汽车线束端子合格压接及其判定.
汽车线束端子压接区电压降影响量及不确定度评定

截面积(mm 2)0.50.75电压降标准值3mV 6mV 8mV样品编号10#11#12#10#11#12#10#11#12#合格正常压接高度(mm ) 1.40mm 1.35mm 1.68mm 实测值(mV )0.80.80.9 1.214 1.3 1.9 1.9 2.0样品编号13#14#15#13#14#15#13#14#15#合格较松压接高度(mm )实测值(mV ) 1.00.9 1.1 1.4 1.6 1.5 2.2 2.3 2.3样品编号16#17#18#16#17#18#16#17#18#合格较紧压接高度(mm )实测值(mV )0.50.60.70.9 1.1 1.1 1.5 1.6 1.71.0项目判定1.52 1.53 1.54 1.42 1.44 1.45 1.79 1.79 1.781.35 1.36 1.32 1.26 1.26 1.25 1.52 1.53 1.54表2试验项目2:压接松紧度对端子压接区电压降的影响1通过试验验证并分析端子压接区电压降主要影响因素及超标原因1.1试验过程进行3组试验,分别验证铜线断丝、端子压接松紧程度、端子表面氧化对端子压接区电压降的影响。
每组试验均采用相同材质的端子和电线,电线均采用0.5mm 2、0.75mm 2、1.0mm 2规格各3根。
铜线断丝电压降试验,采用断1根铜丝和断2根铜丝的试验组与不断丝的参照组进行比较;压接松紧程度电压降试验,采用较松压接和较紧压接的试验组与正常压接的参照组进行比较;端子表面氧化电压降试验,采用30天氧化和90天氧化的试验组与刚从密封袋取出的全新的参照组进行比较。
试验结果和结论如表1-表3所示。
结论1:断一两根根铜丝对端子压接区电压降测试结果的影响是:大致会引起电压降升高0.2~0.4mV 。
断丝并非是引起端子压接区电压降不合格的主要因素。
结论2:压接松紧程度对端子压接区电压降的影响:大致会引起端子压接区电压降0.3~0.7mV 的偏差,属于正常波动。
端子合格压接及其判定

端子合格压接及其判定介绍1. 压接高度过小2. 压接高度过大3. &4. 绝缘压接过小或过大5. 松散的线芯6. 剥线长度过短7. 线缆插入过深8. "香蕉" (过度弯曲) 端子9. 压接过于靠前10. 喇叭口过小11. 喇叭口过大12. 尾料过长13. 弹性片弯曲准则介绍您已经阅读了所有的连接器目录,找到了满足您的所有设计标准并完全适于您的应用的连接器。
正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见(图B)。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
汽车线束端子接插件应用介绍(压接)

The crimper moves down In the next processing
and presses the lead into stage the crimp edges
the crimp barrel and makes are rolled-round, the
contact with the crimp
在压接端子与导线之间提供不可分离的, 长时间可靠的电气和机械连接
Ease of manufacturing of the connection 压接应便于生产加工
CRIMP TYPES 端子压接类型
Advantages 优势: • Optimum design of Crimp Barrel for desired wire size range and material thickness by calculation. 通过计算即可得出适合特定线径范围和料厚的压接结构 • Fits for several wire sizes only by adjusting Crimp Height .仅调整压接高度即可用于不同线径压接 • Terminal manufacturing at low cost by sequential stamping dies 通过连续冲压生产实现低成本 • Ease of termination, fully automated possible 压接自动化 • Stable electrical connection, even under hazardous Environment. 苛刻环境下性能稳定
• The conductor crimp insures a good connection between the wire and the terminal. 芯线压接保证了端子与电线的良好连接
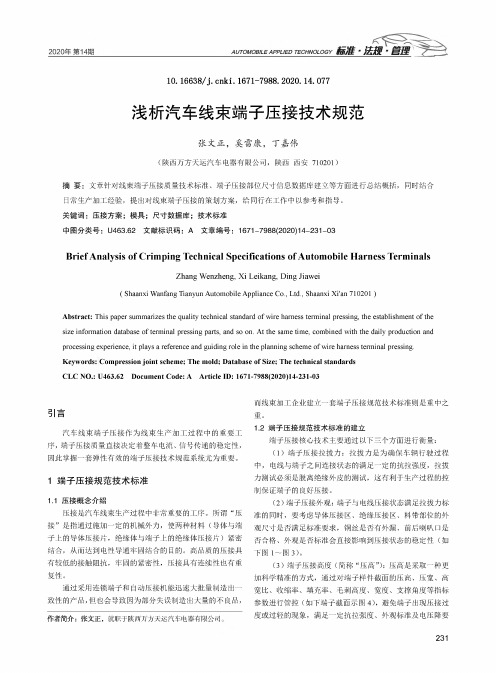
浅谈汽车线束端子压接工艺
