YK5150数控插齿机
Nport5150

简介在某些应用场合,串口设备的接口界面可能是RS-232,RS-422或RS-485。
若用户想通过一个设备来实现这些设备的联网,NPort 5150无疑是最好的选择,该设备的串口为RS-232/422/485三合一设计。
根据实际要求,只要适当修改NPort 5150的配置,用户就可以方便地实现对诸如扫瞄器,读卡器,PLC和机械设备的远程监控。
成本低串口设备联网已经是一种极为普遍的应用。
因此,用户期待性价比更高的产品。
除了支持微软和Linux操作系统之外,Moxa还提供了5年质保,NPort 5150无疑是客户最好的选择。
快速定位Moxa提供的Administrator可以帮助客户查看Nport 5150的工作状态。
为了防止客户在配置NPort时将特定的配置信息写入其他NPort,Administrator具备“Locate NPort”功能。
当启用该功能时,被指定的NPor t 5150上的“Ready” LED将会以一秒一次的频率闪烁。
此时,客户便可以根据NPort 5150上LED 闪烁的情况来决定是否更改其配置信息。
特点-低成本、信用卡大小- 支持Windows/Linux COM串口驱动程序模式- 提供包括TCP Server、TCP Client、UDP Server/Client和 Ethernet Modem在内的不同socket操作模式- 无需PC、可通过网络连接两个串口设备的对等连接模式- 易于使用、可用于批量安装的Windows工具- 所有信号内置15 KV突波保护- 支持网络管理协议SNMP MIB-II- 可通过网络Web/Telnet进行配置-LAN以太网:10/100 M,RJ45保护:内建1.5 KV 电磁隔离NPort® 5110串行接口界面:RS-232串口数量:1端口类型:DB9 (针式)波特率:110 ~ 230.4 Kbps信号:TxD,RxD,RTS,CTS,DTR,DSR,DCD,GND串口保护:15 KV ESDNPort® 5130串行接口界面:RS-422/485串口数量:1端口类型:DB9 (Male)波特率:50-921.6 Kbps信号RS-422:Tx+,Tx-,Rx+,Rx-,GNDRS-485 (2线):Data+,Data-,GNDRS-485 (4线):Tx+,Tx-,Rx+,Rx-,GND串口保护:15 KV ESDRS-485数据流向:ADDC® (专利保护的数据流向自动控制功能)NPort® 5150串行接口界面:RS-232/422/485串口数量:1端口类型:DB9 (Male)波特率:50 ~ 921.6 Kbps信号RS-232:TxD,RxD,RTS,CTS,DTR,DSR,DCD,GND RS-422:Tx+,Tx-,Rx+,Rx-,GNDRS-485 (2线):Data+,Data-,GNDRS-485 (4线):Tx+,Tx-,Rx+,Rx-,GND串口保护:15 KV ESDRS-485数据流向:ADDC® (专利保护的数据流向自动控制功能)电源线保护:4 KV EFT保护,EN61000-4-4,2 KV电涌保护,EN61000-4-5内嵌高级功能:看门狗时钟串行通讯参数校验位:None,Even,Odd,Space,Mark数据位:5,6,7,8停止位:1,1.5,2流控:RTS/CTS,DTR/DSR (仅RS-232),XON/XOFF软件特点协议:ICMP,IP,TCP,UDP,DHCP,BOOTP,Telnet,DNS,SNMP,HTTP,SMTP工具:NPort® Administrator for Windows 95/98/ME/NT/2000/XP/2003/Vista驱动支持:Windows Real COM driver (for Windows 95, 98, ME,NT, 2000, XP, 2003, Vista, XP