封条VVTT检查流程程序
封条VVTT检查流程程序 → 封封VVTT检查流程程序
封条VVTT检查流程程序→ 封封VVTT检查流程程序封封VVTT检查流程程序---1. 引言2. 检查步骤2.1 准备工作在进行封封VVTT检查之前,需要确保准备以下检查工具和材料:- 封封检查表格:记录封封检查结果的表格;- 封封设备:用于检查的封封设备;- 个人防护装备:包括手套、安全眼镜等。
2.2 检查流程1. 检查封封设备的外观:检查封封设备的外观:- 检查设备是否完整,无明显磨损或损坏;- 检查设备上的标识是否清晰可见;- 检查设备和阀门的连接部分是否紧固。
2. 检查设备功能:检查设备功能:- 打开设备并检查是否存在泄漏;- 检查设备的压力是否正常;- 检查设备的控制和调节功能是否正常。
3. 检查设备记录:检查设备记录:- 检查设备上的记录和标识是否完整和准确;- 检查设备的维护保养记录是否及时和准确;- 确认设备的验证日期是否在有效期内。
4. 检查设备的存放和使用条件:检查设备的存放和使用条件:- 检查设备是否存放在适当的环境中,远离潮湿、污染或其他损害;- 确保设备使用的气体或介质符合规定要求;- 检查设备的存放位置是否安全稳定。
5. 记录和汇总检查结果:记录和汇总检查结果:- 将检查结果记录在封封检查表格中;- 根据检查结果,做出相应的维护或修复措施;- 汇总和报告检查结果给相关负责人。
3. 结论封封VVTT检查流程程序的目的是确保封封设备的合规性和可见性。
通过遵循以上步骤,可以准确检查封封设备的外观、功能、记录、存放和使用条件,并记录和汇总检查结果。
这样可以及时发现并解决设备问题,确保封封设备的正常运行和安全使用。
---以上是封封VVTT检查流程程序的文档内容,共计800字。
如有疑问或需要进一步解释,请及时联系负责人。
C-TPAT封条使用与异常管控程序
4.6封条异常应急管理
⑨集装箱出厂后发现封条损坏或者到达目的地发现 封条损坏的的,要追究损坏的原因和相关人员 和公司的责任,并上报安全主任和相关执法部 门。
⑩以上项目若责任人或者公司,如触犯国家法律的 ,由执法部门按照国家的相关法律予以处理。
⑾如果封条在运输过程中损坏属于运输公司或者司 机个人责任的,应立即取消与该运输公司的合 作,重新选择新的运输商。
C-TPAT 封条使用与异常管控程序
1
C-TPAT封条使用与异常管控程序
1.目的 为预防货物的遗失或者未被授权付运的物品的传 入,指引如何保管及使用封条以及如何察觉并 汇报不正确的封条或遗失、损坏封条,确保运 作过程的安全,符合C-TPAT运作要求。
2. 范围 适用于出货时接触封条的人员。
3. 职责
4.6封条异常应急管理
⑥检查无异常后再次装柜,并请求船公司给予更换新的封条 。按照正常手续操作后出货。并将新的封条号码告知客 户和海关。
⑦货物检查过程中发现异常应马上反映给安全主任,由安全 主任立即报告国家执法部门,排除险情后,按照有关法 律法规进行依法处理。
⑧集装箱出厂后发现封条损坏或者到达目的地发现封条损坏 的的,请及时通知工厂的业务员、船务及安全经理,由 他们及时支会客户,海关,船运公司,派出所。并立即 联系货运公司相关负责人协助调查,查清司机的相关资 料,和封条损坏的原因。并将调查结果登记于《安全事 件调查表》内。
一致。
4.3核对和确认货柜上的封条
①检查封条和货柜锁闭装置是否异常现象,如不同商标品牌的封条闩 在一起、门闩和搭扣松动。
②确认封条号码的正确性,对比出货文件确认是否有变更封条号码 现象,如封条号被磨掉等。
③拉一下封条确认是否被正确地闩在搭扣上,如封条茎干部位弯曲 导致不能被正确地闩上、母端孔有脱落导致不能被正确地闩上
封条VVTT检查流程程序 → 封盖VVTT检查流程程序

封条VVTT检查流程程序→ 封盖VVTT检查流程程序封盖VVTT检查流程程序本文档旨在说明封盖VVTT(Variable Valve Timing and Lift 流程程序的检查步骤和程序。
1. 检查封盖VVTT之前的准备工作在进行封盖VVTT检查之前,确保以下准备工作已完成:- 工作区域清洁整齐,以确保操作安全和高效。
