周生产计划排程表
生产计划排产流程

4
流程的内控点及防范措施...................................................................................
错误!未定义书签。
5
流程的绩效KPI: ................................................................................................
根据系统自动排产模型,
系统自
可排真
输出
算排产结果
系统自动运算结果
动
单及数
生产
据
计划
初稿
06
根据初稿计
排产经理根据系统计算的
排产经
生产计
调整
划检查是否
生产计划,结合实际评审
理
划初稿
计划
调整
问题检查是否调整
07
人工调整
根据判断后的结果人工在
排产经
生产计
人工
APS系统内调整计划
理
划初稿
调整
结果
08
系统校验调
错误!未定义书签。
6
附件...................................................................................................................
错误!未定义书签。
附件一:.....................................................................................................................
周日计划排产原则及核对流程
8.0 流程图
周/日计划排产原则及核对流程
发起部门
开始
参与部门
业务部
业务需求
计划物 控
周计划编制 周计划核对
日计划编制 Y
N 制造中心
仓储部
产线执行日计划
Y 成品入库
业务部
业务部 采购部 N 研发部 品质部
研发部 品质部 仓储部
结束
5. 工作内容 5.1 周计划核对编排、核对、输出: 5.1.1 每周周二上午输出《周待核对计划》,每周周四晚输出 C+2 周计划核对 后计划。 5.1.2 每周周四组织各部门核对 C+1 周计划,C+2 周计划预排。 核对部门及人员:计划物控负责人、业务部门业务经理,研发部负责人, 采购部经理,品质部经理。 5.1.3 各部门需落实 C+1 周计划走货,资源,技术状态整体匹配状态,确保 计划可达成。 5.1.4 核对时间,周四晚 7:00 点。 5.1.5 核对后周计划需给参与核对部门做会签生效执行。 5.2 日计划编排、核对、输出 5.2.1 电子档日计划每日晚输出,周期体现为 T+3 天;T 天上午输出 T+1 天签 字版计划。 5.2.2 核对人员同周计划相同。 5.2.3 各部门要针对计划进行信息确认,有异常或待跟进问题及时提出,未提 出视为正常可保障生产。 5.2.4 T+1 天计划确保准确可执行。
2020.10.12 新版第一次制订
修 订 履 历
A/0
编制 审核 批准
东莞市 XXX 科技有限公司
标 题 周/日计划排产原则及核对流程 文件编号 编制部门 IT 计划部 编制日期 2020.10.17 版本/状态 A/0 页 次 2/4 4. 工作职责
生产计划排程表

电机装配 加工电机线、装插头 老化 测试 清洁、贴标签 80 60 60 20 7月28日 7月28日 7月28日 7月28日 8月1日 8月1日 8月1日 8月2日 焊接插件、元件 清洗PCB板 写程序 贴导热膜、涂硅脂 装外壳 焊接线圈并固定 第一次老化 250离心风机(24) 02.24.22 100 8月15日 8月13日 8月13日 8月13日 8月13日 8月13日 8月13日 8月13日 第二次测试 灌胶 第二次老化 第三次测试 上卡簧,贴后盖 压端头、装热缩管 贴标签 最终测试 清洁装箱
