汽轮机扣大盖检查签证
汽轮机扣盖作业指导书

1、编制依据1.1 《电力建设施工及验收技术规范.汽机篇》(DL5011-92)1.2 《火电施工质量检验及评定标准.汽机篇》(1998年版)1.3 《火电工程汽机扣盖前质量监督检查典型大纲》1.4 《电力建设安全工作规程》(火力发电厂部分)(DL5009.1-2002)1.5 东方汽轮机厂的图纸和技术资料。
1.6 《质量保证手册、质量体系文件》(2002年版)1.7 《职业安全健康与环境管理体系文件》(2002年版)2、作业任务及主要工程量2.1 作业任务2.1.1 缸内部套最后吹扫检查2.1.2 扣大盖过程。
2.1.3 螺栓紧固2.2 工程概况国电永福发电有限公司2×300MW机组工程#3机组汽轮机本体安装工程,汽轮机为方汽轮机厂设计生产的亚临界、一次中间再热、单轴双缸双排汽凝汽式汽轮机,型号为N300-16.7/537/537-8型(合缸);通流级数总共27级,其中:高压缸:Ⅰ调节级+8压力级,中压缸:6压力级,低压缸:2×6压力级;汽轮机本体外形尺寸(长×宽×高):18055mm×7464mm×6634mm(高度指从连通管吊环最高点到运行平台距离)。
N300-16.7/537/537-8型汽轮机本体主要部件重量3、作业环境条件和作业准备3.1 汽机扣盖前应检查的技术文件和资料:3.1.1 汽轮机总装报告3.1.2 汽轮机扣盖作业指导书及组织措施3.1.3 监造检验报告及签证3.1.4 汽缸内部合金钢零部件及管材光谱复查报告3.1.5 高温紧固件硬度复测、光谱复查报告3.1.6 转子叶片频率复测及外观复查报告3.1.7 转子、汽缸、隔板及喷嘴等重要部件出厂材质检验及探伤报告3.1.8转子出厂超速试验及高速动平衡报告3.1.9制造厂出厂质检报告及质保书3.1.10设计、设备、标准变更签证记录或协议文件3.1.11汽轮机本体及有关部套的图纸、说明书和制造标准3.1.12其他技术文件资料3.2 汽机扣盖前具备的安装技术记录:3.2.1 汽轮发电机组基础交接记录及汽机基础沉降记录;3.2.2 设备开箱检验报告及签证;3.2.3 水泥垫块制作及台板安装记录及水泥垫块灌浆料强度实验报告;3.2.4 汽缸、轴承座与台板接触记录;3.2.5 汽缸、轴承座清理、检查(含渗油试验)记录;3.2.6 汽缸法兰结合面间隙记录;3.2.7 各部滑销、猫爪、联系螺栓间隙记录;3.2.8 汽缸、轴承座水平度、扬度及轴颈扬度记录(最终值);3.2.9 汽缸负荷分配记录;3.2.10 汽机转子对汽缸汽封(油挡)洼窝中心记录;3.2.11 转子轴颈椭圆度及不柱度记录;3.2.12 转子各部圆周晃度和端面瓢偏记录;3.2.13 转子弯曲记录;3.2.14 轴瓦调整安装记录;3.2.15 转子联轴器找中心记录;3.2.16 转子轴向定位记录;3.2.17 隔板套、隔板安装记录;3.2.18 汽封及通流间隙记录;3.2.19 汽缸轴向通流最小间隙记录;3.2.20 推力瓦安装记录;3.2.21 低压缸与冷凝器连接记录;3.2.22 设备缺陷、不合格品情况及处理签证记录;3.2.23汽缸内部保护装置及监测元件校验记录;3.2.24各分项、分段工程签证验收记录;3.2.25其他安装记录3.3 汽缸扣大盖前应具备的基本技术条件:3.3.1 汽轮发电机组基础稳定,不会产生影响汽轮机找平、找正和找中心工作的不均匀沉降;3.3.2 汽缸、轴承座底部支承安装结束,位置正确,接触密实;3.3.3 汽缸、轴承座及其台板清理、检查完毕,轴承座底部油管道安装检验完毕;3.3.4 汽缸、轴承座水平度及轴颈扬度调整结束;3.3.5 地脚螺栓安装完毕;3.3.6 各滑销间隙、猫爪间隙及推拉装置调整结束;3.3.7 轴瓦检查结束;3.3.8 汽缸法兰结合面间隙检查结束;3.3.9 汽缸负荷分配调整完毕;3.3.10 汽机转子检查结束;3.3.11 汽机转子对汽缸汽封(油封)洼窝中心调整结束;3.3.12 转子轴向最后定位;3.3.13 低压缸与冷凝器连接结束;3.3.14 汽机内缸、隔板套中心调整结束;3.3.15 汽封及通流间隙调整合格;3.3.16 轴系找中心结束;3.3.17 推力轴承间隙调整结束,乌金接触符合要求;3.3.18 汽缸内部合金钢零部件(包括热工测量零件)及管材光谱复查结束;3.3.19 高温紧固件光谱、硬度复查结束;3.3.20 扣盖前需安装在汽缸内的热工测点安装结束;3.3.21 汽缸及内部零部件缺陷消除完毕;3.3.22 上、下缸外露孔洞封闭(或临时封闭)完毕;3.4 扣盖的现场准备及要求:3.4.1 汽缸内各部件及其空隙必须仔细检查并用压缩空气吹扫,确保内部清洁无杂物,结合面光洁,各孔洞通道部分应畅通,需封闭隔绝部分应堵死。