- 准备所需的检查工具和设备,包括VVT封盖装置和相关测量工具。
- 确定车辆/引擎的型号和技术规格,以便正确执行检查。
2. 封盖VVTT检查步骤按照以下步骤进行封盖VVTT的检查:1. 断开电源:在进行任何检查之前,确保车辆的电源已完全断开,以防止任何意外发生。
2. 概览检查区域:仔细查看封盖VVTT部件的位置,并清除任何杂物或污垢。
3. 拆卸封盖VVTT:根据车辆的技术规格和制造商的说明书,拆卸封盖VVTT部件。
4. 检查封盖VVTT部件:对拆下的封盖VVTT部件进行细致的检查。
检查是否存在磨损、裂纹或其他损坏。
5. 清洁和准备:使用适当的清洁剂和工具清洁封盖VVTT部件,并确保其表面完全干燥。
6. 安装封盖VVTT:按照制造商的说明书,正确安装封盖VVTT部件。
7. 功能测试:重新连接车辆电源,并进行封盖VVTT的功能测试。
确保封盖VVTT正常工作并无异常噪音。
8. 调整和校准:如有必要,根据车辆制造商的建议进行封盖VVTT的调整和校准。
9. 完成检查:检查整个封盖VVTT系统的安装,确保所有连接和部件都已正确安装。
3. 检查流程程序的记录和报告在进行封盖VVTT检查过程中,以下步骤应记录和报告:1. 记录检查时间和日期,以及执行人员的姓名和身份信息。
2. 检查车辆的详细信息,包括车辆型号、里程数和车辆识别号码。
3. 记录封盖VVTT检查过程中发现的任何问题、异常或修正措施。
4. 检查和记录封盖VVTT的功能测试结果。
5. 保存所有相关文件、照片和报告,以备参考和备案。
以上就是封盖VVTT检查流程程序的相关步骤和记录要求。
反恐验厂文件-反恐培训测试(含答案)

反恐验厂文件-反恐培训测试(含答案)青岛慧萌管理咨询有限公司C-TPAT 反恐培训考试题(保安和装柜负责人)部门:姓名:测评日期:得分:.一、判断题(每题 4 分,共计 60 分)(√)1.进入厂内任一个受限制区域时,只允许已获取公司管理层批准的授权人员才可进入。
(X )2.临时工可招聘为受限制区域岗位作业人员。
(√)3.包装区、成品仓和装卸货区应分别设有物理隔离(如回串门栅栏、门)且只允许授权人员进入。
(√)4.对运输和国际交通工具进行检查,是为了寻找明显的害虫和严重的结构缺陷。
(√)5.国际交通运输工具和工具必须配备适当的外部硬件,合理地抵御企图拆卸它的行为。
(X )6.所有安全检查应在有控制的出入区域进行,但不需通过闭路电视系统进行监测。
(√)7.根据风险,管理人员应在运输人员进行运输工具/国际交通检查后,对运输工具进行随机搜查。
(√)8.公司必须建立防止可见虫害污染的书面程序,包括遵守木材包装材料条例。
(X )9.所有物品/成品等装车离厂时,巡逻保安应对运输工具和IIT 及集装箱和 ULD 安全检查和农业检查并记录。
(X )10.货柜车进入装货区时,大门保安检查装货区内是否有异常物品/有害虫污染,以及对运输工具和 IIT 及空集装箱和 ULD 进行 17 点安全检查和农业检查并记录。
(√)11.对于运输工具和国际运输工具(IIT)出入口检查时,公司应保持检查记录并注明当值保安员姓名。
(√ )12.所有的访客在进入厂区尤其是受限制区域(如:装卸区、IT、财务部)时应有被访部门人员全程陪同。
(√)13.任何没有佩戴厂证或访客证的人员禁止进入厂区,若进入将会受到盘问。
(√ )14.安全人员和各部门管理员有权驱散非授权人员在不当的地点逗留,并将相关情况及时汇报值班保安。
(√ )15.在货物装载区和周围区域应设置配备适当的灭鼠笼、灭虫灯、诱饵、陷阱或其他屏障等设施,安排专人定期检查和负责日常的除虫灭害的防疫工作。
【GSV2.0最新反恐程序文件】封条VVTT检查程序

封条VVTT检查程序页码制订日期2020/9/101.0目的:为保证公司的货运安全,避免给恐怖份子以可乘之机,特制定此程序。
2.0 范围:2.1本程序只针对本公司货柜封条。
