和频率,确保在生产过程中有适当的检验控制。
2.检验人员培训
a.培训检验人员,使其熟悉检验方法和标准。
b.培训检验人员正确使用检验设备和仪器。
3.检验设备和仪器校准
a.确保检验设备和仪器正常运行,以提供准确的检验结果。
b.定期进行校准,并记录校准结果。
4.样品收集和准备
a.从生产过程中随机收集样品,以保证样品的代表性。
b.按照检验计划,准备样品进行检验,包括样品处理、标识等。
5.检验执行
a.按照检验计划进行检验,遵循检验方法和标准。
b.记录检验结果,包括样品标识、检验项目、检验方法、检验结果等。
6.异常处理
a.如果发现样品不合格,立即暂停生产,确认不良品数量,并判断不
良原因。
b.确定合适的纠正和预防措施,以防止不良品再次出现。
7.检验结果处理
a.根据检验结果,判断样品是否符合规定标准和客户要求。
b.如果样品符合标准,进入下一步工序。
c.如果样品不符合标准,按照质量管理程序,进行不合格品处理和整改。
8.检验记录与报告
a.保存检验记录,包括检验结果、样品信息、检验方法等。
9.检验程序评审
a.定期评审检验程序的有效性,包括检验方法、检验标准、检验频率等。
b.根据评审结果,进行必要的调整和改进。
程序责任:
-检验计划制定由质量部负责。
-检验人员培训由质量部组织。
-检验设备和仪器校准由质量部负责。
-样品收集和准备由生产部负责。
-检验执行由检验人员负责。
-异常处理由质量部和生产部共同负责。
-检验结果处理由质量部负责。
-检验记录与报告由质量部负责。
-检验程序评审由质量部负责。
该程序应定期审核,确保其有效性和适用性。
审核结果和改进措施应记录并实施。
程序审查:
该程序应定期进行审查,以确保其符合法规和标准要求。
审查结果应记录并实施必要的改进措施。
以上是成品检验控制程序A0的基本内容,它是一个用于管理和控制产品质量的标准程序。
这个程序的目标是确保产品符合客户的要求和规定标准,并通过适当的检验控制来实现。
这个程序步骤清晰,责任明确,包括了检验计划制定、检验人员培训、设备校准、样品收集和准备、检验执行、异常处理、结果处理、记录与报告、程序评审和审核等环节,以确保产品质量的全面控制和管理。