x64, 2003 x64, Vista x64),Linux Real TTY driver, Fixed TTY driver (for SCO Unix,SCO OpenServer, UnixWare 7, UnixWare 2.1, SVR 4.2,QNX 4.25, QNX 6, Solaris 10, FreeBSD, AIX 5.x, HP-UX11i)配置:Web浏览器/Telnet console,Windows工具,或串口console 口电源需求电源输入:12 ~ 48 VDC电源功耗:NPort® 5110:128.7 mA@12V,72 mA@24VNPort® 5130:200 mA@12V,106 mA@24VNPort® 5150:200 mA@12V,106 mA@24V机械特性材料:铝质(1 mm)尺寸:50 x 80 x 22 mm (2.05 x 3.15 x 0.87 in)总重量:0.580 kg工作环境工作温度:0 ~ 55 °C (32 ~ 131 °F),5 ~ 95%RH-40 ~ 75 °C (-40 ~ 167 °F),宽温型号(NPort 5110-T)存储温度:-20 ~ 85 °C (-4 ~ 185 °F),5 ~ 95%RH通过认证EMC:CE (EN55022 Class A, EN55024), FCC Part 15 Subpart B Class A安全:UL (UL60950-1), CUL, TüV (EN60950-1)MTBF:NPort® 5110:279122 hrsNPort® 5130:246505 hrsNPort® 5150:246034 hrs保修期5 年可选型号产品编号描述NPort IA5150 1口RS-232/422/485串口设备联网服务器, 2个10/100BaseT(X)(RJ45, Single IP)NPort IA5150I 1口RS-232/422/485串口设备联网服务器, 2个10/100BaseT(X)(RJ45, Single IP), 带2KV光电隔离保护NPort 5150-US1口RS-232/422/485设备联网服务器, 110 VAC, US插头NPort 5150-CN1口RS-232/422/485设备联网服务器, 240 VAC, US插头安装配件产品编号描述DK-35A导轨DIN-Rail 安装套件(35 mm)-。
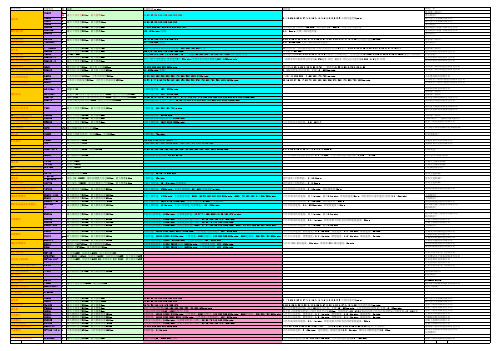
齿轮机床参数(表)
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
内齿圈加工插齿机Y51250
内齿圈加工插齿机Y513150方案
1、技术参数
序号
技术规格
参数
1
最大加工工件外径mm
3150
最大加工工件内径mm
3150
最大模数mm
28~30
最大齿宽mm
550
插齿刀最大行程长度mm
570
插齿刀主轴每分钟往复运动冲程数次/分
26~150
圆周进给量(Ø220mm插齿刀)mm
2.5~18
径向进给量mm
530~1100
工作台端面到刀具主轴端面距离(有附加工作台时)
490~960
机床总功率KW
设计定
机床总重量kg
设计定
主机外形尺寸(长×宽×高)mm
设计定
2、交货期
力争二OO五年二月份交货。
3、报价
人民币参佰捌拾万元。
宜昌长江机床有限责任公司销售二处呈报,敬请公司领导审议定酌。
二OO四年七月十九日
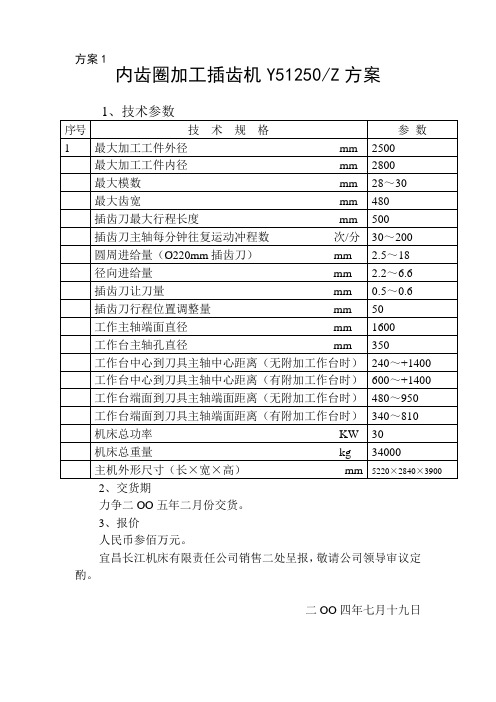
480~950
工作台端面到刀具主轴端面距离(有附加工作台时)
340~810
机床总功率KW
30
机床总重量kg
34000
主机外形尺寸(长×宽×高)mm
5220×2840×3900
2、交货期
力争二OO五年二月份交货。
3、报价
人民币参佰万元。
