“SD”调节阀使用说明书
调节阀使用说明书
7 参数表 定位器参数表:
显示
功能
数值范围
1 模拟信号值 设定值类型
0…10V 0…20mA 4…20mA
2 初始化
气 动 头 和 定 位 器 的 没有初始化
初始化
初始化完成
返回到工厂设定 3 默认状态
没有默认 默认
11 实际 X 值 X 的显示方向和实际 上升
的变化方向 值的输出
下降
epos 1435 使用说明书
- 调节外部的节流阀使运行速度 > 1 秒 - 通过内部 OPEN/CLOSE 节流阀,调节运行时间(如果必须的话)。
epos 1435 使用说明书
4
11
24:SETP DIRECTION=setup in reverse
4.2 工厂安装(定位器已安装在阀上)
“A:AUTO”(自动模式)
在面板上显示,表示已初始化
2 电线连接 (1) 连接传感器(如果还没有连接的话) (2) 将 0/4-20mA 或 0-10V 的模拟信号连接到正确的终端接线柱上.
epos 1435 使用说明书
2
11
(3) 接通 24V 直流电的电源.
图: 接线柱配置 ∗关上定位器上面的外壳并用螺丝旋紧。密封及电缆不允许被破坏。
3 定位器的显示元件Biblioteka epos 1435 使用说明书
3
11
a. 按下“←”键,直到“C:CONFIG”出现。
b. 按住“→”键保持 3 秒钟,直到面板的上面显示 出现,设定值可以通过“+”和“-”键来进行选择(0-20mA, 4-20mA 或 0-10V)。 在选择输入的设定值后,
c. 按下“→”键,你将看到
出现在面板的上面显示处。按下
SD说明书-中文

调节阀手册

调节阀手册第一章概述O.P.小洛维特在现代化工厂的自动控制中,调节阀起着十分重要的作用,这些工厂的生产取决于流动着的液体和气体的正确分配和控制。
这些控制无论是能量的交换、压力的降低或者是简单的容器加料,都需要靠某些最终控制元件去完成。
最终控制元件可以认为是自动控制的“体力”。
在调节器的低能量级和执行流动流体控制所需的高能级功能之间,最终控制元件完成了必要的功率放大作用。
调节阀是最终控制元件的最广泛使用的型式。
其他的最终控制元件包括计量泵、调节挡板和百叶窗式挡板(一种蝶阀的变型)、可变斜度的风扇叶片、电流调节装置以及不同于阀门的电动机定位装置。
尽管调节阀得到广泛的使用,调节系统中的其它单元大概都没有像它那样少的维护工作量。
在许多系统中,调节阀经受的工作条件如温度、压力、腐蚀和污染都要比其它部件更为严重,然而,当它控制工艺流体的流动时,它必须令人满意地运行及最少的维修量。
调节阀在管道中起可变阻力的作用。
它改变工艺流体的紊流度或者在层流情况下提供一个压力降,压力降是由改变阀门阻力或"摩擦"所引起的。
这一压力降低过程通常称为“节流”。
对于气体,它接近于等温绝热状态,偏差取决于气体的非理想程度(焦耳一汤姆逊效应)。
在液体的情况下,压力则为紊流或粘滞摩擦所消耗,这两种情况都把压力转化为热能,导致温度略为升高。
常见的控制回路包括三个主要部分,第一部分是敏感元件,它通常是一个变送器。
它是一个能够用来测量被调工艺参数的装置,这类参数如压力、液位或温度。
变送器的输出被送到调节仪表一一调节器,它确定并测量给定值或期望值与工艺参数的实际值之间的偏差,一个接一个地把校正信号送出给最终控制元件一一调节阀。
阀门改奕了流体的流量,使工艺参数达到了期望值。
在气动调节系统中,调节器输出的气动信号可以直接驱动弹簧-薄膜式执行机构或者活塞式执行机构,使阀门动作、在这种情况下,确定阀位所需的能量是由压缩空气提供的,压缩空气应当在室外的设备中加以干燥,以防止冻结,并应净化和过滤。
SDVBDV阀门原理与手动操作

SDVBDV阀门原理与手动操作SDV和BDV阀门是常见的工业阀门,分别是静态密封阀门和双向阀门的缩写。
下面将对这两种阀门的原理和手动操作进行详细介绍。
1.原理:静态密封阀门(SDV)是一种通过阀门内外的静止密封结构来实现阀门开闭和流体控制的装置。
其主要由阀体、阀座、阀瓣和密封结构组成。
当阀瓣紧贴阀座时,阀门处于闭合状态,阻止流体通过;当阀瓣离开阀座时,阀门处于打开状态,允许流体通过。
2.手动操作:(1)首先,确保工作场所安全,佩戴个人防护设备。
(2)检查SDV阀门的各个零部件是否齐全,是否存在损坏或松动。
(3)使用工具(如扳手)操作阀门手轮或手柄,将阀门逐渐打开或关闭。
操作时要保持力度适中,避免过度用力或猛力操作,以免损坏阀门。
(4)在操作过程中,要经常观察阀门的开度,确保阀门能够顺利打开或关闭,并注意阀门是否存在异常声音或泄漏现象。
(5)若发现阀门无法正常开启或关闭,或者有泄漏现象,请及时停止操作,并检查阀门是否受损或需要进行维修。
二、BDV阀门的原理与手动操作:1.原理:双向阀门(BDV)是一种用于控制流体流动方向的阀门,通常由阀体、阀座、阀瓣和密封结构组成。
其特点是可以实现正向流体和逆向流体的控制。
当阀瓣紧贴阀座时,阀门处于闭合状态,阻止流体通过;当阀瓣离开阀座后,流体可以双向流通。
2.手动操作:(1)在进行手动操作之前,需要确保工作环境安全,穿戴个人防护设备。
(2)检查BDV阀门的各个零部件是否齐全,是否存在损坏或松动。
(3)使用工具(如扳手)操作阀门手轮或手柄,将阀门逐渐打开或关闭。
操作时需适度用力,以免损坏阀门。
(4)在操作过程中,要随时观察阀门的开度,确保阀门能够顺利打开或关闭,并注意阀门是否有异常声音或泄漏现象。
(5)若发现阀门无法正常开启或关闭,或存在泄漏现象,应立即停止操作,并检查阀门是否受损或需要进行维修。
总结:SDV阀门和BDV阀门都是常见的工业阀门,分别用于静态密封和双向流动的控制。
电动调节阀使用说明
电动调节阀使用说明格,将面临新的挑战,尤其是在国际矿业巨头继续扩大垄断,谈判双方实力严重失衡的大环境下。
实际上,今年的铁矿石价格谈判时间未到,却早已引起国内外的关注了。
目前,我国铁矿石自给率约为45%至50%,另外一半需要进口,进口分为现货进口和长期协议进口两部分。
作为世界上最大的铁矿石进口国,我国在世界上的地位绝对是举足轻重的。
然而,近几年来,我国钢企参加了几次国际铁矿石价格谈判,但效果都不明显。
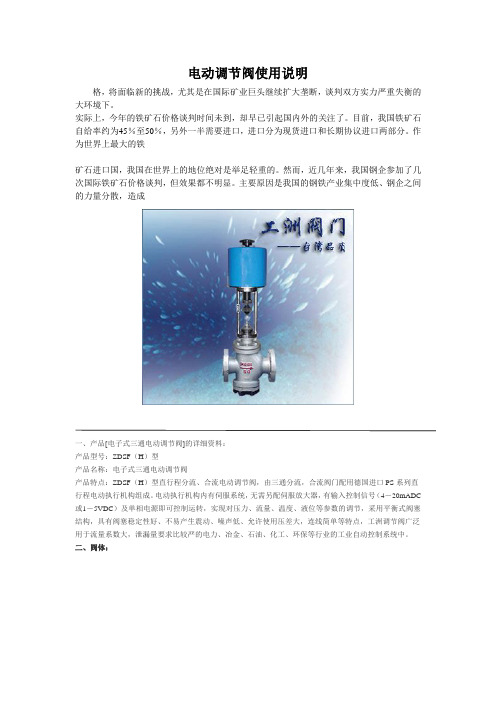
主要原因是我国的钢铁产业集中度低、钢企之间的力量分散,造成一、产品[电子式三通电动调节阀]的详细资料:产品型号:ZDSF(H)型产品名称:电子式三通电动调节阀产品特点:ZDSF(H)型直行程分流、合流电动调节阀,由三通分流,合流阀门配用德国进口PS系列直行程电动执行机构组成。
电动执行机构内有伺服系统,无需另配伺服放大器,有输入控制信号(4-20mADC 或1-5VDC)及单相电源即可控制运转,实现对压力、流量、温度、液位等参数的调节,采用平衡式阀塞结构,具有阀塞稳定性好、不易产生震动、噪声低、允许使用压差大,连线简单等特点,工洲调节阀广泛用于流量系数大,泄漏量要求比较严的电力、冶金、石油、化工、环保等行业的工业自动控制系统中。
二、阀体:形式:三通双座铸造阀公称通径:25-300mm公称压力:PM1.6 4.0 6.4MPa连接形式:法兰式按JB78-59 JB79-59材料:HT200 ZG230—450 ZG1Cr18Ni9TiZG0Cr18Ni12Mo2Ti三、上阀盖:常温型:-20℃-+200℃散热型:-40℃-+450℃压盖形式:螺栓压紧式填料:V型聚四氟乙烯填料、柔性石墨、不锈钢波纹管四、阀内组件:阀芯形式:双导向双座套筒型阀芯流量特性:等百分比特性,线性特性和快开特性材料:1Cr18Ni9Ti 0Cr18Ni12Mo2Ti五、执行机构:类型:可选PS、3810、ZAZ型(DN100以内)、DKZ型(DN100以上)系列电子式直行程执行机构。
Copes-vulcan调节阀使用维护手册

第二部分 维 护......................................................................................................... 9 2.1 注意事项......................................................................................................... 9 2.2 例行检查......................................................................................................... 9 2.3 从调节阀上拆卸执行机构.............................................................................. 11 2.4 解体调节阀 ................................................................................................... 11 2.5 装配调节阀 ................................................................................................... 14 2.6 装配执行机构................................................................................................ 19 2.7 研磨阀塞及套筒 ............................................................................................ 20
SDV15和XDV20液体液压阀门说明书