汽机扣盖前质量检查细则
汽机扣盖前质量检查细则1.0 汽机扣盖前质量检查的依据1.1 订货合同与技术协议及附件规定的技术要求;1.2 制造厂提供的汽轮机本体及有关部套说明书、制造标准、出厂检验报告、质保书和技术文件;1.3 制造厂提供的汽轮机组安装手册(指导书)、图纸、安装标准、规范及组装、试车、调试技术文件;1.4 《电力工业技术管理法规》(试行);1.5 《电力建设施工及验收技术规范》(汽机机组篇);1.6 《火电施工质量检验及评定标准》(汽轮机篇);1.7 《火力发电厂金属技术监督规程》及厂家有关标准;1.8 电力部下达的有关技术文件和反事故措施;1.9 设计、设备和标准的修改签证、附加说明或会谈协议文件;1.10 GB/T19000-ISO9000《质量管理和质量保证》。
2.0 扣盖前应具备的基本技术条件2.1 汽轮发电机组基础稳定,不会产生影响汽轮机找平、找正和找中心工作的不均匀沉降;2.2 汽缸、轴承座底部支承(垫铁、垫块等)安装结束,位置正确,接触密实;2.3 汽缸、轴承座及其台板清理、检查完毕,轴承座底部油管道安装检验完毕;2.4 汽缸、轴承座水平度及轴颈扬度调整结束;2.5 地脚螺栓安装完毕;2.6 各滑销间隙、猫爪间隙及推拉装置调整结束;2.7 轴瓦检查结束;2.8 汽缸法兰结合面间隙测量结束;2.9 汽缸负荷分配调整完毕;2.10 汽机转子检查结束;2.11 汽机转子对汽缸汽封(油挡)洼窝中心调整结束;2.12 转子轴向最后定位;2.13 低压缸与冷凝器连接结束;2.14 汽机内缸、静叶持环(或隔板)和汽封套中心调整结束;2.15 汽封及通流间隙调整合格;2.16 轴系找中心结束;2.17 推力轴承间隙调整结束,乌金接触符合要求;2.18 汽缸内部合金钢零部件(包括热工测量零件)及管材光谱复查结束;2.19 高温紧固件光谱、硬度复查结束;2.20 扣盖前需安装在汽缸内的热工测点安装结束;2.21 汽缸及内部零部件缺陷消除完毕;2.22 上、下缸处孔洞封堵(或临时封闭)完毕;2.23 主要抽汽管道至少应接到第一个支架处。
汽机转子外观检查签证表
5
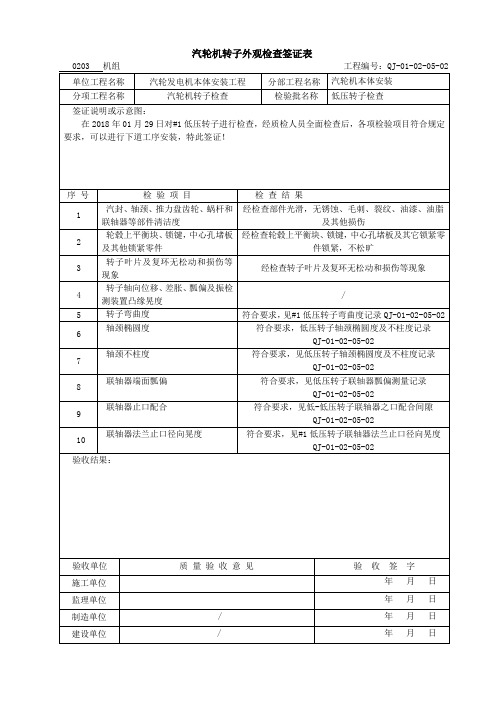
转子弯曲度
/
6
轴颈椭圆度
符合要求,见转子轴颈椭圆度及不柱度记录QJ-01-02-05-01
7
轴颈不柱度
符合要求,见转子轴颈椭圆度及不柱度记录QJ-01-02-05-01
8
联轴器端面瓢偏
符合要求,见中压压转子联轴器瓢偏测量记录QJ-01-02-05-01
9
联轴器止口配合
符合要求,见中压-低压转子联轴器之口配合间隙QJ-01-02-05-01
8
联轴器端面瓢偏
符合要求,见高压压转子联轴器瓢偏测量记录QJ-01-02-05-01
9
联轴器止口配合
符合要求,见高压-中压转子联轴器之口配合间隙QJ-01-02-05-01
10
联轴器法兰止口径向晃度
符合要求,见高压转子联轴器法兰止口径向晃度QJ-01-02-05-01
验收结果:
验收单位
质量验收意见
验收签字
施工单位
年月日
监理单位
年月日
制造单位
/
年月日
建设单位
/
年月日
汽轮机转子外观检查签证表
0203机组工程编号:QJ-01-02-05-01
单位工程名称
汽轮发电机本体安装工程
分部工程名称
汽轮机本体安装
分项工程名称
汽轮机转子检查
检验批名称
超高、高、中压转子检查
签证说明或示意图:
在2018年01月24日,对中压转子进行检查,经质检人员全面检查后,各项检验项目符合规定要求,可以进行下道工序安装,特此签证!