10.16638/ki.1671-7988.2020.14.042浅谈汽车线束端子压接工艺奚雷康(陕西万方汽车电器有限公司,陕西西安710201)摘要:随着汽车行业的高速发展和市场的扩大,汽车电器系统也日益强盛起来,各种不同特性的汽车电器不断涌现,对汽车线束的电器性能要求越来越高,而端子压接工艺是整车线束加工极其关键工序。
所以正确、快速的掌握端子压接标准要求,才能保障制造出高品质线束,才能更好的保证汽车电器系统的正常运行。
关键词:汽车电线束;端子;压接工艺;端子剖面中图分类号:U466文献标识码:A文章编号:1671-7988(2020)14-129-03On the Crimping Technology of A utomobile Harness TerminalsXi Leikang(Shaanxi Wanfang Auto Electric Co.,Ltd.,Shaanxi Xi'an710201)Abstract:With the rapid development of the automotive industry and the expansion of the market,automotive electrical systems are becoming stronger and stronger.Various types of automotive electrical appliances are constantly emerging,and the performance requirements of automotive wiring harnesses are becoming higher and higher.The terminal crimping process is a complete vehicle.Harness processing is extremely critical.Therefore,it is necessary to correctly and quickly grasp the terminal crimping standard requirements to ensure the manufacture of high-quality wire harnesses and to better ensure the normal operation of automotive electrical systems.Keywords:Car wiring harness;Terminal;Crimping process;Terminal profileCLC NO.:U466Document Code:A Article ID:1671-7988(2020)14-129-03引言汽车线束是对汽车进行电信号控制的载体。
线束端子压接方法
线束端子压接方法
在汽车电子领域中,线束端子压接技术的应用非常广泛。
线束端子压接技术能够有效地确保连接的可靠性和稳定性,因此被广泛应用于汽车电路系统的连接过程中。
那么,该如何进行线束端子压接呢?下面,我们就来分步骤详细阐述。
第一步:准备工具和材料
进行线束端子压接时,首先需要准备好必要的工具和材料,包括线束端子、压接钳、跳线针、裸露导线等。
第二步:检查线束端子是否合适
在开始压接之前需要确认线束端子的型号是否适合当前的电线。
如果选择的线束端子不适合当前的电线,那么压接的效果就不会达到预期,可能会导致电线接触不良、电线脱落等问题。
第三步:准备裸露导线
对于裸露导线,需要进行必要的处理。
通常情况下,需要将导线端部的绝缘层剥离一定长度,露出需要压接的导线。
第四步:插入线束端子
将裸露导线插入线束端子,并确认插入深度是否正确。
如果插入深度过浅或过深,都会导致压接后的崩塌或接触不良等问题。
第五步:进行压接
使用压接钳将线束端子和裸露导线压接在一起。
在压接过程中,需要根据具体的压接要求对压接力度和范围进行调整,确保压接的牢固性和密封性。
第六步:检查压接效果
压接完成后需要对连接处进行检查,确保连接可靠。
可以使用跳线针挑开线束端子,检查裸露导线是否牢固。
同时,还需要用万用表等工具进行测量,确认连接处的电阻和电流等参数是否满足要求。
综上所述,在进行线束端子压接过程中,需要注意安全、准确、牢固和稳定等要素。
只有在严格按照步骤操作,并对压接效果进行认
真的检查和测试,才能确保连接的可靠性和稳定性,在汽车电路系统中发挥重要的作用。
端子压接及检验标准
端子压接及检验标准端子压接是一种常见的电气连接方式,用于将电线或导线连接到电气设备或终端设备的接线端子上。
它是电气工程中重要的一环,直接关系到电气设备的正常运行和安全性能。
为了确保端子压接的质量和可靠性,制定了一系列的检验标准和规范,下面将对端子压接及检验标准进行详细介绍。
一、端子压接的定义和原理端子压接是通过将导线插入到端子中,并利用压接工具对端子进行压接,以实现电气连接。
端子压接的原理是通过压接工具的力量,将端子的接触面和导线的导电层压实,形成一个可靠的电气连接。