Instructions-Parts ListSDV15 and XDV20 Dispense Valve312789F- For non-metered dispensing of petroleum and synthetic-based oil - Models: Pages 2 and 31500 psi (10 MPa, 103.4 bar) Maximum Working PressureTI1466aSDV15 Model ShownENModelsModelsSDV15 Dispense Valve ModelsAll models include: 1/2 npt(f) swivel with locking-open triggerPart No.Extension Nozzles Fluid Type247712Rigid Automatic non-drip, quick close Oil247713Flexible Automatic non-drip, quick close Oil247714Gear Lube Automatic, non-drip, quick close Gear Lube247715Rigid Automatic, non-drip, quick close Anti-freeze247716Flexible Automatic, non-drip, quick close Anti-freeze247717NONE NONE AllAll models include: 1/2 - 14 BSPP swivel with locking-open triggerPart No.Extension Nozzles Fluid Type24H384Rigid Automatic non-drip, quick close Oil24H385Flexible Automatic non-drip, quick close Oil24H386Gear Lube Automatic, non-drip, quick close Gear Lube24H387Rigid Automatic, non-drip, quick close Anti-freeze24H388Flexible Automatic, non-drip, quick close Anti-freeze24H389NONE NONE AllAll models include: 1/2 - 14 BSPT swivel with locking-open triggerPart No.Extension Nozzles Fluid Type24H390Rigid Automatic non-drip, quick close Oil24H391Flexible Automatic non-drip, quick close Oil24H392Gear Lube Automatic, non-drip, quick close Gear Lube24H393Rigid Automatic, non-drip, quick close Anti-freeze24H394Flexible Automatic, non-drip, quick close Anti-freeze24H395NONE NONE All2312789FModelsXDV20 Non-metered Valve ModelsNPT Models - All models include locking-open and closed triggerPart No.Swivel Extension Nozzles Fluid Type 2477181/2” npt (f)Rigid High flow, non-drip, quick close Oil / Anti-freeze 2477211/2” npt (f)Flexible High flow, non-drip, quick-close Oil / Anti-freeze 2477223/4“ npt (f)Rigid High flow, non-drip, quck close Oil / Anti-freeze 2477233/4” npt (f)Flexible High flow, non-drip, quick close Oil / Anti-freeze 2477241/2” npt (f)NONE NONE Oil / Anti-freeze 2477253/4” npt (f)NONE NONE Oil / Anti-freezeBSPP Models - All models include locking-open and closed triggerPart No.Swivel Extension Nozzles Fluid Type 24H4071/2” - 14 BSPP Rigid High flow, non-drip, quick close Oil / Anti-freeze 24H4081/2” - 14 BSPP Flexible High flow, non-drip, quick-close Oil / Anti-freeze 24H4093/4“- 14 BSPP Rigid High flow, non-drip, quck close Oil / Anti-freeze 24H4103/4” - 14 BSPP Flexible High flow, non-drip, quick close Oil / Anti-freeze 24H4111/2” - 14 BSPP NONE NONE Oil / Anti-freeze 24H4123/4” - 14 BSPP NONE NONE Oil / Anti-freezeBSPT Models - All models include locking-open and closed triggerPart No.Swivel Extension Nozzles Fluid Type 24H4131/2” - 14 BSPT Rigid High flow, non-drip, quick close Oil / Anti-freeze 24H4141/2” - 14 BSPT Flexible High flow, non-drip, quick-close Oil / Anti-freeze 24H4153/4“ - 14 BSPT Rigid High flow, non-drip, quck close Oil / Anti-freeze 24H4163/4” - 14 BSPT Flexible High flow, non-drip, quick close Oil / Anti-freeze 24H4171/2”- 14 BSPT NONE NONE Oil / Anti-freeze 24H4183/4” - 14 BSPT NONE NONE Oil / Anti-freeze312789F3WarningsWarningsThe following warnings are for the setup, use, grounding, maintenance, and repair of this equipment. The exclama-tion point symbol alerts you to a general warning and the hazard symbol refers to procedure-specific risk. Refer back to these warnings. Additional, product-specific warnings may be found throughout the body of this manual where applicable.4312789FInstallation312789F 5InstallationGroundingThe equipment must be grounded. Grounding reduces the risk of static and electric shock by providing an escape wire for the electrical current due to static build up or in the event of a short circuit.Pump: follow manufacturer’s recommendations.Air and fluid hoses: use only grounded hoses. Air compressor: follow manufacturer’s recommenda-tions.Fluid supply container: follow local code.To maintain grounding continuity when flushing or reliev-ing pressure , always hold metal part of valve firmly to side of grounded metal pail, then trigger valve.Pressure Relief Procedure1.Turn off power supply to pump.2.Trigger valve into waste container to relieve pres-sure.3.Open any bleeder-type air valves and fluid drainvalves in the system.4.Leave drain valve open until you are ready to pres-surize the system.If you suspect the spray tip or hose is clogged or that pressure has not been fully relieved after following the steps above, VERY SLOWL Y loosen tip guard retaining nut or hose end coupling to relieve pressure gradually, then loosen completely. Clear hose or tip obstruction.Pre-Installation Procedure1.Relieve pressure as described in Pressure ReliefProcedure.2.Close fluid shut-off valve (A, F IG . 1).3.Ground hose, reel and console (See Grounding ).NOTICEDo not use PTFE tape on pipe joints; it may cause aloss of ground across the pipe joint.The equipment stays pressurized until pressure is manually relieved. To reduce the risk of serious injury from pressurized fluid, accidental spray from the dis-pense valve or splashing fluid, follow this Pressure Relief procedure whenever you:•Are instructed to relieve pressure•Check, clean or service any system component •Install or clean fluid nozzlesInstallation6312789FTypical InstallationF IG . 1 shows a typical installation. The installation is only a guide. The components shown are typical; however, it is not a complete system design. Contact your Graco distributor for assistance in designing a system to suit your particular needs.Dispense valves can also be installed on a console.Installation Procedure1.Relieve pressure , page 5.Steps 2 - 6 are the Flushing Procedure.2.Close fluid shut-off valve (A) at each dispense posi-tion.3.Make sure main fluid outlet valve at pump is closed,the air pressure to the pump motor is adjusted, and the air valve is open. Slowly open main fluid valve.4.Place hose end (with no dispense valve connected)into a container of waste oil. Secure hose in con-tainer so it will not come out during flushing. If you have multiple dispense positions, flush the dispense position farthest from pump first and work your way toward the pump.5.Slowly open fluid shut off valve (A) at dispense posi-tion. Flush out a sufficient amount of oil to ensure the entire system is clean. Close valve.6.Repeat Step 5 for all dispense positions.•Do not use this dispense valve on non-Graco con-soles. Such use could result in trigger becoming inadvertently pressed while valve is stowed.•To prevent line contamination, which can cause equipment damage or malfunction, flush the lines before your install the equipment in the system.F IGIf this is a new installation, or if the lines are contami-nated, flush the lines before you install dispensing valve.Key DescriptionA Fluid shutoff valveBHoseC Hose reel fluid inlet hoseD Hose reel EDispense valveA Thermal Relief Kit (not shown) is required.The Kit required will vary by pump selected. See Parts, page 16 for a list of available kits.Operation312789F 7Existing Installation1.Relieve pressure , page 5.2.Loosen and disconnect hose from old dispensevalve (the one you are replacing).Existing or New InstallationFor Steps 3 - 5 see F IG . 2.3.Thread extension (11) into outlet of the dispensevalve handle (1). Tighten securely.4.Apply thread sealant to male threads of hose fitting.Thread hose fitting into swivel (6). Tighten firmly.5.Thread nozzle (12) or nozzle adapter onto extensionand tighten firmly.6.Open all dispense position shut-off valves. Startpump to pressurize system.OperationFor part numbers referenced in these instructions, see Parts, page 10.Dispensing Procedure1.Open (or unlock) nozzle.2.Pull trigger (15) toward the valve handle (1) to openvalve and begin dispensing.3.Lock valve open by keeping trigger (15) squeezedand depressing trigger lock button (14). Then you can release trigger.4.To release trigger lock (14), pull trigger (15) towardvalve handle (1). 5.Release trigger (15) to stop dispensing.6.Close (lock) nozzle.•Do not overtighten extension.•Thread extension in at least three full turns. Position extension for proper alignment with valve handle (1) and tighten nut (11a).F IG. 2611a11121ti11466aTo reduce the risk of a serious bodily injury, including fluid injection, never exceed the maximum working pressure of the valve you are using or of the lowest rated component in your system.The XDV20 dispense valve trigger automatically locks whenever you release the trigger and must be unlocked each time you begin a new dispense.Troubleshooting8312789FTroubleshootingRelieve pressure before you check or repair dispense valve. Be sure all other valves and controls and the pump are operating properly.*Some fluid seepage is possible in applications where thermal expansion of fluid is possible.ProblemCauseSolutionSlow or no fluid flowScreen is clogged 1.Relieve pressure.2.Clean or replace strainer (4a)and washer 4b. Order Filter Kit 256164.3.If the problem remains, contactyour Graco distributor for repair or replacement.Pump pressure is low Shutoff valve is not full openOil leaks from swivel Swivel is looseT orque the swivel (6) to 7-10 ft-lb (9-13 N.m).If the problem remains, contact your Graco distributor for repair or replacement.O-ring is worn or damagedReplace swivel (6). Torque swivel to 7-10 ft-lb (9-13 N.m).If the problem remains, contact your Graco distributor for repair or replacement.Oil drips from nozzle*Nozzle is damaged or obstructed Inspect nozzle for damage or obstructions. Replace if damaged.Valve leaksO-rings or valve seat are worn or damagedReplace seals (9) and/or valve seat (2).Service312789F 9ServiceValve Handle Repair1.Relieve pressure , page 5.2.If you are replacing the seals (9), the cam (8) or thepush rod (3), remove the swivel (6) and remove the internal pieces. You must remove the cam in order to get the push rod out of the valve end.3.Remove screws (7) and washers (10) and removetrigger (15). 4.Push cam (8) out of valve handle (1). 5.Replace seals (9) and/or cam (8).6.Replace any worn or broken parts.7.Reassembly internal parts. Refer to F IG . 3 for cor-rect installation order and orientation of parts.8.Lubricate the cam (8) and slide it into the valve han-dle (1), making sure the notch is oriented as shown in F IG . 3, with the large end of the push rod (3) rest-ing in the notch of the cam.9.Replace the screws (7) and seals (9). Torquescrews to 15 -25 in-lb (1.7 to 2.8 N•m).10.Replace swivel (6). Torque to 7-10 ft-lb (31 to 44N•m).Filter ReplacementOrder Filter Kit 256164.1.Relieve pressure, page 5.2.Unscrew hose fitting from swivel (6).3.Remove swivel (6) from valve handle (1).4.Remove strainer (4a) and washer (4b) from inside ofswivel (6).5.Replace washer (4b) and strainer (4a). Refer to F IG .4 to ensure correct orientation of filter in swivel.6.Thread hose fitting into swivel (6) and tighten.Torque swivel to 7-10 ft-lb (31- 44 N•m).The large end of the push rod (3) fits into a notch in the cam (8) which is part of the trigger assembly. It is important you know this before you remove orinstall parts.The push rod (3) must be inserted through the out-let end of the valve handle before cam (8) is installed.F IG . 36173891015ti12073a710F IG . 4ti12074a14b 4a6Parts10312789FPartsSDV15 Dispense ValvesFN Part No.DescriptionQty 115R709HANDLE, valve, standard duty 12191313SEAT , valve 13277673ROD, push14256164KIT, filter, includes 4a and 4b 14a STRAINER 104b WASHER, plain106238399SWIVEL, straight, NPT 124H382SWIVEL, straight, BSPP 124H383SWIVEL, straight, BSPT 17110637SCREW, machine, pan head 28191315CAM19113574SEAL, quad ring 210191552WASHER, flat 211*KIT, nozzle and extension, page 12112*113113924SPRING, compression 11415R526LOCK, trigger 115191320TRIGGER 116192106GUIDE, spring 118113493SPRING, compression 120†172479T AG, warning 12215K672ADAPTER, o-ring, model 247714125†290180T AG, caution 1*These parts are not included on model 247717† Not shownFN Part No.DescriptionQty ti11467b64b4a18271013111215161413910781112111222T orque to 7-10 ft. lbs (9-13 N•m)112T orque to 15 - 25 in. lbs (1.7- 2.8 N•m)22Parts312789F 11PartsXDV20 Non-metered ValvesFN Part No.Description Qty 115M660HANDLE, valve, medium duty 1215U704SEAT , valve 13277673ROD, push 14256164KIT, filter, includes 4a and 4b 14a STRAINER 104b WASHER, plain 106247344SWIVEL, straight, 1/2 NPT models 247718, 247721, 247724124H097SWIVEL, straight, 1/2 BSPT, mod-els 24H413, 24H414, 24H417124H098SWIVEL, straight, 1/2 BSPP , mod-els 24H407, 24H408, 24H411247345SWIVEL, straight, 3/4 NPT models 247722, 247723, 24772524H099SWIVEL, straight, 3/4 BSPT, mod-els 24H415, 24H416, 24H418124H100SWIVEL, straight, 3/4 BSPP , mod-els 24H409, 24H410, 24H4127110637SCREW, machine, pan head 28191315CAM 19113574SEAL, quad ring 210191552WASHER, flat211*KIT, nozzle and extension, page 12112*113114680PIN, dowel 11415R016LATCH, pin 11515M886TRIGGER 11615R015LATCH, arm 11715R014LATCH, spring 11815R013LATCH, lever 120113493SPRING, compression 122†172479T AG, warning 12415U700PLUNGER, trigger, lift 12515U701SPRING, secondary 126†290180T AG, caution 1* These parts are not included on models 247724 or 247725† Not shownFNPart No.Description Qty ti12076a664b4a20217103121111710989171613181415T orque to 7-10 ft. lbs (9-13 N•m)1Torque to 15- 25 in. lbs (1.7- 2.8 N•m)222112524Parts12312789FSDV15 Nozzle Extension KitsPart No.DescriptionFluid Type*illustration note255852*Automatic, non-drip quick close nozzle with rigid extension.Oil255853*Automatic, non-drip quick close nozzle with flexible extensionOil255854Non-drip, quick close nozzle with rigid exten-sionGear Lube*Used for dispensing 5gpm (22.7 lpm) or less.continuedti11826ti11827ti11825ti11827ti11831ti11830ti12078aParts312789F 13255855*Non-drip, quick close nozzle with rigid exten-sionAnti-freeze255856*Non-drip, quick close nozzle with flexible extensionAnti-freeze255857Non-drip, quick close, high-flow nozzle with rigid extension Oil and Anti-freeze255858Non-drip, quick close, high flow nozzle with flexible extension Oil and Anti-freeze*Used for dispensing 5gpm (22.7 lpm) or less.Part No.Description Fluid Type*illustration noteti11826ti11828ti11825ti11828ti11826ti11829ti11825ti11829Parts14312789FSDV15 Nozzle KitsPart No.DescriptionQtyFluid Type255459*Automatic, non-drip, quick-close nozzle Oil• BODY , nozzle 1• O-RING, packing 1• SPRING, compression 1• O-RING, packing 1• STEM, nozzle, valve 1• SEAT, valve1255460*Automatic, non-drip, quick-close nozzle Anti-freeze• BODY , nozzle1• SPRING, compression 1• O-RING, packing 1• STEM, nozzle, valve,1• O-RING, packing 1• SEAT, valve1255461Automatic, non-drip, high-flow nozzle Oil and Anti-freezea • STEM, nozzle, qty 1b • BODY , nozzle, qty 1c • O-RING, packing, qty1d • O-RING, packing, qty 1e • O-RING, packing, qty 1255470Non-drip, quick-close nozzle Gear Lube • Housing 1• Body, nozzle 1• O-RING, packing 1• O-RING, packing,1• Plug, Hollow, hex1*Used for dispensing 5gpm (22.7 lpm) or less.Parts312789F 15XDV20 Nozzle Extension KitsXDV20 Nozzle KitsPart No.DescriptionFluid Type*illustration note255921Non-drip quick close,high flow nozzle with rigid extension. Oil and Anti-freeze255859Non-drip quick close, high flow nozzle with flexible extension.Oil and Anti-freezeti12680ati12679aPart No.DescriptionQtyFluid Type255793Non-drip, quick close, high flow nozzle Oil and Anti-freeze• O-RING, packing 1• O-RING, packing 1• BODY , nozzle, high flow 1• O-RING, packing 1• STEM, nozzle, heavy duty1Technical Data16312789FThermal Relief KitsTechnical DataPart No.DescriptionPSI (bar) Rating 112353Diaphragm pump for fuel dispense, valve only 50 psi (3.4 bar)235998Mini Fire-Ball ™ 225, 3:1 600 psi (41 bar)237601Fire-Ball 425, 3:1600 psi (41 bar)237893Fire-Ball 300, 5:1 and Fire-Ball 425, 6:1 900 psi (62 bar)248296Fire-Ball 300, 5:1 and Fire-Ball 425, 6:1 (same as 237893 minus bung adapter and swivel. Includes 6-foot hose)900 psi (62 bar)238899Diaphragm pump 150 psi (10.4 bar)240429Fire-Ball 425, 10:11600 psi (110 bar)248324Fire-Ball 425, 10:1 (same as 240429 minus bung adapter and swivel. Includes 6-foot hose)1600 psi (110 bar)Maximum Flow RangeSDV1515 gpm (56.8 lpm)XDV2020 gpm (75 lpm)Maximum Working Pressure SDV15/XDV201500 psi (102 bar)SDV15/XDV20 Weight 0.4 lbs (0.18 kg)Inlet See pages 2 and 3 for models and configuration information OutletSDV153/4 - 16 straight thread o-ring boss XDV207/8 - 14 straight thread o-ring Operating temperature range -40°F to 180°F (-40°C to 82°C)Wetted partsAluminum, Stainless Steel, CS, Acetal, Nitrile Rubber, TPE Fluid compatibilityAntifreeze, gear lube, oilNotes Notes312789F17All written and visual data contained in this document reflects the latest product information available at the time of publication.Graco reserves the right to make changes at any time without notice.Original instructions. This manual contains English. MM 312789For patents see: /patentsGraco Headquarters: MinneapolisInternational Offices: Belgium, China, Japan, Korea GRACO INC. P.O. BOX 1441 MINNEAPOLIS, MN 55440-1441Copyright 2008, Graco Inc. is registered to I.S. EN ISO 90015/2008, Revised May 2016Graco 7-Year Meter and Valve WarrantyGraco warrants all equipment referenced in this document which is manufactured by Graco and bearing its name to be free from defects in material and workmanship on the date of sale to the original purchaser for use. With the exception of any special, extended, or limited warranty published by Graco, Graco will, for a period from the date of sale as defined in the table below, repair or replace equipment covered by this warranty and determined by Graco to be defective. This warranty applies only when the equipment is installed, operated and maintained in accordance with Graco’s written recommendations.This warranty does not cover, and Graco shall not be liable for general wear and tear, or any malfunction, damage or wear caused by faulty installation, misapplication, abrasion, corrosion, inadequate or improper maintenance, negligence, accident, tampering, or substitution ofnon-Graco component parts. Nor shall Graco be liable for malfunction, damage or wear caused by the incompatibility of Graco equipment with structures, accessories, equipment or materials not supplied by Graco, or the improper design, manufacture, installation, operation or maintenance of structures, accessories, equipment or materials not supplied by Graco.This warranty is conditioned upon the prepaid return of the equipment claimed to be defective to an authorized Graco distributor for verification of the claimed defect. If the claimed defect is verified, Graco will repair or replace free of charge any defective parts. The equipment will be returned to the original purchaser transportation prepaid. If inspection of the equipment does not disclose any defect in material or workmanship, repairs will be made at a reasonable charge, which charges may include the costs of parts, labor, and transportation.THIS WARRANTY IS EXCLUSIVE, AND IS IN LIEU OF ANY OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO WARRANTY OF MERCHANTABILITY OR WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE .Graco’s sole obligation and buyer’s sole remedy for any breach of warranty shall be as set forth above. The buyer agrees that no other remedy (including, but not limited to, incidental or consequential damages for lost profits, lost sales, injury to person or property, or any other incidental or consequential loss) shall be available. Any action for breach of warranty must be brought within one (1) year past the warranty period, or two (2) years for all other parts.GRACO MAKES NO WARRANTY, AND DISCLAIMS ALL IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, IN CONNECTION WITH ACCESSORIES, EQUIPMENT, MATERIALS OR COMPONENTS SOLD BUT NOTMANUFACTURED BY GRACO . These items sold, but not manufactured by Graco (such as electric motors, switches, hose, etc.), are subject to the warranty, if any, of their manufacturer. Graco will provide purchaser with reasonable assistance in making any claim for breach of these warranties.In no event will Graco be liable for indirect, incidental, special or consequential damages resulting from Graco supplying equipment hereunder, or the furnishing, performance, or use of any products or other goods sold hereto, whether due to a breach of contract, breach of warranty, the negligence of Graco, or otherwise.Graco InformationTO PLACE AN ORDER, contact your Graco distributor or call to identify the nearest distributor.Phone: 612-623-6928 or Toll Free: 1-800-533-9655, Fax: 612-378-3590Graco 7-Year Meter and Valve Extended WarrantyComponentsWarranty PeriodStructural Components 7 years Electronics3 years Wear Parts - including but not limited to o-rings, seals and valves1 year。
SDDRA-7...-6...三路压力减震阀说明书