宜昌长江机床有限责任公司销售二处呈报,敬请公司领导审议定酌。
二OO四年七月十九日
方案1
内齿圈加工插齿机Y51250/Z方案
1、技术参数
序号
技术规格
参数1最大加工工件来自径mm2500最大加工工件内径mm
2800
最大模数mm
28~30
最大齿宽mm
YKS5120A型数控插齿机日常操作顺序
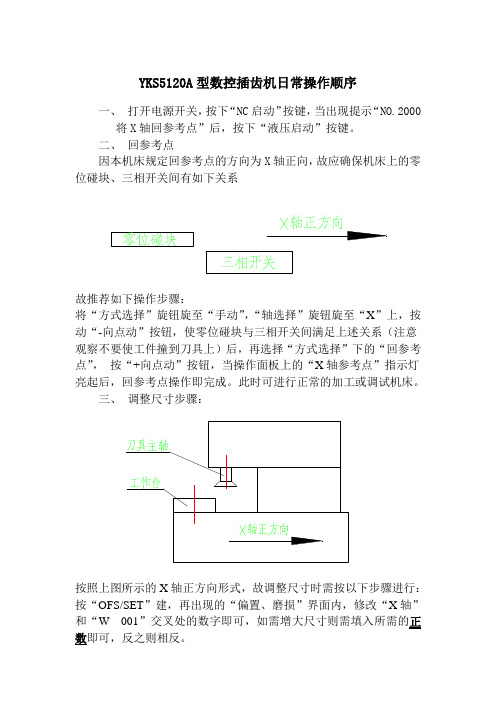
YKS5120A型数控插齿机日常操作顺序
一、打开电源开关,按下“NC启动”按键,当出现提示“NO.2000
将X轴回参考点”后,按下“液压启动”按键。
二、回参考点
因本机床规定回参考点的方向为X轴正向,故应确保机床上的零
将“方式选择”旋钮旋至“手动”,“轴选择”旋钮旋至“X”上,按
动“-向点动”按钮,使零位碰块与三相开关间满足上述关系(注意
观察不要使工件撞到刀具上)后,再选择“方式选择”下的“回参考点”,按“+向点动”按钮,当操作面板上的“X轴参考点”指示灯
亮起后,回参考点操作即完成。
此时可进行正常的加工或调试机床。
三、调整尺寸步骤:
按照上图所示的X轴正方向形式,故调整尺寸时需按以下步骤进行:
按“OFS/SET”建,再出现的“偏置、磨损”界面内,修改“X轴”
和“W 001”交叉处的数字即可,如需增大尺寸则需填入所需的正
数即可,反之则相反。
Z5140A、Z5150A使用说明书

Z5140A Z5150A 型立式钻床使用说明书出厂编号:中华人民共和国宁夏中卫大河机床有限责任公司目录一、机床外观图 (2)二、机床安全注意事项 (2)三、机床主要用途和功能特性 (4)四、机床主要规格与参数 (5)五、机床正确使用的具体说明和步骤 (6)1、吊运与安装 (6)2、机床的操纵 (8)3、机床的传动系统 (11)4、机床的调整 (16)5、机床的润滑 (17)6、机床的滚动轴承 (19)7、电气系统 (21)六、机床的维护保养、故障类型及排除 (28)1、维护保养 (28)2、故障的排除 (28)七、易损件明细表及易损件零件图 (29)1、易损件明细表 (29)2、易损件零件图 (29)公司地址:宁夏中卫市鼓楼西街152号邮编:755000电话:************传真:************电子信箱:*************网址:一、机床外观图图1-1 机床外观图二、机床安全注意事项1、机床在搬运时,依次按包装箱上指定的位置系索,不准倒置、侧置及过大倾斜,不准过大的冲撞和震动,机床吊运时,用钢丝绳和铁棒,吊运机床用的铁棒直径不小于φ30mm,伸出机床两侧的长度不小于300mm。
2、主轴箱升降必须松开镶条的紧固螺栓16(图5-3 操纵手柄),主轴箱升降完毕必须锁紧螺栓,不允许不松螺栓硬摇主轴箱,以免损坏相关的零件。
3、机床主轴没有完全停止转动前,不允许用手去触摸主轴,以免伤人。
4、开车时不得变换转速及进给量,变速必须停车,禁止反接制动,否则将造成齿轮损坏。
5、清洗机床和维修机床打开电柜时,必须关闭机床总电源,否则后果自负。
6、机床切削时,应采取相应的措施,防止铁屑飞溅伤人。
7、不允许在超出机床最大切削参数时进行切削。
8、用退刀楔退刀时,主轴必须退回到原始位置。
9、机床启动前,应检查各手柄的位置是否正确。
10、机床在第一次使用或长时间没有使用时,应先让机床由低、中、高各转速级运转几分钟。
齿轮机床参数(表)

济南四机数控机床有限公司
端面外圆磨床 数控高速端面外圆磨床
MB1632×1000 1
MB1632
1
MKS1620×750 9
MKSJ1632(×10) 1
最大磨削直径320mm,最大磨削长度1000mm 最大磨削直径320mm,最大磨削长度500mm 最大磨削直径200mm,最大磨削长度750mm
最大磨削直径320mm,最大磨削长度1000mm
径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量)