压接过程中,端子的弹性变形将导线固定在端子中,同时在端子和导线之间产生良好的电气接触。
端子压接的优点是接触电阻小、接触面积大、可靠性高,适用于各种导线和端子的连接。
二、端子压接的要求和标准1. 压接工具的选择:端子压接需要使用专用的压接工具,常见的有压接钳和压接机。
压接工具的选择要根据不同的端子类型和规格来确定,以确保压接的质量和可靠性。
2. 端子的选择:端子的选择要根据电气设备的需求和使用环境来确定。
端子的材质应具有良好的导电性能和耐腐蚀性能,同时要符合相应的标准和规范。
3. 导线的准备:在进行端子压接之前,需要对导线进行准备工作。
首先要剥去导线的绝缘层,露出足够的导电层。
然后根据端子的规格,将导线的长度和剥线长度调整到合适的位置。
4. 端子压接的力度:端子的压接力度是保证端子压接质量的关键因素之一。
压接力度过大会导致端子的破坏或导线的断裂,压接力度过小则会导致接触电阻增大。
因此,要根据端子的规格和要求,调整压接工具的力度,确保压接的质量和可靠性。
5. 端子压接的检查:端子压接完成后,需要对压接质量进行检查。
主要检查项包括:端子与导线之间是否有间隙,压接是否均匀,端子是否紧固,导线是否牢固等。
通过对端子压接质量的检查,可以及时发现并排除可能存在的问题,确保电气连接的可靠性和安全性。
三、端子压接的检验标准端子压接的质量和可靠性是电气设备正常运行和安全性能的保证,因此有一系列的检验标准和规范来指导端子压接的质量检验。
浅析汽车线束端子压接技术规范
10.16638/ki.1671-7988.2020.14.077浅析汽车线束端子压接技术规范张文正,奚雷康,丁嘉伟(陕西万方天运汽车电器有限公司,陕西西安710201)摘要:文章针对线束端子压接质量技术标准、端子压接部位尺寸信息数据库建立等方面进行总结概括,同时结合日常生产加工经验,提出对线束端子压接的策划方案,给同行在工作中以参考和指导。
关键词:压接方案;模具;尺寸数据库;技术标准中图分类号:U463.62文献标识码:A文章编号:1671-7988(2020)14-231-03Brief Analysis of Crimping Technical Specifications of Automobile Harness TerminalsZhang Wenzheng,Xi Leikang,Ding Jiawei(Shaanxi Wanfang Tianyun Automobile Appliance Co.,Ltd.,Shaanxi Xi'an710201)Abstract:This paper summarizes the quality technical standard of wire harness terminal pressing,the establishment of the size information database of terminal pressing parts,and so on.At the same time,combined with the daily production and processing experience,it plays a reference and guiding role in the planning scheme of wire harness terminal pressing. Keywords:Compression joint scheme;The mold;Database of Size;The technical standardsCLC NO.:U463.62Document Code:A Article ID:1671-7988(2020)14-231-03引言汽车线束端子压接作为线束生产加工过程中的重要工序,端子压接质量直接决定着整车电流、信号传递的稳定性,因此掌握一套弹性有效的端子压接技术规范系统尤为重要。
线束端子压接标准
正常
<<对车辆的影响>>
铜丝从端子中脱出,发生断路
过高 铜丝间有缝隙
铜丝脱落
车辆熄火停止
作业发生异常时按下述方法实施
关 1.端子压接规格 异常:
联 文 件
2.压接作业标准 3.压接接收准则 4.作业自检规定
指导书
①.材料、部品与平常不一样时 ②.按标准作业无法完成时 ③.不良连续出现3个以上时
处置步骤: ①.马上停止作业 ②.区分异常品 ③.马上与上司联络并接受指示
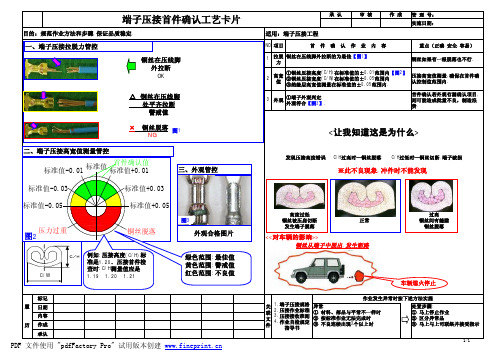
压接高宽值测量,确保在首件确 认控制值范围内.
3
外观
①端子外观判定; 外观符合【图3】.
首件确认若外观有漏确认项目, 则可能造成批量不良,制造浪 费.
<让我知道这是为什么>
发现压接高度错误 C/H过高时—铜丝脱落 C/H过低时—铜丝切断,端子破损
※此不良现象,冲件时不能发现
高度过低 铜丝被压扁切断
发生端子脱落
1/1
端子压接首件确认工艺卡片
目的:规范作业方法和步骤,保证品质稳定.
