新型数控火焰切割机设计
毕业设计论文-多功能大型数控火焰切割机设计【精品推荐】
本科毕业设计多功能大型数控火焰切割机设计摘要本课题对数控火焰切割机进行设计,根据需要该火焰切割机整体结构设计为大型龙门桥式结构。
该切割机主要用于工程机械制造。
首先,本文通过对火焰切割技术及数控火焰切割机在国内外的研究现状的分析,根据数控火焰切割机的技术指标对火焰切割机的总体结构进行了设计,其整体采用龙门桥式结构,对驱动装置进行分析并设计该驱动装置采用步进电动机,X,Y两个方向进给的开环控制系统。
其次对其横梁、传动件导轨及其他零部件进行设计与校核。
并通过对数控CNC系统进行分析进行软硬件部分及控制面板的设计。
确定其微机数控系统采用MCS-51 系列中的8051 单片机为控制微机。
对软件部分插补流程进行介绍。
最后,为了加工制造的方便还绘制了切割机的导轨传动图、数控火焰切割机控制组成框图、硬件组成框图、系统程序流程图、插补程序流程图、制面板图和火焰切割机的总装图。
关键词:单片机控制 , 数控焰切割机 , 龙门式 , 结构、微机设计IABSTRACTThis topic was carried out on the CNC flame cutting machine is designed, according to need the flame cutting machine overall structure design for large gantry bridge type structure. The cutting machine is mainly used in construction machinery manufacturing.First of all, this article through to the CNC flame cutting machine flame cutting technology and the domestic and foreign research present situation analysis, according to the numerical control flame cutting machine of the technical indicators to design the overall structure of the flame cutting machine, the overall structure of longmen bridge type, design analyze the driving gear and the driving device adopts stepper motor, the X, Y, two directions into to open loop control system. Secondly on the beams, columns, a guide rail and other transmission parts to carry on the design and checking. And through the analysis of nc CNC system for the design of hardware and software part and the control panel. Determine the microcomputer numerical control system adopts the 8051 single chip microcomputer MCS - 51 series microcomputer to control. Part of software interpolation process is introduced. Finally, to processing and manufacturing of convenient also mapped the cutter of guide rail transmission diagram, control composition block diagram of the CNC flame cutting machine, hardware block diagram, system program flow chart, interpolation panel diagram and program flow chart, system assembly diagram of the flame cutting machine.Keywords: single chip microcomputer control, CNC flame cutting machine, gantry type, structure, design of microcomputerII目录第1章绪论 (1)1.1 课题的意义和目的 (1)1.2 切割技术的种类及发展 (1)1.3 数控火焰切割简介 (1)1.3.1 火焰切割及数控火焰切割技术 (1)1.3.2 国内外数控火焰切割技术的发展 (2)1.3.3 数控火焰切割机的市场及发展 (3)第2章总体设计方案分析 (4)2.1 总体方案的确定 (4)2.2 设计参数 (5)2.3 总体控制构成 (5)2.4 机床整体结构设计 (6)2.5 简易数控火焰切割机整体示意图 (7)第3章机床主要部件设计与校核 (9)3.1 伺服系统 (9)3.1.1 伺服系统概述 (9)3.1.2 伺服系统的组成 (9)3.1.3 对伺服系统的基本要求 (9)3.1.4 伺服系统的分类 (10)3.2 步进电机的选取 (11)3.2.1 对于步进电动机的特点与设计要求 (11)3.2.2 步进电动机的选择 (12)3.2.3 X轴方向步进电机的校核 (14)3.2.4 y轴方向电机的选择和校核 (15)3.3 横梁 (16)3.3.1 横梁结构截面及尺寸设计 (16)3.3.2 横梁的校核 (17)3.4 传动件 (17)III3.4.1 