ug参数修改
UG数控加工的参数设置【大全】
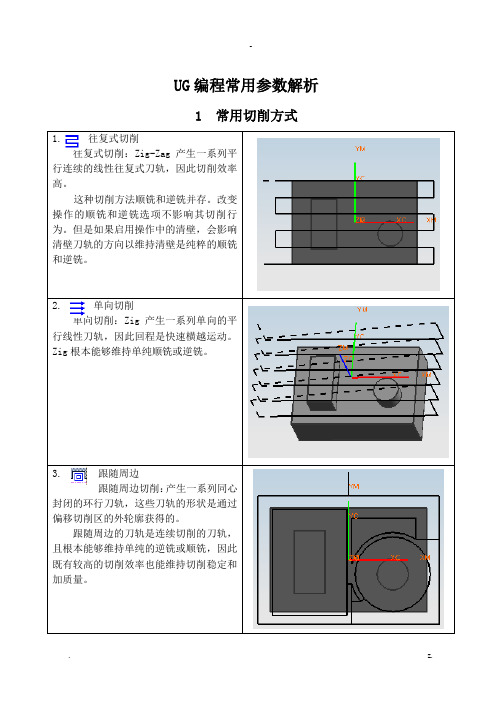
切削参数打开“切削参数”图标,系统会显示“切削参数”对话框,第一栏:策略(既一些加工参数值的设定)1、切削方向:顺铣:刀具一般多采用顺铣,因为由顺铣加工完成时工件的表示光洁度比较好!另一个原因是顺铣时刀具的受损要比逆铣轻的多!所以多采用顺铣。
从外向内用逆洗。
从内向外用顺洗。
2、逆铣:多适用于一些粗糙的工件开粗,加工完成后工件的光洁度不好,而且刀具受损严重!所以一般不利用逆铣。
3、切削角:当使用“单向式”切削,“往复式”切削“单向带轮廓”铣切削三种方法时在切削参数里才显示切削角的定义,其意思为所生成的刀轨是平行X向为零,平行于Y向为90度,可根据自己的要求定义切削角度,多采用45度斜进刀可在切削角下的度数栏内,输入所定义的角度值,如果想看一下角度方向时,可点示显示切削方向的图标。
3、壁:当使用“单向铣削”,“往复式铣削”和“跟随周边”时切削参数里面才有壁选项,“单向”和“往复”铣削里面只有三项。
其一:无,它的意思为只切削腔,不去清壁,其二,在起点:刀具在下刀后先把壁清理完,然后再切削腔。
其三,在终点:刀具在下刀后把腔切削完成后,到最后一刀把壁清理干净,无论是“起点”清壁还是“终点”清壁,都是以层为单位,如果没有“自动”清壁的情况使用在“终点”清壁。
如果有“自动”清壁时优先使用“自动”清壁,“自动”清壁的意思是:系统给计算一个最适合清壁时清壁。
4、添加精割削刀路数本功能是以UG5.0版本才增加的新功能,它能有效的控制几何体的余量更加均匀,所以在型腔铣开粗时打上对号,让其忝加“1”刀路数,精加工的步距可根据情况而定,但本步距最好要小一些。
5、毛坯:1、本栏下的毛坯距离和外部(面铣削对话框中)毛坯距离相同。
2。
Extend to part outline :是指毛坯延展,默认延展至体的最大外形轮廓线因此我们不采用。
3、合并距离:当所加工的平面为两个或两个以上时,指定距离大于或等于两个面之间的距离,想要学习UG编程领取学习资料在群496610960可以帮助你两个面刀路会自动合并成一个刀路,但要求所选择的面必须在同一高度上,所指定的值可使用刀具的百分比或mm。
UG参数化设计教程
UG参数化设计教程UG参数化设计是一种基于参数的设计方法,它允许用户在设计过程中设置和修改参数,从而达到灵活、高效的设计结果。
在UG软件中,参数化设计功能可以帮助用户在设计过程中快速调整尺寸、形状、数量等参数,以便快速生成多个设计方案,提高设计效率。
本文将介绍UG参数化设计的基本概念、步骤和应用技巧,帮助用户更好地掌握这一设计方法。
一、参数化设计的基本概念1.参数化设计是什么?参数化设计是一种基于参数的设计方法,通过设定和调整参数来控制设计的尺寸、形状、数量等属性,实现设计的自动化和智能化。
在UG软件中,用户可以通过定义参数和公式,实现模型的快速修改和生成,提高设计效率。
2.参数化设计的优势参数化设计有以下几个明显的优势:(1)灵活性:可以根据需求随时调整设计参数,生成不同版本的设计方案;(2)高效性:减少设计重复劳动,提高设计速度和效率;(3)完整性:通过参数设置,实现设计全过程的记录和管理,方便后续修改和维护;(4)可控性:可通过参数化设计实现设计的标准化和自动化,保证设计质量和一致性。
二、UG参数化设计的使用步骤1.参数定义:在UG软件中,用户可以通过“参数”功能来定义设计中需要控制的参数,包括尺寸、形状、数量等属性。
2.参数应用:在建模过程中,可以利用定义好的参数来调整模型的各个属性,实现自动化设计和修改。
3.公式设置:可以通过公式功能来控制参数之间的关系,实现复杂的设计逻辑和计算。
4.参数优化:可以通过参数优化功能来优化设计参数,实现设计的最优化和最佳性。
三、UG参数化设计的应用技巧1.合理设置参数在进行参数化设计时,要合理设置设计参数,避免设置过多或过少的参数,以免过于复杂或无法满足设计需求。
可以根据设计要求和需求来设置相关参数,使得设计更加灵活和高效。
2.使用公式控制参数在参数化设计过程中,可以通过设置公式来控制参数之间的关系,实现复杂的设计逻辑和计算。
可以利用公式来实现参数之间的约束、计算和优化,实现设计的自动化和智能化。
UG,NX6.0工程图配置设置
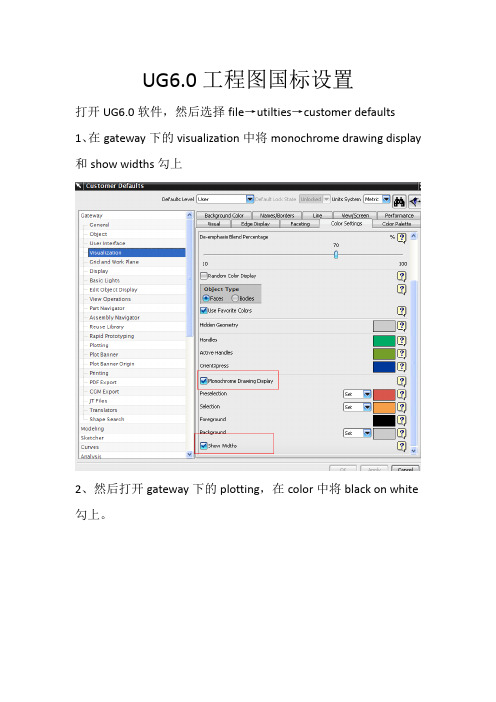
UG6.0工程图国标设置打开UG6.0软件,然后选择file→utilties→customer defaults 1、在gateway下的visualization中将monochrome drawing display 和show widths勾上2、然后打开gateway下的plotting,在color中将black on white 勾上。
3、在widths选项卡中进行如下设置(根据公司不同的需要可以设置不同的值):4、在drafting→general→standard中点击customize standard设置正交投影角为第一象限。
A4 图纸我们一般采用纵向,在图纸面大小这里应改成A4=297×210,其它不变。