制造厂家 陕西第二机床厂 重庆机床厂 浙江嘉力宝机械有限公司 浙江嘉力宝机械有限公司 重庆机床厂 重庆机床(集团)有限责任公司 重庆机床(集团)有限责任公司 重庆机床厂
万能剃齿机 数控剃齿机
沈阳机床股份有限公司 沈阳第一机床厂 沈阳第一机床厂 德州普利森机械制造有限公司 安阳机床集团有限责任公司
液压半自动车床
C7620
2 1
最大工件直径200mm,最大工件长度100mm
主轴转速:180/280/450/710 r/min
烟台富仕通机床制造有限公司 烟台优莱特机床设备有限公司
250毫米齿轮倒角机 数控齿轮倒角机 半自动齿轮倒角机
砂轮转速:11000/8000/6000/5000/4000r/min;工件转速(无级调速):100~500r/min
工作台运动速度:磨削速度:1.5~6m/min;修整速度:0.1~2m/min;最高速度:6m/min
砂轮转速:10000/18000/24000r/min;工件转速:50HZ电源时:180/250/355/500r/min,60HZ电源时:215/300/430/600r/min 工作台运动速度:修整速度:0.1~1m/min;磨削速度:1.5~6m/min;最高速度:8m/min
bk5150说明书
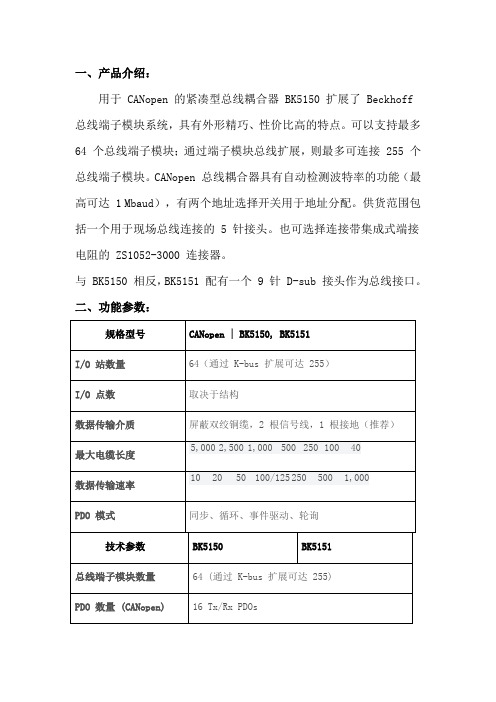
2,500
1,000
500
250
100
40
数据传输速率
10
20
50
100/125
250
500
1,000
PDO 模式
同步、循环、事件驱动、轮询
技术参数
BK5150
BK5151
总线端子模块数量
64 (通过 K-bus 扩展可达 255)
PDO 数量 (CANopen)
16 Tx/Rx PDOs
1,000 mA
重量
约 100 g
工作/储藏温度
0…+55 °C/-25…+85 °C
相对湿度
95 %,无冷凝
抗振/抗冲击性能
符合 EN 60068-2-6/EN 60068-2-27/29 标准
抗电磁干扰/抗电磁辐射性能
符合 EN 61000-6-2/EN 61000-6-4 标准
防护等级/安装位置
与 BK5150 相反,BK5151 配有一个 9 针 D-sub 接头作为总线接口。
二、功能参数:
规格型号
CANopen | BK5150, BK5151
I/O 站数量
64(通过 K-bus 扩展可达 255)
I/O 点数
取决于结构
数据传输介质
屏蔽双绞铜缆,2 根信号线,1 根接地(推荐)
最大电缆长度
一、产品介绍:
用于 CANopen 的紧凑型总线耦合器 BK5150 扩展了 Beckhoff 总线端子模块系统,具有外形精巧、性价比高的特点。可以支持最多 64 个总线端子模块;通过端子模块总线扩展,则最多可连接 255 个总线端子模块。CANopen 总线耦合器具有自动检测波特率的功能(最高可达 1 Mbaud),有两个地址选择开关用于地址分配。供货范围包括一个用于现场总线连接的 5 针接头。也可选择连接带集成式端接电阻的 ZS1052-3000 连接器。
长机科技宣传资料20141217

• 公司主导产品为全系列数控插齿机、铣齿机。
产品介绍— 插齿机类(小型)
主要品种: YKS5120、YKS5120X3、 YKD5120、YKD5120X3、 YKS5132、YKS5132X3、 YKD5132、YKD5132X3、 YKT5132、YKT5132X6。
等
二、企业产品篇
插齿机
主要产品
铣齿机 滚齿机
公司主导产品为加工直径从200mm~5000mm 九大系列上百种规格 的“宜长”牌数控插齿机及数控扇形齿轮插齿机、数控齿条插齿机、 数控铣齿机、数控梳槽机和数控滚齿机。
16.60% 34.70% 28.70% 20%
其他 8.10%
本科及以上 18.30%
中技 54.70%
比例
大专 18.90%
3、企业经营现状
目前,公司总资产5亿余元,净资产超过3亿元。公司占 地22万余平方米,其中厂房建筑面积15万平方米。