传动装置类型的选用 (17)3.4.2 横向驱动齿轮的设计 (18)3.4.3 齿条的设计 (20)3.4.4 齿轮齿条的校核 (21)3.5 导轨的选型 (23)第4章微机数控系统设计 (25)4.1 CNC系统概述 (25)4.1.1 CNC系统简介 (25)4.1.2 CNC系统的组成 (25)4.1.3 CNC系统工作过程 (26)4.1.4 CNC 系统的主要功能 (27)4.1.5 CNC 系统的特点 (29)4.2 微机数控系统的硬件组成 (30)4.3 微机数控系统软件设计 (32)4.3.1 CNC系统的控制软件结构特点 (32)4.3.2 CNC系统的控制软件及其工作过程 (35)4.3.3 CNC系统软件的组成 (41)4.4 数控系统控制面板 (44)结论 (46)参考文献 (47)致谢 (48)附录1 设计图纸附录2IV第1章绪论1.1 课题的意义和目的火焰切割机是切割金属板材常用的设备,可以根据不同要求在板料上剪出不同的形状。
便携式数控火焰切割机SHD型技术参数

便携式数控火焰切割机SHD型技术参数便携式数控火焰切割机SHD型是一种切割材料的高技术设备,它可以被广泛用于钢材、铝材和黄铜等多种材料的切割过程中。
这种火焰切割机采用了先进的数控技术,使得它可以实现快速、精准的切割,从而为用户创造更高的效率和利润。
技术参数是一个衡量设备功能和性能的关键指标。
下面是便携式数控火焰切割机SHD型的主要技术参数。
1.切割范围便携式数控火焰切割机SHD型可以实现的切割面积为1500×3000mm,切割厚度为3-150mm。
这种机器适用于中小型工作场所,可以满足不同规格和厚度的材料切割需求。
2. 切割精度便携式数控火焰切割机SHD型具有高精度切割的功能,其精度控制在±0.5mm以内,使切割过程更加的精准和高效。
3. 切割速度便携式数控火焰切割机SHD型具有较高的切割速度,最高切割速度可以达到1000mm/分。
在快速切割大量材料时可以节省更多时间和成本,并提高生产效率和利润。
4. 主机电源和控制系统便携式数控火焰切割机SHD型主机的电源采用220V/380V交流电,功率为5.5KW,频率为50/60Hz。
该设备采用数字化控制系统,可以实现选材、画图、缩放、旋转、平移以及操作等功能,方便用户操作。
5. 火焰切割系统便携式数控火焰切割机SHD型具有火焰切割系统,可以实现材料的高温切割。
该系统主要通过气体供应和点火装置来完成。
常用气体供给包括氧气,乙炔,液化石油气等,通过细节设计达到减少材料变形效果。
6. 适用材料便携式数控火焰切割机SHD型主要适用于钢铁、铝材和黄铜等金属材料的切割,可以在不同的切割过程条件下快速完成切割,效率非常高。
需要注意的是,对于不同的切割材料,需要使用不同的火焰切割气体,如切割不锈钢需要采用氮气或氩气等非复合燃气。
在使用便携式数控火焰切割机SHD型时,需要注意保持设备的清洁卫生,定期进行日常维护和检测,避免机器故障或损坏,同时要选择合适的切割气体,以保障切割效果和切割质量。
大悬臂数控火焰切割机型技术参数
大悬臂数控火焰切割机型技术参数简介大悬臂数控火焰切割机是一种常用于金属材料切割的设备。
它采用火焰切割技术,通过喷嘴喷出的高温火焰,将金属材料进行切割。
本文将介绍大悬臂数控火焰切割机型的技术参数。
技术参数切割能力•切割材料:钢板、不锈钢、铝板等金属材料。
•切割厚度:1mm至200mm,根据材料不同可调节。
•最大切割面积:根据机型不同,一般为15平方米至100平方米。
火焰切割系统•火焰切割燃气:一般使用乙炔和氧气混合燃烧产生高温火焰。
•切割喷嘴:采用专用切割喷嘴,由耐高温合金材料制成,耐磨损性能良好。
•切割速度:根据材料厚度和要求,切割速度可调节,一般在100毫米/分钟至1000毫米/分钟之间。
控制系统•数控系统:采用先进的数控技术,可实现自动化切割过程。
•控制方式:触摸屏和键盘双重控制方式,操作简便。
•编程方式:支持CAD/CAM软件编程,实现切割图形的导入和编辑。
机械结构•悬臂结构:大悬臂数控火焰切割机采用悬臂结构,工作台固定不动,火焰切割头在横梁上移动,可实现切割材料的横向和纵向移动。
•横梁导轨:采用进口线性导轨,保证切割精度和稳定性。
•切割台:采用镜面加工的切割台面,减少切割时材料的摩擦阻力。
安全保护•防护罩:设备配备防护罩,减少火焰切割时产生的火花和飞溅。
•紧急停机按钮:设备上设有紧急停机按钮,以确保在紧急情况下能迅速停止切割过程。
•远程控制:设备可以通过远程控制,减少操作人员的接触。
应用领域大悬臂数控火焰切割机型广泛应用于金属加工行业,常见的应用领域包括:1.厚板切割:对于较厚的钢板和金属材料,大悬臂数控火焰切割机能够高效切割,大幅提高切割速度和效率。
2.模具加工:对于一些需要精确切割的模具,大悬臂数控火焰切割机能够实现复杂形状的切割,提高加工质量。
3.钣金加工:大悬臂数控火焰切割机可以对钣金进行切割和开孔,适用于制作车身、机箱等各种钣金制品。
4.建筑装饰:大悬臂数控火焰切割机可以通过切割金属板材制作各种装饰构件,用于建筑装饰。
数控方矩管火焰切割机切割头设计分析
躲 鹱弱 瑟瑟 工艺 , 工装 , 堙具 , 诠断 , 觞潮 , 维修 , 改造
数控方 火焰 矩管 切割机切割头设计 分析
贾 宝 英
( 浙江杭 萧钢构股份 有限公司 , 杭州 3 13 ) 12 2
摘
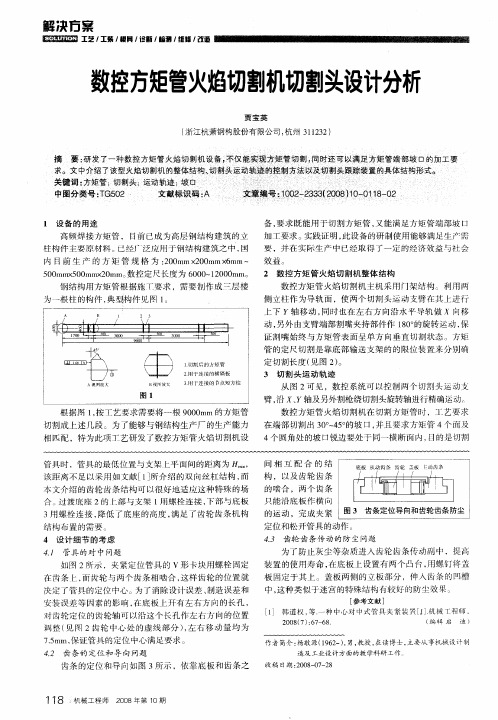
要 : 发了一种数 控 方矩 管火焰切割机 设备 , 仅能实现方矩 管切割 研 不 同时 还 可以满 足方矩管 端部 坡 口的加 工要
只能 沿底 板 作横 向
该距离 不 足 以采用 如 文献 [ ] 介 绍 的双 向丝 杠 结构 , 1所 而 构 ,以及 齿 轮齿 条
本 文介 绍 的齿 轮齿 条 结构 可 以很 好 地适 应这 种 特 殊 的场
合 过 渡底 座 2的 卜 与支架 l 螺栓 连接 , . 部 用 下部 与底 板
的运 动 ,完 成 夹 紧
定位和松开管具的动作 。
43 齿 轮 齿 条 传 动 的 防 尘 问题 .