3-Way Pressure-Reducing Valve, ISO Size 03 Q max = 60 l/min, p max = 315 barSandwich design, with manual adjustment, direct actingSeries SDDRA-7…S With cartridge valve, type DDRA-7L…-10…S Interface to ISO 4401-03-02S Full-flow secondary pressure reliefS Function in the P or A lineS5 pressure ranges availableS With pressure-gauge portS Excellent stability over the whole pressureand flow rangeS External cartridge parts with zinc-nickel plating1DescriptionSeries SDDRA-7…-6… sandwich valves are high performance, manually adjusted 3-way pressure-reducing valveswith a size 03 interface to ISO 4401-03-02. The main components of the valves are a sandwich body (stack-mountingbody) and the screw-in cartridge (type DDRA-7L…-10…).The pressure-reducing cartridges are direct acting and designed on the sliding-spool principle. Two models are available, one with the function in P and the other with the function A and an integral bypass check valve. These valves reduce the pressure in the secondary side of P or A (for flowIN) respectively to the value set at the pressure adjustment.The 3-way pressure-reducing cartridges function as full-flow pressure-relief valves from port P → T or A → T respectively as soon as the reduced pressure rises above thevalve pressure setting. A pressure-gauge port M (G1/4”) isalso provided in the secondary circuit. These sandwich valves are used to reduce the system pressure in mobile andindustrial applications. All external parts of the cartridge arezinc-nickel plated according to DIN EN ISO 19 598 and arethus suitable for use in the harshest operating environments. The sandwich body is sealed at its manifold side (theconnections side) by means of O-rings fitted in counterbores.2Technical dataGeneral characteristics Description, value, unitDesignation3-way pressure-reducing valveDesign sandwich design, with manual adjustment, direct acting Mounting method 4 x ∅ 5.4 holes for M5 cap screwsSize size 03 interface to ISO 4401-03-02 / DIN 24 340 A6 Weight 2.5…2.9 kgMounting attitude unrestrictedAmbient temperature range-25 °C … +80 °CSurface corrosion protection withoutHydraulic characteristics Description, value, unitMaximum operating pressure315 barFlow range…60 l/minNominal pressure ranges…30 bar, …60 bar, …100 bar, …160 bar, …250 barFlow direction see symbolsDescription, value, unitHydraulic characteristics Hydraulic fluidHL and HLP mineral oil to DIN 51 524;for other fluids, please contact BUCHER Hydraulic fluid temperature range -25 °C … +80 °CViscosity range10…650 mm 2/s (cSt), recommended 15...250 mm 2/s (cSt)Minimum fluid cleanlinessCleanliness class to ISO 4406 : 1999class 20/18/153SymbolFunction in PP TB ASDDRA-7…-P-6…Function in A(for flow IN)P TB ASDDRA-7…-AZR-6…4Dimensions & sectional view4.1Function in P171 51)Valve side2)Connections side (manifold side)M Pressure-gauge port (with G 1/4” threaded plug, ED VSTI)4.2Function in A (for flow IN), with bypass check valve17s11)Valve side2)Connections side (manifold side)M Pressure-gauge port (with G 1/4” threaded plug, ED VSTI)5Installation informationIMPORTANT!When installing the valve, make sure that the mating face (the manifold interface) aligns with thevalve interface. Do not confuse the sandwich valve's manifold side and directional-valve side. Setthe required pressure with the adjusting screw(s1). After you have set the valve, lock the adjusting screw with the lock nut.ATTENTION!Only qualified personnel with mechanical skillsmay carry out any maintenance work. Generally,the only work that should ever be undertaken is tocheck, and possibly replace, the seals. Whenchanging seals, oil or grease the new seals thoroughly before fitting them.Seal kit NBR no. DS-401-N 3)Item Qty.Description14O-ring no. 012∅ 9,25 x 1,78 N9021Seal kit NBR no. DS-324-Nfor pressure-reducing cartridge DDRA-7L…IMPORTANT!3)Seal kit with FKM (Viton) seals, no. DS-401-V6Performance graphsIMPORTANT!Detailed performance data and other hydrauliccharacteristics can be found in the data sheet forthe 3-way pressure-reducing cartridge that is fitted (data sheet ref. no. 400-P-260701-E).7Ordering codeS =D =DR =A ... Q =Z ... R =7=L =P =AZR =6=25=16=10=06=03=S=(blank)=V =8Related data sheetsReference (Old no.)Description400-P-030501(i-31)Size 03 interface to ISO 4401-03-02400-P-2607013-way pressure-reducing valve, size 10, series DDRA-7L…-10…E 2021 by Bucher Hydraulics AG Frutigen, CH-3714 Frutigen****************************All rights reserved.Data is provided for the purpose of product description only, and must not be construed as warranted characteristics in the legal sense. The information does not relieve users from the duty of conducting their own evaluations and tests. Because the products are subject to continual improvement, we reserve the right to amend the product specifications contained in this catalogue.Classification: 430.305.305.330.315.355。
SD-50电动阀使用说明书