总资产
5亿余元
净资产
3亿余元
技术实力雄厚。公司拥有的百余名专业研发团队中,国家、省、市管专家40 余名。拥有40余项自主知识产权的专利技术,并有多项国际/国内先进水平的新 产品获国家新产品奖和春燕奖。公司技术中心被认定为省级企业技术中心和工程 技术中心。
产品规格型号最全。主导产品为加工直径从200mm~5000mm 九大 系列上百种规格的“宜长”牌数控插齿机及数控扇形齿轮插齿机、数控 齿条插齿机、数控铣齿机、数控梳槽机和数控滚齿机。并能根据用户需 要,创造性的研制具有最佳性价比的专机、刀具、夹具及自动上下料机 构。 公司始终追求在齿轮制造领域实现客户的梦想。优质的产品不仅广泛 应用于汽车、风电、矿山机械、港机、船舶、工程机械和刀具制造等行 业,并批量出口德国、美国、捷克、法国、奥地利及韩国、印度等国家。 遍布全国的16个销售办事处,可在12小时内提供优质高效的现场服务。 长机科技公司秉承“品格、品质、品位”的企业精神和“追求卓越、 持续创新;精细打造、和谐发展”的经营理念,努力将公司打造成制齿 装备行业的领军者、机床文化的创造者和齿轮制造解决方案的提供者 .
插齿机数控滚齿机

第三节 YM5150A 插齿机插齿机可加工内、外啮合的圆柱直齿轮,尤其是适合加工内齿轮和多联圆柱直齿轮。
一、插齿机的传动原理图插齿机的加工原理类似一对啮合的圆柱直齿轮,一个是齿坯,另一个是插齿刀(端面具有切削刃的齿轮形刀具),按照展成法加工。
插齿原理及插齿机传动原理图如图3-10所示。
插齿刀的沿齿坯齿向的往复运动A2为主运动,由偏心轮的曲柄驱动,通过调整曲柄偏心距改变插齿刀的插齿行程;插齿刀往复运动A2为间接动力源,驱动插齿刀旋转运动B11的传动链为圆周进给链,圆周进给量为/r A2;插齿刀的旋转运动B11为间接动力源,驱动齿坯旋转的传动链为展成运动链,展成运动链为内联系传动链,其传动联系为zz i 0=ω 式中:z z 、0——插齿刀、齿坯的齿数。
二、YM5150A 插齿机传动系统YM5150A 精密插齿机是在Y5150A基础上通过提高关键零部件的制造精度而成的。
主a)b)图3-10 插齿原理及插齿机传动原理图a) 插齿原理 b) 插齿机传动原理图vi fi ωi要用于加工内、外齿、直齿圆柱齿轮、多联齿轮、轴齿轮。
传动系统如图3-11所示。
1. YM5150A 插齿机主运动链YM5150A 主电动机为Y112M-4,额定功率kW 4,额定转速m in /1440r ,运动经同步带传递到离合器YL1,经主运动链变速机构至曲柄盘,带动插齿刀轴向运动;由粗加工变为精加工时,离合器YL1使插齿刀轴向运动速度自动提高58.1倍。
主运动链传动路线为——300100min /14404电动机r kW 曲柄盘—⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡47/4353/3759/3143/3257/1831/4940/40 插齿刀每分钟的往复冲程数为⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯⨯=47/4353/3759/3143/3257/1831/4940/403001001440l n大径向进给量粗加工时,离合器YL1的传动比40/4011=L i ,插齿刀每分钟的冲程数列为33025019014010680小径向进给量精加工时,离合器YL1的传动比31/4912=L i ,插齿刀每分钟的冲程数列为520400300220170126即主运动链的变速机构共有两个变速组,形成六级插齿刀的轴向往复运动等比数列。
029-数控插齿机
WINSTAR管理性文件版本: A / 0 标题:数控插齿机操作维护规程页码:1/ 3目录1、目的2、适用范围3、操作规程4、维护保养规程5、G、M代码编制/日期:胡万洪 2011.6.20审核/日期:批准/日期:受控状态4321更改编号更改单号更改页更改条款更改人WINSTAR管理性文件版本: A / 0 标题:数控插齿机操作维护规程页码:2/ 31目的:保证数控插齿机得到正确的使用与维护。