为 了防 止灰 尘 等杂 质进 入 齿 轮 齿条 传动 副 中 ,提 高 装置 的使 用 寿命 , 在底 板 上设置 有 两 个凸 台 , 螺钉 将 盖 用
板 固定 于其 上 。盖 板两 侧 的 立板 部 分 ,仲 人齿 条 的 槽
关簿 方
求。文中介绍 了该型火焰切割机的整体结 构、 割头 运动轨迹 的控制方法以及切割头跟踪 装置的 具体 结构形式。 切 蘑动豺迹 口 堙 | 雾 || 。 |蠢l
中图分类号:G 0 T 52
文献标识码: A 。
文章编号 i0 2 3 3 2 0 )0 0 - 2 0 2 2 3 (0 8 t ̄ 1 8 0 1
定 切 割长度 ( 图 2 。 见 )
3 切 割 头 运 动 轨 迹
数控火焰切割机改造探析
数控火焰切割机改造探析0.引言所谓火焰切割,顾名思义,是指其热能载体主要是通过气体引发的火焰作为燃料,根据工件切割部位金属展开预热处理,一旦当预热的温度可以满足一定条件,通过高速切割氧气流使得预热部分的金属出现燃烧且释放热能,以此,满足切割行为的一种切割方式。
根据此原理所应运而生的数控火焰切割机在实践进行元件切割工作中,目前已经得到了十分广泛的普遍应用,已然可以视作当前数控加工中的重要构成部分。
1.数控及伺服驱动系统改造1.1数控设计方案明确数控机床的工作原理也就是通过数字控制技术实现展开制造、加工的一种行为,并且具备自主操控的优势,其系统是达成数字控制的一种配置,如图1所示。
图1数控系统图其中,CNC属于系统中的核心部门,涵盖了诸如存储器、总线、CPU、以及控制软件等。
CNC按照所指定的需要制造加工的相关程序展开轨迹行为,以及进行对机床的输入输出解决,最后再输出相关指令至与之相对的执行部件上,其功能类似于人体的大脑。
当伺服系统接收到CNC输送而来的进给指令,就把此类指令通过换位与扩展后,利用驱动设备换化成为执行部件需要的进给速度、方向、位移等。
它将来源自数控的十分微弱的指令扩展为驱动装置应用的功率信号[1]。
驱动单元把伺服单元中的输出行为转换成为机械活动,驱动单元和伺服单元共同为数控装置和机床中的传动部件的纽带。
1.2伺服系统改造数控机床主要是根据相关指令脉冲进行工作,伺服系统则属于以数控机床移动部件位置与速率作为控制量的一种系统。
因此,伺服系统的程度直接影响着数控机床的操作精度、运行速度等相关指标。
在对伺服系统展开改造的过程中,必须坚持一下原则:第一,调速范围宽。
这里所说的调速是指进给速度能够在比较宽广的区域中无级变化,且应当维续均匀、平稳、速降小的状态。
在零速状态时,伺服则处于锁定;第二,可逆运行。
伺服系统可以较为机敏的完成正、反向运行。
处于加工阶段时,机床在随机状态根据轨迹行为标准,即时完成。
数控火焰等离子切割机技术方案
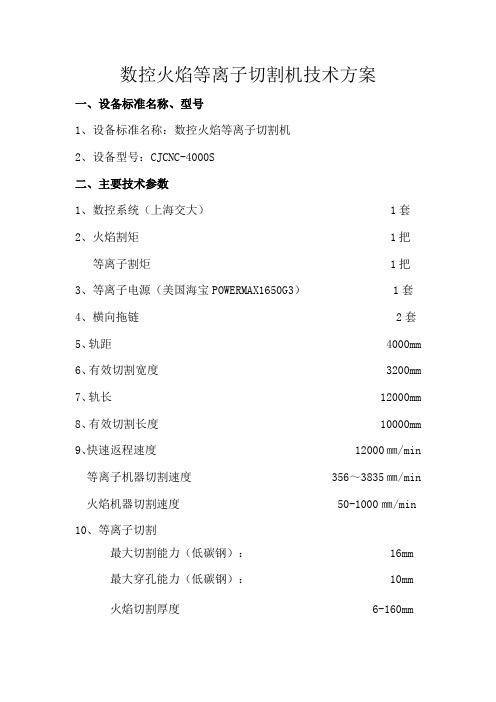
数控火焰等离子切割机技术方案一、设备标准名称、型号1、设备标准名称:数控火焰等离子切割机2、设备型号:CJCNC-4000S二、主要技术参数1、数控系统(上海交大) 1套2、火焰割矩 1把等离子割炬 1把3、等离子电源(美国海宝POWERMAX1650G3) 1套4、横向拖链 2套5、轨距 4000mm6、有效切割宽度 3200mm7、轨长 12000mm8、有效切割长度 10000mm9、快速返程速度 12000㎜/min 等离子机器切割速度 356~3835㎜/min 火焰机器切割速度 50-1000㎜/min 10、等离子切割最大切割能力(低碳钢): 16mm最大穿孔能力(低碳钢): 10mm火焰切割厚度 6-160mm11、割炬升降距离≤150mm12、直线定位精度±0.2mm/10m重复精度±0.2mm/10m13、环境温度 -5-45℃14、相对湿度<95%无冷凝15、周边环境通风,无较大冲击16、电源、电压 220V±10%17、电源频率 50HZ18、驱动方式双驱三、设备组成1、纵向导轨(12米)纵向导轨采用铁路用轨(38KG),表面经磨削处理,因此具有很高的精度及耐磨性。
驱动齿条由专业厂家进行加工,从而保证了精度要求,同时在导轨两端装有防撞保护装置。
2、大车架(4米)本部件包括钢带箱、主副滑车。
大车架为数控切割机运动的主要执行单元,整机为龙门式结构,具有很高的刚度,在端梁安装有刮削装置,以随时清掉导轨上的杂质。
3、割炬升降挂架(火焰升降挂架1套)割炬升降挂架用于实现割炬升降。
采用直流电机,经齿轮箱减速再由丝杆驱动实现升降。
保证割枪与水平面的垂直度,从而保证了切割的精度。
4、气路系统(1套)气路系统包括气体调节控制盘,气路分配系统等,为保证产品质量及安全性。
调节阀、压力表、割枪、回火防止器、电磁阀等均采用专业厂家的配套产品。
5、操作柜及控制柜(1套)操作柜面板设有割炬预选、急停、电源指示灯、自动/手动升降、电源开关等各种所需功能操作按钮;控制柜则具有防尘功能。
数控火焰等离子切割机技术方案
数控火焰等离子切割机技术方案数控火焰等离子切割机是一种将气体燃烧产生的火焰和高温等离子流用于切割金属材料的设备。
它能够快速、准确地切割各种金属材料,广泛应用于机械制造、金属加工和建筑等行业。
下面是一个关于数控火焰等离子切割机技术方案的详细介绍。
一、数控火焰等离子切割机的原理火焰切割是利用火焰在金属材料表面进行燃烧产生高温的原理进行切割,而等离子切割是利用等离子体的高能量来切割金属材料的。
火焰切割适用于厚度较大的金属材料,等离子切割适用于较薄的金属材料。
数控火焰等离子切割机结合了火焰切割和等离子切割的优点,可以适应不同厚度的金属材料。
二、数控火焰等离子切割机的优势1.高效率:数控火焰等离子切割机可以实现高速切割,节省生产时间和成本。
2.高精度:数控系统控制火焰切割机的移动,可以实现精确的切割,减少浪费。