150 200 140 150 500 60 1500 800 30 50 80 150 200 400 150 200 150 150 480 200 480 7月28日 7月31日 7月31日 7月31日 50 60 60 20
Байду номын сангаас
生产计划排程表
产品名称 P/N 生产数量 已完成数量 1月20日 305冷凝风机 01.24.22 20 2 7月31日 交期 计划开始 计划结束 日期 日期 7月31日 7月31日 7月31日 7月31日 127 127 20 大双轮蒸发风机裸机 RA24BL001-B40 (返工) 140 20 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 51 小双轮蒸发风机(西 班牙退货返工) 06.24.07 51 44 0 0 100 100 100 7月31日 7月31日 7月31日 7月31日 7月31日 7月25日 7月25日 7月25日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月31日 7月28日 7月28日 7月28日 所需要工序 老化 测试 加工电机线 清洁、贴标签 打胶 第一次测试 装底座、上压环 装上盖和边网罩 老化 第二次测试 清洁、撕标签 测试 装风轮、上卡簧 校平衡 装配 写程序 清洗PCB板 一次检验 涂导热硅脂、装外壳 高温老化 二次检验 灌胶 100 100 305七叶吸风二档01 型冷凝风机 01.24.52 100 100 100 8月17日 7月25日 7月25日 7月26日 7月26日 7月25日 7月25日 7月26日 7月26日 铁芯叠压 贴磁瓦、上卡簧 校平衡 装轴承 电机压装 耐压测试 焊接定子 电机装配 老化 加工电机线、装插头 测试 清洁、贴标签 100 100 100 7月28日 7月28日 7月28日 7月28日 7月28日 7月28日 写程序 清洗PCB板 一次检验 涂导热硅脂、装外壳 高温老化 二次检验 灌胶 8月1日 8月1日 255十叶吸风加密网 罩1档02型冷凝风机 01.24.45 100 8月17日 8月1日 8月1日 8月1日 8月1日 8月1日 8月1日 8月1日 8月1日 8月1日 8月1日 铁芯叠压 贴磁瓦 校平衡 转轴承 电机压装 耐压测试 焊接定子 日产能 120 150 50 500 300 150 200 200 120 150 500 440 300 200 250 800 1500 120 80 120 150 200 400 200 150 400 200 500 120 120 120 200 150 500 800 1500 120 80 120 150 200 500 400 200 400 500 500 100 7月28日 7月28日 7月28日 7月28日 7月28日 7月28日 7月25日 7月25日 7月26日 7月26日 7月25日 7月25日 7月26日 7月27日 7月28日 7月28日 7月28日 7月31日 7月31日 7月31日 7月31日 51 44 0 0 实际开始 日期 7月31日 7月31日 7月31日 7月31日 7月28日 7月31日 7月31日 7月31日 结束日期 7月31日 7月31日 7月31日 7月31日 109 127 20 20 7月31日 一 8月1日 8月2日 8月3日 8月4日 8月5日 二 三 四 五 六 操作人 完成情 况 原因 备注
生产计划预排程表1
订单数 量
1000
数量 已完成 未完成
数量 数量
887
113
1000 690
310
1000 502
498
18000
18000
1000