一、端子压接拉脱力管控
铜丝在压线脚 外拉断 OK
△ 铜丝在压线脚 处平齐拉断 警戒值
×
铜丝脱落 NG
图1
二、端子压接高宽值测量管控
标准值-0.01
标准值
首件确认值 标准值+0.01
三、外观管控
标准值-0.03
标准值+0.03
标准值-0.05 压力过重
图2
标准值+0.05 铜丝脱落
图3
外观合格图片
例如:压接高度(C/H)标
绿色范围:最佳值
C/W
准是1.20.压接首件检 查时:C/H测量值应是 1.19 1.20 ห้องสมุดไป่ตู้.21
汽车线束端子压接压缩比浅读
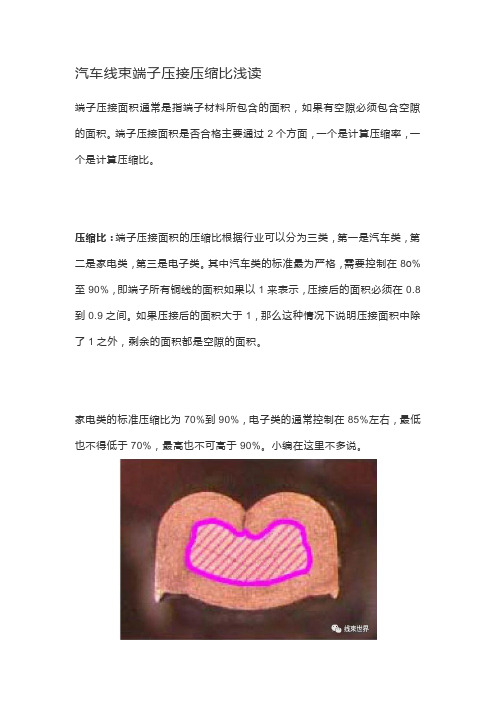
汽车线束端子压接压缩比浅读端子压接面积通常是指端子材料所包含的面积,如果有空隙必须包含空隙的面积。
端子压接面积是否合格主要通过2个方面,一个是计算压缩率,一个是计算压缩比。
压缩比:端子压接面积的压缩比根据行业可以分为三类,第一是汽车类,第二是家电类,第三是电子类。
其中汽车类的标准最为严格,需要控制在80%至90%,即端子所有铜线的面积如果以1来表示,压接后的面积必须在0.8到0.9之间。
如果压接后的面积大于1,那么这种情况下说明压接面积中除了1之外,剩余的面积都是空隙的面积。
家电类的标准压缩比为70%到90%,电子类的通常控制在85%左右,最低也不得低于70%,最高也不可高于90%。
小编在这里不多说。
压缩率:而一般的压缩率在15%到20%之间是很好的。
压接质量取决于压缩量,它是通过压接工具和压线脚和导线截面的尺寸来控制的。
所以,在量产端子线时用的导线截面面积与压接设计确认时用的导线截面面积相同是非常重要的。
量产端子线时压缩情况的验证通过利用端子、导线和压接工具压接样品来验证。
这类标准的检测需要通过端子截面分析仪。
常见的端子压接标准有国标QC/T 29106《汽车低压电线束技术条件》,美国汽车标准USCAR 21,以及大众标准的VW 60330。
Jimmy先从这三个标准跟大家谈谈。
一,QCT 29106-2014《汽车电线束技术条件》国内现行的汽车线束标准主要是QCT 29106-2014《汽车电线束技术条件》及各企业的企标,试验项目大概有:检验端子与导线或导线接点的压接品质、接点的防水性能、线束的耐高低温及湿热性能、耐盐雾性能及耐振动性能。
但这个是没有说明压缩比或者压缩率的,只有剖面图。
这是Jimmy觉得比较遗憾的地方。
二,USCAR 21(2014)USCAR 21用的是压缩率(注意:这里不是压缩比)。
压缩率Compaction: 端子和导线压接时造成的截面积减少程度USCAR 21规定:在对压接过程开发时,确定核心组件和变量的第一步是要对端子、压接零件、导线尺寸、包括(但不仅限于)下列数据进行收集。
线束端子压接标准
线束端子压接标准一、引言。
线束端子压接是电气连接中常见的一种方式,它需要符合一定的标准以确保连接的可靠性和安全性。
本文将介绍线束端子压接的标准要求,以及在实际操作中应该注意的事项。
二、端子压接标准要求。
1. 材料选择,端子材料应选用优质的导电材料,如铜或铝,以确保电流传输的稳定性和可靠性。
2. 压接工艺,端子压接应采用专用的压接工具,按照厂家提供的压接参数进行操作,确保压接的稳定性和一致性。
3. 压接力度,端子的压接力度应符合标准要求,既不能过松导致接触不良,也不能过紧导致线束损坏。
4. 绝缘处理,压接后的端子应进行绝缘处理,以防止漏电和短路等安全隐患。
5. 检测要求,压接后的端子应进行可靠性检测,确保连接的稳定性和安全性。
三、实际操作中的注意事项。
1. 确保工具的正常使用,在进行端子压接时,应确保使用的压接工具完好无损,以避免因工具损坏而导致的压接质量不达标。
2. 严格按照厂家要求进行操作,在进行端子压接时,应严格按照厂家提供的操作手册进行操作,不得随意更改参数或工艺。
3. 注意安全防护,在进行端子压接时,应注意佩戴绝缘手套和护目镜等安全防护用具,以确保操作人员的安全。
4. 检测后再投入使用,在进行端子压接后,应进行可靠性检测,确保连接的稳定性和安全性,然后再投入使用。
5. 定期维护检查,对已压接的端子应定期进行维护检查,确保连接的稳定性和安全性。
四、结语。
线束端子压接作为电气连接中常见的一种方式,其质量直接关系到设备的安全和可靠性。
因此,在进行端子压接时,必须严格按照标准要求进行操作,确保连接的稳定性和安全性。
同时,在实际操作中也要注意安全防护和定期维护检查,以确保连接的可靠性和安全性。
端子压接及检验标准

端子压接及检验标准标题:端子压接及检验标准详解一、引言端子压接是电子设备制造过程中的关键步骤,其质量直接影响到产品的电气性能和使用寿命。
因此,理解和遵循严格的端子压接及检验标准至关重要。
本文将详细解析端子压接的步骤、注意事项以及检验标准,以期为相关从业人员提供实用的参考。
二、端子压接步骤1. 材料准备:首先,需要准备好待压接的电线和端子。
电线应根据设计要求选择合适规格和材质,端子则应与电线匹配,并确保其质量和性能符合标准。
2. 线束处理:对电线进行必要的处理,如剥皮、清洁、去氧化等,确保电线末端的导体部分裸露且无杂质。