3.多功能:数控火焰等离子切割机可以切割各种金属材料,包括铁、钢、铝、铜等。
4.易操作:数控系统操作简单,可以实现一键切割,减少操作人员的工作强度。
5.环保节能:数控火焰等离子切割机使用气体进行切割,不会产生有害废气和废水。
三、数控火焰等离子切割机的应用1.机械制造:数控火焰等离子切割机可以切割各种金属零件,用于机械设备的制造。
2.金属加工:数控火焰等离子切割机可以切割金属板材、管材等,用于金属制品的加工。
3.建筑:数控火焰等离子切割机可以切割建筑结构中的金属材料,如钢梁、钢板等。
4.汽车制造:数控火焰等离子切割机可以切割汽车零部件,如车身、底盘等。
四、数控火焰等离子切割机的市场前景随着我国制造业的快速发展,对金属材料切割的需求越来越大。
数控火焰等离子切割机具有高效率、高精度和多功能的优势,在金属加工行业具有巨大的市场潜力。
五、数控火焰等离子切割机的发展趋势1.自动化:数控火焰等离子切割机将越来越智能化,实现自动上料、自动切割和自动下料。
2.高精度:数控火焰等离子切割机将越来越精确,可以实现更高水平的切割。
龙门式数控火焰切割机横向进给系统的设计设计
1 绪论1.1 切割机的研究现状1958年英国氧气公司试制成功了世界上第1台数控切割机,开创了数控切割的新纪元。
随后,发达国家都相继开展了对数控切割的技术、工艺、相关配套软件和设备的深入开发研究工作,如今,针对不同的工件对象,人们可分别采用数控、机器人切割等多种切割方法;为了满足各种材质的切割性能和精度要求,又可以选用火焰、等离子、激光等与之相适应的切割工艺,真正达到了为用户提供全面解决问题的方案。
我国数控切割技术开发研制是在20世纪80年代初、伴随着微电子技术的成熟并获得广泛应用的基础上开始起步的,经历20多个春秋的持续发展,终于取得了可喜的成就。
目前国产数控切割产品的种类和规格已相当齐全,其中部分产品在技术、性能、指标和功能上均已接近或达到国际上同类产品的水平。
在此就数控切割技术在我国应用情况作一个回顾,并对其介绍其优缺点。
1.1.1数控火焰切割20世纪70年代中期,我国研究了船体线型的数学光顺及曲面外板展开的计算机辅助设计程序,该程序系统产生的输出结果可用于数控加工,从而使船体钢板下料切割不再需要经过实尺放样——制作样板——在钢板上画线——用手工或半自动切割这么多道繁琐的工序,由此而来,应用数控切割船用钢板的优越性立刻展现出来,它既节省了工时、放样台场地和样板材料,又能减轻工人劳动强度,极大地提高了工效。
1.1.2数控等离子切割我国数控等离子切割技术开发研制是在数控火焰切割技术趋于成熟并获得广泛应用的基础上开始的。
20世纪80年代末、90年代初,钢板和其他金属材料的切割量急剧增大,高速度、高效率的数控等离子切割技术日益受到包括造船在内的制造业界的重视,而当时国产设备还一时无法担此重任,许多厂不得已只能花巨资,率先从国外引进数控等离子切割机,以解生产上的燃眉之急。
大量进口机器的接踵而至,给国内同行以极大的鞭策,更激发了我们发愤图强研制先进设备以替代进口设备的使命感和紧迫感。
另一方面,国外先进设备的引进,也为我们提供了难得的学习和借鉴机会。
数控火焰切割机虚拟样机系统设计与切割运动仿真

其 中, 六轴联动多功能龙 门式数控火焰切割机的运 动机构 由 的距 离 ; 对所绘制对象进行旋转 的函数 为 g o t(n l,lr , l t ea g r , Ra e 2 两组联动轴组成 , 割炬位姿 由 x z A B四轴联动控制 , 、、、 被割件位姿 r )参数 age 3, nl 为要旋转 的角 度 ,1r 、 分 别为旋转轴方 向矢 r、 r 2 3 由Y C两轴联动控制, 、 两组联动轴之『也可进行联动, 3 . 日 ] 如图 所示。
★来稿 日期 :0 9 0 — 8 ★基金项 目: 20—92 东北林业大学中央高校基本科研业务费专项资金项 目(9 0 ) 00 9
第 7期
徐 达丽等 : 数控 火焰切 割机 虚拟样机 系统设 计与切 割运动仿 真
11 7
基于上述功能划分 , 采用 自顶向下 的设计 和分析方法 , 一机械系统建模 系统 型的显示 列表 ,这里需要记 录各部件模型显示列表 的名称 。在
所示 。系统工作时, 基本输入为测试用数控程序和各轴 的 运动 品设计质量 , 提高面 向客户与市场需求的能力。 目前 , 虚拟样机的 1 约束条件 , 输出结果 由切割效果测试分析报告和切割过程 的三维 研究和应用主要集中机械系统运动和动力学仿真方面, 人们多利
用 A A 、oiWok 等软件进行虚拟样机的设计和分析 , D MSSl rs d 取 动画模拟过程构成。
+
I译器l 序码
I
存在依赖关 系, 在装配时还应注意装配次序 。 装配完毕后 , 应保证 机床 的机械原点和在 Po r/ E环境中装配试验时相同 , 仍为割嘴的
中心 点 。
I 幸 ff l 1l 几 机 分 据 何 几 解 提 模 何 虚 + 取 型 模 拟 数 型 样
数控火焰切割机高性能电容式自动调高系统设计
2 5 .O
3 O .O
2 6 4
3 O .5
2 8 5
3O 2
24 .3
29 .2
2 1 5
30 4
25 0
3O .8
±0 0 .8
±O O . 8
3 5 .0
4 0 .0 4 5 .O
3 4 5
4 6 0 4 O 5
3 7 4
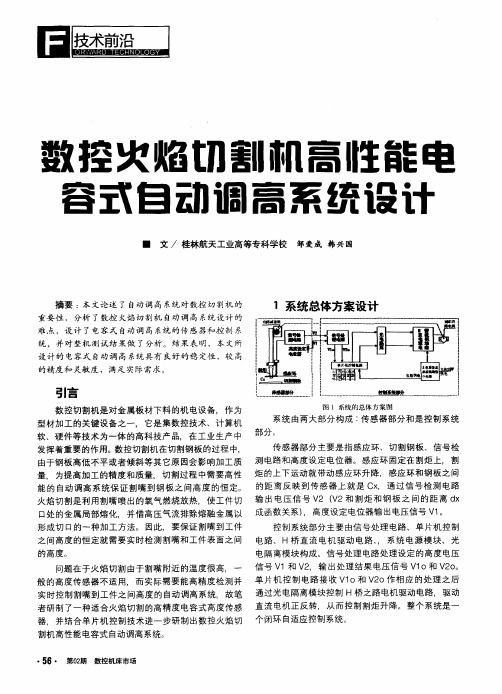
给单 片机控 制电路 处理,根据处理结果通过光 电隔离 控制 H桥直 流 电机 的运动,在 H桥直 流 电机 驱动 电
路里 面设计 一个 用于采样 电机 电流 的采样 电阻,采样 电阻 的一端 电压送 给 A D处 理,然 后 由单片机 根据 / 采样 电阻的 电压值来监控电机 是否正 常工作。