1000
20080
20080
500
58
442
4500 500 3000
4500 500 3000
1000
1000
1000
1300 5850 1200 5850 12000 8000
休息
休息 休息 休息 休息 休息
3000 3000 2000 1000
3月10日 3月11日 3月12日 3月13日 3月14日 3月15日 3月16日 3月17日 3月18日 休息
休息 休息 休息
休息 休息 休息
休息 休息 休息
休息 休息
休息
休息 休息
休息
休息 休息
休息
休息 休息
休息
休息 休息 休息
MY
CR(哥斯达黎 加)
GT(危地马拉) PH CL
1月25日
1月15日 1月15日 1月20日 2月15日 3月20日 3月12日
3月20日
3月20日 3月20日 3月20日
4月2日
2月22日
3月2日 3月2日 3月3日 3月5日 3月12日 3月9日
3月16日
3月16日 3月17日 3月17日 3月18日
2022/1/14 1月14日 2月15日
12月20日
12月27日
AU
2月10日
2月17日
NZ
2月10日
2月17日
JP
2月20日
PMC生产排程工作流程
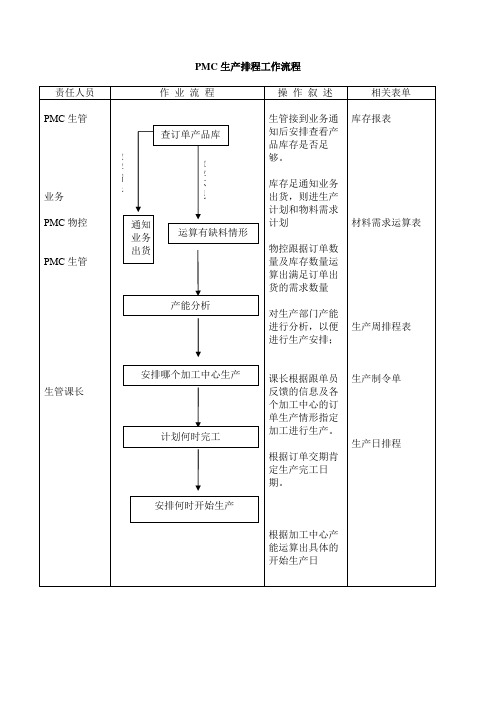
PMC生产排程工作流程
责任人员作业流程操作叙述相关表单
PMC生管
业务PMC物控PMC生管
生管课长
生管接到业务通
知后安排查看产
品库存是否足
够。
库存足通知业务
出货,则进生产
计划和物料需求
计划
物控跟据订单数
量及库存数量运
算出满足订单出
货的需求数量
对生产部门产能
进行分析,以便
进行生产安排;
课长根据跟单员
反馈的信息及各
个加工中心的订
单生产情形指定
加工进行生产。
根据订单交期肯
定生产完工日
期。
根据加工中心产
能运算出具体的
开始生产日
库存报表
材料需求运算表
生产周排程表
生产制令单
生产日排程查订单产品库
存
通知
业务
出货
运算有缺料情形
库
存
不
足
安排哪个加工中心生产
安排何时开始生产
计划何时完工
库
存
满
足
产能分析。
车间生产计划排程表
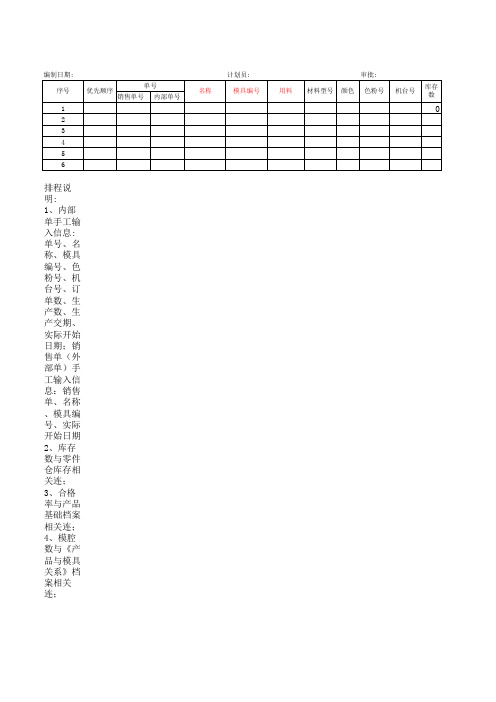
名称
计划员: 模具编库存 数
0
5、标准 产能=工 艺路线小 时*工作 中心定额 能力*模 腔数;标 准产能单 位:个 6、预计 生产用时 =生产数 /标准产 能*工作 中心定额 能力;预 计生产用 时单位: 小时 7、人员 配置与工 艺路线相 关连; 8、依标 准产能同 一天可排 程多个产 品,实际 开始日期 手工录入 后,开始 日期与结 束日期系 统自动调 整;当排 程红色为 DELAY交 期数量;
编制日期:
序号
1 2 3 4 5 6
单号 优先顺序
销售单号 内部单号
排程说 明: 1、内部 单手工输 入信息: 单号、名 称、模具 编号、色 粉号、机 台号、订 单数、生 产数、生 产交期、 实际开始 日期;销 售单(外 部单)手 工输入信 息:销售 单、名称 、模具编 号、实际 开始日期 2、库存 数与零件 仓库存相 关连; 3、合格 率与产品 基础档案 相关连; 4、模腔 数与《产 品与模具 关系》档 案相关 连;
采购交期合格率生产数生产交期工艺路线小时能力工作中心定额能力模腔数标准产能预计生产用时人员配置41424344二三四五42100421004240601008020220车间生产计划排程表实际开始日期开始日期结束日期合计差异4546474849410411412413六日一二三四五六日24040414415416417418419420421422一二三四五六日一二423424425426427428429430三四五六日一二三
4/22 二
4/23 三
4/24 四
