04罐焊缝返修检查记录
焊缝返修记录报告

焊缝返修记录报告一、背景焊接是一种常见的金属连接方式,焊缝是焊接过程中产生的连接点。
在焊接过程中,由于一些因素如焊接参数设定不当、焊接过程操作不规范、材料质量等原因,可能会导致焊缝出现质量问题,需要进行返修修理。
本文档旨在记录焊缝返修过程,以便对返修工作进行复盘、总结经验教训,并为未来遇到类似问题时提供参考。
二、返修原因本次焊缝返修的主要原因是焊缝强度不达标。
在焊接完成后进行了强度测试,结果显示焊缝的强度值低于要求值,无法满足设计要求。
三、返修措施1.清理焊缝表面:使用合适的清洁剂和工具,彻底清理焊缝表面的焊渣、油污等杂质,保证焊缝表面干净、无残留物。
2.执行焊缝返修工艺:根据焊缝返修要求,采取适当的焊接工艺进行返修。
确保焊接参数的正确设置,控制好焊接时间和焊接电流,以保证焊接质量。
3.返修焊缝强度测试:在返修焊缝完成后,进行强度测试。
通过拉伸试验或者其他适当的测试手段,对返修后的焊缝进行强度测试,确保其满足设计要求。
四、返修过程记录1.清理焊缝表面:在进行清理焊缝表面时,首先使用锉刀和砂纸将焊缝表面的焊渣和氧化物清理干净,然后使用有机溶剂擦拭焊缝表面,确保表面干净无杂质。
2.执行焊缝返修工艺:根据焊缝返修工艺要求,选择合适的焊接材料和焊接设备。
在焊接过程中,控制好焊接参数,确保焊接质量。
3.行程焊缝强度测试:返修焊缝完成后,进行强度测试。
采用拉伸试验方法进行测试,测试结果显示焊缝的强度值大于要求值,返修工作符合要求。
五、返修结果评估经过返修后的焊缝经过强度测试,其强度值高于要求值,表明返修工作顺利完成,焊缝质量得到有效提升。
经过本次返修,我们总结出以下一些经验和教训:1.焊缝质量受多种因素影响,对焊接参数的合理设定举足轻重。
返修过程中,我们注意到焊接参数的设定对焊缝质量的影响很大,这需要我们在今后的焊接作业中加以重视。
2.工艺流程的严格执行是保障焊缝质量的关键。
在返修过程中,我们严格按照焊缝返修工艺进行操作,确保每一步都正确执行,这对于提升焊缝质量起到了关键作用。
焊接返修方案及返修记录表
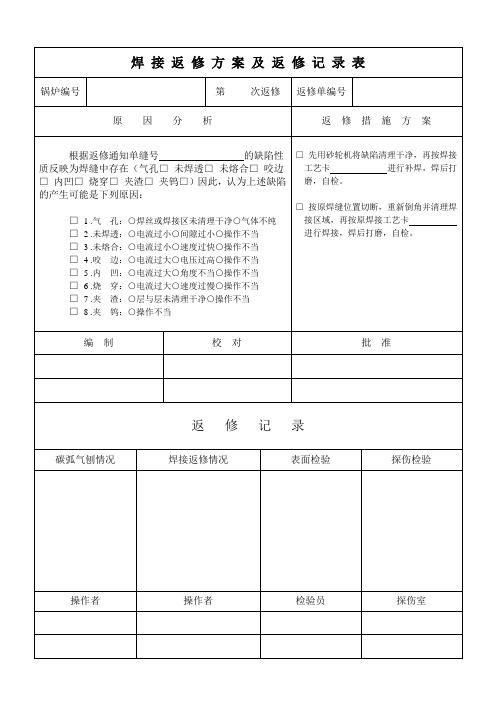
□4 .咬边:○电流过大○电压过高○操作不当
□5 .内凹:○电流过大○角度不当○操作不当
□6 .烧穿:○电流过大○速度过慢○操作不当
□7 .夹渣:○层与层未清理干净○操作不当
□8 .夹钨:○操作不当
□先用砂轮机将缺陷清理干净,再按焊接工艺卡进行补焊,焊后打磨,自检。
□按原焊缝位置切断,重新倒角并清理焊接区域,再按原焊接工艺卡
进行焊接,焊后打磨,自检。
编制
校对
批准
返修记录
碳弧气刨情况
焊接返修情况பைடு நூலகம்
表面检验
探伤检验
操作者
操作者
检验员
探伤室
焊接返修方案及返修记录表
锅炉编号
第次返修
返修单编号
原因分析
返修措施方案
根据返修通知单缝号的缺陷性质反映为焊缝中存在(气孔□未焊透□未熔合□咬边□内凹□烧穿□夹渣□夹钨□)因此,认为上述缺陷的产生可能是下列原因:
□1 .气孔:○焊丝或焊接区未清理干净○气体不纯
□2 .未焊透:○电流过小○间隙过小○操作不当
焊缝焊接质量检查记录表

焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
焊缝返修记录之欧阳科创编