2适用范围Y5132CNC、YKS5120A数控插齿机。
3操作规程3.1操作者必须持证上岗。
3.2开机前检查机床各开关、按扭是否正常,液压油量是否在标示线以上。
3.3开机步骤:打开机床总电源,按NC启动按扭,待系统初始化和自检完成后启动液压电机,让机床各轴回参考点,调出NC相应加工程序,检查是否与所加工产品相符。
3.4空运行2个工作循环,查看各部运转是否正常,注意不要高速运行各轴,观察系统有无报警,确认各部正常后开始工作。
3.5在加工过程中,关好防护门,以免发生人伤机损事故。
3.6设备运行过程中出现报警或发生不正常现象时,应立即停机排除,或通知维修人员检修。
3.7当使用胀套夹具时,工作完毕,应确认胀套夹具内有工件或专用夹持件后,方可切断电源。
关液压电机—关NC电源—关机床总电源,清扫机床,做好交接班记录。
4维护保养规程(见下表)序号周期维护部位维护项目及方法责任人1 每日机床清洁清理机床内铁屑和油污,擦拭机床外表操作者2每季液压系统清洗过滤器,检查系统压力是否正常机修3 让刀机构检查同步带和让刀量机修4半年自动注:集中润滑站润滑工各限位开关检查其是否可靠电修电气柜打扫内部清洁,清洗轴流风机电修5每年工作台检查调整蜗轮副间隙≤0.05mm 机修6 刀具主轴检查调整涡轮副间隙≤0.05mm,检查主轴径向跳动、轴向窜动≤0.010mm机修7 电路板每年4-5月内清洗一次电修WINSTAR管理性文件版本: A / 0 标题:数控插齿机操作维护规程页码:3/ 35、机床所用的G\M代码G 代码采用标准的G代码,详见《EZ Motion-NC E60操作说明书》中编程部分。
我国淘汰的机床机器型号107组

共56个8-41普通车床C620,C620G,D-015效率低,最高转速600r/min,功率小(4kW)1987.12.1CD6140AΦ400×1000mm加工圆度:0.006mm光洁度:Ral.25功率:7.5kW大连机床厂8-42滚齿机Y320结构陈旧,后立柱小,强度差,加工精度仅达到7级,不能加工长轴齿轮1987.1.1立式滚齿机Y31200G加工范围:Φ2000×M20加工精度:6级武汉重型机床厂8-43滚齿机W1Y3J刚性差,加工精度只能达到7级,不能加工长轴齿轮1987.1.1立式滚齿机YQ31315G加工范围:Φ3150×M20加工精度:6级武汉重型机床厂8-44落地镗床T6216A刚性差,性能落后,供电系统可靠性差1987.1.1落地镗床T6216C镗杆直径:Φ160mm采用KB型标准可控硅系统武汉重型机床厂8-45牛头刨床B690结构陈旧,性能落后,行程短(900mm),液压系统性能差,油温高,热变形大1987.1.1牛头刨床BY60100A刨削行程:1000mm长沙机床厂9-13牛头刨床B690-1,B690TBY6090,B6090B6090-1结构陈旧,液压系统性能差,热变形大,手柄分散,主参数不符合JB3362-83标准1988.1.1BY60100A,BY6080刨削行程:800,1000mm主参数符合JB3362-83标准,液压系统符合JB2890-80标准长沙机床厂9-14插齿机Y54Y54A仿苏四十年代产品,性能落后,主轴冲程数83~240次/分,精度低(7级) 