4/25 五
4/26 六
4/27 日
4/28 一
4/29 二
4/30 三
合计
差异
4/1 二
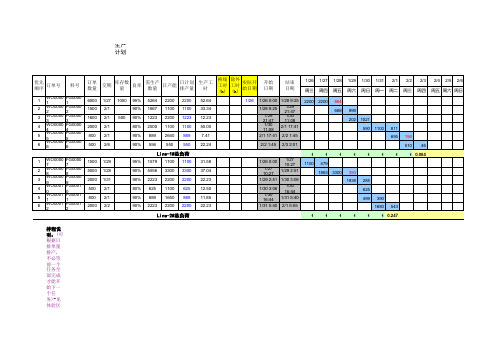
自动生产计划排程表范例
优先 顺序
订单号
料号
1
WO0000 FG0000
1
1
2
WO0000 FG0000
2
2
3
WO0000 FG0000
3
3
4
WO0000 FG0000
4
4
5
WO0000 FG0000
5
5
6
WO0000 FG0000
6
6
1
WO0000 FG0000
7
7
2
WO0000 FG0000
8
8
3
WO0000 FG0000
实际开 始日期
开始 日期
结束 日期
1/27 1000 95% 5264
2/1
90% 1667
2/1 500 90% 1223
2/1
80% 2500
2/1
90% 889
2200 1100 2200 1100 2640
2200 1100 1223 1100 889
52.64 33.34 12.23 50.00 7.41
9
9
4
WO0001 FG0001
0
0
5
WO0001 FG0001
1
1
6
WO0001 FG0001
2
2
订单 数量
6000 1500 1600 2000 800 500
1500 5000 2000 500 800 2000
交期
库存数 量
良率
需生产 数量
日产能
日计划 排ቤተ መጻሕፍቲ ባይዱ量
生产工 时
换线 工时 (h)
除外 工时 (h)
机械加工生产计划排程表
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
工序时间下料完成时间铣床完成时间磨床完成时间线切割完成时间车床完成时间cnc完成时间精雕机完成时间放电完成时间表面处理完成时间委外完成时间备注审核批准零件名称3各过程要相互配合监督提醒出现特殊情况不能按时间完成时必须提前2小时书面报告pmc以便实时调控
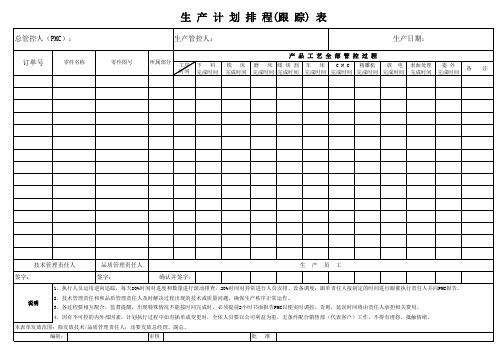
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 表
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
生产管控人:
生产日期:
产品工艺全部管控过程
所属部分
工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
周生产计划排程表范文

周生产计划排程表范文一、工厂的七大浪费1.不良品的浪费以人、机、料、法、环的说法,可以将不良产品形成的原因分为三个方面。
一是人员方面,大多数工厂作业人员流动大、新员工多、长时间的工作疲劳、工作不细致、不按标准执行、缺乏培训、过度依赖于人为经验发现问题等因素,容易提高不良产品的生产率;二是机器设备方面,设备保养不及时、设备老化、作业工具不专、量具刻度不准确、设备加工台不标准、转速与切削配比不规范等因素容易导致不良产品的增加;三是制造工艺方法,工艺标准难懂、质量要求不合理、文件易丢失、图纸管理混乱、工序颠倒等因素造成不良产品的产生。
2.加工的浪费加工浪费一般体现在额外的加工工序、不必要的操作动作、加工精度超过客户要求等方面。
究其原因,一是在于人员操作不熟练、作业技能差、对工艺不了解,造成需要经过多次操作才能完成加工或者不正确加工的现象;二是工艺标准不准确,制作人员缺乏经验或者理解错误,形成过精、过细、过深的加工作业结果;三是设备无法满足工艺要求、老化、无效行程大,导致需要增加人数、时间来保证生产线的正常运行;四是原材料剩余量大,削屑操作过多,需多次调试机床,导致了加工浪费。
3.动作的浪费从人、机、料、法、环来看,多余动作一般人、机器、物料以及工艺方法几个方面。