SD-50电动阀使用说明书
1.SD-50电动阀安装前请先将阀接通电源,观察其是否运转正常
2.SD-50电动阀安装时请用户注意将可调节一侧的由令用手拧紧即可。
千万勿用加长杠杆类工具,以免过度拧紧将阀座抱住,阀球难以转动。
调节:
本公司在产品下线之前,对阀球进行了调整,用户可以按照以上的安装要求进行安装,但是由于用户材料、压力和使用时间的不同,也会产生以下情况:
1.若听到执行器有带动阀比较费劲的声音,可以将活动阀座用随阀附带的专用工具稍稍调松(调后有漏的现象可再回调一点)。
2.使用一段时间后阀球转动不畅,也需将阀球松紧略做调节。
3.当材料为气体或系统的压力较高时,以上的调整更为重要。
SD系列电动执行机构调试使用说明书-伯纳德(1).

3、(1制动时间的选择:经过现场的长期实际运行,控制板如使用在单相电机(220V AC时,该制动时间“ d ”值推荐按如下数值选择:当轴输出力矩为250N/M时, d值应在d=03、d=04、d=05中选择,当轴输出力矩为600N/M时, d值应在d=04、d=05、d=06中选择,当轴输出力矩为1000N/M时, d值应在d=05、d=06、d=07中选择,当轴输出力矩为1600N/M时, d值应在d=06、d=07、d=08中选择,当轴输出力矩为2200N/M时, d值应在d=07、d=08、d=09中选择• • • • • •。(2控制板如使用在三相电机(380V AC时,将d值调正为0,即“ d00”。该种状态下制动时间的调整是由三相功率模块上的“ DIP ”开关对正、反转制动时间进行调正。
(二通电
上述过程完成后就可以通电调整。
判断伺服电机转向
(1 (220V AC伺服电机将定位器面板的“手/自动”开关拨至“手动位置” ,按动“▲”、“▼”检查电机运行情况。按“▲”键时“ P ”值显示数值应当增加,且执行机构向“正转”方向转动;如数值减小则说明电机内部接线接反,应调整内部接线端子(2、3电机端子接线位置,再按“▼”键“P”值应减小,上述过程
8.断信号、锁定、报警功能,执行器在运行过程中随机自检,运行状态诊断功能,当
出现断信号时,执行器可预先按系统工艺要求,运行到应急设置位置(全开、全关、停止或指定位置。
9.自动判断伺服电机启动电流与超力矩状况,力矩传感器检测到超力矩信号后,根据系统工艺要求可随机组态正向与反向超力矩报警输出至控制室。
10.动态电制动,位置传感器测量到行程平衡点后,电子制动到准确位置,依据不同的力矩输出可独立设置正行程、反行程,制动时间(DIP设置,克服了机械摩擦制动缺陷。
“SD”调节阀使用说明书(DOC)

COPES-VULCAN带快速更换内部部件的单座“SD”调节阀安装、运行、维护使用说明书SINGLE WEB “SD” TYPE CONTROL VALVE WITH QUICK CHANGE TRIM目录引言 (3)第一部分安装 (4)1.1验收 (4)1.2储存 (4)1.3安装 (4)1.4调试前复检 (6)1.5执行机构及配件 (6)1.6运行要求 (6)第二部分维护 (7)2.1注意事项 (7)2.2例行检查 (7)2.3从调节阀上拆卸执行机构 (9)2.4解体调节阀 (9)2.5装配调节阀 (12)2.6装配执行机构 (17)2.7研磨阀塞及套筒 (18)图1调节阀剖面图 (20)图2螺栓紧固顺序 (22)表1紧固力矩 (23)表2阀塞和阀杆组件紧固力矩 (24)引言SD型调节阀是用于高温高压工况下的调节阀,其尺寸范围为3/4”、1”、1.5”、2”、3”、6”、8”、10”、12”、14”和16”(20mm、25 mm、40 mm、50 mm、80 mm、150 mm、200 mm、250 mm和300 mm、350 mm、400 mm),ANSI压力磅级由150磅级到2500磅级。
每个阀门由几个分项组件组成。
例如在图一中,阀体组件包含阀体〔1〕、阀盖螺栓〔13〕及阀盖螺母〔14〕和阀盖/阀体密封垫圈〔15〕。
阀盖组件包含阀盖〔2〕、盘根螺栓及螺母〔11〕和〔12〕,及根据阀门与执行机构的几种不同连接方式所需要配备的零件:压块连接包含压块〔22〕及内六角螺栓〔23〕;螺杆连接包含螺纹环〔32〕;螺栓连接包含螺栓〔33〕和螺母〔34〕。
盘根组件包含支撑环〔7〕、盘根〔8〕、盘根压盖或盖圈〔9〕及盘根紧固件〔10〕组成。
如果采用双盘根自然就包含两套盘根〔8〕及一个隔离套环〔24〕。
阀塞组件的构成取决于种类及尺寸,阀塞有平衡及非平衡式之分,尺寸有全尺寸及变径之分。
非平衡单座阀塞包含阀塞〔3〕、阀座〔5〕、套筒〔4〕、阀杆〔6〕、阀杆固定销〔17〕、和阀塞密封垫圈〔16〕。
SD943H伸缩蝶阀使用说明书 硬密封DN900

SD943H-10C DN900结构和主要尺寸产品结构及特点:1、本伸缩阀属三维偏心高性能多用蝶阀,由于特殊的几何形状,经计算机优化设计,得出最佳设计参数,使启闭力矩减至最小,达到无摩擦,零泄漏的理想目的;温度-29~80℃2、硬密封副选用不锈钢、高温石棉多层复合,并在制造过程中进行特殊工艺处理;具有耐高温、抗腐蚀、使用寿命长的特点;3、流通面积大,流阻系数小,开度在10°~70°内时流量Cv值近似于等百分比特性;4、结构紧凑,外型美观,体积小、重量轻、便于安装维护,操作灵活,该阀是目前理想的换代产品.5、除手动以外可与任何电动、气动、液动、等到机构配套使用,实现远程控制调节或切断介质流量目的.安装与使用1、本蝶阀可在空间任意角度的管道上安装。
安装时用户确认产品的性能范围是否与适用工况一致,并要擦拭阀体内腔,使阀板处于关闭位置,并防止颗粒杂物落入阀腔内。
2、本蝶阀安装方向优先采用介质流向与阀体上箭头一致安装方向。
3、本蝶阀与管道连接时,(确定管道需要长度,先松开伸缩器压圈螺栓,将伸缩器伸至中间位置,不得超出伸缩量,方便安装)要求管道上使用对焊钢制法兰或蝶阀专用法兰,并用螺栓连接,两侧加密封垫圈,连接螺栓要对角拧紧,并将蝶阀打开。
4、对采用手柄操作的蝶阀,操作时顺时针转动手柄为关,逆时针转动手柄为开,蝶板的开度可由指示盘上的齿形控制,当开度达到要求时,松开手柄即可固定蝶板的工作位置,达到调节的目的。
对于其他传动的蝶阀其启闭位置均由限位机构限位,并同步指示蝶板的开启状态。
用户在第一次使用本产品时,应先手动至一定位置,检查其指示盘方向与阀门的开启方向是否一致,如一致即可正常使用。
5、阀门需配备四条限位螺栓,本碟阀最大伸缩量不得超出上图所提供数据。
可能发生的故障及消除方法DN900伸缩蝶阀使用说明书上海良工阀门有限公司。
SD系列执行器 说明书