5、打开annotation→dimensions进行如下设置6、然后打开chamfer dimension进行设置7、在narrow dimensions中进行如下设置8、在line/arrow中进行如下设置9、在lettering中进行如下设置,对称公差字体大小按3.175,上下限公差字体大小按2.0(在作工程图时单独设置):10、在units中进行如下设置11、在radial中进行如下设置12、在section line中的arrow中进行如下设置13、在tayle中设置Labels and letters设置14、在view label中的other中设置17、在annotation editor 中进行如下设置18、Centerline中的选项卡分别进行如下设置19、GD&T General中的标准没有国标方式,我们一般就选择ISO 标准了到这里,我们的customize standard就设置好了,点击save as,取个名称保存起来。
20、在drafting中的surface finish symbols中设置到这里,我们的GB的工程图设置基本就定义好了,当然设置中的数值根据每个公司不同的需要而另外更改,本文档提供此更改方法已教会大家使用UG设置。
UG制图设置
UG制图设置一、通用设置1. 更改UG用户配置文件ugii_env.dat用记事本打开UG安装目录(如C:\Program Files\UGS\NX 3.0\UGII)下的ugii_env.dat文件,用查找菜单找到并修改下列内容:(1)功能:调出粗糙度符号菜单UGII_SURFACE_FINISH=ON(将原来的OFF改成ON)(2)自动调出加载图样pattern图框标题栏(前提:做好图框标题栏并保存)UGII_PATDIR=F:\UG\pattern (你放置图框文件的目录,我的是在pattern文件夹)“注意”:必须将此行前面的“#”删除,否则无法实现功能。
2. UG“文件”—“实用工具”—“用户默认”,在“用户默认”对话框中设置“制图”标签,比较简单,大家可以根据自己的习惯设置。
注意:建议修改以下设置:(1)修改图纸颜色:“基本环境”“可视化”“颜色设置”,我习惯单色图纸,白色。
(2)“制图”“一般”“视图”,取消边界显示(3)“制图”“视图”里的“光顺边”和“理论相交”均取消。
(4)文本注释字体采用chinesef或者chineset,中文字体。
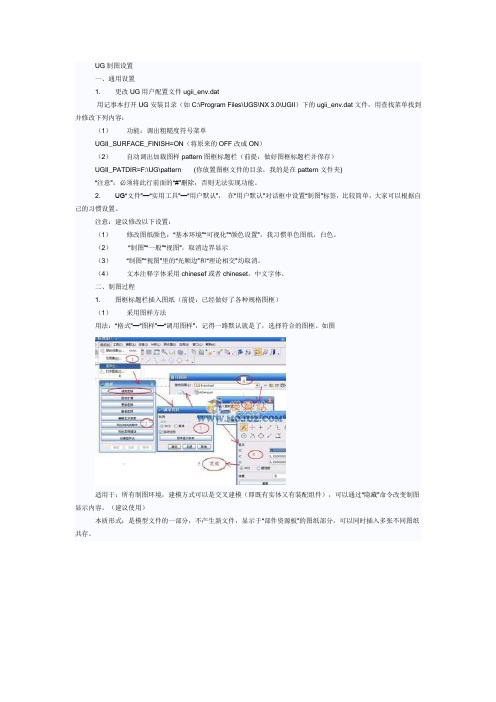
二、制图过程1. 图框标题栏插入图纸(前提:已经做好了各种规格图框)(1)采用图样方法用法:“格式”—“图样”—“调用图样”,记得一路默认就是了,选择符合的图框。
如图适用于:所有制图环境,建模方式可以是交叉建模(即既有实体又有装配组件),可以通过“隐藏”命令改变制图显示内容。
(建议使用)本质形式:是模型文件的一部分,不产生新文件,显示于“部件资源板”的图纸部分,可以同时插入多张不同图纸共存。
提示:可以在Drawing标题上右键“插入片体”,增加新图纸SHIT2,双击图纸名就可以转到相应图纸。
优点:适用范围广,与主模型关联,主模型修改可以直接反映到图纸空间。
使用方法灵活。
可以使用隐藏命令直接隐藏不需要的制图显示对象。
可以多图纸共存。
可以在视图工具条使用“隐藏组件”功能(仅装配型文件)。
UG6.0用户默认设置修改教程

UG6.0 用户默认设置参数教程许多UG6.0使用者反应,默认参数设置后,重新打开UG参数会恢复到没修改之前的,对于这种问题,我个人根据经验教大家一个小方法:1.打开D:UG\UGII\templates文件夹(我的UG装在D盘,所以前面是D:)找到model-plain-1-mm-template.prt这个文件(最好先复制一个出来,以作备份),双击打开;2.比如说UG的界面默认是灰色的,这与一些线条颜色接近,看起来不直观,现在想把背景色改一下,直接点击菜单栏-首选项-背景-在编辑背景选框中可以选择自己喜欢的颜色。
关于制图也是一样,在制图页面中,点击首选项-背景-也可以改变自己喜欢的颜色。
3.现在使用工具中的用户默认设置就可以根据自己的需要更改了,比如说在制图中,每次打开都需要重新设置隐藏线和可见线,比较头痛。
打开用户默认设置,选择制图-常规-点击这个,会出来一个制图标准,选择视图,就可以更改隐藏线和可见线了,修改完之后选择Save AS(保存的意思),然后自己随便命名一个名字,OK搞定。
4.其他的修改,都可以按照自己的习惯来改,修改完所有你想改的东西后,关掉UG,选择是-保存并退出即可。
5.现在你再重新打开看看,是不是和自己想要的一样。
这个文件就相当于一个模板,第1步中复制出来的原始文件,是用做备份。
如果想恢复最开始的模板,只需要把这个覆盖到原来的文件夹即可。
UG4.0与6.0的用户默认设置就这里有点小区别,4.0在默认设置用更改后,保存重新打开,不会回来原始的参数。
按照以上的方法更改6.0的参数,保证百分百的不会出现,默认设置不起作用的现象。
UG切削全参数设置

UG切削全参数设置UG(Unigraphics)是目前广泛应用于数控机床刀具路径规划与生成的一种强大的CAD/CAM软件。
UG切削全参数设置是指在UG软件中对切削工艺进行全面参数设置的过程。
下面将详细介绍UG切削全参数设置。