4 2 0 4 8 5
3 3 5
39 .5 44 5
3 5 .7
3 3 9 4 5 . 1
34 .2
40 .4 44 8
士0 0 8
软、硬件等技术 为一体 的高科 技产品,在工业生产 中 部分。 传 感 器 部 分 主 要 是 指 感 应 环 、 切 割 钢 板 、 信 号 检 发挥着重要的作用。 数控切割机 在切割钢板 的过程 中,
由于钢板高低不平或者倾斜 等其它原 因会影响加工质 测 电路 和高度 设定 电位器。感应 环固定在割炬上,割 量、 为提高加工 的精度 和质量 ,切割过程 中需要高性 炬 的上 下运动就 带动 感应环 升降,感应 环和钢板 之间 x 能 的 自动调 高系统保 证割 嘴到钢板 之 间高 度的恒定。 的距离 反映到传 感器 上就是 C ,通过信 号检测 电路 2 V x 火焰切割是利 用割嘴喷 出的氧气燃烧放热,使工件切 输 出电压 信号 V ( 2和 割炬 和钢 板之 间的距 离 d ,高度设定电位器输 出电压信号 V 。 1 口处 的金 属局部 熔化,并借高压气流排除熔融金属 以 成函数 关系) 形成切 口的~种加工方法。 因此,要保证割 嘴到 工件 控制系统部分主要 由信号处理 电路、单片机控制 之 间高度 的恒定 就需要实时检测割嘴和工件表面之 间 电路、H桥 直流 电机驱 动 电路 、 ,系统 电源模块 、光
便携式数控火焰切割机毕业设计(nxpowerlite)[管理资料]
![便携式数控火焰切割机毕业设计(nxpowerlite)[管理资料]](https://img.taocdn.com/s3/m/bd49bd8101f69e314232943b.png)
1 引言近年来,由于机械工业飞速发展的需求和国外先进技术的引进,我国切割技术无论在新工艺的开发方面,还是在新能源的利用方面都有了长足的发展。
自动化、半自动化切割技术的发展,使得切割技术可以代替部分机械加工,大大提高了工作效率,还可以提高金属材料的利用率。
它适用于造船工业,重型机械,化工设备,锅炉制造,机车车辆,石油化工等制造行业的高精度钢板热切割的新型自动化设备。
气体火焰切割是热切割中最早被采用和最常用的工艺方法,这种切割方法设备简单、操作方便灵活、投资费用少、切割质量好等特点。
尤其是能够切割各种含曲线形状的零件和大厚度工件等一系列特点使得它自进入工业领域以来一直作为工业生产中切割碳钢和低合金钢的基本方法而被广泛采用。
而数控火焰切割机在此基础上,增加了数控控制系统,是应用计算机数字程序控制的全自动化切割设备。
便携式数控火焰切割机则是在数控火焰切割机的基础上又更进一步的做了改进,使之经济适用性更强,范围更广【1】。
、现状及前景数控氧气切割法是20世纪初发明的。
由于它有独特的优点,例如设备简单、灵活方便、生产率高、切口质量好,特别是能够切割厚度大和形状复杂的零件,从而成为金属加工中一种非常重要的和有效的加工工艺方法,因此在工业上得了相当广泛的应用。
从20世纪70年代以来,数控氧气切割技术在我国得到了巨大发展。
从可以切割的金属材料范围来看,不但可以切割一般的碳素结构钢,用空气等其他离子装置及激光装置也可以很好地切割不锈钢、高合金钢、铜、铝、铜合金、钛和钛合金等。
在切割工艺方面上讲,除了可以进行一般的切断切割外,还形成了叠切割、水下切割、表面气刨、特厚钢材切割和精密切割等其他新的加工工艺,同时也可以用来切割各种形式的焊缝坡口。
在切割设备方面,为了提高火焰切割加工的精度和机械化自动化程度,进而提高切割产品的质量和板材的利用率,而先后创造了多种型式的切割设备,例如:手提式切割机、轻便式半自动切割机、坐标式自动切割机、半自动多向切割机、型钢切割机、多割炬门式切割机、数控火焰切割机及数控火焰等离子切割机。
数控火焰切割机设计论文
中文摘要摘要本课题所设计的数控火焰切割机是一种小型切割设备,它可以很方便的对金属材料进行直线或曲线切割,可广泛应用于机械、建筑、化工、航天等行业。
首先,本文通过对火焰切割技术及数控火焰切割机的国内外研究现状的分析,对火焰切割机的总体结构进行了设计,整体采用龙门式结构,纵向、横向和垂直三个方向进给运动均选用步进电动机带动滚珠丝杠传动的开环控制系统。
由于火焰切割机切割工件时无切削力,所以纵向进给运动采用电机直接驱动工作台运动来完成。
其次,利用三维设计软件Solid Works完成了火焰切割机各零件的三维实体造型,并根据各零部件之间的定位关系,完成了总体装配,验证了设计的合理性。
最后,为了加工制造的方便还绘制了切割机的所有零部件和装配体的工程图。
关键词:数控火焰切割机,龙门式,结构设计,Solid WorksIAbstractThe CNC flame cutter designed in this topic is small cutting equipment. It can easily cut metal materials with linear or curvilinear drawings and can be widely used in machining, architecture, chemical industry, spaceflight and other industry.Firstly, through the analysis of research actuality about the flame cutting technology and the CNC flame cutting machine at home and abroad the whole structure of the flame cutter is designed