10
联轴器法兰止口径向晃度
符合要求,见超高压转子联轴器法兰止口径向晃度QJ-01-02-05-01
汽机专业汽轮发电机本体施工质量签证单汇总2018最新版

2018最新版汽机专业汽轮发电机本体施工质量签证单汇总
6.3汽轮机本体安装施工质量签证
表6.3.1台板接触检查签证单
表6.3.2轴承座灌油试验签证单
表6.3.3 轴承座扣盖签证单
0 汽缸外观检查签证应符合表6.3.4的规定。
表6.3.4 汽缸外观检查签证单
表6.3.5汽轮机转子外观检查签证单
表6.3.6 高、中压喷嘴室检查封闭签证单
表6.3.7汽轮机扣盖前检查签证单
表6,3.8 汽轮机扣盖签证单
表6.3.9汽轮机基础二次灌浆前检查签证单
表6.4.1 汽轮机本体及本体范围管道安装单位工程施工质量技术文件核查表
表7.4.3发电机定子线圈严密性试验签证单
表7.4.6端盖安装封闭签证单
表7.4.7 氢气(空气)冷却器严密性试验签证单
表7.4.8励磁机空冷器严密性试验签证单
表7.4.9氢气系统设备及管道严密性试验签证单
表751发电机和励磁机装置安装单位工程施工质量技术文件核查表
7.5.1。
汽轮机扣盖作业指导书

一.工程概况XXXX工程为1×12MW汽轮发电机组,汽轮机设备由青岛捷能汽轮机股份有限公司制造。
本汽轮机为单缸凝汽式汽轮机,本体主要由转子部分和静子部分组成,汽缸由前、中、后三段通过垂直法兰连接而成。
前汽缸由两个猫爪支撑在前轴承座上,前轴承座放置在前底板上;后汽缸采用地脚法兰形式座在后底板上。
机组的滑销系统由纵销、横销、立销组成。
纵销沿汽轮机中心线设置在前轴承座与前底板之间;横销设置在前猫爪和后缸两侧地脚法兰下面;立销设置在前、后轴承座与汽缸之间。
汽轮机转子由前后两个轴承支承,前轴承与推力轴承组成联合推力轴承,推力瓦采用可倾式推力瓦块,具有良好的稳定性;后轴承为椭圆轴承,具有较强的支承力。
本机共有17级隔板,全部为焊接式隔板,由悬挂销支持在汽缸内。
整机结构紧凑合理。
机组主要技术参数如下:1.汽轮机:名称:12MW凝汽式汽轮机型号:N12-8.83/0.981额定功率:12MW额定转速:3000r/min旋转方向:自机头向发电机端看为顺时针方向。
2.主要参数:主蒸汽门前蒸汽额定压力:8.83Mpa主蒸汽门前蒸汽额定温度:535℃主蒸汽额定流量:48t/h额定工业抽汽压力:1.27Mpa额定工业抽汽温度: 535℃冷却水温:设计:20℃最高:33℃背压:4.90/11.8Kpa冷却器: NQ10 冷却面积1000㎡3.主要尺寸及重量:汽轮机本体总重:70T汽轮机最大件重量:30T汽轮机外形尺寸:(L×W×H)6.93×4.205×2.88m汽轮机中心标高(距运行平台):0.75m转子重量:14T转子长度:5491 mm4.技术要求:轴振≤0.03mm,临界转速时轴振≤0.15mm,转子临界转速:~1870/7159r/min二.主要施工依据1.青岛捷能汽轮机股份有限公司提供的设备图纸、说明书等技术文件2.JB/T4058-1999《汽轮机清洁度标准》3.JB/T9637-1999《汽轮机总装技术条件》4.《电力建设施工及验收规范》汽机篇5.《火电施工质量检查及评定标准》汽机篇6.《电力建设安全工作规程》火力发电厂部分7.本施工措施(工序管理卡)三、施工准备⑴、扣缸具备技术条件:1、汽轮发电机组基础稳定,不会产生影响汽轮机找平、找正和找中心工作的不均匀沉降。
第6部分汽轮机扣盖前监督检查
(3)
厂材质检验及 探伤报告
3) 锻{牛制造商。 4) 坯料的冶炼、锻造及热处理工艺。
5) 化学成分。
6) 力学性能 z 按仲、硬度、冲击、跪性形貌转变温度 FATτ50 或 FATf2C 。