3. 端子安装:将端子安装在压接工具上,确保端子的位置和方向正确,与电线匹配。
4. 压接操作:将处理好的电线插入端子中,使用压接工具进行压接。
压接过程中应保持均匀的压力和速度,避免过度或不足的压接。
5. 压接后检查:完成压接后,应立即对压接部位进行初步检查,确认电线是否牢固地固定在端子中,压接部位是否有明显的变形或损坏。
三、端子压接注意事项1. 工具选择:选择合适的压接工具对于保证压接质量至关重要。
工具应具有足够的压力和稳定性,且易于操作和维护。
2. 材料匹配:电线和端子的规格、材质必须匹配,否则可能导致压接不良、电阻增大、接触不良等问题。
3. 操作技巧:压接过程中应注意控制力度和速度,避免对电线和端子造成损伤。
同时,应定期检查和调整压接工具,确保其工作状态良好。
4. 安全防护:在进行压接操作时,应佩戴适当的防护装备,如手套、护目镜等,防止意外伤害。
四、端子压接检验标准1. 外观检查:检查压接部位是否有明显的变形、裂纹、松动、污染等现象。
电线应完全插入端子中,且不应有裸露的导体部分。
2. 尺寸测量:使用专用工具测量压接部位的尺寸,包括压接高度、宽度、厚度等,确保其符合设计和标准要求。
3. 电阻测试:通过电阻测试仪测量压接部位的电阻值,确认其是否在规定范围内。
过高的电阻值可能表示接触不良或压接不充分。
线束端子压接规范

精心整理1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
4.5.1线材的准备(参见线束图纸)4.5.2检查剥皮长度、线材长度、芯线剥皮损伤情况;4.5.3检验余料长度4.5.4导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过0.13mm②导体压接部位必须完全闭合并包含所有线芯③后喇叭口必须可见④导体末端必须平齐、伸出压接区4.5.5绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧。
4.5.6.弹片及端子的配合区区损伤、变形4.6车间线束压接巡检检验步骤及方法1.线束在自动机调好机后,IPQC取5PCS不包线皮的开始做先做拉力测试。
(参考4.7)2.拉力测试合格,产线按成品生产20PCS,给IPQC按4.2外观检验要求在CCD下,进行外观检验。
3.外观检验OK后,取5PCS进行测试线材与端子的接触电阻,接触电阻不超过30mΩ,为合格。
4.接触电阻检验OK后取5PCS作及判定标准)5.剖面分析OK6.巡检IPQC每半小时巡检外观及抽检5PCS5PCS 做剖面分析。
订单生产完成好再取最后5PCS7.IPQC4.74.7.1①取UL将端子部分固定于拉力机的固定座端,电线尾端⑥拉力测试首件测只包线芯不包线皮的拉力,巡检测线材整体拉力附表1.拉力测试标准。
2024版线束端子压接规范

加强压接过程中的质量监控,及时发现并处理不良现象。
采用先进的压接工艺和设备,提高压接的精度和稳定性。 建立完善的质量管理体系,确保每个环节的质量可控。
2024/1/27
22
05
安全注意事项
2024/1/27
23
操作过程中的安全防护措施
穿戴防护用品
确保工作场所整洁、干燥,无灰 尘、油污等杂质。
根据需要,准备好辅助工具和材 料,如剪刀、剥线钳、绝缘胶带
等。
检查工作场所的安全设施,如消 防器材、安全标识等是否齐全有
效。
2024/1/27
6
02
压接操作规范
2024/1/27
7
剥线长度与方式
根据端子规格和压接要求,确定 合适的剥线长度,通常剥线长度
2024/1/27
确保端子和线材的材 质符合相关标准,如 耐腐蚀性、导电性等。
4
压接工具与设备检查
选择合适的压接工具和设备, 确保其适用于所选端子和线材 规格。
2024/1/27
检查压接工具和设备的完好性, 如有无磨损、松动、故障等。
对压接工具和设备进行校准, 确保其压接参数准确可靠。
5
工作环境准备
以上内容仅供参考,具体压接规范可能因不同的行 业、设备和产品而有所差异。在实际操作中,应严 格遵守相关行业的标准和规范,确保压接质量和安 全。
10
03
质量检验标准
2024/1/27
11
外观检查
压接部位应完整,无裂纹、毛刺或变形。
端子与导线的颜色应匹配,且色泽均匀。
2024/1/27
标识清晰,易于辨认,符合相关标准。
汽车线束加工基本常识培训教材 ppt课件
端子压接判定标准 (二)
2、不合格品 ⑴、绝缘皮压入
⑵、无下保护
⑶ 、芯线外漏
⑷、端子毛刺变形
⑸、端子弯曲
⑹、绝缘皮脱落
端子压接判定标准 (二)
⑺、前端未漏出芯线
⑻、芯线短线、切伤
⑼ 、防水胶堵压接不良
⑽、芯线、绝缘皮变形
⑾、出现毛刺
2.50 ~ 6.00 mm2
: 0.60 ± 0.20 mm
6.00 ~ 25.00 mm2
: 1.00 ± 0.50 mm
25.00 ~ 50.00 mm2
: 1.50 ± 0.80 mm
前后保护
拉力强度状态判定标准
判定标准:
正常(芯线呈放射状被拉断)
芯线断线(压接高度过低)
芯线拔除(压接高度过高)
技术标准
5、端子与电线的拉力值应不小于下表
端子剖面状态判定标准
⑵、导线桶可能相对与端子本体有最大5度的扭转.