PAGE 7 8 9 9 9 9 10 10来自11 12 13 141
1. 安全须知
本设备符合目前常用的安全标准
本设备的所有安装、调试和使用都应该让有经验的技术人员完成,在做 这些工作之前,请仔细阅读和安装调试有关的技术文件。
2. 安装 执行器和阀门之间的连接,应该使用恰当的螺栓或连接装置,并确保安 全可靠。
3. 手轮操作和电机离合 通常情况下,除 AS100, AS200, AS400, SRA, SRC 和 ASM 型号以外,手轮 都会随电机转动,但手轮上无任何凸起物,不会造成操作者的伤害,而且 高扭矩执行器还有力矩限位装置,提供附加的保护功能。
AS100/AS200/AS400/SRA/SRC/ASM 型: 这些执行器都带有电机驱动优先的手轮离合器,手轮操作时,将离合器旋钮 上的箭头对准箱体上的三角即可(必要时转动一下手轮,以便离合器啮合)。 当电机运行时,离合器自动脱离。
执行器组装完毕后,可以安装在任何位置,然而应尽量避免让电缆接头 冲上,以免造成松框漏水。电机一般不要在下边,以防内部的冷凝水进 入电机里边。
Note 1 : 搬动执行器时请勿将手轮当把手,以免造成蜗轮蜗杆的损坏。 Note 2 : 如果执行器需要和阀门安装后,再提供给客户,事前应进行基本
设定,请参考 § 3,4 和 9 Note 3 : 长期储存后的执行器需要安装调试的请参考 §.9 f
下列项目必须进行检查: a) 现场供电是否和执行器名牌相符; b) 所有电缆是否连接可靠; c) 将阀门转到半开状态下;
9
d) 操作执行器向开方向运行,检查电机运行方向是否正确,用手按动开 方向限位开关,电机应立即停止运行。 同样方法检查关方向电机运行是否正确,限位开关工作是否正常。
电动调节阀说明书

调节阀电动调节阀是工业自动化过程控制中的重要执行单元仪表;随着工业领域的自动化程度越来越高,正被越来越多的应用在各种工业生产领域中;与传统的气动调节阀相比具有明显的优点:电动调节阀节能只在工作时才消耗电能,环保无碳排放,安装快捷方便无需复杂的气动管路和气泵工作站;阀门按其所配执行机构使用的动力,按其功能和特性分为线性特性,等百分比特性及抛物线特性三种阀门结构由电动执行机构和调节阀连接组合后经过机械连接装配、调试安装构成电动调节阀;主要零件零件材料:阀体、阀盖、填料压盖、阀杆、阀瓣、密封圈、指示标、阀杆螺母、螺帽套材料:灰铸铁、铸钢、不锈钢、黄铜工作原理工作电源:DC24V,AC220V,AC380V等电压等级;输入控制信号:DC4-20MA或者DC1-5V;反馈控制信号:DC4-20MA负载电阻碍500欧姆以下通过接收工业自动化控制系统的信号如:4~20mA来驱动阀门改变阀芯和阀座之间的截面积大小控制管道介质的流量、温度、压力等工艺参数;实现自动化调节功能;新型电动调节阀执行器内含饲服功能,接受统一的4-20mA或1-5V·DC的标准信号,将电流信号转变成相对应的直线位移,自动地控制调节阀开度,达到对管道内流体的压力、流量、温度、液位等工艺参数的连续调节;流量特性电动调节阀的流量特性,是在阀两端压差保持恒定的条件下,介质流经电动调节阀的相对流量与它的开度之间关系;电动调节阀的流量特性有:线性特性,等百分比特性及抛物线特性三种;应用领域电力、化工、冶金、环保、水处理、轻工、建材等工业自动化系统领域;安装电动调节阀最适宜安装为工作活塞上端在水平管线下部;温度传感器可安装在任何位置,整个长度必须浸入到被控介质中;电动调节阀一般包括驱动器,接受驱动器信号0-10V或4-20MA来控制阀门进行调节,也可根据控制需要,组成智能化网络控制系统,优化控制实现远程监控;电气原理动作原理:电机电源220VAC 或者380VAC,控制信号4~20mA,阀里面有控制器,控制器把电流信号转换为步进电机的角行程信号,电机转动,由齿轮,杠杆,或者齿轮加杠杆,带动阀杆运作,实现直行程或角行程反馈:电机运行,通过齿轮运转,由三接头的滑动变阻器输出阀门的定位信号,此外还有三根线的限位信号全开,全闭;公共线分类ZDLW电子式电动调节阀ZAZP型电动直通单座调节阀ZAZN电动直通双座调节阀ZAZM/P电动套筒调节阀ZAZQX型电动三通合流分流调节阀ZAZS型电动角型调节阀ZAZS型电动角型调节阀HTNT961Y减温水调节阀ZAZT、ZAZTC型电动隔膜调节阀ZAZPF46-10W型电动衬氟波纹管调节阀ZDLP型电子式电动单座调节阀ZDLN型电子式电动双座调节阀ZDLMP型电子式电动精小型套筒调节阀ZDZDLPM型智能型电动调节阀ZDLQ、ZDLX 型电子式电动三通调节阀ZDLW电子式电动调节阀类似产品自力式调节阀与电动调节阀功能相似的还有:;自力式调节阀不需外加能源,通过调节设定点控制温度;当温度升高,阀门根据温度变化成比例的关闭;自力式调节阀包含一个和一个包含一个温度传感器、一个设定点调整器、一个毛细管和一个工作活塞,电动执行器依靠选择不同的温度状态应用;温度调节阀根据液体膨胀原理操作,如果在传感器上的温度升高,将使得液体填充物同时加热并膨胀,在工作活塞的作用下阀门关闭,此时将冷却介质;通过设定点键可以一步步调整,电动二通阀可以在标尺上读出;所有的温控器都配有一个超温安全保护设备;使用维修随着工业的迅速发展,电动调节阀在冶金、石油化工等领域的应用越来越广泛,其稳定性、可靠性也显得越来越重要,它的工作状态的好坏将直接影响自动控制过程,本文将详细阐述电动调节阀的使用和维修;电子式电动单座调节阀,是由直行程全电子式电动执行机构和顶导向式直通低流阻单座阀组成;具有结构紧凑、重量轻、动作灵敏、流体通道呈S流线型、压降损失小、阀容量大、流量特性精确,直接接受调节仪表输入的4-20mA DC 0-10mA DC或1-5V DC等控制信号及单相电源即可控制运转,实现对工艺管路流体介质的自动调节控制,广泛应用于精确控气体、液体、蒸汽等介质的工艺参数如压力、流量、温度、液位等参数保持在给定值;安装使用注意事项新设计、安装的控制系统,为了确保调节阀在开车时能正常工作,并使系统安全运行,新阀在安装之前,应首先检查阀上的铭牌标记是否与设计要求相符;同时还应对以下项目进行调试;基本误差限;全行程偏差;回差;死区;泄漏量在要求严格的场合时进行;如果是对原系统中调节阀进行了大修,除了对上述各项进行校验外,还应对旧阀的填料函和连接处等部位进行密封性检查;在现场使用中,很多往往不是因为调节阀本身质量所引起,而是对调节阀的安装使用不当所造成,如安装环境、安装位置及方向不当或者是管路不清洁等原因所致;因此电动调节阀在安装使用时要注意以下几方面:⑴调节阀属于现场仪表,要求环境温度应在-25~60℃范围,相对湿度≤95%;如果是安装在露天或高温场合,应采取防水、降温措施;在有震源的地方要远离振源或增加防振措施;⑵调节阀一般应垂直安装,特殊情况下可以倾斜,如倾斜角度很大或者阀本身自重太大时对阀应增加支承件保护;⑶安装调节阀的管道一般不要离地面或地板太高,在管道高度大于2 m时应尽量设置平台,以利于操作手轮和便于进行维修;⑷调节阀安装前应对管路进行清洗,排除污物和焊渣;安装后,为保证不使杂质残留在阀体内,还应再次对阀门进行清洗,即通入介质时应使所有阀门开启,以免杂质卡住;在使用手轮机构后,应恢复到原来的空档位置;⑸为了使调节阀在发生故障或维修的情况下使生产过程能继续进行,调节阀应加旁通管路;同时还应特别注意,调节阀的安装位置是否符合工艺过程的要求;⑹电动调节阀的电气部分安装应根据有关电气设备施工要求进行;如是隔爆型产品应按爆炸危险场所电气设备安装规范要求进行安装;如现场导线采用SBH型或其它六芯或八芯、外径为 mm左右的胶皮安装电缆线;在使用维修中,在易爆场所严禁通电开盖维修和对隔爆面进行撬打;同时在拆装中不要磕伤或划伤隔爆面,检修后要还原成原来的隔爆要求状态;⑺执行机构的减速器拆修后应注意加油润滑,低速电机一般不要拆洗加油;装配后还应检查阀位与阀位开度指示是否相符;调节阀系列选型系统应用调节阀选型软件之所以上升为选型系统,有它的创新点所在:1 选型系统借助互联网,将企业在全国各地销售网点的订货信息自动传输至企业本部信息系统中,进行销售商务处理自动报价、合同评审、计划排产等,改变以往发邮件再人工重复录入的工作模式;2 远程自动判别订货产品是属于常规产品或特殊产品,调节阀产品选型系统可以使销售人员在公司外与客户签订合同前,利用软件系统,自动判别所选产品是否属于特殊品,为商务洽谈技术提供依据;3 可远程更新软件版本,随时可将产品的更新信息发布到各销售网点,保证销售选型人员得到的始终是最新的产品数据,从而保证了选型人员所选的产品信息与企业内部设计信息一致,减少了中间的出错环节;性能1.由于不需要进行系统调试,所以省去许多麻烦,节约了大量的时间,缩短竣工日期;2.由于不用使用阀门组和用于分层控制的阀门,所以为您节约了较多的管材,保温材料及安装费用和时间;3.使水系统时时刻刻都处于平衡状态,所以无论安装分期施工或设备分期使用都不会影响水系统的平衡;4.即使工程后期或投入运行后因改变某些用途而需要改变某些区域的水系统设计,也不会影响其他区域的水系统设计,更不会影响区域的水系统平衡;5.由于整个系统处于动态平衡状态,所以制冷机组及水泵将以最节能状态运行,节省了运行维护费用;6.由于系统的流量平衡是自动进行的,使安装维护更加便利,并杜绝了人为操作失误破坏平衡的可能;特点用途具有体积小,重量轻、连线简单、流量大、调节精度高等特点,广泛应用于电力、石油、化工、冶金、环保、轻工、教学和科研设备等行业的工业过程自动控制系统中;电动调节阀阀内组件:阀芯型式:上导单座套筒柱塞型阀芯流量特性:直线特性、等百分比特性或快开特性材料:1Cr18Ni9Ti 0Cr18Ni12Mo2Ti电动调节阀的用途及作用用于调节工业自动化过程控制领域中的介质流量、压力、温度、液位等工艺参数;电动调节阀适用范围空调、供暖、蒸气用电动调节阀通风、生活热水等民用系统及化工、石油冶金、电力轻工业等各行业生产过程中的自动控制;阀体结构选用要点⒈ 电动调节阀选用主要控制参数为:公称直径、设计公称压力、介质允许温度范围、流量系数等;⒉ 对于要求流量和开启高度成正比例关系的严格场合,应选用专用调节阀;球阀和蝶阀一般粗调时可以选用;⒊阀门的密封性能是考核阀门质量优劣的主要指标之一;阀门的密封性能主要包括两个方面,即内漏和外漏;内漏是指阀座与关闭件之间对介质达到的密封程度;外漏是指阀杆填料部位的泄露,中口垫片部位的泄露以及阀体因铸造缺陷造成的泄露;外漏是不允许发生的;⒋ 调节阀理想流量特性有快开、抛物线、线性、等百分比四种,需根据实际工作流量特性选择具有合适流量特性的调节阀;流量特性的选择原则见表1;表1 按配管情况选择阀门的特性注:S=调节阀全开时的压力损失/调节阀所在串联支路的总压力损失;为了避免通过阀门的水流速过高并尽量节省水泵功耗,宜使阀门工作状态的S≤.⒌ 调节阀公称直径的选取应根据所需阀门流通能力确定;调节阀公称直径不应过大或过小;过大,增加工程成本,并且阀门处于低百分比范围内,调节精度降低,使控制性能变差;过小,增加系统阻力,甚至会出现阀门100%开启时,系统仍无法达到设定的容量要求;6、调节阀的调节压差和关断压差对于调节阀,其允许的调节压差和关断压差是其选型的重要指标;实际压差如高于调节阀允许的调节压差,阀门会出现不能准确调节的问题,严重的会损伤阀门执行器;安装要点⒈ ;阀门的安装位置、高度、进出口方向必须符合符合口方向;设计要求,连接应牢固紧密;⒉ ;阀门可用各种形式的端部与管路连接;其中最主要的连接方式有螺纹、法兰及焊接连接;法兰连接时,若温度超过350℃时,由于螺栓、法兰和垫片蠕变松弛,应选择耐高温螺栓材料;⒊ ;阀门安装前必须进行外观检查,阀门的铭牌应符合现行国家标准GB12220通用阀门标志的规定;对于工作压力大于及在主干管上起到切断作用的阀门,应进行强度和严密性试验,合格后方准使用;其他阀门可不单独进行试验,待在系统试压中检验;⒋ ;强度试验时,试验压力为公称压力的倍,持续时间不少于5min,阀门的壳体、填料应无渗漏;⒌ ;严密性试验时,试验压力为公称压力的倍;试验压力在试验持续的时间内应保持不变,时间应符合表2的规定,以阀瓣密封面无渗漏为合格;⒍ ;公称通径:DN15~500表2 阀门压力持续时间执行标准产品标准GB/T13927-92通用阀门压力试验JB/T5296-91通用阀门流量系数和流阻系数的试验方法JB/T8528-1997普通型阀门电动装置技术条件GB12220-89通用阀门标志工程标准GB50243-2002通风与空调工程施工质量验收规范GB50242-2002建筑给水排水及采暖工程施工质量验收规范特点调节阀主要由阀体、套筒、阀瓣、阀杆等零件组成;套筒和阀瓣上都开有节流孔通过阀瓣在阀座内回转来改变过流面积,调节流量;配ZKJ型或其它型电动角行程执行器可实现遥控和自动控制;调节阀广泛应用于给水管路中作调节流量使用;也可在油品管路中使用;性能⒈由于不需要进行系统调试,所以省去许多麻烦,节约了大量的时间,缩短竣工日期;⒉由于不用使用阀门组和用于分层控制的阀门,所以为您节约了较多的管材,保温材料及安装费用和时间;⒊使水系统时时刻刻都处于平衡状态,所以无论安装分期施工或设备分期使用都不会影响水系统的平衡.⒋即使工程后期或投入运行后因改变某些用途而需要改变某些区域的水系统设计,不会影响其他区域的水系统设计,更不会影响其他区域的水系统平衡;⒌由于整个系统处于动态平衡状态,所以制冷机组及水泵将以最节能状态运行,节省了大量维护费用.⒍由于系统的流量平衡是自动进行的,使安装维护更加便利,并杜绝了人为操作失误破坏平衡的可能.优点除高可靠、全功能、超轻型的特点外,电动调节阀还有如下好处:⑴用电源既方便又节约,省去了建立气源站的一系列费用;⑵用“气动阀+电气阀门定位器+气源”的复杂方式,它不只是增加了费用,反而带来了可靠性的下降环节越多,可靠性差的因素增加;⑶从经济性上看,除省去气源站的费用外,还省去电气阀门定位器的费用:一台好的进口的电气阀门定位器,通常在5000~6000元以上,更好的在8000~10000的价位上,而这个价位基本上可购回上述高可靠的电子式执行机构;⑷环节减少了,相应减少了维修工作量;缺点电动调节阀也不是没有缺点:电机运行产生的内热会导致热保护,使调节阀停止工作;由于电机必须经过多级减速才能输出力矩,所以运行速度还不是很快,在有些要求快速启闭的场合还不适用,大力矩和高速,还是一个比较难以解决的矛盾;由于运动部件多,相对容易产生故障,尤其在调节频繁的工况,容易产生电机热保护、减速齿轮损坏、模块可控硅烧毁等故障,在这种工况下,最好还是选用气动调节阀比较适宜;。
SD系列伯纳德使用说明书