1.切削工艺分析在进行UG切削全参数设置之前,需要进行切削工艺分析。
切削工艺分析包括对零件材料特性、设计要求、切削工艺流程等进行分析,以确定切削工艺的要求和约束。
2.切削方式选择根据零件的特性和切削要求,选择合适的切削方式。
常见的切削方式有立铣、侧铣、竖铣、等分成、等分圆、等分六角等。
3.齿轮参数设置对于切削齿轮等工作时,需要设置相关的齿轮参数。
齿轮参数包括齿轮模数、齿轮齿数、齿轮斜齿等参数。
4.刀具参数设置刀具参数设置包括刀具类型、刀具直径、刀具长度、刀具刃长、刀具进给等参数。
根据零件形状和切削要求选择合适的刀具,并设置相应的参数。
5.进给速度设置进给速度是指刀具在切削过程中的进给速度。
进给速度的设置直接影响到切削效率和切削质量。
根据零件材料、刀具类型等因素合理选择进给速度。
6.主轴转速设置主轴转速是指切削过程中主轴的转速。
主轴转速的设置直接影响到切削效率和刀具寿命。
根据刀具类型、切削方式等因素合理选择主轴转速。
7.切削深度和切削宽度设置切削深度是指刀具在切削过程中每次切削的深度。
切削宽度是指切削过程中每次切削的宽度。
合理设置切削深度和切削宽度可以提高切削效率和切削质量。
8.切削冷却液设置在切削过程中,切削冷却液的使用可以有效降低切削温度,延长刀具寿命。
根据切削材料和切削方式等因素合理选择切削冷却液,并设置相应的参数。
9.切削路径设置切削路径设置是指通过UG软件确定切削路径的过程。
根据零件形状和切削要求选择合适的切削路径,并设置相应的参数。
10.切削力设置切削力设置是指通过UG软件确定切削过程中切削力的大小和方向。
根据切削材料和切削方式等因素合理选择切削力,并设置相应的参数。
2.UG NX 8.5 参数设置和二维草图设计

控制草图标注文本的显示方式
二维草图设计知识
绘制草图前的设置
会话设置:
当进行尺寸标注时,在草图曲线端点处用箭头显示自由度,否则不显示 选中该选项,若相关几何体很小,则不会显示约束符号
选中该选项,当进入某一草图对象时,该草图所在图层自动设置 为当前工作图层,退出时恢复原图层为当前工作图层
勾选时跟踪条中动态显示光标位置坐标
设置文本框中数据的小数点位数 设置信息窗口中显示数据的小数点位数 设置对象信息对话框中数据的精度
UG NX 8.5软件的参数设置
“选择”首选项
设置预选对象是否高亮显示
设置选择对象相对于矩形选择框的位置
设置确认选择对象的有关参数 设置光标是否显示十字准线
设置选择对象相对于WCS的位置
二维草图设计知识
理解草图环境中的关键术语
• 对象:二维草图中的任何几何元素。 • 尺寸:对象大小或对象之间位置的量度。 • 约束:定义对象几何关系或对象间的位置关系。 • 参数:草图中的辅助元素。 • 过约束:两个或多个约束可能会产生矛盾或多余约束。
二维草图设计知识ห้องสมุดไป่ตู้
理解草图环境中的关键术语
草图平面
此选项组中可以指定多种草图几何元素的名称前缀
二维草图设计知识
草图环境中的下拉菜单
“插入”下拉菜单:
绝大部分命令都以快捷按钮的方式出现在屏幕的工具栏中
二维草图设计知识
草图环境中的下拉菜单
“编辑”下拉菜单:
把草图插入到word文档或PPT中
编辑选定对象的显示方式 隐藏/取消隐藏选定的对象
显示选定对象的属性
二维草图设计知识
草图的绘制
草图绘制概述
UG加工工艺参数设置说明
UG加工工艺参数设置说明UG加工工艺参数是指在使用UG软件进行数控编程时,根据具体工艺要求和加工条件设置的一些关键参数。
这些参数直接影响到工件的加工质量和效率,因此合理的设置是非常重要的。
下面将详细介绍UG加工工艺参数的设置方法和注意事项。
1.刀具选择和参数设置:UG软件提供了丰富的刀具库,根据工件的加工要求和材料特性选择合适的刀具。
在工艺参数中,需要设置刀具的刀柄直径、刃长、刃数、刃尖磨损补偿、切削速度、进给速度等参数。
这些参数要根据具体情况合理调整,以确保切削效果和刀具寿命的平衡。
2.加工路径规划参数设置:UG软件可以根据工件的几何形状和加工要求自动生成加工路径,但是路径规划的参数设置也是非常关键的。
在工艺参数中,需要设置粗加工和精加工的切削余量、切削进给速度、插补方式、切削方向等。
这些参数直接决定了工件的加工质量和加工时间,合理设置可以提高加工效率和降低成本。
3.安全平台定义和碰撞检测参数设置:UG软件提供了安全平台定义和碰撞检测功能,可以帮助避免刀具与工件、夹具等碰撞造成的损坏。
在工艺参数中,需要设置安全平台的高度、安全平台的位置和碰撞检测的灵敏度等参数。
这些参数要根据具体的加工情况和机床的限制合理设置,以确保加工过程的安全性。
4.加工程序的生成和修正参数设置:UG软件可以自动生成加工程序,但是有时候需要对生成的程序进行修正。
在工艺参数中,需要设置程序生成和修正的参数,如刀具判定容差、轮廓平滑速度、轨迹段数等。
这些参数的设置要根据具体情况进行调整,以确保所生成的程序符合加工要求并且能够在机床上正确执行。
5.模拟和验证参数设置:UG软件可以进行加工路径的模拟和验证,以帮助排除可能的错误和问题。
在工艺参数中,需要设置模拟和验证的参数,如刀具轨迹的显示精度、刀具检测的方式等。
这些参数的设置要根据具体情况进行调整,以确保模拟和验证的结果准确可靠。