5、压缩性 所有的线芯都必须显示出有明显的压缩, 且其分布必须平均. 由于
导线桶翼片不均衡、扭转及线芯压 接高度、材料厚度和导线截面大小 在公差范围内,所导致的的空隙也 是允许的。
压接高度公差规定
压接高度公差根据导线规格而定:
0.03 – 0.20 mm2 ( AWG 32 – 24 ) : ± 0.02 mm
端子压接判定标准 (一)
1、合格品 芯线部压接宽度 上下保护
芯线露处 0.5~位置≈L/2
端子压接判定标准 (一)
2、不合格品 ⑴、绝缘皮压入
⑵、无下保护
⑶ 、芯线外漏
⑷、端子变形
⑸、端子弯曲
⑹、绝缘皮脱落
汽车线束端子压接标准
汽车线束端子压接标准
汽车线束端子压接标准包括以下要求:
端子压接的机械性能:拉力测试的样品应当是在绝缘压接不压接的情况下测试。
在双线压接的拉力测试时,应选择截面小的一根进行拉力试验。
多线压接测试时,比较多线压接端子两边电线的截面,选择最小的一根固定在拉力仪的夹紧装置上。
在多线压接端子的另一边比较电线的截面,选择电线中截面最小的一根线作为被拉的一根固定在拉力仪另一边的夹紧装置上。
端子压接的电性能:拉力值参照标准中相同截面拉力值,如没有相同截面的电线,需要选择比所做拉力试验电线截面大的数值作为参照。
端子压接的物理性能:压接剖面是机械性能和电性能好坏的考核指标是拉力和电压降,那么怎么能够保证压接后的端子很容易通过机械性能和电性能测试呢?我们引入了剖面分析这个很很重要的工具手段。
轿车整车线束试验标准

1电线束尺寸JT1-3703-09-68《轿车电线束总成技术条件》中4.2、4.3条。
1、线束的外形用通用量具检验。
2、将线束接点及分支处的胶带拆开,用目测和通用量具检查。
JT1-3703-09-68《轿车电线束总成技术条件》中3.2、3.3条,线束应符合QC/T 29106-2004中4.2.1~4.2.4的规定。
1、线束基本尺寸的极限偏差应符合表1的规定;QC/T 29106-2004《汽车低压电线束技术条件》中4.2.1、4.2.2、4.2.3、4.2.4条。
2、电线束尺寸应符合以下要求2.1 干线和保护套管长度宜不小于 100mm,并为 10的倍数,如:100mm、110mm、120mm等;2.2 支线长度宜不小于30mm;2.3 接点之间,接点与分支点之间距离宜不小于20mm;2.4 电线与端子连接处需装绝缘套管时,绝缘套管长度不得小于20mm。
钢卷尺(通用量具)2端子与电线连接JT1-3703-09-68《轿车电线束总成技术条件》中4.4、4.5条,绝缘层压接部位弯折试验,按照QC/T 29106-2004中5.4的规定进行。
1、线束的外观质量检查用目视法进行检查。
2、绝缘层压接部位弯折试验按图2所示进行。
以轴线为基准,弯折30°,再向相反的方向弯折60°,然后回到轴线这一过程为一个循环。
JT1-3703-09-68《轿车电线束总成技术条件》中3.5、3.8条,端子与电线连接采用压接方法,应符合QC/T 29106-2004中4.4.1、4.4.2、4.4.3、4.4.6.1、4.5.1、4.5.2、4.5.3条。
1、接点应符合以下要求:干区和湿区接点表面绝缘应良好,绝缘材料应靠紧在接点部位上,无位移、脱开现象;2、端子与导线连接采用压接方法,应符合以下要求:2.1 端子应分别压紧在导体和绝缘层上,导体不应压断,绝缘层不应压人导体压接部位,在图2所示的a区中可见电线导体,但不能妨碍插接;2.2 绝缘层压接部位经不少于3个循环的弯折试验后,在图2所示的b区中仍可见绝缘层;2.3 采用压接方法的端子与电线压接处的横断面应符合附录A的要求。
端子线束防水塞压接后的判定准则

1.目的规范厂内端子线束压工序,指导对外购件线束总成进行压接效果确认。
2.范围a.适用于内部端子线束压压接效果确认和外购件线束检验。
b.压接后在线芯位置还有焊接工艺要求的线束可以放宽要求。
3.术语线芯:导线的导体部分。
线皮:导线的绝缘皮部分。
4.职责质量部:应用此标准对自产线束和外购线束进行确认。
采购部:负责将要求传递给线束供应商。
5.标准内容5.1 端子线束压接后对线芯位置的要求a.线芯压接位置,线芯末端必须超出压接处且可见(一般要求超出1±0.5mm,此处不做强制要求),如果线芯露出长度超过1.5mm露出部分不允许进去到端子的接触区域。
b.不允许有线芯没有被端子包裹露出在端子外面的现象。