2位置定位器
位置定位器实质上是一个将控制信号与位置反馈信号进行比较放大以控制电动机开停和旋转方向的多功能大功率放大器,它与执行机构的动力部件相连以控制执行机构按系统规定的状态工作。
位置定位器主要由比较、逻辑保护、放大驱动及功率放大电路组成,控制单相电动机的位置定位器功率放大部分主要由光电耦合过零触发固态继电器(实际是无触点电子开关)构成。
SD系列电动执行机构安全可靠、品种规格多、精度高、功能齐全、重量轻、安装、调试操作、维修方便,具有90年代国际水平,广泛应用在能源、冶金、石油、轻工、化工、建材等行业,在工业过程测量和控制系统中发挥重要作用。
二、产品分类
一、产品的种类及形式:
1、SD系列电动执行机构输出方式分成三种:
a、角行程——输出力矩,90°转角。
比例调节型电动执行机构是以交流电动机为驱动装置的位置伺服机构,由配接的位置定位器GAMX-D(或GAMX)接受系统的控制信号与位置发送器的位置反馈信号进行比较,比较后的信号偏差经过放大使功率级导通,电动机旋转驱动执行机构的输出件朝着减小这一偏差的方向移动(位置发送器不断将输出件的实际位置转变为电信号---位置反馈信号送至位置定位器)直到信号偏差小于死区为止,此时执行机构的输出件就稳定在与输入信号相对的位置上,框图见图1.
分立式比例调节型电动执行机构实际上就是由远控型执行机构配上一个单独安装的位置定位器GAMX两部分组成的。
整体式比例调节型电动执行机构的位置定位器GAMX-D安装在执行机构的动力部件上形成一个整体。
远控型电动执行机构由开关(继电)信号控制输出件位移,当开关复位后输出件停止移动。框图见图2,电路图见图3。
直行程执行机构的减速器由多转执行机构减速器配接丝杠螺母传动装置组成。
2SDQ中文说明书
声明扬州电力设备修造厂是国家电网公司江苏省电力公司全资子公司,江苏省电力公司直属管理的电站辅机及电力装备和非标准设备专业制造企业,国家级高新技术企业、江苏省电力阀门驱动装置工程技术研究中心、德国西门子公司许可证产品制造工厂,生产阀门电动装置、电动执行机构、核级驱动及执行机构、电站辅机备品配件、氢气去湿装置、电网箱柜类产品。
我厂从未授权任何单位和个人生产相关产品;从未与任何单位和个人建立合作关系生产相关产品。
在市场竞争激烈的情况下,有些企业仿冒扬州电力设备修造厂的产品,或有其他非正当市场行为,敬请广大用户在经济往来活动中,选择原厂产品,以保护您的利益,减少您的损失。
我们愿向广大用户提供技术支持,以便于甄别原厂产品和假冒伪劣产品。
感谢您的关心和支持。
若有疑问,请与我厂联系!安全该机电设备是在工业强电流的条件下使用的。
在操作中,该设备上有些裸露零件带电,同时有些零件能够运动或转动,都是很危险的。
因此,未经许可拆下所需的罩盖,不合理的使用,不正确的操作或不合适的维护,均会造成严重的人身伤害或损坏设备性能。
为了设备的安全,必须保证:——仅允许有资格的人员对这些机械和设备进行作业。
——无论何时,在上述有资格的人员对该机械和设备进行作业时,他们都应备有这些机械和设备的操作说明书或其它产品文件,以便按说明书的要求执行。
——严禁没有资格的人员对该机械和设备进行作业或在其附近进行作业。
目录1 用户快速使用指南 (1)1.1 使用须知 (1)1.2 操作面板简介 (1)1.3 按键功能简介 (1)1.4 指示灯逻辑状态 (2)1.5 遥控器 (2)1.6 初次使用 (3)2 产品型号表示方法 (4)3 安装、电气连接与调整 (4)3.1 安装 (4)3.2 电气连接与调整 (4)4 操作方法 (5)4.1 远方操作 (5)4.2 就地操作 (5)5 参数设置 (6)5.1 I/O参数设置 (6)5.2 控制参数设置 (8)6 参数浏览 (9)6.1 I/O参数浏览 (10)6.2 控制参数浏览 (11)6.3 故障记录浏览 (11)6.4 其它参数浏览 (12)7 外形及连接尺寸 (13)7.1 外形尺寸 (13)7.2 连接尺寸 (14)8 维修及保养 (15)附录1 2SDQ电动执行机构接线图 (16)附录2 2SDQ 主要技术参数 (18)附录3 2SDQ 主要性能参数 (19)附录4 2SDQ电动执行机构出厂默认参数一览表 (19)附录5 2SDQ电动执行机构故障显示以及解决方法浏览表 (20)附录6 2SDQ系列产品型号说明 (21)5 61、OLED显示屏2、红色-阀位指示灯(开向)3、黄色-报警灯4、绿色-阀位指示灯(关向)5、红外接收6、红外发射7、切换按键(状态切换)8、停止按键/菜单设置(确定)9、关向按键/菜单设置(下一个)10、开向按键/菜单设置(退出)1 用户快速使用指南1.1 使用须知●非侵入式2SDQ系列电动执行机构在运输、保管、安装、调试、运行、维修时应严格按照本说明书的各项要求进行,以避免发生故障及损伤。
调节阀手册
调节阀手册第一章概述O.P.小洛维特在现代化工厂的自动控制中,调节阀起着十分重要的作用,这些工厂的生产取决于流动着的液体和气体的正确分配和控制。
这些控制无论是能量的交换、压力的降低或者是简单的容器加料,都需要靠某些最终控制元件去完成。
最终控制元件可以认为是自动控制的“体力”。
在调节器的低能量级和执行流动流体控制所需的高能级功能之间,最终控制元件完成了必要的功率放大作用。
调节阀是最终控制元件的最广泛使用的型式。
其他的最终控制元件包括计量泵、调节挡板和百叶窗式挡板(一种蝶阀的变型)、可变斜度的风扇叶片、电流调节装置以及不同于阀门的电动机定位装置。
尽管调节阀得到广泛的使用,调节系统中的其它单元大概都没有像它那样少的维护工作量。
在许多系统中,调节阀经受的工作条件如温度、压力、腐蚀和污染都要比其它部件更为严重,然而,当它控制工艺流体的流动时,它必须令人满意地运行及最少的维修量。
调节阀在管道中起可变阻力的作用。
它改变工艺流体的紊流度或者在层流情况下提供一个压力降,压力降是由改变阀门阻力或"摩擦"所引起的。
这一压力降低过程通常称为“节流”。
对于气体,它接近于等温绝热状态,偏差取决于气体的非理想程度(焦耳一汤姆逊效应)。
在液体的情况下,压力则为紊流或粘滞摩擦所消耗,这两种情况都把压力转化为热能,导致温度略为升高。
常见的控制回路包括三个主要部分,第一部分是敏感元件,它通常是一个变送器。
它是一个能够用来测量被调工艺参数的装置,这类参数如压力、液位或温度。
变送器的输出被送到调节仪表一一调节器,它确定并测量给定值或期望值与工艺参数的实际值之间的偏差,一个接一个地把校正信号送出给最终控制元件一一调节阀。
阀门改奕了流体的流量,使工艺参数达到了期望值。
在气动调节系统中,调节器输出的气动信号可以直接驱动弹簧-薄膜式执行机构或者活塞式执行机构,使阀门动作、在这种情况下,确定阀位所需的能量是由压缩空气提供的,压缩空气应当在室外的设备中加以干燥,以防止冻结,并应净化和过滤。
调节阀操作规程