需要注意的是,UG加工工艺参数的设置要充分考虑工件的几何形状、材料特性、加工方式、机床的性能和限制等因素。
永久式UG修改系统默认公差
永久式UG修改系统默认公差
最近有学产品设计人员问我,在UG常用功能系统默认公差为0.001 按照这个公差设计产品经常会出现问题降低生产效率,那么UG如何一次性修改好默认公差以及提升UG绘画的速度?
1,安装软件功能是按照系统默认,比如常用命令有;缝合曲线组通过曲线网格艺术曲面等等每次单独修改工作效率低
2,找到安装路径; C:\Program Files (x86) Siemens NX 8.0 LOCALIZATION prc simpl_Chinese startup文件夹
3, 打开startup文件夹后里面的资料最后一个名称是model-plain-1-mm-template
4,找到首选项----建模----常规原距离公差0.001 修改成0.0254 原角度公差0.050 修改成0.50
5,重新检查缝合命令公差自动更新,最后关键一步保存重启UG软件。
怎样在UG软件中设置数控加工编程的切削参数
关 键 词 :数 控 加 工
一
、
数 控 编 程 中参 数 的确 定
省去 参 数设 置 的过 程 。但 此 时 , 易 出现参 数 雷 同 的现 象 ,无 法做 到 对于 实 际情 况 的微 调 ,过于 死 板 。 综 合 以上情 况 ,在 当 前普 遍 使 用C A M 软 件 进 行数 控 编 程 的 情况 下 ,主 要 有 以 下两 个 难 题 : 一是 软 件 功 能 强大 ,切 削 方式多样,如何快速根据用户特定需要进行选 择、设定 ; 二 是 刀 具 种 类 繁 多 ,针 对 不 同 的 刀具 、切 削材 料 有 不 同 的 切 削 量 和 走 刀 参 数 ,如 何 针 对 这 些 经 验 参 数进 行 归 纳 、管 理 ,方 便 重 复利 用 。
1
艺 参 数 生 成 刀 路 轨迹 , 再 生 成 数 控 指 令 ,指 挥 数 控 机 床 按 程 序 进 行 加 工 。 由 于 加 工 过 程 是 自动 的 , 因此 加 工 中 的 所 有 参 数 都 要 预 先 设置 好 。 数控 加 工 中 对 工 艺 问题 处 理 的好 坏 ,将 直 接 影 响 数 控 加 工 的 质 量 和 效 率 ,严 重 时还 会 对 数 控机床造成损坏 。为此,要求数控程序编程员首先应该对 数控 加 工 工 艺有 深 入 的了解 。 数 控 铣 削 中 加 工 参 数 的 定 义 原 则 是 : 根 据 机 床 的 刚 性、 具 材 料 、 工件 材 料 、 工 件 的结 构 特 点 、加 工 工 艺 等
C a s E s I 案例
怎样在U G 软件 中设置数控加工编程的切削参数
文/ 樊 学 刚
摘 Nx 6 软 件 用 户 定义切 削参 要 :本 文 指 出 了切 削参数 在 数控 加 工 中的 重要作 用 , 列举 了 当前 的使 用 方 法 ,通 过 对UG 切 削参数 库 选择 方 式
UG参数设置教程

第四章参数设定(Preferences)第一节绘图标注第二节绘图对象线∕箭头格式第三节绘图对象颜色∕字型∕线宽第四节绘图标注颜色∕字型∕线宽第五节文字格式第六节书写第七节单位第八节双重尺寸格式第九节绘图对象之对齐第十节剖面样式第十一节区域填充第十二节剖线显示第十三节视图显示第一节绘图标注(参数设定>绘图标注)说明:参数设定之绘图标注用于设定绘图标注更新显示之选项。
其包括视图及标注两部份之设定,可设定当系统之实体模块中所建构之造型特征变更时,在绘图模块中是否同时更新,及所标注之尺寸标注是否保留,若保留,则其颜色、样型及宽度之显示为何等各项之设定。
抑制視圖更新保留註解及設定刪除保留的物件第一项仰制视图更新(参数设定>绘图标注>仰制视图更新)说明:此选项为一切换式设定,用于设定当实体模块中所建构之造型特征变更时,其绘图模块之视图是否随即变更。
其抑制视图更新之项目包括隐藏线、轮廓线、视图边界、剖面视图等多项。
当抑制视图更新之选项为开启时,则在实体模块更新后,系统将不更新上述之项目。
若为关闭时,则系统在回到绘图标注之模块时,将会更新所能更新之项目。
此功能与工具箱>绘图>更新之指令相同,但抑制视图更新为全部更新,而更新之选项为可选择性之指令。
原圖示抑制視圖更新–開啟抑制視圖更新–關閉第二项保留批注及设定(参数设定>绘图标注>保留批注及设定)说明:保留批注及设定为当实体模块之造型改变后,在改变之视图位置尺寸标注之批注是否保留。
此选项也为切换式之选项,当选取为开启时,系统即会将所变更之视图位置尺寸标注之批注保留,并以所设定之颜色、样型及宽度重新显示。
若选取为关闭时,则系统会将其所标注之尺寸标注之批注删除。
原圖示保留註解–開啟保留註解–關閉●颜色(保留批注及设定>颜色)此选项用于设定当保留批注之选项开启后,系统保留批注并变更所保留之批注颜色之色调。
●样型(保留批注及设定>样型)此选项用于设定当保留批注之选项开启后,系统保留批注并变更所保留之批注样型之型式。
钻加工(drill).UG编程参数设置

钻加工(drill).UG编程参数设置一.“指定孔”里的Cycle参数组使用方法。