3.0程序:3.1、封条检查和确认流程的总体内容在整个供应链中都应该使用V. V. T. T.的流程和方法来进行封条检查.V.V.T.T.的檢查流程檢查方法V ‐ View 查看对封条和装货容柜门上的锁具进行检查V ‐ Verify 核对核对封条号码的准确性T ‐ Tug 向下拉扯向下拉扯, 确保封条已经锁上T ‐ Twist and Turn 旋转扭动旋转扭动, 确保封条不会被拧松或扭开3.2、封条检查3.2.1、封条检查和确认流程:3.2.2、施封之前, 对封条和装货容柜门上的锁具进行检查.3.2.3、封条必须由工厂/监管仓库指定的人员施封.封条VVTT检查程序页码制订日期2020/9/103.2.4在施封之前,如果发现柜门上锁具或封条有损坏,需要向主管人员报告.3.2.5、在施封前检查锁具时,要查看螺栓和搭扣是否松动封条VVTT检查程序页码制订日期2020/9/103.2.6、核对封条号码的准确性,核对封条号码与走货单据上记录的封条号码是否一致.3.2.7、向下拉扯, 确保封条已经锁上3.2.8、如果封条被拉开,则需要立即向主管汇报3.2.9、旋转扭动封条来确保封条不会松开.被改动过的封条内部可能被车上螺纹因而可以被拧開封条VVTT检查程序页码制订日期2020/9/103.2.10、同时也要逆时针方向旋转封条,以确认封条不会松开.4.0 相关记录4.1 封条VVTT检查表。
封条VVTT检查流程程序 → 封锁VVTT检查流程程序
封条VVTT检查流程程序→ 封锁VVTT检查流程程序封锁VVTT检查流程程序封锁VVTT(Vehicle Vehicle Tracking Technology)是一种用来追踪和监控车辆信息的技术。
它可以帮助我们确保车辆的安全和防止未授权的访问。
为了正确地进行封锁VVTT设备的检查,我们需要遵循以下流程程序:1. 了解封锁VVTT设备首先,必须确保所有相关人员对封锁VVTT设备的原理和功能有所了解。
这包括监控车辆位置和行驶信息的方式,以及如何对设备进行设置和管理。
2. 设定封锁规则在进行设备检查之前,需要设定封锁规则来定义哪些行为将触发设备的封锁。
这些规则应该根据组织的需求和安全要求进行制定,并与相关人员进行确认和说明。
3. 常规设备检查定期进行常规设备检查是确保封锁VVTT设备正常运行的重要步骤。
以下是常规设备检查的程序:- 检查设备连接:确保封锁VVTT设备与车辆的连接正常,没有松动或损坏的现象。
- 检查供电情况:确保设备有足够的电源供应,并且电池状态正常。
- 检查设备传输:检查设备与监控中心之间的通信是否正常,以确保数据的传输正常进行。
4. 核实封锁触发规则为了确认封锁VVTT设备的触发规则是否正常运行,我们需要模拟一些行为来测试设备的反应。
以下是核实封锁触发规则的步骤:- 根据设定的封锁规则,模拟例如超速、进入限制区域等触发条件,以触发设备的封锁机制。
- 观察设备的反应和行为是否符合预期,例如设备是否成功关闭或发送警报信息。
- 记录和评估测试结果,并根据需要进行必要的调整和优化。
5. 安全性评估和修复定期进行安全性评估是确保封锁VVTT检查流程程序的有效性的关键环节。
以下是安全性评估和修复的步骤:- 对封锁VVTT设备进行安全性评估,包括漏洞和风险的识别和评估。
- 根据评估结果,及时修复设备中存在的安全漏洞,并更新相关的安全策略和措施。
- 定期监控和回顾封锁VVTT检查流程程序的运行情况,并根据需要进行改进和更新。
封条VVTT检查流程程序 → 封印VVTT检查流程程序

封条VVTT检查流程程序→ 封印VVTT检查流程程序封印VVTT检查流程程序封印VVTT检查流程程序旨在确保VVTT(V型气动控制阀)的封尾操作符合规定,并减少潜在的安全风险。
本文档将介绍封印VVTT检查的流程和程序。
1. 准备工作在进行封印VVTT检查之前,确保以下准备工作已完成:- 检查所有必要的工具和设备,如封印线、封条等,是否齐全。
- 确保检查人员已经接受过相关的培训,并具备足够的知识和技能。
2. 检查流程下面是封印VVTT的检查流程:步骤一:检查阀门关闭确保VVTT的阀门处于关闭状态,以防止气体或液体泄漏。
步骤二:准备封印线和封条1. 从封印线和封条库存中取出足够数量的封印线和封条。
2. 检查封印线和封条是否完好无损,没有任何破损或受损的情况。
步骤三:封尾操作1. 使用封印线将VVTT的阀门进行封闭,确保封印线与阀门紧密连接。
2. 将封条穿过封印线环,并确保封条紧密固定。