7) 金相组织、品粒度。
的残余应力测量结果。 9) 元损擦伤结果。
10) 几何尺寸。
]])转子热稳定性试验结果。 12) 叶轮、叶片等部件的技术指标参照上述指标可增减
量仪器检定证书、沉降
观泌测量方案及报审、
基准点分布图、沉降观
测点位分布黯、沉降观 测成果表、沉降观测过 程曲线、沉降观测技术 报告
• 426 •
飞~~~~~副总吨苯电h
第6部分汽轮机扣盖前监督检查
续表
条款号
大纲条款
检查依据
检查要点
1 1. 1. 2 变形测量的级别、精度要求,应符合表 1 1.1. 2 规定。 11. 1. 3 变形测量开始作业前,应 …,进行变形测盘方案设计。 11. 1. 4 变形摆j 蠢应建立变形监测网。监测网点,可分为基准点、 I作基点和变形观测点。其布设
续表 条款号
大纲条款
检查依据
检查要点 查阅汽轮机设备制造
(1)
汽轮机总装
报告
1. ((中国国电集团公前火电工程安装交付调试基本条件的规定》国电集团二[ (2006J 89 号 2 汽机扣盖应具备的条件 3.4.3 (设备制造单位)提供汽轮机总装报告…..
陈列~
广提供的文件
汽轮机总装报告:已 收集
设备出厂质
签字施工、设计、
监理、建设单位责任人 已签字 日期汽轮机设备安 装奇古
按规定组织 施工图会检, 按合同约定组
8.7.3 9.3.1 9.3.2
汽轮机扣盖前质量监督检查汇报材料

中泰化学阜康工业园动力站项目#1汽轮机扣盖前质量监督检查汇报材料安徽电力建设第一工程公司新疆中泰阜康项目部二○一二年二月二十日各位领导、各位专家:你们好!对你们到来表示衷心感谢。
新疆中泰热电厂一期工程#1机汽轮机自2011年12月04日汽机座交安以来,在总包、监理的组织、协调下,业主的积极支持配合下,经过我公司广大职工精心施工、顽强拼搏,目前扣盖前的安装工作已基本结束。
在相继实现了#1机组倒送电、#1锅炉投产等碑节点后,今天又迎来了#1机组汽机扣盖前质量监督。
现在就施工情况向各位领导和专家汇报:1.工程概况中泰化学阜康工业园2×150MW项目厂址位于新疆维吾尔自治区昌吉回族自治州阜康市重化工业园区。
燃料采用公路运输,运输路径如下:运煤路径为矿区道路→县乡道路→S303省道→S111省道→中泰化学阜康工业园区道路→电厂运煤道路。
平均公路运距约25km。
新疆中泰化学阜康工业园动力站项目,安装1台12MW汽轮机,由青岛捷能汽轮机厂生产,本次作业的任务是安装1#汽轮机本体。
#1机为B12-8.83/1.2单缸背压式汽轮机,由前、后缸两部分组成。
前后缸采用合金铸钢,通过垂直中分面连接成一体。
主气门、高压调节阀蒸气室与汽缸为一体,新蒸汽从主气门直接进入高压调节汽阀蒸气室内。
主气门到调节阀之间无连通管。
汽缸下部有抽汽口,散热快,容易造成上下缸温差超限。
因此,必须适当加厚下缸保温。
并注意保温施工质量,以防止上下缸温差过大造成汽缸热扰曲。
前汽缸由两个“猫爪”支撑在前轴承座上,前轴承座放置在前底板上。
可以沿轴向滑动。
后汽缸由两个“猫爪”支撑在后轴承座上。
机组的滑销系统由纵销、横销、立销组成。
纵销是沿汽轮机中心线设置在前轴承座与前底板之间;横销设置在前“猫爪”、后“猫爪”和后轴承座下面;立销设置在前、后轴承座与汽缸之间。
后轴承座横销与纵销中心的交点为机组热膨胀死点。
当汽缸受热膨胀时,由前猫爪推动前轴承座向前滑动。
2.0.15 火电工程汽轮机扣盖缸前质量监督检查大纲