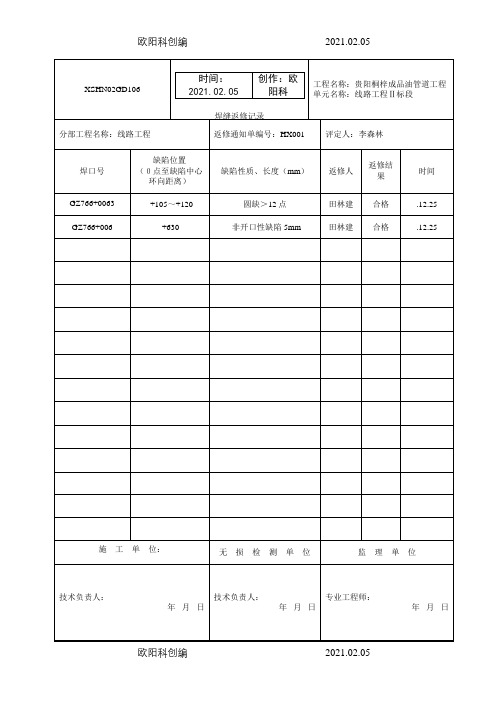
非开口性缺陷10mm
田林建
合格
.3.15
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
年月日
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX008
评定人:李森林
.12.11
GZ638G+011
750~760
非开口性缺陷10mm
田林建
合格
.12.13
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年月日
技术负责人:
年月日
专业工程师:
年月日
XSHN02GD106
焊缝返修记录
工程名称:贵阳桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
返修通知单编号:HX020
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ644+0121
+20
圆缺>1/2T φ=5mm
田林建
合格
.12.21
GZ644+012
10~20
非开口性缺陷
田林建
合格
.12.21
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
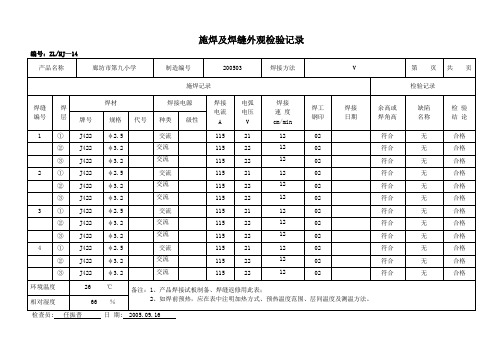
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
焊缝表面质量(观感)检查记录表(自检)
焊缝表面质量(观感)检查记录表(自检)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(焊缝表面质量(观感)检查记录表(自检))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为焊缝表面质量(观感)检查记录表(自检)的全部内容。
表7。
1.1 焊缝表面质量(观感)检查记录表。
焊缝返修记录Word版
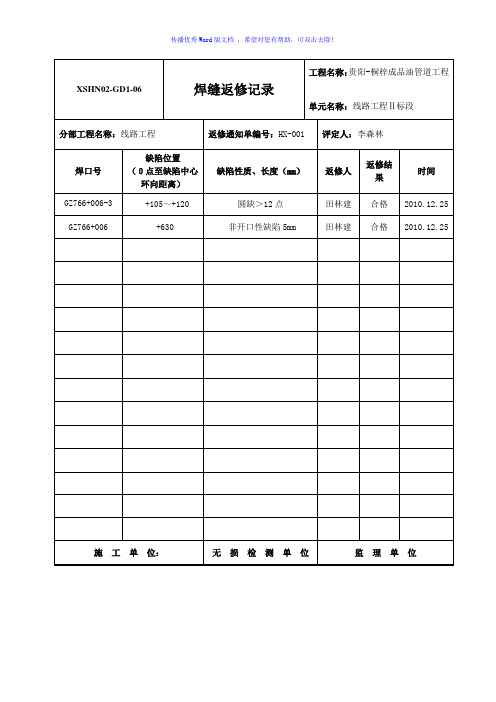
分部工程名称:线路工程
返修通知单编号:HX-006
评定人:李森林
焊口号
缺陷位置
(0点至缺陷中心
环向距离)
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ801+004-3
+100~+110
圆缺>12点
田林建
合格
2011.3.10
GZ801+004
+870
非开口性缺陷5mm
田林建
合格
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ729+001W
+462
非开口性缺陷5mm
田林建
合格
2011.4.18
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
缺陷性质、长度(mm)
返修人
返修结果
时间
GZ797+002W
+150
非开口性缺陷5mm
田林建
合格
2011.3.7
施 工 单 位:
无 损 检 测 单 位
监 理 单 位
技术负责人:
年 月 日
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-06