3. 确保封印线和封条的牢固连接,以防止被非法操纵或篡改。
步骤四:记录封印信息在封印VVTT之后,记录封印信息,包括日期、时间、封印人员的姓名和签名等。
3. 检查程序封印VVTT检查程序应包括以下内容:3.1 检查频率确定封印VVTT的检查频率,根据实际情况设定检查的时间间隔,以确保封印的有效性和安全性。
3.2 检查记录建立封印VVTT的检查记录表,在每次封印检查后填写相关信息,包括日期、时间、检查人员的姓名和签名等。
3.3 异常处理制定处理封印损坏或被篡改的异常情况的程序,包括重新封印、记录异常情况并进行相关调查等。
结论封印VVTT检查流程程序的实施可以确保VVTT的安全和完整性,应定期进行检查,并记录相关信息。
同时,应不断改进封印检查的程序,以适应不同的工作环境和需求。
第5章-05节封条管理程序
1.目的1.1.为了加强对本公司封条和封条使用的管理,使用符合C-TPAT安全要求的封条,特制订本程序。
2.范围2.1适用于本公司封条的收发、存放及确认控制。
3.程序3.1.封条使用前检查封条到厂后,由安全主任亲自进行检验,所检验的顺序如下:3.1.1外观检验,首先要检验封条是否完整,有无破损现象,如有不完整和破损现象将阻止使用。
3.1.2检验号码:对每个封条都要仔细的查看号码的字体是否清晰、完整、或者是残缺,如有不完整和破损现象将阻止使用。
3.1.3以上如果发生异常要及时向总经理反映,由总经理向海关或者是客户反映,及时得到解决或者是更换,并及时的清点数量。
3.1.4更换后的封条必须是完好的才能在集装箱或者货柜车上使用。
3.1.5如果已经装箱出厂后到达目的地发现封条损坏,应将整批货物全部返回工厂,并对货物逐件进行检查,无异常后再次装柜,并请求船公司给予更换新的封条。
3.1.6如果已经装箱出厂后到达目的地发现封条损坏,要追查其损坏的原因和追究相关的责任,并上报安全主任和相关部门。
3.2.货柜封条的使用控制3.2.1封条经过检查并记录后,应将封条锁于指定的封条存放区,避免被他人误封或遗失。
3.2.2作为安全为目的,只有指定和授权的雇员才可保管、分发和加闩封条,接触封条的人数越少越好,没有获得授权的雇员绝对不允许接触封条,可接触封条人员见《成品仓可接触封条人员名单》。
3.2.3封条的接收和分发必须予以详细记录,填写《封条使用登记》,部门主管须定期检查和核实收发记录与实物数量、号码是否相符,发现不相符的现象应立即展开调查,并填写《封条异常货物异动情况表》。
3.2.4在装载货物区域必须适当地张贴封条和维护货柜完整性的程序。
3.2.5所有运往美国的满载拖车/货柜加封一个高安全的封条,所有封条必须符合或超越ISO/PAS17712现时釆纳的高度安全封条标准。
3.2.6所有使用的封条必须有一个唯一性的号码用来确认和追踪封条、货柜及货物的完整性。
集装箱17点检查表
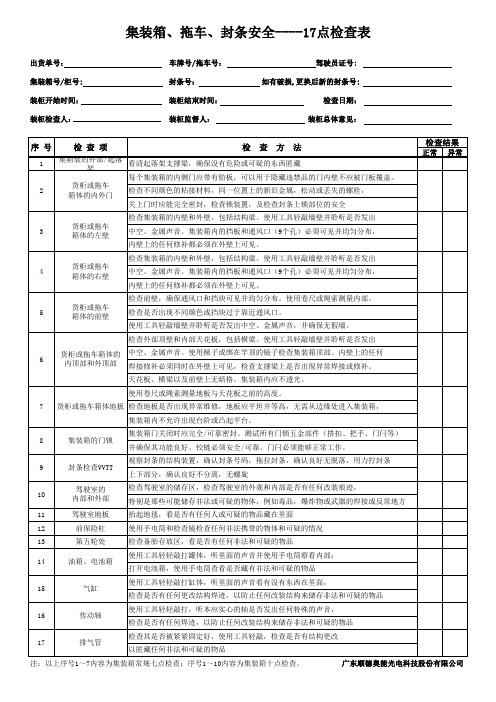
每个集装箱的内侧门应带有肋板,可以用于隐藏违禁品的门内壁不应被门板覆盖。
2
货柜或拖车 箱体的内外门
检查不同颜色的粘接材料,同一位置上的新旧金属,松动或丢失的螺栓,
关上门时应能完全密封,检查锁装置,及检查封条上锁部位的安全
检查结果 正常 异常
检查集装箱的内壁和外壁,包括结构梁。使用工具轻敲墙壁并聆听是否发出
并确保其功能良好。铰链必须安全/可靠。门闩必须能够正常工作。
观察封条的结构装置,确认封条号码,拖拉封条,确认良好无脱落,用力拧封条
9
封条检查VVTT
上下部分,确认良好不分离,无螺旋
10
驾驶室的 内部和外部
检查驾驶室的储存区,检查驾驶室的外观和内部是否有任何改装痕迹, 特别是那些可能储存非法或可疑的物体,例如毒品,爆炸物或武器的焊接或反常地方
检查前壁,确保通风口和挡块可见并均匀分布。使用卷尺或绳索测量内部。
5
货柜或拖车 箱体的前壁
检查是否出现不同颜色或挡块过于靠近通风口。
使用工具轻敲墙壁并聆听是否发出中空、金属声音,并确保无假墙。
检查外部顶壁和内部天花板,包括横梁。使用工具轻敲墙壁并聆听是否发出
6