火电工程汽轮机扣盖前质量监督检查典型大纲1 总则1.0.1依据《建设工程质量管理条例》、《工程质量监督工作导则》和《电力建设工程质量监督规定》,为统一电力建设工程的质量监督工作程序、方法和内容,规范工程建设各责任主体①及有关机构②的质量行为,加强电力建设工程质量管理,保证工程质量,确保电网安全,保障人民的生命财产安全,保护环境,维护社会公共利益,充分发挥工程项目的经济效益和社会效益,制定火电、送变电工程11个阶段性质量监督检查典型大纲。
凡接入公用电网的电力建设项目,包括各类投资方式的新建、扩建、改建的火电建设工程,均应按上述相关典型大纲的规定进行质量监督检查。
1.0.2 《火电工程汽轮机扣盖前质量监督检查典型大纲》(以下简称“大纲”)适用于电力建设工程质量监督中心站(以下简称中心站)对汽轮机安装工程扣盖前的质量监督检查。
1.0.3 扣盖前监检范围包括高压缸、中压缸和低压缸范围内的工程质量和相关的扣盖工作条件。
若高、中压缸出厂时为组装供货,不须现场揭盖检查者,则可检查出厂技术文件资料。
1.0.4 质量监督检查以重点抽查的方法进行。
检查工程建设各责任主体质量行为时,对火电工程各“大纲”中重复性的条款一般只抽查一次。
凡经检查符合规定、在后续工程中又未发生情况变化者,一般不再重复检查;1.0.5 根据工程设计中采用新设备和新技术的具体情况,中心站可结合工程的实际特点,补充编制其具体的监督检查细则,也可编制对本工程监督检查的“实施大纲”,保证检查的针对性和全面性。
1.0.6 对国外引进设备工程的质量监检技术标准,按供货技术合同约定执行;合同中未作规定不明确或国内、外技术标准有较大差异时,按由建设单位组织相关单位协商确定,报主管部门批准的标准执行。
①工程建设和责任主体,是指参与工程建设的,建设、勘察、设计、施工、调试、监理及生产运行等单位。
②有关机构,是指工程施工过程中,参与试验、检测工作的各类试验室。
2 质量监督检查的依据下列文件中的条款通过本大纲的引用而成为本大纲的条款。
汽缸扣盖前签证
4、汽缸内部疏水孔畅通、无阻,疏水管安装正确完好;
5、各部件组装正确,安装间隙符合制造厂规定,部件之间结合部位均匀涂抹上黑铅粉;
6、转子定位符合规定,通流间隙、汽封间隙符合要求;
7、轴瓦相关检查合格;
8、汽缸结合面清扫干净、无毛刺。
备
注
签
字
承包单位
日期
建设单位
日期
会签
日期
隐蔽工程关键工序验收签证单
工程名称
大为制焦热电分厂2012年#2机大修
工程项目
单位
分部
分项
热电分厂汽轮机大修
#2汽轮机检修
汽缸扣盖
签证范围
汽缸扣盖前检查
图纸编号
签
证
内
容
及
检
查
结
果
汽轮机扣大盖,汽缸正式扣盖前已将内部零部件全部装齐试扣,各项符合要求。汽缸扣盖:
1、汽缸内合金零部件相关金属检验合格;
ቤተ መጻሕፍቲ ባይዱ2、汽缸内零部件无缺陷;
4.火电工程汽机扣盖前质量监督检查记录典型表式
汽轮机扣盖技术措施(或作业指导书)及组织措施。
2.1.4
监造检验报告及签证。
2.1.5
汽缸内部合金钢零部件和与汽缸连接的合金钢管及其对接焊口无损检验、金相抽查等报告和底片。
2.1.6
高温紧固件和联轴器紧固螺栓的硬度复测、光谱复查报告。
2.1.7
转子叶片频率复测报告及外观复查记录。
2.1.8
1.3
对监理单位质量行为的监督检查:
1.3.1
总监理师已经本企业法定代表人授权。项目部各专业人员配备合理,资格证书与承担任务相符,责任制落实,质量管理体系健全,运行有效。
1.3.2
监理规划、监理细则、监理工作程序审批手续完备,实施有效。
1.3.3
对施工单位的专业施工组织设计和各项施工技术措施及时审核或审批,对项目开工报告及时审核、批复。
1.3.4
审定施工单位的施工质量验评项目划分表。确定监理验收项目、隐蔽签证项目。对汽机扣盖前验收项目验收、签证完毕。
1.3.5