人员方面,习惯性的动作、操作方式、不必要的重复性操作,会导致多余工作的产生,比如工具随手摆放、作业随意操作等;机器设备方面,机床布局、安装、设计不合理,工具、量具不正规,会导致作业操作困难,产生多余的操作动作,比如工具摆放过远、机床安装过高;物料方面,摆放位置、数量不合理,容易造成行走、拿取多余等动作;工艺布局、设计不合理,如分装线和总装线距离较远,造成行走多余的现象。
4.搬运的浪费搬运浪费一般体现在库存过多需要处理、领料环节长需要多次搬运、在制品过多需要及时转移等方面,为减少库存量,企业需要加大转运人员来回寻找、大量搬运的工作,从而增加了搬运浪费。
排产计划表

#DIV/0!
0
计划
0
生产
0
计划
0
18
#DIV/0!
0
生产
0
计划
0
19
#DIV/0!
0
生产
0
9/14 已完成
星期五
9/15 星期六
9/16 9/17 9/18 9/19 9/20 9/21 9/22 9/23 星期日 星期一 星期二 星期三 星期四 星期五 星期六 星期日
9/24 中秋
9/25 9/26 9/27 星期二 星期三 星期四
序号
机种名称
1 2 3 4 5 6 7 8 9 10 11
客户订单号
加工工艺 制程
生产计划排程表
工单号
订单量
计划 达成率
差异
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
10/18 星期四
10/19 星期五
10/20 星期六
10/21 星期日
10/22 星期一
10/23 星期二
10/24 星期三
10/25 星期四
10/26 星期五
10/27 星期六
10/28 星期日
10/29 星期一
10/30 星期二
10/31 星期三
9/28 9/29 9/30 10/1 10/2 10/3 10/4 10/5 10/6 10/7 10/8 10/9 10/10 10/11 10/12 10/13 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期六
装配生产计划排程表

28000
28000
28000
28000
28000
28000
2019/4/30 MO94300001 骅国 GZ-1112N-B0000
缺料 2019/5/25 26000 26000
2000
2000
2000
2000
2000
2000
外发,未检验
2019/5/5 MO95050002 深办 FP0502B-24P-DDSD-LP004 齐料 2019/5/15 50000 50000 50000 50000
2019/5/28 200000
审核/日 期:
会签/日 期:
制表/ 日
40000
40000
4000
2019/5/6 M095060004 裕林 PUCF-005B-P00047
2019/5/27 50000 50000 36000 36000
4000 4000
4000 4000
4000 4000
4000 4000
4000 4000
4000 4000
2019/5/10 M095100001 裕林 RCA-505NG-L10001
13000
13000 13000
13000 13000
13000 13000
13000 13000
13000 13000
13000
2019/4/20 MO94200007 深办 FP05030-50P-SSAC-LP004 缺料 2019/5/31 50000 50000
2019/4/23 MO94230001 骅国 GZ-1112N-B0000
30000
10000 30000
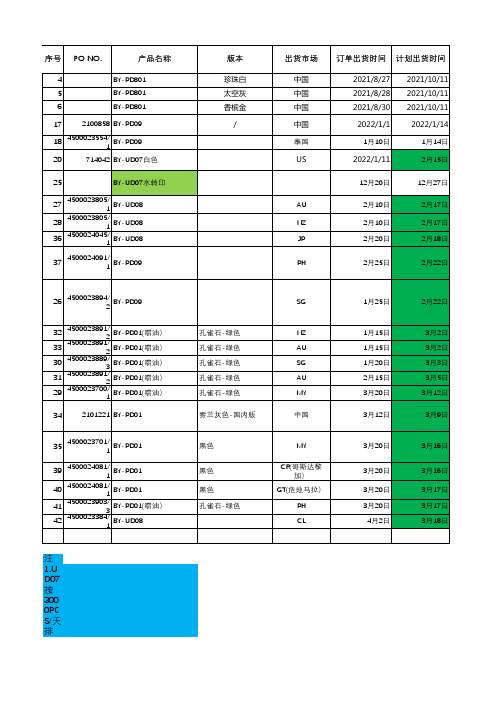
生产交货排程计划表