调节阀操作规程1、设备简介调节阀属于控制阀系列,主要作用是调节介质的流量、压力和液位等。
调节阀按行程特点可分为:直行程和角行程。
直行程包括:单座阀、双座阀、套筒阀、角形阀、三通阀、隔膜阀;角行程包括:蝶阀、球阀、偏心旋转阀、全功能超轻型调节阀。
调节阀按驱动方式可分为:气动调节阀、电动调节阀和液动调节阀;按调节形式可分为:调节型、切断型、调节切断型;按流量特性可分为:线性、等百分比、抛物线、快开。
调节阀适用于空气、水、蒸汽、各种腐蚀性介质、泥浆、油品等介质。
2、工作原理调节阀由电动执行机构(或气动执行机构)和调节阀两部分组成。
其中,执行机构是调节阀的推动装置,它按信号压力的大小产生相应的推力,是推杆产生相应的位移,从而带动调节阀的阀芯动作。
阀体部件是调节阀的调节部分,它直接与介质接触,由阀芯的动作,改变调节阀节流面积,达到对介质流量、压力和液位调节的目的,是工艺环路中最终的控制元件。
3、设备完好标准3.1 调节阀外露螺纹,阀杆与螺母保持清洁,整齐,各种润滑良好。
3.2 阀体支架等附近要清洁完整,各部螺栓坚固件齐全坚固,有润滑油无赃物。
3.3 阀杆密封圈不污、不漏,进出口法兰连接牢靠不漏,不渗。
3.4 阀杆润滑良好,无锈蚀。
3.5 调节阀定位器整洁、无锈蚀,内部整洁、润滑良好。
3.6 反馈杆灵活无锈蚀,各部件有润滑油。
3.7 调节阀各附件齐全,无松脱现象。
3.8 调节阀行程指示器齐全,灵活,好用准确。
3.9 减压过滤器整洁、无破损、无漏气。
3.10电磁阀整洁、无漏气、动作可靠,线圈完好无破损。
3.11调节阀标识牌整洁、清晰、无锈蚀。
3.12调节阀灵活好用,动作平滑准确。
4、操作使用说明4.1 巡检内容4.1.1 巡检时应检查各调节阀的气源压力是否正常、气路(仪表空气管经过滤减压阀、阀门定位器至气缸各部件、各管线)的紧固件是否松动、仪表空气是否有泄漏。
4.1.2 巡检时应检查填料函及法兰连接处是否有工艺介质泄漏,压兰及阀杆连接件是否紧固,阀杆是否有严重的摩擦划痕或变形。
SD943H伸缩蝶阀使用说明书 硬密封DN800

SD943H-10C DN800结构和主要尺寸产品结构及特点:1、本伸缩阀属三维偏心高性能多用蝶阀,由于特殊的几何形状,经计算机优化设计,得出最佳设计参数,使启闭力矩减至最小,达到无摩擦,零泄漏的理想目的;温度-29~80℃2、硬密封副选用不锈钢、高温石棉多层复合,并在制造过程中进行特殊工艺处理;具有耐高温、抗腐蚀、使用寿命长的特点;3、流通面积大,流阻系数小,开度在10°~70°内时流量Cv值近似于等百分比特性;4、结构紧凑,外型美观,体积小、重量轻、便于安装维护,操作灵活,该阀是目前理想的换代产品.5、除手动以外可与任何电动、气动、液动、等到机构配套使用,实现远程控制调节或切断介质流量目的.安装与使用1、本蝶阀可在空间任意角度的管道上安装。
安装时用户确认产品的性能范围是否与适用工况一致,并要擦拭阀体内腔,使阀板处于关闭位置,并防止颗粒杂物落入阀腔内。
2、本蝶阀安装方向优先采用介质流向与阀体上箭头一致安装方向。
3、本蝶阀与管道连接时,(确定管道需要长度,先松开伸缩器压圈螺栓,将伸缩器伸至中间位置,不得超出伸缩量,方便安装)要求管道上使用对焊钢制法兰或蝶阀专用法兰,并用螺栓连接,两侧加密封垫圈,连接螺栓要对角拧紧,并将蝶阀打开。
4、对采用手柄操作的蝶阀,操作时顺时针转动手柄为关,逆时针转动手柄为开,蝶板的开度可由指示盘上的齿形控制,当开度达到要求时,松开手柄即可固定蝶板的工作位置,达到调节的目的。
对于其他传动的蝶阀其启闭位置均由限位机构限位,并同步指示蝶板的开启状态。
用户在第一次使用本产品时,应先手动至一定位置,检查其指示盘方向与阀门的开启方向是否一致,如一致即可正常使用。
5、阀门需配备四条限位螺栓,本碟阀最大伸缩量不得超出上图所提供数据。
可能发生的故障及消除方法DN800伸缩蝶阀使用说明书上海良工阀门有限公司。
气动薄膜调节阀操作规程