对其发出的质量问题通知单进行跟踪,并管理闭环。
1.3.6
对施工单位在施工中采用的“四新”已经组织论证、审核。
1.4
对施工单位质量行为的监督:
1.4.1
施工合同已签订。承担的施工项目与本单位资质相符。
1.2.2
工程设计负责人的执业资格与所承担的设计工程项目相符。已由本企业法定代表人授权,责、权明确。
1.2.3
按计划交付施工图纸,保证连续施工。设计变更单和技术洽商单等文件审批手续完备、规范。按规定进行设计交底。
1.2.4
无指定材料或设备生产厂家的行为。
1.2.5
施工现场设计代表工作到位、处理设计问题及时,无因设计问题处理不及时,而影响施工进度的现象。
#1机隐蔽工程签证
隐蔽工程签证单位工程名称汽轮发电机本体安装工程分部工程名称汽轮机本体安装分项工程名称汽机扣盖工程部位汽轮机施工图号J50A 设计变更编号签证内容:伊东工程#1汽轮机于 2008年 01月 24 日8:00正式进行扣盖工作,扣盖的各项检验资料、文件、检验报告、施工安装记录等资料齐全,扣盖过程严格按照厂家主机证明书、《规范》、《施工作业指导书》及《扣盖措施》的各项规定进行施工。
在扣盖过程中,相关单位对一些重要部位和数据进行了抽查,结果与资料记录相符,真实有效。
时分转子就位,汽轮机上隔板安装组合后,对各级隔板动静间隙进行听音检查,无任何磨擦声,时分,汽轮机上汽缸扣盖工作结束。
扣盖所需的设备零部件、工具、器具清点及检查记录清楚,缸内无任何遗留物,汽缸内能松脱的部件全部锁紧,汽缸扣大盖完毕后,盘动转子倾听,缸内无任何磨擦音响,汽缸扣盖工作安全顺利地结束。
验收意见验收结论建设单位:制造厂:质检部门:专业公司:监理单位:保卫部门:隐蔽工程签证单位工程名称汽轮发电机本体安装工程分部工程名称汽轮机本体安装分项工程名称汽机扣盖工程部位汽轮机高中压缸施工图号A153 设计变更编号签证内容:准大工程#1汽轮机高中压缸于 2006年 04月 13 日9:00正式进行扣盖工作,扣盖的各项检验资料、文件、检验报告、施工安装记录等资料齐全,扣盖过程严格按照《规范》、《施工作业指导书》及《扣盖措施》的各项规定进行施工。
在扣盖过程中,相关单位对一些重要部位和数据进行了抽查,结果与资料记录相符,真实有效。
12:00 时 30 分高中压外缸扣盖工作结束。
扣盖所需的设备零部件、工具、器具清点及检查记录清楚,缸内无任何遗留物,汽缸内能松脱的部件全部锁紧,外缸扣大盖完毕后,盘动转子倾听,缸内无任何磨擦音响,高中压缸扣盖工作安全顺利地结束。
验收意见验收结论建设单位:制造厂:质检部门:专业公司:监理单位:质检站:保卫部门:隐蔽工程签证单位工程名称汽轮发电机本体安装工程分部工程名称调节和润滑油系统设备安装分项工程名称润滑油系统设备及管道安装工程部位润滑油主油箱施工图号N17A 设计变更编号签证内容:京达工程#5机组汽机润滑油系统设备及管道第一阶段冲洗已完成,经验收合格。
汽机低压缸扣盖检查记录

2.2
转子出厂超速试验及高速动平衡报告
高、中、低压转子均有出厂超速试验及高速动平衡报告。
2.3
转子叶片频率复测及外观复查报告
有江苏方天提供的低压转子叶片测频现场复测报告。
2.4
监造检验报告及签证
电能(北京)工程监理有限公司提供了监造报告及相关签证。
2.5
制造厂出厂质检报告及质保书
有制造厂产品合格证明书
检查结果
5.1
汽缸轴承座底部支承应无超标间隙
轴承座台板已二次浇灌
5.2
汽缸轴承座水平及轴颈扬度数据应合格
轴承座水平及扬度数据与安装记录相符, 抽查#5轴颈扬度为后扬0.04mm/m,符合制造厂安装技术要求。.
5.3
滑销、猫爪、联系螺栓间隙数据应合格
抽查滑销、猫爪、联系螺栓间隙数据合格.