(用于孔直径一样,但深度或者孔高度位置不一样时使用,完全相同的孔作为一个参数组)1.按上图步骤,孔选好后,点击确定,根据实际情况设置参数组1的避让,Rapto偏等2.然后再点击“选择”,设置Cycle参数组2,选择孔,点击确定,设置Cycle参数组2的避让,Rapto偏置等,以此类推,全部完成后,点击规划“完成”或者“确定”。
3.在循环类型,“钻”点击编辑时,先会显示一共有几个参数组,点击“确定”,然后出来的第一个页面就是上面设置的第1个参数组,设置好里面的参数,点击“确定”接着出来的是第2个参数组,在设置好参数组2里面的参数,点击“确定”。
以此类推。
几个参数组都设置完后,点击确定,就会回到“钻”的主页面。
如果只有一个参数组,点击确定,设置好后,在点击确定,完成二.“指定孔”里面的两个重要参数的设置1.“指定孔”里面的参数,“避让”。
点击“避让”,(用于相同的孔,孔口高度 不一至时,防止撞刀)。
设置方法:点击“避让”,点击要避让的相邻两个孔,点 击“确定”,点击安全平面,或者自己输入距离,点击确定。
2.“指定孔”里面的参数,“Rapto 偏置”。
(用于相同的孔,孔口高度不一 致时使用,使钻孔的起刀点升高或者降低,可以正负),方法:点击“Rapto 偏 置”,点击要偏置的孔,输入偏置距离,点击应用,在点击下一个或者一组要偏 置的孔,输入偏置距离,点击应用,以此类推,完成后,点击确定。
三.循环类型 里的各种“钻”参数设置1. 标准钻的设置(注意:创建工序里选择“定心钻”图标,为G82,选择“钻”图标为G81)。
循环设置:点击编辑图标(如上图),会先出来一共几个参数组的页面,点击确定,出现如下页面,看提示设置选择“定心钻”会是英文2. 循环类型,标准钻深孔(啄钻G83)和断屑钻G73编程设置点击编辑图标,会先出来一共几个参数组的页面,点击确定,出现如下页面,看提示设置,如果多个参数组,按上面方法依次设置。
根据UG NX产品模板PTS进行修改的指南和规范

根据UG NX产品模板PTS进行修改的指南和规范概述本文档旨在提供根据UG NX产品模板PTS进行修改的指南和规范。
UG NX是一款功能强大的3D建模软件,通过遵循PTS (Product Template Studio)进行修改,可以方便地创建符合需求的产品模型。
修改步骤以下是根据UG NX产品模板PTS进行修改的一般步骤:1. 打开PTS工作区打开PTS工作区首先,打开UG NX软件并进入PTS工作区。
PTS工作区提供了修改产品模板的各种工具和功能。
2. 选择产品模板选择产品模板在PTS工作区中,选择要修改的产品模板。
根据项目需求,选择合适的产品模板进行修改。
3. 修改模型参数修改模型参数在选择产品模板后,可以通过修改模型参数来调整产品的尺寸、形状等属性。
在PTS工作区中,修改模型参数的方法有多种,例如手动输入数值、通过几何关系进行计算等。
4. 编辑模型几何编辑模型几何根据需求,可以通过添加、删除、修复等操作对产品模板的几何形状进行编辑。
UG NX提供了丰富的几何编辑工具,如拉伸、旋转、切割等,可以灵活地修改模型的几何结构。
5. 应用材质和纹理应用材质和纹理根据产品的外观要求,可以应用材质和纹理效果来设置产品的表面质感。
UG NX提供了多种材质和纹理的选择,可以根据需求进行调整和修改。
6. 添加其他特性添加其他特性根据项目需求,可以通过添加其他特性来丰富产品模型的功能和表现形式。
例如,添加装配关系、加入运动模拟等。
7. 保存和导出保存和导出修改完成后,及时保存工作,并导出所需的文件格式。
UG NX 支持多种文件格式的导出,可根据具体需求选择合适的文件格式。
规范要求为了保证根据UG NX产品模板PTS进行修改的准确性和一致性,以下是一些规范要求:1. 严格遵循PTS流程严格遵循PTS流程在修改产品模板时,要按照PTS提供的工作流程进行,严格执行每个步骤,确保修改过程的顺利进行。
2. 注意参数设置注意参数设置在修改模型参数时,要注意设置合理的数值范围,确保产品模型的几何属性符合要求。
UG编程中的加工参数设置与优化
UG编程中的加工参数设置与优化UG软件是一种广泛应用于数控机床加工中的先进编程软件,它具备丰富的功能和灵活的编程方式,对于加工参数的设置与优化具有重要作用。
本文将探讨UG编程中的加工参数设置与优化的方法与技巧。
一、加工参数的设置在进行数控机床编程时,合理的加工参数设置是保证加工质量和效率的关键。
下面列举了几个常用的加工参数及其设置方法:1. 切削速度:切削速度是指加工过程中切削刀具与工件接触表面的相对速度。
合理的切削速度可以保证加工质量和减少切削刀具的磨损。
在UG编程中,可以通过指定切削速度的方式来设置该参数。
2. 进给速度:进给速度是指加工过程中切削刀具在单位时间内沿工件表面移动的距离。
合理的进给速度可以保证加工效率和加工质量。
在UG编程中,可以通过指定进给速度的方式来设置该参数。
3. 切削深度:切削深度是指切削刀具每次进给所切削的工件表面深度。
合理的切削深度可以保证加工效率和避免切削刀具断裂。
在UG编程中,可以通过指定切削深度的方式来设置该参数。
4. 切削方式:切削方式是指在加工过程中切削刀具与工件的相对运动方式。
常见的切削方式有顺铣、逆铣、锯齿铣等。
在UG编程中,可以通过选择不同的切削方式来设置该参数。