一. 气动薄膜调节阀操作规程HSE控制介质组成:天然气.介质危害:易燃,易爆.管理控制:严格遵守操作规程工程控制:注意通风个人防护:劳保着装规范特殊危险:无风险提示:1、操作中排放的可燃气体造成火灾.;2、操作中排放的可燃气体造成油气中毒。
应急处置:1、排放出的气体引起着火,立即用附近干粉灭火器进行灭火,如火势较大,汇报主控室。
2、如果有人员油气中毒,立即送作业区医务室(2177)。
一、使用范围及编制依据本办法是用来规范和指导现场生产操作的指导性文件,保证阀的正常开关操作,本规程适用站内气动薄膜调节阀PV-0104 PV-0101 PV-0209 PV-0111 PV-0204 PV-0203 PV-0301A PV-0301B TV-0301 PV-0302依据厂家提供的气动执行机构的操作及维护手册。
二、主要技术参数1、供气压力: 0.28Mpa2、执行机构型号为:PV-0104 PV-0101 PV-0209 PV-0111 PV-0204 PV-0203 PV-0301A PV-0301B TV-0301 PV-0302 PV-0201 执行机构型号:3661TV-0301 PV-0301A执行机构型号为:667/453、调节阀的整体调节精度应优于±1.0%。
4、阀的开度在5%~90%之间进行计算。
所有的计算应符合ISA标准。
5、执行机构和阀门配套后的整体调节精度应保证优于1.0%。
6、防爆等级应不低于EExdⅡBT4,防护等级应不低于IP65。
三、操作规程1、正常操作前的检查和准备a) 确认仪表风压力正常a)气路引压阀是否打开;b)检查是否存在渗漏;2、正常操作内容(1)在操作站点开阀门开度框,选择“MEN”选项,可手动输入阀门百分比开度数值SP值(-5~105),PV值为阀门开度反馈信号。
(2)在操作站点开阀门开度,选择“AUTO”选项,可输入调节目标量OP值(LV阀为目标液位,PV阀为目标压力,TV阀为目标温度、FV为目标流量)3、常见故障与处理(1)阀门不动作定位器有气流,但没有输出:定位器中的放大器恒节流孔堵塞;压缩空气中有水分聚积于放大器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
COPES-VULCAN带快速更换内部部件的单座“SD”调节阀安装、运行、维护使用说明书SINGLE WEB “SD” TYPE CONTROL VALVE WITH QUICK CHANGE TRIM目录引言 (4)第一部分安装 (6)1.1 验收 (6)1.2 储存 (6)1.3 安装 (6)1.4 调试前复检 (9)1.5 执行机构及配件 (10)1.6 运行要求 (10)第二部分维护 (11)2.1 注意事项 (11)2.2 例行检查 (11)2.3 从调节阀上拆卸执行机构 (14)2.4 解体调节阀 (15)2.5 装配调节阀 (20)2.6 装配执行机构 (28)2.7 研磨阀塞及套筒 (31)图1 调节阀剖面图 (33)图2 螺栓紧固顺序 (36)表1 紧固力矩 (37)表2 阀塞和阀杆组件紧固力矩 (38)引言SD型调节阀是用于高温高压工况下的调节阀,其尺寸范围为3/4”、1”、1.5”、2”、3”、6”、8”、10”、12”、14”和16”(20mm、25 mm、40 mm、50 mm、80 mm、150 mm、200 mm、250 mm和300 mm、350 mm、400 mm),ANSI压力磅级由150磅级到2500磅级。
每个阀门由几个分项组件组成。
例如在图一中,阀体组件包含阀体〔1〕、阀盖螺栓〔13〕及阀盖螺母〔14〕和阀盖/阀体密封垫圈〔15〕。
阀盖组件包含阀盖〔2〕、盘根螺栓及螺母〔11〕和〔12〕,及根据阀门与执行机构的几种不同连接方式所需要配备的零件:压块连接包含压块〔22〕及内六角螺栓〔23〕;螺杆连接包含螺纹环〔32〕;螺栓连接包含螺栓〔33〕和螺母〔34〕。
盘根组件包含支撑环〔7〕、盘根〔8〕、盘根压盖或盖圈〔9〕及盘根紧固件〔10〕组成。
如果采用双盘根自然就包含两套盘根〔8〕及一个隔离套环〔24〕。
阀塞组件的构成取决于种类及尺寸,阀塞有平衡及非平衡式之分,尺寸有全尺寸及变径之分。
非平衡单座阀塞包含阀塞〔3〕、阀座〔5〕、套筒〔4〕、阀杆〔6〕、阀杆固定销〔17〕、和阀塞密封垫圈〔16〕。
平衡单阀座阀塞包含阀塞〔3〕、阀座〔5〕、套筒〔4〕、阀杆〔6〕、阀杆固定销〔17〕、和阀塞密封垫圈〔16〕及阀塞密封,也就是通常所称的”U”杯型密封圈〔18a〕其耐温范围为上限500°F(260℃),如果超过这个范围,那么只能采用两个活塞环密封〔19〕。
典型的阀杆锁定销是轴销,但是,在某些恶劣工况下应用的阀芯会使用实心销。
具体安装说明,见使用手册。
如果采用“U”杯型密封,那么必须同时配备定位环〔18b〕及定位持环〔18c〕。
阀座既可以是金属的也可以是非金属的,对于非金属阀座而言除了金属阀座〔5〕之外,还包含有一个嵌入金属阀座内的非金属阀座〔21〕。
变径阀塞也就是阀塞尺寸较阀体尺寸小,因此,这种阀塞需配备另外一个阀塞密封垫圈〔16〕及变径持环〔20〕。
SD系列调节阀可配置特殊的阀芯,对于这种配置DeZURIK Copes-Vulcan公司将提供相应的手册。
第一部分安装1.1 验收当收到阀门后应立即开箱检查阀门是否在运输过程中有损伤,同时对照每个阀门均配备的装箱单确认阀门及配件与装箱单是否相符。
1.2 储存假如阀门在安装之前需要储放一段时间。
我们建议将阀门进出口处的包装物取下,并在阀门内部均匀涂抹一层防尘涂料,然后将阀门进出口处重新密封好,阀门其余部位也应采取相应的防尘措施。
注意:所有防尘材料均应无害于阀门安装使用后所通过的液体工质。
1.3 安装阀门安装的正确与否将直接影响其能否长期稳定运行,阀门安装之前应将管道彻底清洗干净,因为在阀门开始启运时所发现的很多问题,都是由于管道内未清理干净的杂质所引起的。
定位在安装之前,应预先考虑阀门周边留有足够的空间做维修保养、解体阀门或执行机构。
对于较大尺寸的阀门,更应考虑留有足够的空间使用起吊设备。
阀门应安装在直管段上,并尽可能避开弯管或流体流速较高的管段,较理想的位置是阀门入口之上游10倍于管道直径的直管段,阀门出口之下游有5倍于管道直径的直管段。
尽可能将阀门垂直安装,如果受场地限制而必须水平或某一角度安装,那么必须谨慎考虑相应的支承问题,特别是那些配有较大执行机构的阀门。
如果阀门必须水平或某一角度安装,安装单位或用户必须事先通知DeZURIK Copes-Vulcan公司。
阀门本体进口处镶有“进口”标牌,请将此处对准阀门上游管道进行安装。
旁路为保证在阀门检修期间工艺流程的不间断,应考虑设置必要的旁路系统。
阀体连接方式根据系统的要求,阀门有螺纹、法兰、堆焊及对焊等几种连接方式,阀门计算选型表中有具体说明。
螺纹连接 - 管道上的螺纹必须洁净,无钝角,螺纹膏只能应用于外螺纹。
法兰连接 - 管道侧的法兰接口必须平直对准阀门安装,否则管道上的张力将使阀门变形并诱发运行故障。
焊接连接 - 管道接口必须平直对准阀门焊接,否则管道上的张力将使阀门变形并诱发运行故障。
应根据不同的阀体/管道材料采用适当的热处理方式及正规的焊接工艺。
至于是否要将阀塞拆除后才能进行焊接的问题,通常取决于安装公司的习惯做法,一般来说正确的焊接工艺过程不会对阀塞造成任何损伤,但对于有非金属阀座或配有“U”杯型密封的平衡式阀塞来说,如果此类阀塞结构在焊接过程中可能会遭受超过500°F或260℃以上的温度,那么就必须将阀塞拆除后再进行焊接,重新装配阀门时要使用新密封垫圈及密封。
如果要通过冲洗来清除调节阀内的铁渣和碎片,则应事先取出阀塞,避免受损。
如果决定焊接过程中不将阀塞取出,则在焊接和焊后热处理过程中使调节阀处于中间行程位置。
焊后热处理只能就地进行。
进行焊后热处理时,不要用热处理材料将阀体完全包住。
就地焊后热处理过程包括将管道/阀门上的一段加热到指定的温度范围。
焊缝两边的最小加热段宽度,管道表面最亮,应为焊接厚度或2”(51mm)中较小的一个。
为了不破坏热梯度,调节阀/管道上温度控制区向外的温度应逐渐减小。
应监视阀体腹板的温度为避免损坏元器件,该温度不应超过450°F(232℃)。
气源连接(气动执行机构)必须用黄铜或不锈钢管道及接头连接执行机构的气路,并在通气之前彻底清除及吹扫,以免有任何异物、油污及金属屑存在于气路管道内。
所有气动阀门均应配备空气过滤减压阀,各种气动设定参数均可在设计选型表中查到。
隔热保温层无论出于保温或安全起见,除了加长型阀盖部分之外都应在阀门正式调试之前对阀体及阀盖做足够的隔热保温处理。
如果在合同谈判期间对噪音控制有特殊规定,除了阀门本体要采用防噪音处理外,更要特别注意所有与阀门下游管道相联的支承、管道接头、或其它刚性连接都必须用隔音材料彻底包好,否则所有这些部位都可能会成为噪音来源。
1.4 调试前复检当阀门全部安装完毕之后,应进行最后一次复检。
1.4.1 流向确认 - 检查阀门入口处的标牌,并确认阀门安装装置是否正确。
1.4.2 检查气路 - 将通向执行机构的气路接通,确认各接头处无漏气现象。
1.4.3 行程确认 - 向执行机构输入不同的信号,确认阀门选种与选型表中的叙述是否一致。
1.4.4 控制的设定与阀门动作的一致性- 检查并确认所有控制元件(控制器/定位器)的联动与阀门/执行机构相应动作及阀门在气状态下的位置是否与设计一致。
1.4.5 弹簧预压缩力/无载荷全行程气压 - 确认这些数据与设定值相符。
注意:请参照相应的执行机构和定位器使用手册来了解如何调整执行机构弹簧预压缩力和定位器1.5 执行机构及配件由于阀门可采取多种不同类型的执行机构及各种配件,因此本手册不可能包罗万象,有关这些设备的说明及使用手册将在另外一套手册中叙述,另外,阀门选型表中可查出该阀门所配置的所有相关执行机构及配件。
1.6 运行要求从气泵站输出供给执行机构及控制器的压缩空气必须洁净与干燥,在输气管道上必须装有一定数量的过滤减压装置。
通常情况下,控制器的输入压力是20psi(1.4Bar),但针对不同的情况可参照制造厂家的说明书来获取正确的输入压力值,执行机构所需要的空气压力值可直接在选型表中查到。
对于其它种类的执行机构,例如电动、电液或液压等,可针对具体情况参照有关制造厂家的说明书/使用手册以及相应的电路/管道图作为安装指导。
第二部分维护2.1 注意事项在对调节阀的本体进行维护之前,重要的一点是将调节阀隔离并泄压。
另外,除了测试执行机构之外,必须将调节阀与气源和电气连接隔离或断开。
如果不遵循这些预防措施,可能造成人员伤亡。
进行诸如更换薄膜、填料或阀塞等维护时,可以不将调节阀从管道上取下。
拆卸执行机构非常简单,但是在进行任何工作之前最好将其移到车间。
与执行机构有关的特别说明或附件维护参见相应的说明书。
2.2 例行检查运行过程中调节阀的内部器件将会劳损和磨损。
因此,为了保持调节阀的最佳性能,建议定期对调节阀进行检查和维护。
检查的频率取决于现场的工作条件。
但是,大多数故障都发生在运行期间,建议在进行每年一次检查之前进行检查,直到得到满意的维护周期。
检查过程中,应检查阀体上的以下各项。
注意:进行内部检查之前,应确保有备用的填料、垫圈和密封环等。
如果发现内部部件有劳损,应有全套备件。
外部检查可能泄漏处2.2.1 泄漏点-盘根除了PTFE波浪式填料外,所有填料都可以通过紧固其上面的密封螺帽来调整填料密封圈。
如果使用PTFE波浪式填料并发生泄漏,不能用其它填料替换。
(参见2.4.1节和2.5.8节)对于螺栓压紧密封圈,如果调整填料螺帽不能消除,则更换填料。
如果填料密封圈又出现故障,则可能存在更严重的故障,请与DeZURIKCopes-Vulcan公司服务部门联系。
2.2.2 泄漏点 - 阀盖重新紧固阀盖螺帽,消除泄漏。
如果重新紧固阀盖螺帽不能消除泄漏,则更换阀盖垫圈(参见2.4.2节和2.5.7节)内部检查可能磨损及损坏处注意:进行内部检查之前,再次确认调节阀被隔离并与气源断开。
同时,应确保有备用的填料、垫圈和密封环等。
如果发现内部部件有劳损,应有全套的备件。
2.2.3 阀杆填料函表面的不平整将缩短填料的寿命。
阀杆的磨损表明存在振动,磨损的阀杆将与填料不匹配。
如果可能,则研磨阀杆消除泄漏,否则更换阀杆。
应将磨损的阀杆更换,并检查阀塞和套筒是否磨损过大(参见2.4.3节和2.5.6节)。
2.2.4 阀塞座面磨损将增加调节阀的泄漏量。
导向面磨损将导致振动过大或粘合。
如果损坏不能通过抛光去除,则将其更换(参见2.4.3节和2.5.6节)2.2.5 密封环单座平衡结构阀塞的阀塞不是装一个”U”杯密封圈就是装两个活塞环,在阀塞外表面和套筒镗孔之间起密封作用。
这个密封圈的损坏将影响阀塞平衡。
如果该密封圈损坏,则应将其更换(参见2.4.3节和2.5.6节)一个好的做法是每次拆开调节阀时都将密封环更换。