in this article. The whole structure uses the gantry structure, the open-loop control systems, using stepping motor to drive ball screws, were chosen at longitudinal, horizontal and vertical directions. Since there is no cutting power when the flame cutter cuts work-piece, therefore, the vertical movement is provided by the movement of worktable driven directly by stepping motor. Secondly, the three-dimensional entity modeling of all the flame cutter parts is finished by using the three-dimensional design software Solid Works and the assembly of the whole is accomplished through the orientation of every parts to validate the rationality of the design. In the end, all the drawings of parts and assembly are protracted in order to facilitate the manufacture.Keywords:Numerical control flame cutter, gantry type, Structural design, Solid WorksII目录摘要 (I)ABSTRACT .................................................................................................................. I I 目录.. (III)第一章引言 (1)1.1切割技术的种类及发展 (1)1.2数控火焰切割简介 (1)1.2.1 火焰切割及数控火焰切割技术 (1)1.2.2 国内外数控火焰切割技术的发展 (2)1.2.3 数控火焰切割机的市场及发展 (3)第二章机床总体设计及软件平台选择 (5)2.1总体方案的确定 (5)2.2控制及传动系统选用 (5)2.3割矩设计 (6)2.4S OLID W ORKS软件平台简介 (7)2.5S OLID W ORKS 的主要特点 (8)第三章数控火焰切割机伺服系统设计................................. 错误!未定义书签。
龙门式数控火焰切割机结构设计(毕业设计论文)
图书分类号:密级:毕业设计(论文)龙门式火焰切割机传动及控制设计THE DESIGN OF TYANSMISSION AND CONTYOL IN THE GANTRY FLAME CUTTINGMACHINE学生姓名学院名称专业名称指导教师20**年5月27日摘要本课题针对龙门式火焰切割机的横梁及火焰切割头的控制进行了设计。
横梁的机构设计主要对其结构的确定,之后对传动装置进行了选择及计算检验,最后对主要传动的零部件进行选择校核。
其中主要对滑动丝杠和滚动丝杠的强度及传动效率等进行了计算校核。
并对横梁设计中存在的结构部件的联接问题进行了改进。
火焰切割头是在传动装置的基础上运用丝杠的转速控制运动,用单片机控制电机的转速来达到效果。
对控制电路设计也做了系统的详解,主要对所涉及的键盘、显示器、主要芯片做了选取应用。
关键词火焰切割机;电气控制;横梁设计;单片机AbstractThis essay analyzes that the design of the beam and the control of flame cutting head of the gantry flame cutting machine.The design of the beam of mechanism main determining its structure of the transmission device, then the selection and operation of the main transmission inspection, finally the choose of the parts inspection. The major of sliding screw and rolling ball screw's strength and transmission efficiency is calculated respectively.And problems existing in the connect of parts, in the design of structure of the beam ,are also improved. Flame cutting in the head is based on transmission device using screw speed control movement, with single-chip microcomputer control motor speed to achieve results. I also make a system