5.4
汽缸法兰结合面间隙应记录齐全、检查合格
对照检查大纲,资料检查组认为该#5汽机技术质保资料基本齐全,安装质量处于受控状态,同意进行该#5汽轮机的扣盖工作。
扣盖前必须整改的项目:
无
扣盖后应整改的项目及建议:
1、建议将低压缸末级动叶叶顶径向间隙的原始记录充实到正式安装记录内。
检查人:钱成龙邹成良2012年3月23日
4、文明施工检查
序号
检查项目
检查结果
4.1
文明施工措施
现场实施了安全文明施工措施
4.2
安装设备表面保持清洁,设备保管良好
安装设备表面保持清洁,设备保管良好
4.3
物料堆放,整齐划一
物料堆放,整齐划一
4.4
工作面工完料尽,场地清洁,道路畅通
工作面工完、料尽,现场清洁,道路畅通
汽轮机安装签证

汽轮机发电机安装质量证明书汽轮机型号:CC12-3.43/1.57/0.49-II 发电机型号:CQF-15-2工程日期:2012年至2013年签证页基础检查与几何尺寸校核基础承力面凿毛附图4.3.2.1汽轮机垫铁布置图附图4.3.4.1垫铁配制垫铁安装台版检查安装汽轮发电机组基础二次浇灌前检查汽轮发电机组基础二次浇灌及养护轴承座(箱)清理检查轴瓦检查轴瓦垫块检查合金钢部件复核轴承座就位找正轴瓦及油挡间隙测量、调整推力轴承间隙测量、调整图4.4.1轴瓦及油挡间隙轴承座扣盖汽轮机转子检查瓢偏值(拆前)叶轮瓢偏汽缸清理检查汽缸组合、结合面间隙检查轴承座、汽缸与转子找中心附表4.4.5汽轮机转子扬度汽缸中分面水平前立销间隙0.04后纵销间隙0.05隔板(套)、汽封套安装表4.4.5-4 记录人:许胜龙隔板(套)、汽封套洼窝找中心附表:4.4.5通流部分间隙测量调整表4.4.7 记录人:附表4.4.7汽封间隙测量调整表4.4.8 记录人:汽轮机扣盖前检查空缸检查(紧三分之一螺栓)汽轮机扣盖检查联轴器找中心108515联轴器铰孔连接滑销系统间隙测量、调整盘车设备清扫盘车设备组装汽缸、主汽阀及调节汽阀保温前检查及汽轮发电机化妆板安装表4.4.14 记录人:汽门及调速汽门清理汽门及调速汽门安装执行机构安装危急保安器安装危急遮断油门安装主油泵安装集装油箱安装冷油器安装虑油器安装卧式油泵检查安装注油器及油涡轮泵安装润滑油系统循环冲洗发电机和励磁机安装表4.6.1 记录人:发电机基础垫铁布置记录图11 112 213 314 发发 4电电15 机机 5台台板板南北16 侧侧 617 718 819 920 1021 24发电机22 轴25承座23 2627 励29磁机台发电机转子检查表4.6.2-1 记录人:定子吊装就位发电机穿转子表4.6.7 记录人:调整空气间隙及磁力中心表4.6.8 记录人:风扇间隙调整汽轮机-发电机联轴器找中心发电机端盖安装封闭空气冷却器安装凝汽器就位找正凝汽器与汽缸连接及严密性试验凝汽器附件安装及二次浇灌高、低压加热器检查射水抽气器检查和安装除氧器与给水箱安装高压给水泵安装记录一般离心水泵安装记录。
汽轮机扣大盖前应具备的条件
汽轮机扣大盖前应具备的条件
汽轮机扣大盖前,安装单位应将下列项目全部调整合格,并具备安装记录。
1、滑销系统的纵、横销和立销间隙;
2、汽缸水平接合面及汽缸转子轴颈的水平扬度;
3、隔板中心及隔板的有关间隙;
4、汽轮机转子在汽封洼窝处和轴承座油挡洼窝处中心;
5、汽缸水平接合面间隙;
6、汽封及通流部分间隙;
7、推力轴承间隙;
8、转子本身零件的膨胀间隙,如复环和拉筋的膨胀间隙等;
9、对汽缸内所有合金钢零件的光谱分析检查无误;
10、各转子联轴器找中心的记录,并复查无误;
11、汽缸及其内部部件的缺陷消除;
12、缸内各疏水管及隔热罩安装完毕;
13、各热工测点安装就绪,仪表插座或堵头等孔洞清洁无杂物,并封闭好;
14、气缸内法兰螺栓加热装置的孔洞畅通,有关零部件装置及接口安装检查完毕。
轴承座扣盖签证
0203机组工程编号:QJ-01-02-03-04
单位工程名称
汽轮发电机本体安装工程
分部工程名称
汽轮机本体安装
分项工程名称
轴承座(箱)及轴瓦安装
检验批名称
轴承座扣盖
签证说明或示意图:
在2018年06月18日上午08时30分,对汽轮机轴承座进行扣盖,轴承座内清洁无杂物,各部件安装齐全、正确,螺栓拧紧并锁牢,热工仪表元件装好并调试完成,各间隙符合图纸要求,轴承座水平结合面、油挡与轴承座结合处等各结合面接触严密,紧固螺栓后各结合面0.03㎜塞尺塞不入,各结合面已涂耐油密封胶。经质检人员全面检查,验收合格,特此签证!