二、加工参数的优化除了合理的设置加工参数,进一步优化加工参数也可以提高加工质量和效率。
下面介绍几种常见的加工参数优化方法:1. 刀具选型优化:刀具选型是指选择合适的刀具进行加工。
不同的工件材料和加工方式对切削刀具的要求不同,因此选取合适的刀具对于提高加工质量和效率至关重要。
在UG编程中,可以通过刀具库或者自定义刀具参数的方式进行刀具选型优化。
2. 进给速度优化:进给速度的优化可以提高加工效率和减少加工成本。
合理的进给速度需要考虑到工件材料、刀具材料和刀具结构等因素。
在UG编程中,可以通过加工试件或者模拟加工的方式进行进给速度的优化。
3. 切削速度优化:切削速度的优化可以提高加工质量和延长切削刀具的使用寿命。
UG切削全参数设置
每次进/退 刀到这个平 安平面
每次进/退 刀直接到下 一个切削层
2. 自动
1. 自动是用来定义刀具自动进/退刀方式的。
.
z.
-
〔1〕 倾斜类型 倾斜类型进刀只发生在系统没有找到开阔区域和加工槽腔的情况下,它是设置刀具
切入工件时的进刀方式,倾斜类型一共包括以下三种: ① 沿直线。指定刀具沿斜直线进刀。 ② 沿外形。不管零件形状如何,沿所有轨迹的切削路径进展倾斜进刀。 ③ 螺旋的。按照螺旋倾斜进刀。
〔1〕
插入切削*围。通过鼠标点击可以添加多个切削*围。
〔2〕
编辑当前*围。通过鼠标点击可以编辑切削*围的位置。
注意:最顶层与最底层之间如果有台阶面必须指定为一个切削层,否则留余量的时 候这个台阶面上的余量将不等于所设定的余量。
.
z.
-
5 进刀/退刀
1. 方法
1. 方法 方法是用来设置进/退刀参数的。它定义了刀具进/退刀距离和方向以及刀具运动的传
4
21
41
15 52
13
1 6
1
41 6
1
1
1
1
层优先
深度优先
3. 切削方向的设置
(1) 顺铣切削。顺铣是指刀具旋转时产生的切线方向与工件的进给方向一样。
(2) 逆铣切削。逆铣是指刀具旋转时产生的切线方向与工件的进给方向相反。
(3) 向外。向外是指刀具从里面下刀向外面切削。
(4) 向内。向内是指刀具从外面下刀往里面切削。
.
z.
-
4 切削层
1. 切削层 切削层:定义刀具每一刀的下刀深度值。型腔铣可以将总切削深度划分成多个切削*
围,同一个*围内的切削层的深度一样。不同*围内的切削层的深度可以不同。
UG加工工艺参数设置说明

1、切削用量切削用量即切削加工过程中所采用的切削速度、切削深度和进给量等工艺参数,如图1所示。
切削速度表示工件被切削表面与刀刃之间的相对运动速度;切削深度表示在垂直于切削速度与进给方向所组成的平面内测量的车刀与工件的接触量;进给量有3种表示方法:①每分钟进给量。
表示每分钟内工件与刀具之间的相对位移量。
②每转或每行程进给量。
表示每转或每次往复行程中工件与刀具间沿进给方向的相对位移量。
③每齿进给量。
表示多齿刀具相邻两齿与工件接触的时间间隔内,工件与刀具的相对位移量。
图1切削用量参数正确选择切削用量对于保证加工质量、提高加工效率和降低生产成本具有重要意义。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
制定切削用量时,应该考虑的要素有如下几点:(1)切削加工生产率。
在切削加工中,金属切除率与切削用量三要素(切削深度、进给量、切削速度)均保持线性关系,即其中任一参数增大一倍,都可使生产率提高一倍,然而由于刀具寿命的制约,当任一参数增大时,其他两参数必须减小。
因此,在制定切削用量时,三要素获得最佳组合时的高生产率才是合理的。
(2)刀具寿命。
切削用量三要素对刀具寿命影响的大小,按顺序为切削速度、进给量、切削深度。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量,然后再选用大的进给量,最后求出切削速度。
(3)加工表面粗糙度。
精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
除此之外,还要考虑刀具和工件的材料、机床功率、机床、机床夹具、工件和刀具系统的刚度以及断屑、排屑条件等。
切削用量的制定一般有着固定的程序,其制定步骤如图2所示。
图2切削用量制定步骤在实际生产加工中,为了提高生产效率,会尽可能提高切削用量。
一般提高切削用量的途径有:采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。
修改UG二维图绘制参数的简易方法
修改二维图参数的简易方法
操作步骤
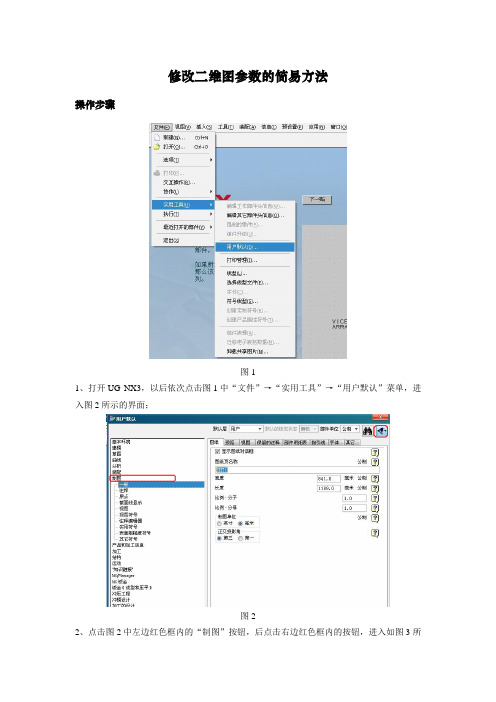
图1
1、打开UG NX3,以后依次点击图1中“文件”→“实用工具”→“用户默认”菜单,进入图2所示的界面;
图2
2、点击图2中左边红色框内的“制图”按钮,后点击右边红色框内的按钮,进入如图3所
示的当前设置界面;
图3
3、点击图3中的红色方框内的“导入”按钮;
图4
4、选择邮件中发送的已保存在电脑中的draft_setting.dpv文件,点击“OK”按钮,导入成功后的界面如图3所示,点击图3中的“取消”按钮,而后点击图2界面中的“应用”或者“确定”按钮;
图5