explanation of the control of circuit design, involved mainly to make the selection and applications of the keyboard, display, main chip.Keywords flame cutting machine electrical control the design of the beam microcontroller目录摘要 (I)Abstract (II)1 绪论 (1)1.1 课题的意义、目的、研究范围及要达到的技术要求 (1)1.1.1 课题的意义和目的 (1)1.1.2 研究范围和技术要求 (1)1.2 龙门式火焰切割机的简介和特点 (1)1.2.1 简介 (1)1.2.2 特点 (2)1.3国内外的现状 (2)1.4 发展前景 (3)2 总体方案设计 (5)2.1 总体方案的设计 (5)2.1.1 功能与技术参数的分析 (5)2.1.2 横梁机构设计简介 (5)2.1.3双切割头横向移动电气控制设计简介 (5)2.2 立柱的设计 (5)2.2.1 机架的设计准则及要求 (5)2.2.2 立柱结构 (6)3 横梁机械机构设计 (9)3.1 龙门式横梁结构设计 (9)3.1.1 确定龙门式火焰切割机横梁结构 (9)3.1.2 传动装置类型的选用 (9)3.1.3 传动方案的选取 (10)3.2 机床零部件的设计 (10)3.2.1 丝杠副的选取 (11)3.2.2导轨的选型及计算 (15)3.2.3联轴器的选取 (16)3.2.4轴承的选取 (18)3.2.5立柱底座横向进给的滚动丝杠的计算 (19)3.2.6 步进电机的选取 (21)4 电气控制设计 (25)4.1拟定机床控制系统方案 (25)4.2组成元件的介绍 (25)4.2.1主要芯片的选取 (25)4.2.2 键盘接口原理 (25)4.3 控制电路设计 (26)4.3.1 使用多片EPROM的扩展电路 (26)4.3.2 89C51主要管脚功能 (27)4.3.3 静态RAM芯片的选用 (27)4.3.4 8155工作方式查询 (28)4.3.5 89C51的存储器及I/O的扩展 (29)4.3.6 8155状态查询 (30)4.3.7 8155内部定时电路 (30)4.3.8 89C51地址分配 (31)4.3.9 8155扩展I/O端口的初始化程序设计 (32)4.4 键盘电路设计 (33)4.4.1键盘功能 (33)4.4.2 键盘程序设计 (33)4.5闪光报警电路 (36)4.6 显示器设计 (36)4.6.1显示器显示方式的选取 (36)4.6.2显示器接口电路 (36)4.7光电隔离电路选用 (36)结论 (38)致谢 (39)参考文献 (40)谢谢朋友对我文章的赏识,充值后就可以下载此设计说明书(不包含CAD图纸)。
数控火焰等离子两用切割机SHD型技术参数
数控火焰等离子两用切割机SHD型
技术参数
数控火焰等离子两用切割机SHD型是一种在金属切割工程中广泛使用的高精度设备。
该设备由数控系统、机身结构、火焰切割、等离子切割系统组成,集成了多项先进技术。
以下是对SHD型数控火焰等离子两用切割机技术参数的详细解析。
1. 数控系统
SHD型数控火焰等离子两用切割机采用进口控制系统,具有高强度、高稳定性和高精度的特点,支持自动化、智能化程度高的操作。
该系统采用液晶屏操作,用户可以实时设置精度、速度和切割线条,使得切割质量更加稳定。
2. 机身结构
SHD型数控火焰等离子两用切割机采用大型钢结构整体焊接,使得机体具有很高的稳定性和强度,操作过程中不易产生形变等缺点。
机身还采用多种防护设施,如轴承防尘罩、导轨防尘罩等,保证了机器的长期使用效果和寿命。
3. 火焰切割系统
该系统采用优质气割枪,,能够在较小的切割角度内进行加工,同时还能够根据需要进行割缝和平行割,适用于各种金属材料的切割加工。
具有快速、高效、精度高的特点。
4. 等离子切割系统
SHD型数控火焰等离子两用切割机配备有进口等离子切割系统,主要用于精密切割、厚板切割等。
该系统采用专业切割头、高压等离子气体、高频调制等技术,能够在各种材质中进行快速而准确的切割,同时还能够大幅度提高金属材料加工的效率。
5. 总结
SHD型数控火焰等离子两用切割机是一款高性能、低投入、长寿命的机型,能够满足各种工作需求。
其优势在于:切割速度快、精度高、操作方便、使用寿命长、维护成本低等方面,成为了金属加工领域中最具有竞争力的产品之一。
H型钢数控火焰切割设备机械系统设计

套Y 轴分段使用该导轨, 有各自的行程范围, 加大两条
长导轨的跨距提高承受X 轴和Z 轴运动部件作用其上的
较大弯距; ④采用双螺母机构消除丝杠螺母传动间隙;
⑤丝杠固定端采用两只向心推力球轴承支承, 既承担径
向载荷, 也承担双向轴向载荷, 简支端采用一只深沟球
同角度的坡口时, 还需要割枪有摆角运动。Z 轴运动要
克服运动构件重力作功, 应当减轻运动构件质量, 3 套
Y 轴运动机构安排在一个横梁上, 对简化结构有利。
2.3 机械系统总体布局的确定
该数控切割设备的运动功能如图2 所示。H 型钢采
取水平放置, 两翼板直立, 幅板水平, 设备也为卧式布
图4 系统的阶跃响应仿真曲线
Fig.4 Simulated curve of systematic
order jump over respond
弥补了各自的不足,
并且克服了普通变结
构控制选择切换点的
困难, 实现了切换区
域内的相对平滑切
换, 具有不需要系统
的数学模型、设计过
程简单、鲁棒性好、
[4] 汪海燕,李娟娟,张敬华.自适应模糊PID 控制的无刷直流电机及
仿真[J].微电机,2003,4.