货柜或拖车箱体的 中空、金属声音。使用梯子或绑在竿顶的镜子检查集装箱顶部。内壁上的任何 内顶部和外顶部 焊接修补必须同时在外壁上可见,检查支撑梁上是否出现异常焊接或修补。
11
驾驶室地板 抬起地毯,看是否有任何人或可疑的物品藏在里面
12
前保险杠
使用手电筒和检查镜检查任何非法携处
检查备胎存放区,看是否有任何非法和可疑的物品
使用工具轻轻敲打罐体,听里面的声音并使用手电筒察看内部;
14
油箱、电池箱
打开电池箱,使用手电筒查看是否藏有非法和可疑的物品
GSV货物运输安全控制、封条VVTT程序
XXX有限公司(反恐怖管理体系程序文件)【依据GSV和SCAN相关要求编制】文件名称:货物运输安全控制、封条VVTT程序文件编号:JT-SP-07文件版本:第1版归口部门:货仓部生效日期:2020年3月1日编制:审核:批准:修订记录文件名称货物运输安全控制、封条VVTT程序文件编号JT-SP-07修订次第修订前修订后版本版本修订内容摘要修订日期文件编号JT-SP-07页码1/4版本第1版换页01、目的加强对货物运输安全的控制,避免货物在运输途中丢失、被调包、被不法分子或恐怖组织利用来制造恐怖事件。
确保出口顺利结关,避免给进口国及其消费者带来安全威胁。
2、范围适用于本公司成品从工厂仓库至船运码头的运输过程控制。
3、定义无。
4、职责4.1成品仓库:负责货柜车检查、装车货物验证、装车过程控制、运输途中确认;4.2船务:负责货柜车的预约和办理出口报关业务;4.3保安人员:负责监督货柜车的检查过程和货物的装车过程;4.4安全主任:批准货柜车离厂及紧急事件的处理。
5、程序5.1确定出货任务和预约货柜5.1.1物控部在确定出货任务后开《出货清单》给船务和成品仓主管,船务联系运输公司预订货柜,成品仓主管准备要装车的货物。
5.1.2船务订好柜后将准确的信息反馈给物控部和成品仓主管,同时将运输公司、车辆、司机、装运日期等信息传达给保安,保安填写《预约登记表》。
5.1.3运输车辆须在预定的日期到厂装运,预约登记后,如车辆、司机、装运日期有调整,船务必须及时通知保安更改预约登记。
5.2货柜车装车前的检查5.2.1运输车辆到达后,保安人员必须按预约登记信息核对司机和车牌号码是否相符,同时要求司机提供《托运单》,核实无误后在《货柜车辆入出厂登记表》记录司机和车辆信息。
5.2.2登记核实后,保安员引导车辆停在指定的区域,等待检查。
司机打开柜门后需要到休息处休息。
检查由保安员和成品仓主管共同进行,无保安人员在场禁止打开柜门。
文件编号JT-SP-07页码2/4版本第1版换页05.2.3检查首先要确认是否是空柜,然后再用目测、敲击、激光测距、闻异味、用反光镜检查底盘等方法,分别从货柜车的正前方、左右侧、底板、厢顶、尾部门板、内部隔板依次仔细检查,确认货柜油漆、字体、柜体结构、尺寸、密封性、连接部位,可夹带异物的底盘等隐蔽部位无异常现象。
封条VVTT检查流程程序 → 密封VVTT检查流程程序

封条VVTT检查流程程序→ 密封VVTT检查流程程序密封VVTT检查流程程序1. 概述本文档旨在阐述封条VVTT(Vehicle Vehicle Telematics Terminal)检查流程程序,确保封条的完整性和车辆的安全性。
2. 检查前准备在进行封条VVTT检查之前,确保以下准备工作已完成:- 准备工具:包括封条解锁器、封条记录表、相机等。
- 验证身份:确认检查人员的身份,并记录其姓名和职务。
- 车辆准备:确保车辆已停车,并让相关人员配合检查。
3. 检查流程按照以下步骤进行封条VVTT检查:1. 检查封条完整性:- 使用封条解锁器谨慎地解开封条。
- 观察封条是否破损、拆卸痕迹等。
- 拍摄封条状况的照片作为记录。
2. 检查VVTT设备:- 确认VVTT设备是否正确安装在车辆上。
- 检查设备是否完好,是否有损坏或故障的迹象。
- 检查连接线是否牢固,没有松动或断裂现象。
- 拍摄VVTT设备的照片作为记录。
3. 检查其他相关设备:- 检查设备是否正确安装和连接。
- 检查设备是否完好,是否有损坏或故障的迹象。
- 拍摄其他相关设备的照片作为记录。
4. 记录与报告:- 在封条记录表中详细记录封条和设备的检查结果。
- 如果发现任何问题或异常情况,立即向相关负责人报告。