1988.7.1YT5150,Y5145A,YM5150A效率高加工精度:5~6级(JB179-83)主轴冲程数:83~538次/分天津第一机床厂9-15直齿锥齿刨齿机床Y236仿苏526型,三十年代水平,结构陈旧,加工精度低(8级)1988.1.1Y2360型加工范围:Φ600×M10加工精度:7级(JB189-60)天津第一机床厂9-16无心磨床M1080性能落后,结构陈旧,外观造型差1988.1.1M1080B型险峰机床厂9-17无心磨床M1040性能落后,结构陈旧,加工范围小,磨削长度100mm精度低1988.7.1M1040A型磨削长度:140mm精度高,圆度0.0018mm圆柱度:0.003mm无锡机床厂9-18万能工具磨床M6025AM6025C结构陈旧,性能落后,加工范围小,Φ250×400mm加工精度低:0.015/100mm1988.1.1M6025D加工范围:Φ250×630mm加工精度:0.005/200mm武汉机床厂9-19单柱座标镗床T4163结构陈旧,目镜读数及操纵不便,机床热变形大1988.1.1T4163C型定位精度:±0.003mm光屏读数直观,精度稳定性好昆明机床厂9-20立式带锯床G5120性能落后,生产效率低,锯带速度20~800mm/min手动进给,操作不便1988.7.1615132型,G5120A锯带速度:180~1080m/min15~90m/min喉部深度500mm生产效率高,自动进给湖南机床厂9-21立式铣床X52KX53T结构陈旧,刚性差,热变形大,操作不便1988.7.1XA5032A,X5032,X715传动进给采用滚珠丝杠,热变形小读数方式:数显装置北京第一机床厂长征机床厂上海第四机床厂9-22卧式铣床X62结构陈旧,性能落后,操作不便1988.7.1XA6032型机床精度:平直度0.02mm平行度0.03mm垂直度0.02/100mm读数方式:数显装置北京第一机床厂9-23圆工作台铣床X5210X5216结构陈旧,性能落后,精度低,直线度为0.03~0.05mm 1988.7.1X7010,X7016型加工精度:直线度0.02mm平行度0.03mm北京第一机床厂9-24C630, C630-1MC630-1,C630MC630-1A主轴孔径小Φ68~70mm转速范围小14~750r/min,结构陈旧,加工精度低,表面粗造度=2.5μm,圆度=0.015mm 1988.7.1CW6163B,MAZAK-Rex,UE630转速范围大,为12~1200r/min,孔径大Φ104mm表面粗糙度=0.63μm加工圆度0.003mm沈阳第一机床厂9-25滚刀刃磨床M6405结构陈旧,性能落后,加工精度低,B级,表面粗糙度=1.25μm 1988.7.1MMB6404AΦ40×40加工精度:AA级表面粗糙度=0.16μm读数方式:数显武汉机床厂9-26圆锯片刃磨床M6615性能落后,加工效率低,结构陈旧,精度低,表面粗造度=5μm 1988.7.1M6615A磨削工件直径:300~1430mm磨削工件效率:30~47齿/分表面粗糙度:2.5μm武汉机床厂9-27卧轴平面磨床M7120A机床热变形,精度保持性差,结构陈旧1988.7.1增加了自动进刀装置,热变形小上海机床厂天津市机床厂9-28卧轴平面磨床M7130机床热变形,精度保持性差,结构陈旧1988.7.1M7132H具有快速升降机构,热变形小杭州机床厂9-29普通车床C616 C616GC616A结构陈旧,加工精度低.圆度:0.01mm圆柱度:0.016mm/160mm平面度:0.011mm主轴孔径小结构陈旧,加工精度低.圆度:0.005mm圆柱度:0.01mm/160mm平面度:0.008mm1988.7.11988.7.1J1320主轴孔径Φ52mm,并在滑动面上使用贴塑,精度高. 圆度:0.007mm圆柱度:0.011mm/160mm平面度:0.008mmJ1M320该产品改进同上圆度:0.0035mm圆柱度:0.007mm/160mm平面度:0.006mm济南第一机床厂济南第一机床厂10-33C616-1五十年代仿苏产品,技术性能落后,结构陈旧,外观造型差1989.7.1J1320济南第一机床厂10-34转塔式六角车床C3193 