[5] 丁军,徐用懋.单神经元自适应PID 控制器及其应用[J].控制工程,
三把切割枪部分采用单柱悬臂式结构, 能减少占地
面积, 开放性好, 实现侧向上料。单柱结构要求纵向导
轨所在的床身刚度大, 采用刚度大的H 型钢为导轨, 兼
作床身。
H 型钢水平放置在工作台上, 为方便H 型钢纵向输
数控切割机改造技术方案

机械制造公司SKG-B型数控火焰切割机改造技术文件数控火焰切割机技术文件一、设备名称、型号:数控火焰切割机SKG-B型数控切割机大修改造二、改造后设备主要技术参数:1、导轨跨度:6000mm,有效切割宽度:5200mm2、导轨长度:18000mm,有效切割长度:16000mm3、驱动方式:双侧齿轮齿条传动4、切割速度: 50-6000mm/min内任意可调5、最大空程速度:6000mm/min6、横向主割机:一台,原来机头保留。
等离子加挂弧压调高XPTHC-200型7、横向副割机:一台,原来机头保留。
火焰单割炬,加装自动点火。
增加副割机:二台,加挂火焰单割炬,加装回火器,加装自动点火。
8、火焰单割炬切割厚度:6-120mm(普通碳钢、低合金钢)9、火焰切割气体:氧—乙炔或丙烷10、割炬高度调整范围:≥200mm11、切口质量:火焰切割粗糙度=12.5-25μm12、机械限位:置于横向及纵向导轨,确保设备安全运行。
13、加装隔热板,防止设备的受热变形和提高设备的美观度。
14、随机座椅功能,减轻了操作工的劳动强度。
15、设备整体除锈、打腻子喷漆,机器颜色:波纹蓝色。
三、机械部分改造内容:1、维修整体的机械部分。
2、保留主、副导轨.3、增加主、副割机:采用进口双导向直线光轴升降机构,同时采用德国技术增加机头直线方向防撞机构,运行安全稳定,具备机械限位功能,通过两台直流永磁电机控制割机头升降。
4、更换镜向传送钢带:进口锰钢板裁制,保证两割机同步或镜向运动。
5、管线拖动方式:横向管、线及机头管线采用拖链机构,纵向管、线采用滑线架架空机构,纵向气带、电缆和滑线架、三角架及工字钢由需方自备并安装。
减速器(德国NEUGART行星减速器)产品介绍:PE 系列减速机本系列减速机的特别设计可适用于连续运转模式(S1)及循环运转模式(S5)的运作减速比单节 : 5/7/10双节 : 25/35/50/70/100低背隙单节 : ≤8 arcmin双节 : ≤10 arcmin高效率单节 : ≧ 97%双节 : ≧ 94%四、改造后的数控系统:选用台湾FastCNC型数控系统一、稳定的工业级数控系统超强的系统稳定性,设计目标:十年无故障,免维护!目前国内使用的数控系统稳定性不高,大部分都存在夏季高温季节数控系统发热过热,不能稳定运行;硬盘、风扇和主板一、二年内总会发生故障,影响切割生产。
小龙门数控火焰切割机SHD型技术参数
小龙门数控火焰切割机SHD型技术参数小龙门数控火焰切割机是一种现代化的机器设备,主要用于切割各种金属材料,如钢板、不锈钢、铁板等等。
SHD型数控火焰切割机在技术上不断创新,具有多项先进技术,能够实现高效、精准、稳定的生产操作,下面我们就来了解一下这款数控火焰切割机的技术参数。
一、设备参数1、设备型号:SHD型数控火焰切割机2、设备主体:龙门结构钢板焊接结构3、切割尺寸:1200*2500mm-3000*12000mm4、切割厚度:火焰切割5mm-200mm5、驱动方式:双驱动6、切割速度:0-6000mm/min(跟切割厚度有关)7、传动方式:齿轮、齿条传动及同步带传动8、轨道方式:精密轨道、直线导轨9、火焰切割枪:自动提升和自动点火10、数控系统:微机控制、自动化程度高二、电控系统1、操作系统采用飞龙数控2、主电机:AC伺服电机,定位精度高,运行平稳3、和驱动器:优质国产或进口4、控制器:PLC加纯数字控制器,智能高速反应5、离线操作曲线自动生成和编辑软件三、火焰切割枪1、火焰切割枪采用DMC索6A火焰切割枪2、小巧、轻便、加工精度高3、自动提升和自动点火功能4、自动割缝、消除断弧的功能5、独立的电池供电,可以在停电时保持运行6、高品质火焰切割枪,保证工作效率和使用寿命四、氧化割、等离子切割系统1、采用瑞典喉舌、美国耐磨压焰器等品牌2、优质的氧化割、等离子切割系统,确保自动调节的高质量氧化割、等离子切割,提高生产效率和质量3、高反应速度,最佳切割质量,消除切割过程中气体的水分和杂质4、自动调节氧气流量,确保切割质量5、高制动性能,冷却性能,确保切割质量五、软件系统1、支持G代码、HPGL、DXF等多种文件格式的输入2、可选的人机界面3、可自动裁切和拼接图形4、机台拼接功能,可实现大格式切割以上就是小龙门数控火焰切割机SHD型技术参数的详细介绍,这款数控火焰切割机技术含量高,设备参数优越,使用寿命长,非常适用于石油、化工、钢铁、造船、机械制造、冶金等行业,是现代化工业生产必不可少的高品质数控设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计计算
ABSTRACT
Commonly used in the process of machining, sheet cutting method with manual cutting, semi-automatic cutting machine cutting and nc cutter cutting. Flexible cutting by hand, but hand cutting quality is poor, size error is big, big material waste, subsequent processing workload is big, poor working conditions at the same time, the production efficiency is low. Semi-automatic cutting machine, profiling cutting machine, cutting the workpiece quality is better, because it is used for cutting die, is not suitable for single piece and small batch and master pieces cutting. Although other type semi-automatic cutting machine reduces the worker labor intensity, but its function is simple, is only suitable for some rules in the shape of cutting parts. CNC cutting relative to manual and semi-automatic cutting way, sheet can effectively improve the cutting efficiency and cutting quality, reduce the operator labor intensity. At present, some small and medium-sized enterprises in our country and even in some big companies using manual cutting and semi-automatic cutting way is also more common. At present,China's machinery industry steel usage has reached more than 300 million tons, is a large amount of steel cutting; With the development of modern mechanical industry, the plate cutting processing efficiency and product quality requirements also increased at the same time. Therefore nc cutter market potential is very big still, market prospects are optimistic. CNC flame cutting machine, cutting with large thickness carbon steel cutting ability, cut expenses low, but there are cutting deformation, cutting accuracy is not high, and low cutting speed, cutting preheating, perforated time is long, difficult to meet the needs of the full automatic operation. Its applications mainly limited to carbon steel, thickness of plate cutting, in thin carbon steel plate cutting, will gradually replaced by plasma cutting. This paper mainly includes the development of all kinds of cutting machine, cantilever main body structure of the flame cutting machine design as well as designing and calculating the transmission parts.
摘要
在机械加工过程中,板材切割常用方式有手工切割、半自动切割机切割及数控切割机切割。手工切割灵活方便,但手工切割质量差、尺寸误差大、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。数控切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。目前在我国的一些中小企业甚至在一些大型企业中使用手工切割和半自动切割方式还较为普遍。目前,我国机械工业钢材使用量已达到3亿吨以上,钢材的切割量非常大;随着现代机械工业的发展,对板材切割加工的工作效率和产品质量的要求也同时提高。因而数控切割机的市场潜力还是很大、市场前景比较乐观。数控火焰切割机,切割具有大厚度碳钢切割能力,切割费用较低,但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。它的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。本文主要包括对各类切割机的发展介绍,悬臂式火焰切割机的主体结构设计以及传动装置的设计计算几部分。