- 根据需要,将检查结果上报给相关部门。
4. 完成检查封条VVTT检查完成后,应完成以下工作:- 重新封装封条,确保密封完好。
- 确保封条解锁器和所有工具被安全归还。
- 将封条记录表和检查照片妥善保存,备份或上报。
5. 注意事项在进行封条VVTT检查时,需要注意以下事项:- 操作封条解锁器时应小心谨慎,避免对车辆和设备造成损坏。
- 检查过程中要仔细观察并记录任何异常情况。
- 检查人员应严格遵守相关安全规定和操作规程。
- 与车辆和设备相关的问题应及时上报和处理。
以上为封条VVTT检查流程程序的简要说明。
请按照本文档中的步骤进行检查,并确保操作安全和记录完整。
VVTT_English & Chinese封条检查方法

Twist counter‐clockwise to see if seal unscrews.
同时也要逆时针方向旋转封条,以确认封条不会松开.
7
施封之前, 对封条和装货容柜门上的锁具进行检查. 封条必须由工厂/监管仓库指定的人员施封.
Seals should only be affixed by authorized factory or consolidator personnel. Excessive damage to the locking mechanisms or seal should be reported to a s per isor prior to sealing the container or truck. supervisor tr ck
对封条和装货容柜门上的锁具进行检查
V – Verify y seal number for accuracy y
核对封条号码的准确性
T – Tug on seal to make sure it is affixed properly
向下拉扯, 确保封条已经锁上
T ‐ Twist T i and d Turn T 旋转扭动 T – Twist & Turn seal to make sure it does not unscrew
A seal inspection process should be implemented throughout the Supply Chain using the V. V. T. T. Process.在整个供应链中都应该使用V. V. T. T.的流程和方法来进行封条检查. V ‐ View 查看 V ‐ Verify 核对 T ‐ Tug 向下拉扯 V – View seal & container locking mechanisms
集装箱安全控制措施
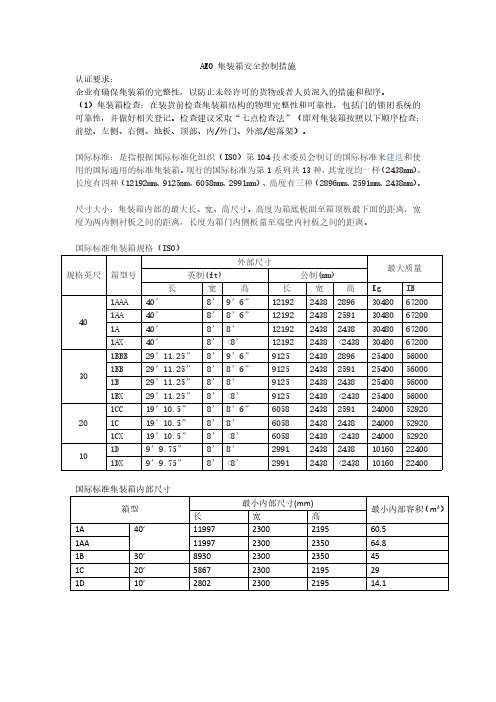
AEO集装箱安全控制措施认证要求:企业有确保集装箱的完整性,以防止未经许可的货物或者人员混入的措施和程序。
(1)集装箱检查:在装货前检查集装箱结构的物理完整性和可靠性,包括门的锁闭系统的可靠性,并做好相关登记。
检查建议采取“七点检查法”(即对集装箱按照以下顺序检查:前壁、左侧、右侧、地板、顶部、内/外门、外部/起落架)。
国际标准:是指根据国际标准化组织(ISO)第104技术委员会制订的国际标准来建造和使用的国际通用的标准集装箱。
现行的国际标准为第1系列共13种,其宽度均一样(2438mm)、长度有四种(12192mm、9125mm、6058mm、2991mm)、高度有三种(2896mm、2591mm、2438mm)。
尺寸大小:集装箱内部的最大长、宽、高尺寸。
高度为箱底板面至箱顶板最下面的距离,宽度为两内侧衬板之间的距离,长度为箱门内侧板量至端壁内衬板之间的距离。