5.2 端子线束压接后对线皮位置的要求a.线皮必须从端子末端露出,但不得进入到线芯压接位置(即:线芯压接和线皮压接的中间位置必须同时看见线皮和线芯)。
b.线皮压接位置线皮允许出现变形,但不允许出现线皮破损。
c.在距离线皮眼界3-5厘米的位置上下摆动线束30° 3次,线皮不得从压接位置脱出。
5.3端子压接后切断余料的要求a.允许看到切断余料,但前端余料长度不得超过0.3mm,后端余料长度不得超过0.5mm。
b.余料不得影响公母端子匹配也不得影响端子插入到护套内。
5.4端子压接后对线芯位置端子的要求a.端子本身不得出现材料断裂性损伤(特别关注各个折弯点位置)。
b.线芯压接位置端子两端应呈喇叭口状,不允许完全瓶口和内翻切到线束。
5.5端子压接完成后线束拔脱力的要求a.见下表。
b.图纸、检验指导书和作业指导书有另外规定的按照图纸、检验指导书和作业指导书要求执行。
5.6有密封塞的端子压接要求a.密封塞被压接后允许有变形,但不能有密封塞破损。
b.密封塞位置部位,必须要看见线皮。
6.相关文件7.质量记录8.附件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车线束端子合格压接及其判定介绍1. 压接高度过小2. 压接高度过大3. &4. 绝缘压接过小或过大5. 松散的线芯6. 剥线长度过短7. 线缆插入过深8. "香蕉" (过度弯曲) 端子9. 压接过于靠前 10. 喇叭口过小 11. 喇叭口过大 12. 尾料过长 13. 弹性片弯曲准则介绍您已经阅读了所有的连接器目录,找到了满足您的所有设计标准并完全适于您的应用的连接器。
正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见(图B)。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
如果您的压接端子看起来和(图B)中的端子不同,可能是因为在压接工艺中出现了错误。
这里是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。
1. 压接高度过小压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。
连接器制造商提供了为端子设计的每种线缆尺寸的压接高度。
给定线缆的正确压接高度范围或公差可能小达0.002"。
在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过小(图I)或过大(图II)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。
过小的压接高度还会压断线芯或者折断导体压接区的金属。
2. 压接高度过大过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和端子金属之间没有足够的金属间接触。
问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。
在首次使用压接机进行工作时,使用(图B), 中所示的光标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
3. &4. 绝缘压接区过小或过大(图III和图IV)由于绝缘类型和厚度的多样性,连接器制造商一般不会提供绝缘层的压接高度。
绝缘压接为导体压接区提供应力释放,这样在线缆弯曲时不会使线芯折断。
过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。
大多数类型的压接工具可以独立于导体压接高度而调节绝缘压接高度。
正确的调节使得端子夹紧绝缘层至少180度,并且不会刺穿绝缘层。
在端子的绝缘压接件的外径与线缆绝缘层的外径接近相同时,最好的方法是IDT技术。
5. 松散的线芯松散的线芯(图V)是导致压接问题的另一个常见原因。
如果所有线芯没有完全封闭于导体压接区,压接件的强度和电流负载能力都会大幅降低。
要获得良好的压接,您必须满足连接器制造商指定的压接高度。
如果并非所有线芯都对压接高度以及压接强度起到作用,那么压接件的性能将无法达到规定要求。
一般来说,松散线芯的问题是很容易解决的,只需重新收拢线缆成束,然后插入进行压接的端子中。
如果从线缆上剥下绝缘层是单独的操作过程,在处理或集束过程中可能会不小心将线芯分离。