生产交货排程计划表
生产交货排程计划表是一个关键性的工具,它用于指导生产部门在特定时间内交付产品的安排和安排。
这个表格对于确保生产过程的顺利进行非常重要,因为它提供了一个明确的时间表,使得生产团队能够根据资源和时间限制进行计划和安排。
在编制生产交货排程计划表时,首先需要确定所需产品的数量和交货日期。
根据这些信息,生产团队可以计算出所需的生产周期,并安排所需的生产资源,如人力、设备和原材料。
然后,根据生产能力和资源可用性,将生产过程分解为一系列可行的任务和活动。
接下来,需要确定每个任务和活动的起始日期和完成日期。
这可以通过考虑前后任务之间的依赖关系和工作量来实现。
例如,某些任务可能需要在其他任务完成之后才能开始,而某些任务可能需要更长的时间才能完成。
通过逐步确定每个任务和活动的起始日期和完成日期,可以形成一个完整的生产交货排程计划表。
在编制生产交货排程计划表时,还需要考虑到可能的风险和不确定性因素。
例如,原材料的供应可能出现延迟,机器的故障可能导致生产停滞,员工的缺席可能影响生产进度等。
因此,生产交货排程计划表应该包含一些缓冲时间,以应对这些风险和不确定性因素。
此外,应该定期监控和更新生产交货排程计划表,以确保其与实际生产情况保持一致。
总的来说,生产交货排程计划表对于确保生产过程的顺利进行非常重要。
通过合理安排生产资源和任务活动,可以提高生产效率,减少生产延误,提高客户满意度。
因此,生产交货排程计划表是每个生产部门都应该认真编制和遵循的工具。
通过精细的计划和安排,可以实现高效、准时地交付产品,提升企业的竞争力和市场声誉。
生产计划排程表(经典) 精品

黑色
A
17266 100 1000 1000 1000 20018 150 150 150 150 150 300 300 300 300 2000 2000 8000 8000 5000 3000 11000 SC20110905140 SC20110830113 SC20110902130 SC20110902130 SC20110902130 SC20110903135
白色2K,黑色1K 蓝色中框
UBH200 R6280 R5800 N95 Bee101 N95 BURG COOL BURG COOL BURG COOL BURG COOL BURG COOL Burg Candy Burg Candy Burg Candy Burg Candy
ROMANR6230 ROMANR6230 ROMANR6230 ROMANR6230
灰/粉/玫/黄各25PCS 白色,印黑色SAPPHIRE 黑,银字SAPPHIRE+R 黑,银字SAPPHIRE
B
黑色 白色 红色 黑色 银色 蓝色 白色 黑色 蓝色 红色 紫色 绿色 白色 黑色
C
OCOOL QQ MT-5000 U100 OCOOL1
5101R9500-052 5101R9500-105 5101R6800-011 5101R6230-023
深圳市乐迈科技有限公司
生产计划排程表
日期:2011年9月 线 别 订单数量 生产指令单号 机型/程序 物料编码 11
2500
12
2500
13
2500
14
2500
15
2500
16
2500
17
18
19
20
生产达 成数
生产计划自动排程表格
生产计划自动排程表格
在生产计划自动排程表格中,首先需要列出生产订单的详细信息,包括订单编号、产品名称、数量、交货日期等。
接下来,需要列出各个工序的安排情况,包括开始时间、结束时间、所需设备和人力资源等。
此外,还需要考虑到物料的供应情况,以确保生产过程中的物料供应充足。
另外,生产计划自动排程表格还可以包括自动化排程功能,通过算法和规则来自动安排生产任务,以优化生产计划。
这样可以提高排程的准确性和效率,减少人为错误和时间成本。