焊缝返修记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段
分部工程名称:线路工程
焊缝表面质量检验记录
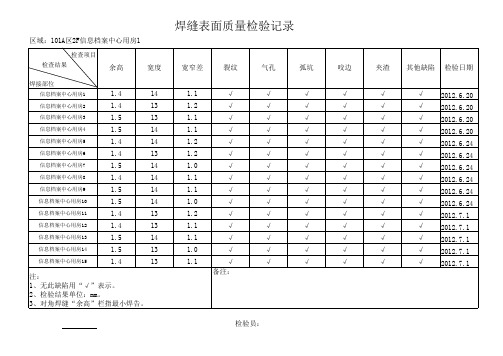
其他缺陷 √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
检验日期 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.7.9 2012.8.5 2012.8.5
检验员:
焊缝表面质量检验记录
区域:101A区2F人力资源档案库
检查项目 检查结果 焊接部位
信息档案中心管理用房1 信息档案中心管理用房2 信息档案中心管理用房3 信息档案中心管理用房4 信息档案中心管理用房5 信息档案中心管理用房6 信息档案中心管理用房7 信息档案中心管理用房8 信息档案中心管理用房9 信息档案中心管理用房10 信息档案中心管理用房11 信息档案中心管理用房12 信息档案中心管理用房13 信息档案中心管理用房14Fra bibliotek余高宽度
宽窄差
裂纹
气孔
弧坑
咬边
夹渣
其他缺陷
检验日期
1.3 1.4 1.4 1.5 1.3 1.5 1.4 1.4 1.5 1.5 1.5 1.4
14 13 13 14 14 14 14 14 14 14 13 14
1.0 1.2 1.2 1.0 1.2 1.1 1.2 1.1 1.1 1.2 1.2 1.1
2012.6.20 2012.6.20 2012.6.20 2012.6.20 2012.6.24 2012.6.24 2012.6.24 2012.6.24 2012.6.24 2012.6.24 2012.7.1 2012.7.1 2012.7.1 2012.7.1 2012.7.1
焊后焊缝检查记1.doc
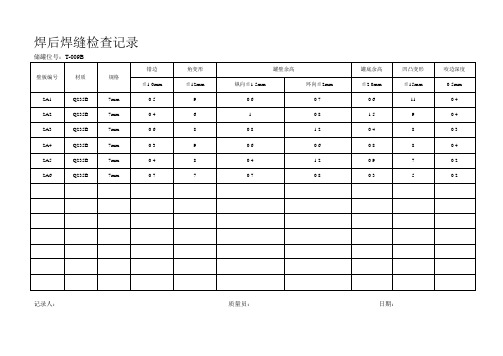
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:。
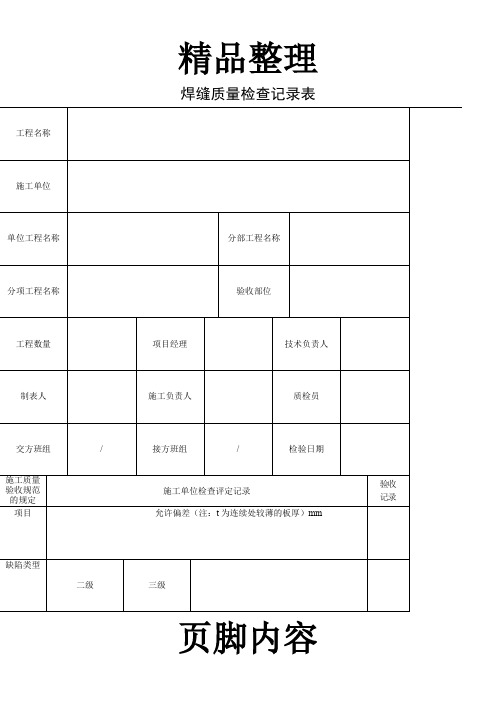
焊缝质量检查记录表
≤1.0
2.0
0.5 0.2 0.4 0.6 0.2 0.7 0.2 0.3 0.5 0.8
根部收缩
长度不限
咬边
≤0.05t,且≤0.5;连续长 ≤0.1t,且≤
度≤100.0,且焊缝两侧咬 1.0,长度不限
边总长度≤10%焊缝总长
0.2 0.3 0.5 0.6 0.4 0.2 0.1 0.5 0.3 0.1
≤0.2+0.02t,且≤ 1.0
≤0.2+0.04t,且 ≤2.0
0.5 0.3 0.5 0.7 0.8 0.2 0.6 0.4 0.2 0.6
未焊满 (指不足 设计要求
每 100.0 焊缝内缺陷总长≤25.0
21 20 15 14 13 14 18 20 14 13
≤0.2+0.02t,且 ≤0.2+0.04t,且≤
0.5t 且≤20.0
表面夹杂
—
每 50.0 焊缝长度内允许
直径≤0.4t,且≤3.0 的
表面气孔
—
气孔两个,孔距≥6 倍
孔径
施工单位检查评 定结果
项目专业质量检查员:
监理(建设)单 位验收结论
专业监理工程师(建设单位项目专业技术负责人):