国际标准集装箱规格(ISO)规格英尺箱型号外部尺寸最大质量英制(ft)公制(mm)长宽高长宽高Kg IB401AAA40’8’9’6”12192243828963048067200 1AA40’8’8’6”12192243825913048067200 1A40’8’8’12192243824383048067200 1AX40’8’<8’121922438<24383048067200301BBB29’11.25”8’9’6”9125243828962540056000 1BB29’11.25”8’8’6”9125243825912540056000 1B29’11.25”8’8’9125243824382540056000 1BX29’11.25”8’<8’91252438<24382540056000201CC19’10.5”8’8’6”6058243825912400052920 1C19’10.5”8’8’6058243824382400052920 1CX19’10.5”8’<8’60582438<24382400052920101D9’9.75”8’8’2991243824381016022400 1DX9’9.75”8’<8’29912438<24381016022400国际标准集装箱内部尺寸箱型最小内部尺寸(mm)最小内部容积(m3)长宽高1A40’119972*********.5 1AA119972300235064.8 1B30’89302300235045 1C20’58672300219529 1D10’28022300219514.1七点检查法:1前壁a)确定内部各角挡块可见且无误,前壁是由折皱材料构成的。
C-TPAT货柜装柜监柜封箱(封条)追踪验证程序

1目的在防止危险或不明物品混入货柜车随产品运往目的地。
装运主管或代表人必须监督成品装入车辆的过程。
装运主管或代表人可以不参与装货,唯一职责是监督并指导装货过程。
2.货物装运准备2.1.选择声誉好、服务周到、遵守承诺的承运公司,并根据出货日期提前联系承运公司;2.2.货物装运前,应做好报关工作,并准备好有关装柜文件,如装柜单等。
3.装柜前监控3.1. 货柜车进入厂区后,在产品装柜前,保安总部应采取严格的保护措施。
包括:3.1.1. 指挥货柜车进入“货物装柜区”;3.1.2. 阻止无关人员*近空柜;3.1.3. 阻止无关人员、不明物品或危险物品进入“货物装柜区”。
3.2 装箱前检查集装箱是否装有隐蔽间隔,结构是否稳固。
检查依据下列准则进行:3.2.1. 检查部位:前板、左侧/右侧/底/顶板、箱顶、内/外门、底架外部/下方、隐蔽间隔。
3.2.1.1 检查有无新刷油漆、焦木或填充剂的味道;3.2.1.2 检查有无新刷油漆的痕迹、焊接烙印或者箱板质地差异。
3.2.2. 结构:检查前后角柱有无裂缝。
3.2.2.1 检查箱板是否有打孔、切割、磨损或开裂;是否丢失松脱零件或紧固件;3.2.2.2 进行内部漏光测试:检查有无因门封缺损、孔洞、焊接破损、地板损坏或分离、紧固件松脱/丢失造成的光线渗透。
此检查在箱门完全紧闭的情况下从内部进行;3.2.2.3 在门的末端检查锁条,包括托架、导杆以及凸轮,查看有碍箱门操作或关牢的缺损,例如折曲、弯曲、凹陷等;3.2.2.4 在下层结构,检查横向构件、外伸*架和附件是否有洞;3.2.2.5 在下层结构,检查底板、箱板或板条是否破损、开裂或断开。
3.3. 如果发现集装箱有任何异常,管理人员必须在放行货物前进行复查。
4.装柜监控4.1. 货物装柜前,保安人员应核对装柜单;仓管员应对出库物品作好核对工作,办理有关出库手续。
4.2. 由保安人员或在保安人员的监督下打开空柜后,保安人员应亲自进入空货柜车检查,确保空柜内无任何异物。
封条VVTT检查流程程序→封印VVTT检查流程程序

封条VVTT检查流程程序→封印VVTT检查流程程序封条VVTT检查流程程序是一种用于确保物品或设备完整性和安全性的工作流程。
它主要适用于需要保证物品在运输、储存或持有过程中没有被篡改、损坏或未经授权打开的场景,例如封装的包裹、保险柜、取款机等。
在这篇文章中,我们将详细介绍封条VVTT检查流程程序的步骤和重要性。
首先,封条VVTT检查流程程序的第一步是选择合适的封条。
封条应该具有一次性的特点,即一旦被打开,就无法重新粘合或封闭。
常见的封条种类有塑料封条、金属封条和纸质封条等。
根据不同的应用场景,选择合适的封条来确保安全性。
接下来,进行封条的安装。
封条应该被正确地安装在物品或设备的封口处,并确保封条紧密、牢固地粘合或锁定。
安装时需要注意不要损坏封口处,否则可能导致封条易被破坏或非法打开。