此外,生产计划自动排程表格还可以与企业资源规划(ERP)系统集成,实现生产计划与其他业务流程的无缝对接,提高企业整体运营效率。
总之,生产计划自动排程表格是一个重要的生产管理工具,它可以帮助企业合理安排生产任务,提高生产效率,降低成本,是现代制造企业不可或缺的一部分。
生产计划流程及控制程序(含表格)
生产计划流程及控制程序(ISO9001:2015)一、目的对生产计划的制定与实施进行控制,确保能按质、按量、按时完成订单交付,增强客户满意。
二、适用范围适用于本公司所有客户订单的生产计划控制。
三、职责3.1市场3.1.1负责传递客户预测订单、组织订单评审、订单创建3.1.2 负责提出、传递客户订单更改需求3.1.3 负责与客户进行产品交期的达成、变更和出货计划各方面进行沟通3.2项目: 负责工艺评审和产品BOM表的制定以及物料HSF要求确认,并组织处理有关客户规格的异常或问题。
3.3 PMC:3.3.1PC:(1)负责订单交期评审(2)负责主生产计划制定、更改(月计划、周计划、日计划)、补投、生产进度追踪(3)负责出货计划制定及出货安排、进度追踪(4)负责生产计划、出货计划达成情况数据统计、分析和报告3.3.2MC:(1)负责制定物料需求计划并跟进物料进度(2)负责原辅材料仓的管理(3)负责成品配货、出货装车、跟车(4)负责(HSF)物料计划达成数据统计、分析和报告3.4采购:3.4.1根据物料计划和请购单,以及各供应商的产能,合理下单到供应商进行物料采购。
3.4.2负责来料的特采申请、供应商索赔处理等对外事务。
3.5 生产:3.5.1生产PC:负责根据主生产计划编排本分厂的各工序的日生产计划并追踪生产进度3.5.2生产MC:负责根据主物料计划编排本分厂的各工序的领料计划、物料和半成品转移3.5.3生产班组:负责按生产计划生产,并反馈、跟进各种异常处理进度3.6 品质3.6.1负责来料、生产制程,成品品质进行控制.3.6.2负责组织处理品质异常。
3.7 PE:负责组织处理工艺异常3.8 设备:负责组织处理设备异常四、作业内容4.1生产计划控制主流程4.2交期评审流程4.3生产计划控制流程4.3.1 生产计划编制流程4.3.2 计划变更流程4.4 物料计划流程4.4.1 备料管理流程4.5计划执行主流程4.5.1计划异常处理流程4.5.2 补投流程4.6出货控制流程五、相关文件5.1合同评审控制程序六、相关记录见附件流程中“相关表单”。
生产排程计划表

Line-2#总负荷(1为满负荷)
负荷 负荷 负荷 负荷
产能判
累积数 累减数 断
排产
1000 12122 -11122 1000
2000 11122 -10122 1000
3000 10122 -9122 1000
4000 9122 -8122 1000
5000 8122 -7122 1000
6000 7122 -6122 1000
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
1 20140276 FG00001
2 WO00002 FG00002
2 WO00002 FG00002
2 WO00002 FG00002
3 WO00003 FG00003
3 WO00003 FG00003
12000 3/8
99% 12122 1000 100 1000 121.22 3/1 3/1
6000 3/12
90% 6667 2600 260 2600 25.64
优先 顺序
订单号
料号
生产 计划
12121
订单 数量
交期
库存数 量
良率
需生产 数量
日产能
小时产 能
日计划 排产量
生产工 实际开 开始 时 始日期 日期
1 20140276 2 WO00002 3 WO00003 4 WO00004 5 WO00005 6 WO00006