5、开始绘制二维图,新建一个片体后,依次点击UG菜单栏中的“预设置”菜单下的“注释”命令,出现如图6所示的界面;
图6
6、点击图6中红色方框内的“装入所有默认设置”按钮,完成全部的二维图注释设置。
以后每次绘制新的图纸只需要重复步骤5和步骤6即可。
UG编程非切削参数设置【大全】
转移/快速转移/快速指定如何从一个切削刀路移动到另一个切削刀路。
通常情况下,刀具需要进行以下3个动作:(1)从其当前位置移动到指定的平面。
(2)移动到指定平面内高于进刀运动起点的位置。
(3)最后,刀具将从指定平面移动到进刀的起始处。
1.安全设置功能:安全设置用于指定安全设置选项,在切削加工过程中将以该安全设置作为安全距离进行退刀。
设置:安全设置选项包括4种方式。
(1)使用继承的以几何体中设置的安全设置选项为当前工序的安全设置选项。
(2)无不设置安全距离。
(3)自动以安全距离避开加工件。
安全距离是指当刀具转移到新的切削位置或者当刀具进刀到规定的深度时,刀具离开工件表面的距离。
(4)平面指定一个平面作为安全设置。
2.区域之间功能:区域之间控制清除不同切削区域之间障碍的退刀、转移和进刀方式。
设置:转移类型有5个选项:(1)安全设置退刀到安全设置选项指定的平面高度位置。
(2)前一平面刀具将抬高到前一切削层上垂直距离高度。
(3)直接不提刀,直接连接到下一切削起点。
(4)最小安全值抬刀一个最小安全值,并保证在工件上有最小安全距离。
(5)毛坯平面抬刀到毛坯平面之上。
3.区域内功能:区域内表示在同一切削区域范围中刀具的转移方式。
设置:需要指定转移方式与转移类型,可以使用的转移类型与区域之间相同。
转移方式则可以选择:(1)进刀/退刀以设置的进刀方式与退刀方式来实现转移。
(2)抬刀/插铣抬刀一个指定的高度再移动到下一行起始处插铣下刀进入切削。
(3)无直接连接。
应用:区域之间是在同一区域内的转移方式,可以使用直接方式而不作抬刀。
4.初始的和最终的进给率和速度进给率和速度用于设置主轴转速与进给,弹出进给对话框,可以展开进给率的“更多”选项显示不同运动状态的进给设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如将文件中UGII_DEFAULTS_FILE=${UGII_BASE_DIR}\ugii\ug_english.def一句的ug_english.def改为ug_metric.def则默认值就成了毫米。
8、3D数据转换的技巧
在结构设计的过程中经常会遇到要把PROE和UG的3D数据进行转换,但如果我们不掌握一定的技巧则会出现很多的破面,给我们分模和加工带来很多的不便。值得一提的是,我很讨厌去修补破面,最多让PROE系统自动修补一下。下面我给大家介绍一种基本不需要修补破面的方法。值得申明的是,这里只是我的一家之言,不当之处还请各位同行批评指正。
在function value对话框中键入0, 定义曲线绘制在XY平面(Z=0).
OK确认,曲线从x=0开始绘制,至x=1终止.
同样的方法,我们可以在坐标轴中画出,x=1, y=x^2, z=y^3的三维曲线
6、ug保存个性设置
1、nx1,nx2:将注册表中HKEY_CURRENT_USER\Software\Unigraphics Solutions项导出,在新机子上导入即可。当然,这里只是用户界面,不包括预设置值,改动这些值,必须修改文件;
文件和A4-A0图框复制到电脑的任何位置.(不能是中文路径)
可视化模板和模型模板亦一样做.
版面图片位置:
UG NX2.0\Program Files\EDS\Unigraphics NX 2.0\UGTIPS
帮助文件位置:
Unigraphics NX 2.0\UGDOC\html_files
3、关于设置的应用
新建部件默认单位公制在 ug_english.def中设:
UG_initialUnits: English改为Metricr/>
中英文转换:在我的电脑左键\属性\高级\环境变量中设:
UGII_LANG simpl_Chinese(中文)english(英文)
装配关联:在 ug_english.def 和 ug_metric.def 两文件中设
还有若在PROE和UG中都不能直接将IGS转为实体,我建议用TRANSMAGIC将其数据修补一下(都是软件自动修补,不需要我们辛劳)再另存为UG档,再在UG缝合(不能生成实体时可以考虑改大缝合公差)。
9、Gn连续的定义
1、 Gn表示两个几何对象间的实际连续程度。
G0两个对象相连或两个对象的位置是连续的。G0连续(也称为点连续)在每个表面上产生一次反射,这种连续仅仅保证曲面间没有缝隙而是完全接触。 UG网,首选
分型线颜色更改:
MW_PartingLinesColor: green(绿色)改为red(红色)
电极标准设置:
MW_ElectrodeMethod: 3 (唯一标准方法)改为1 (标准方法)
冷却设置:
MW_CoolUserInterface: 1(标准方法)改为 2(选择或标准)
输入t=1 变量t是内部系统变量(t = 0 ~1)
xt=t 建立变量X的表达式,定义了曲线绘制范围. (xt=2*t, xt=t/2, etc).
yt=xt^2 建立变量Y的表达式,定义了曲线变化规律.