年月 日 年月日
页脚内容
允许存在个别
长度≤5.0 的弧
弧坑裂纹
—
坑裂纹
允许存在个别
电弧檫伤
电弧檫伤
—
缺口深度 0.05t,且 缺口深度 0.1t,
≤0.5
且≤1.0
0.2 0.3 0.5 0.4 0.2 0.4 0.7 0.2 0.4 0.1
接头不良
每 1000.0 焊缝不应超过 1 处
焊缝表面质量检查记录
单位工程名称
长治县科工贸工业园CNG加气母站及标准站合建站工程
工程编号
GHNY-01
分部工称名称
加气母站工艺管道安装工程
工程部位
管道焊接
序号
焊缝编号
表面不允许缺陷
实 测 项 目(mm)
检查
结果
余高
焊缝宽度
错边量
咬边
表面凹陷
裂纹
夹渣
气孔
飞溅
深度
长度
深度
长度
1
JQZ-NG-04-001
无
无
无
无
无
无
无
无
合格
2
JQZ-NG-04-002
无
无
无
无
无
无
无
无
合格
3
JQZ-NG-04-003
无
无
无
无
无
无
无
无
合格
4
JQZ-NG-04-004
无
无
无
无
无
无
无
无
合格
5
JQZ-NG-04-005
无
无
无
无
无
无
无
无
合格
6
JQZ-NG-04-006
无
无
无
无
无
无
无
无
合格
7
JQZ-NG-04-007
无
无
无
无
无
无
无
无
合格
焊 缝 表 面 质 量 检 查 记 录
编号:001
单位工程名称
XXXXXXXXXXXXXXXXXXXXXXXXXXXXX
焊后检查记录

焊后外观检查记录文件编号:YG-JY-03-2013Testing record after welding部件编号Part No. 检查人Inspector:日期date:焊后检查记录Testing Record after welding项点名称Items实际情况符合要求fulfill the requirement备注Remarks是Yes 否No1、焊缝外观质量Surface imperfection1.1裂纹(100)Crack1.2 弧坑裂纹(104) Crater crack1.3不均匀气孔(2012)Uniformly distributed porosity1.4密集气孔(2013)Clustered porosity1.5链状气孔(2014)Linear porosity1.6表面气孔(2017)Surface pore1.7末端弧坑缩孔(2025)End crater pipe1.8未熔合(401)Lack of fusion1.9根部未焊透(4021)Incomplete root penetration1.10咬边(5011,5012)Undercut1.11对接焊缝超高(502)Excess weld metal1.12角接焊缝超高(503)Excessive convexity1.13角焊缝厚度不够(5213)Insufficient throat thickness1.14焊根超高(504)Excess penetration1.15焊瘤(506) Overlap1.16未焊满(509,511)Sagging, incompletely filled groove1.17焊角不对称(512)Excessive asymmetry of fillet weld1.18缩沟(515,5013)Root concavity, Shrinkage groove2、材料表面(不许有点火,打磨痕迹)Material surface (No ignition or grindingmarks)3、焊缝返修情况(Repair)4、焊接残留物去除情况(Remove the residue)注: 符合要求的在…是‟栏打…V‟,否则在…否‟栏打…V‟,并在备注栏中注明具体情况。