使用�剥线并保持�工艺去除绝缘层,这样绝缘套并没有完全从线缆上去除,直至准备用端子压接在线缆上,有助于最大限度减小线芯松散问题问题。
6. 剥线长度过短如果剥线长度过短,或者线缆没有完全插入导体压接区,端接可能不能达到规定的拉拔力,因为线缆与端子之间的金属间接触减少了。
如(图VI), 所示,线缆的剥线长度过短(注意绝缘层处于正确位置),伸出导体压接区前部的距离无法获得要求的一个线缆外径。
解决方法很简单:增大剥线设备的剥线长度至该端子的规定值。
7. 线缆插入过深与过短的剥线长度相关的另一个压接问题,出现在线缆插入压接区过深的情况下。
如(图VII)所示,绝缘层向前过深地插入绝缘压接区,导体伸出至过渡区。
在实际应用中,这可能引起三种失效模式。
其中两种是由于导体压接区中金属间接触减少,使得额定电流和线缆拉拔力降低。
金属与塑料的接触没有金属间接触牢固,而且它不导电。
第三种失效模式在连接器接合时可能出现。
如果线缆伸出至过渡区过深,插针端子的尖端碰撞上线缆,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。
这种情况称为�端子碰撞�。
在极端情况下,即使端子在外壳内完全就位,但是会被推出外壳背部。
要解决这个问题,确认没有使用过大的力将线缆插入压接机而使之越过压接机的线缆止口,或者调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。
8. "香蕉" (过度弯曲) 端子最形象的压接问题之一称为"香蕉"压接(图VIII),因为压接端子呈香蕉形状。
这使得端子很难插入外壳中,可能引起端子碰撞。
这个问题很容易解决,调节压接机上的限制销的位置即可。
这个小销位于压接机中,在压接区压接在线缆上时接触端子的接合区。
在压接过程中,端子一端的大量金属(在压接区中)移动。
如此大的作用力趋向于强迫端子的前部上翘,除非被适当的"限制销"所限制。
9. 压接过于靠前比较明显的一个压接问题是过渡区的局部被损坏,如(图IX)所示。
在图示的端子中,竖直的突起部分是称为"端子止口"的设计特征。
其功能是防止端子过深地插入外壳。
如果止口被完全损毁,实际端子会被推向一直穿过外壳。
解决方法比较简单。
引起这一问题的原因是端子和金属条(当你从制造商处收到货时端子所连接的金属条)相对于压接机的位置不正确。
只需放松可互换工具的基板,然后重新对准压接机,即可解决问题。
10. 喇叭口过小喇叭口(图X)的正确尺寸是接近端子材料厚度的2倍。
例如,如果端子由厚度为.008"的材料制成,喇叭口应当约为.016"。
虽然几千分之一英吋的偏差不会在本质上影响端子的性能,如果缺少喇叭口,或者小于端子材料厚度,会有割断线芯的危险。
保留的线芯减少会降低端接强度。
要校正该问题,确认压接设备上的冲头和砧座正确对准。
11. 喇叭口过大如果喇叭口过大也会出现问题(图XI),因为这会减小端子压接区与线缆接触的总面积。
线缆与端子的接触面越小,线缆拉拔力越小。
如果压接高度正确,那么可能是由于工具磨损引起的问题,应当予以更换。
12. 尾料过长在压接过程中,尾料从端子上裁切下来。
如果保留的尾料过长(图XII),就会出现问题。
当端子插入外壳中时,过长的金属尾料会伸出至连接器的后部,在施加较高的电压时引起连接器的相邻触点之间的电弧。
如果端子前部的尾料过长,会干涉连接器的接合和引起"端子碰撞"。
解决方法比较简单。
调节压接机上的基板,使端子在压接机中正确居中。
端子没有正确居中的另一个标志是喇叭口没有正确成形。
出现这种情况是因为喇叭口与尾料的工具具有空间关系。
13. 倒钩弯曲尽管倒钩弯曲并不一定是不正确的压接过程产生的,但是连接器还是会失效。
倒钩 (图XIII)可能向内或向外过度弯曲,这会影响端子完全锁入塑料外壳的能力。
倒钩的损害可能是由于端子从卷轴上展开时,压接机的转轴固定器上的摩擦轮过紧,也可能是端子压接在线缆上之后的搬运引起的。
通常已端接的线缆会捆扎成束,库存或运输至工厂的另一个地点。
在捆扎过程中,或者每根已端接的线缆从线束中取出时,倒钩也可能会弯曲。
如果是在压接机上出现损坏,那么需要调节摩擦轮的松紧度,只需保持端子卷轴不会由于其自重而展开即可。
如果问题出在捆扎过程,需要采用更小的线束或改进搬运程序。
圖A圖B圖I圖II圖III 圖IV圖V圖VI圖VII圖VIII圖IX圖X圖XI圖XIIFFC薄膜電纜壓接示意圖圖XIII。