同时,在封条上必须清晰地标记相关信息,例如日期、封条编号和责任人等。
完成封条的安装后,对封条进行视觉检查。
检查封条是否完整、无损、没有任何明显的破坏或擦痕。
如果发现封条异常,应立即报告相关人员,并重新安装封条以确保安全。
视觉检查可以帮助确定是否存在封条的问题,并及时采取措施解决问题。
除了视觉检查,封条还可以进行物理检查。
这包括使用工具或设备对封条进行测试以确定是否被篡改。
物理检查可以通过抽样测试的方式进行,随机选取一定数量的封条进行测试。
测试方法包括对封条进行拉伸、撕裂、震动等,以确保封条的完整性和安全性。
最后,记录封条的信息和结果。
对每个封条的安装和检查过程进行详细记录,并保存在封条检查的日志中。
这些记录包括封条的安装时间、责任人、封条编号以及检查结果等。
这些信息可以作为后续追溯和验证使用,确保封条的安全性和可信度。
封条VVTT检查流程程序的重要性在于保证物品或设备的完整性和安全性。
通过正确的安装和检查,可以防止未经授权的访问或篡改,从而保护利益相关方的合法权益。
此外,封条VVTT检查流程程序还可以提高工作效率,减少潜在的风险和损失。
运输工具检验程序和密封程序(DOC63页)

Conveyance Inspection Procedures and Sealing Process运输工具检查程序&封条使用过程Presented bySSCSS Mark IsaacsonSCSS Tom GreulichSCSS Mark MahoneyObjectives 目标▪ Systematic 17-point conveyance inspection process 17点系统运输工具检查过程▪ Identifying security breaches 识别安全漏洞 ▪ Sealing Criteria 密封标准 ▪ Seal inspection procedures 密封检查程序17-Point Truck & Trailer Inspection17个货车和拖车检查点1. Bumper 保险杠2. Engine 发动机3. Tires (truck & trailer)轮胎(货车和拖车)4. Floor (inside truck)车厢地面(货车内)5. Fuel Tanks油箱6. Cab/ Storage Compartments驾驶室/存储隔间7. Air Tanks储气罐8. Drive Shafts传动轴9. Fifth Wheel备用轮胎10. Outside/ Undercarriage外/底盘11. Floor (inside)车厢底(车内部)12. Outside/ Inside Doors外面/里面的门13. Side Walls侧壁14. Ceiling/ Roof车内天花板/车顶15. Front Wall前壁16. Refrigeration Unit制冷装置17. Exhaust排气管Conduct a Systematic Inspection 进行系统的检查Begin and end your inspection at the same point every time.每次检查时开始和结束于同一点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封條VVTT檢查標準流程程序
一、封条检查和确认流程的总体内容
在整个供应链中都应该使用V. V. T. T.的流程和方法来进行封条检查.
二、封条检查
封条检查和确认流程:
1.施封之前, 对封条和装货容柜门上的锁具进行检查.
2.封条必须由工厂/监管仓库指定的人员施封.
3.在施封之前,如果发现柜门上锁具或封条有损坏,需要向主管人员报告.
4.在施封前检查锁具时,要查看螺栓和搭扣是否松动
5.核对封条号码的准确性,核对封条号码与走货单据上记录的封条号码是否一致.
6.向下拉扯, 确保封条已经锁上
7.如果封条被拉开,则需要立即向主管汇报
8.旋转扭动封条来确保封条不会松开.被改动过的封条内部可能被车上螺纹因而可以
被拧開
9.同时也要逆时针方向旋转封条,以确认封条不会松开.
广州市宏马时装有限公司 2015年8月1日。