序号
检验项目
检查结果
1
轴承座内清洁无杂物,各部件安装齐全、正确,螺栓拧紧并锁牢,热工仪表元件装好并调试完成,各间隙符合图纸要求(核对相关记录)
经检查轴承座内清洁无杂物,各部件安装齐全、正确,螺栓拧紧并锁牢,热工仪表元件已装好并调试完成,各间隙符合图纸要求
2
轴承座水平结合面、油挡与轴承座结合处等各结合面接触严密,紧固螺栓后各结合面0.03㎜塞尺塞不入,各结合面应涂耐油密封胶
经检查轴承座水平结合面、油挡与轴承座结合处等各结合面接触严密,紧固螺栓后各结合面0.03㎜塞尺塞不入,各结合面已涂耐油密封胶
验收结Байду номын сангаас:
验收单位
质量验收意见
验收签字
施工单位
年月日
监理单位
年月日
制造单位
/
年月日
建设单位
/
年月日
火电工程汽轮机扣盖前质量监督检查典型大纲
火电工程汽轮机扣盖前质量监督检查典型大纲1 总那么依据?建设工程质量管理条例?、?工程质量监督工作导那么?和?电力建设工程质量监督规定?,为统一电力建设工程的质量监督工作程序、方法和内容,标准工程建设各责任主体①及有关机构②的质量行为,加强电力建设工程质量管理,保证工程质量,确保电网平安,保障人民的生命财产平安,保护环境,维护社会公共利益,充分发挥工程工程的经济效益和社会效益,制定火电、送变电工程11个阶段性质量监督检查典型大纲。
凡接入公用电网的电力建设工程,包括各类投资方式的新建、扩建、改建的火电建设工程,均应按上述相关典型大纲的规定进行质量监督检查。
?火电工程汽轮机扣盖前质量监督检查典型大纲?〔以下简称“大纲〞〕适用于电力建设工程质量监督中心站〔以下简称中心站〕对汽轮机安装工程扣盖前的质量监督检查。
扣盖前监检范围包括高压缸、中压缸和低压缸范围内的工程质量和相关的扣盖工作条件。
假设高、中压缸出厂时为组装供货,不须现场揭盖检查者,那么可检查出厂技术文件资料。
①工程建设和责任主体,是指参与工程建设的,建设、勘察、设计、施工、调试、监理及生产运行等单位。
②有关机构,是指工程施工过程中,参与试验、检测工作的各类试验室。
质量监督检查以重点抽查的方法进行。
检查工程建设各责任主体质量行为时,对火电工程各“大纲〞中重复性的条款一般只抽查一次。
凡经检查符合规定、在后续工程中又未发生情况变化者,一般不再重复检查;根据工程设计中采用新设备和新技术的具体情况,中心站可结合工程的实际特点,补充编制其具体的监督检查细那么,也可编制对本工程监督检查的“实施大纲〞,保证检查的针对性和全面性。
1对国外引进设备工程的质量监检技术标准,按供货技术合同约定执行;合同中未作规定不明确或国内、外技术标准有较大差异时,按由建设单位组织相关单位协商确定,报主管部门批准的标准执行。
2 质量监督检查的依据以下文件中的条款通过本大纲的引用而成为本大纲的条款。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工
单
位
工程处负责人
年月日
工程处质检部门
年月日
质检部门
年月日
质量监督单位
年月日
监理单位
年月日
建设单位/项目部
年月日
汽缸水平结合面检查
应光滑,无毛刺,无道痕;在上缸扣至接近下缸时,在结合面上涂抹涂料;在上下缸水平结合面即将闭合而吊索未放松时,将定位销打入汽缸销孔
高压外缸螺母及垫圈与螺孔平面接触
严密
中缸罩帽螺母与螺孔平面接触
严密
扣
盖顺Leabharlann 序汽轮机扣大盖是在内部零部件全部装齐,经过详细检查和试扣,于年月日完成正式扣盖工作,经检查符合《电力建设施工及验收技术规范》汽轮机机组篇(DL 5011-92)第2.9.1至第各条及第条的规定。特此签证。
指定专人进行检查,确信内部无任何杂物;检查人员穿干净无钮扣和衣袋的工作服,鞋底干净,未掉进任何杂物;扣盖所需设备零部件,清点合格,放置整齐;施工用的工器具,经清点登记,扣盖后应再次清点,不得遗失
汽缸内部部件检查
各部件及空隙用压缩空气吹扫,清洁,光滑,无毛刺,组装位置正确,易松动部件锁紧,零部件结合部位涂敷涂料,涂料应匀薄,厚度0.5mm左右
汽轮机扣大盖检查签证
工程名称:编号:
汽轮机型号
出厂编号
制造厂家
扣
大
盖
前
的
检
查
检查项目
要求
检查记录
扣大盖条件检查
扣大盖前内部零部件全部装齐,主再汽门、管道与汽缸的连接已进行;垫铁装齐,地脚螺栓紧固;完成各种间隙测定、转子轴颈扬度测定,联轴器找中心最终测定,隔板正式定位;汽缸、管段及蒸汽室等已彻底清理
对汽缸内部检查采取的措施