第二步 选择 Insert -> Curve -> Law Curve
选择By Equation 用公式定义X规律
(7) 选择File-Export-DXF/DWG,出现转换设置的对话框。按下面设置对话框中 各选项:
source specification method: select from displayed part
按class select按纽,选择图形窗口中的所有内容;
specify output file: 选DWG
(3) 这时出现转换设置对话框,先在图形窗口中使用Fit,确信 要转换的内容全部出现在图 形窗口中;再按下面设置对话框中 各选项:
source: display
CGM size: scale factor 1
pen selection: width
text selection: polyline(必须设置,否则不能显示中文)
7、UG NX粗糙度的标注
UGNX1.0默认无粗糙度选项,须用记事本打开ugii_env.dat文件(在UGII文件夹内),找到UGII_SURFACE_FINISH=OFF,将OFF改成ON存盘,打开UG,在制图模式下ห้องสมุดไป่ตู้insert下最后一项就出现surface finish symbol项,如图:
3.在输入参数时按TAB可输入下一项,SHIFT+TAB可返回上一项。
4.错误操作后尽量不使用UNDO(CTRL+Z),在可能的情况下应使用删除的方法。因为UNDO时将重新刷新图象,速度较慢。
5.将两个SHEET 缝合就可以象实体一样倒角,而不必使用FACE BLEND
6.当你的图形太大时,显示会不完全,本来的实体看起来象片体,还会有部分没了不被显示的
资源条中加载步骤:预设置-调色板-打开调色板文件-浏览-选择metric_model_templates (english_model_templates模型模板) (visualization_templates可视化模板)文件-确定.
亦可以自定义位置和收改图框,方法是把metric_model_templates
VCD coordinates: real
fonts: 4 cals
然后OK,这样就生成了CGM文件。
(4) 选择File-New新建一个文件Newname。
(5) 在新文件中选择File-Import-CGM
(6) 这时出现选择CGM文件对话框。选择先前所建立的CGM文件,并OK,这时先前生成的 CGM文件被引入到当前的文件中。
首先,大家要明白3D数据转换过程中出现破面的原因主要是软件之间的算法和精度不同所导致的。
(1) UG转PROE
一般情况下我们把UG档转到PROE中时采用的格式是STP或CATIA,最好不要采用IGS,因为前面两种格式是针对实体,而IGS则是针对曲面。在转换过程中,我们首先要知道模型的尺寸大小,如果模型很小,而且又有很多小圆角、倒角特征则我们最好做个操作:把模型放大数倍,放大后的模型中就没有小特征了。之后我们在UG中以STP的格式将模型导出。在PROE中导入STP格式时,我们首先新建一个空的零件文档,再插入要导入的文件就OK了,一般系统已经直接生成了实体,如果还有破面可以再把精度调到系统的最大值0.01(这一点有时特别重要),再有破面的话就让系统自动修补一下。当然
(3) IGS转PROE或UG
首先我们要知道手头的IGS格式文档是PROE还是UG中转来的,如果是PROE中转来的我们就用PROE将其导入,如果是UG中转来的当然要选择在UG中导入,因为软件接收自己导出的文件格式肯定错误是最小的。当然,用PROE导入时如果有破面别忘了更改精度,用UG导入时,如果缝合生成不了实体别忘了改大缝合的公差。如果在PROE或UG中得到实体后需要相互转换,可以参照上面所讲到的(1)和(2)。
2、nx3:将以下目录中文件:C:\Documents and Settings\a\Local Settings\ApplicationData\UnigraphicsSolutions\NX备份出来,(其中"a"为windows当前用户名!)复制到新机子相应目录(注意当前用户名)即可。这里包括所有个性设置!
如果UG中的模型本来就很大,那就没有必要将模型放大了,但是当我们导入PROE中发现有破面时你不妨试试放大模型的方法。值得一提的是如果STP格式还有破面的话,可以试试CATIA格式!
(2) PROE转UG
PROE转到UG中就简单多了,我们可以用TRANSMAGIC这个软件先把PROE档打开,然后另存为UG格式,再在UG中导入时选择parasolid 格式即可。一般得到的就是实体了。
2、将UG-Drafting无缝转换成DXF文件的具体步骤
(1) 在UG中,打开要转换的零部件,进入Drafting,选择要转换的图 纸名称。
(2) 选择File-Export-CGM,这时出现输入CGM文件名称的对话框, 要求用户指定一个文件名称 ,输入文件名filename(扩展名可以 不输入,系统会自动加上)后,再OK。
按specify DWG file按纽,指定DWG文件名称,缺省为新建文件的名 称,其扩展名为DWG。
如要转换到R14版(默认为2000版)可按modify settings按纽,然后按advanced settings按纽,选择R14版即可,选择OK,OK,这样就生成了DWG文件。
(8) 将生成的DWG文件拷贝到安装有AUTOCAD或其它二维CAD软件的计算机上,再运行 AUTOCAD,你可以看到打开的图形和UG-Drafting中的 图形完全一样,没有任何图信息丢失。
分模图框、表格(公制)位置:
EDS\Unigraphics NX 2.0\moldwizard\drafting\assembly_drawing
资源条中加载步骤:预设置-调色板-打开调色板文件-浏览-选择palette_drafting文件-确定.
制图表格位置:
\Unigraphics NX 2.0\UGII\table_files
资源条中加载步骤:预设置-调色板-打开调色板文件-浏览-选择tables (tables_tceng模板表格)文件-确定. 亦可以自定义位置和收改
在PNT资源条中插入多个电子表格:在电脑环境变量设置
UGII_UPDATE_ALL_ID_SYMBOLS_WITH_PLIST=0