焊后焊缝检查记1

焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:。
焊后焊缝检查记

焊后焊缝检查记录
储罐位号:T-009B
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-010C
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-009A
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-010A
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-013C
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-013D
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-013A
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-013B
记录人:质量员:日期:
焊后焊缝检查记录
记录人:质量员:日期:
焊后焊缝检查记录
储罐位号:T-012A
记录人:质量员:日期:(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位工程
安装工程
单位工程编号
G-2013-0102-102
管线/设备名称
10000m3汽油储罐
管线/设备位号
V-1905
焊接方法
SMAW
加热方法
缺陷去除方法
刨除
返修焊缝位置编号
返修
日期
焊工
编号
返修
次数
焊接材料
预热温度
(℃)ห้องสมุดไป่ตู้
层间温度(℃)
后热温度(℃)
无损检测
方法及结果
无损检测
报告编号
A4-T4-2
2013.09.20
4301
1
E4303
/
/
/
合格
A4-T4-5
2013.09.20
8758
1
E4303
/
/
/
合格
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
A7
焊缝返修施工检查记录报审/验
工程名称:辽河石化公司19#罐区2*10000m3汽油储罐工程编号:G-2013-0102
致:北京兴油工程项目管理有限公司辽河40万吨/年汽油加氢(项目监理机构)
我方已完成辽河石化公司19#罐区2*10000m3汽油储罐04#罐焊缝返修检查记录工作,现报上该工程报验申请表,请予以审查、验收。
附:检验批/分项工程质量自检结果
关键部位或关键工序的质量控制措施
其他
施工单位(盖章)
项目经理(签字)
年 月 日
审查、验收意见:
项目监理机构(盖章)
专业监理工程师(签字)
年 月 日
辽河石化公司19#罐区2*10000m3汽油储罐工程
单项工程
辽河石化公司19#罐区2*10000m3汽油储罐工程
单项工程编号