C3180产品水平低,加工精度差1989.7.1S3-239,S3-243C3180-1沈阳第三机床厂10-35回转式六角车床C336-1产品水平低,未贯彻新国标,加工精度差1989.7.1C3040/1南京机床厂10-36立式铣床X50A五十年代产品,技术性能落后,结构陈旧1989.7.1X5020A桂林机床厂10-37立式铣床X51K五十年代产品,机床结构陈旧,操作不便1989.7.1X5025青海第一机床厂10-38卧式铣床X61五十年代产品,机床结构陈旧,操作不便X6025青海第一机床厂10-39万能升降台铣床X61W五十年代产品,机床结构陈旧,操作不便1989.7.1X6125青海第一机床厂10-40万能升降台铣床X63W结构陈旧,刚性差,热变形大,操作不便1989.7.1XA6140A北京第一机床厂10-41移动式万向摇臂钻床Z32K五十年代仿制产品,外观造型差,操作笨重,加工精度低,性能落后1989.7.1ZW3725,ZS3725钱江机床厂沈阳钻机床厂10-42移动式万向摇臂钻床Z32K-1五十年代仿制产品,结构陈旧,操作笨重,加工精度低,外观造型差1989.7.1ZW3725钱江机床厂沈阳钻机床厂10-43卧式镗床T617,T617A机床主轴刚性差,无测试系统1989.7.1TAX617,TAPX617芜湖重型机床厂10-44卧式镗床T68五十年代仿制产品,结构复杂,可靠性差1989.7.1TPX619,T619,TX619,T619A中捷龙谊厂昆明机床厂10-45卧式镗床T611,T611A,T611B五十年代仿制产品,结构复杂,无座标测量系统1989.7.1TDX6111,TMK6411TJK6411,TX6111中捷龙谊厂汉川机床厂10-46卧式镗床 T612A五十年代仿制产品,结构复杂,操作不便1989.7.1TPX6113中捷友谊厂武汉重型机床厂10-47卧式镗床 T6112五十年代仿制产品,结构复杂,操作不便1989.7.1TPX6113中捷友谊厂10-48移动式镗床 T611H五十年代仿制产品,结构复杂,无座标测量系统1989.7.1TX6211中捷友谊厂10-49精密卧式镗床TM6112五十年代仿制产品,结构复杂,操作不便1989.7.1T6113昆明机床厂中捷友谊厂武汉重型机床厂10-50单面金刚镗床 T740K机床结构陈旧,性能落后,加工精度低1989.7.1T7040芜湖重型机床厂昆明铣床厂10-51双面金刚镗床 T740机床结构陈旧,性能落后,加工精度低1989.7.1T7140芜湖重型机床厂昆明铣床厂10-52双面金刚镗床 T760机床结构陈旧,性能落后,加工精度低1989.7.1T7163昆明铣床厂10-53万能外圆磨床M1432,M1432A,MG1432A产品水平低,性能落后1989.7.1M1432B,MG1432B上海机床厂陕西机床厂长春第一机床厂10-54插齿机 YM54A仿苏四十年代产品,结构陈旧,性能落后1989.7.1YM5150A天津第一机床厂10-55插床 B5100机床结构陈旧,笨重1989.1.1Y50100抚顺机床厂10-56牛头刨床 B650仿苏五十年代产品,结构陈旧1989.1.1BC6063B上海沪东机床厂10-57仪表车床 CO618A五十年代产品,加工精度低1989.7.1CO620天津仪表机床厂10-58精密卧式滚齿机 YM3608五十年代产品,结构陈旧1989.7.1YM3608A宁江机床厂10-59弓锯床 G72产品水平低,结构陈旧,切削速度慢,加工效率低1989.12.1G7125A,G7025,G7128湖南机床厂重庆第三机床厂常州机床厂10-60砂轮切断机G228,G228B结构陈旧,不合理,体积大1989.7.1G228C,G228S湖南机床厂15-49CA630 普通车床加工直径×长度Φ630×1500(3000)结构落后1993.6.30CN6163 普通车床Φ630×1500(3000) CW6163C 普通车床Φ630×1500(3000)江西第四机床厂大连第二机床厂15-50X920 键槽铣床最大键槽宽度20mm 结构落后1993.6.30X9220B键槽铣床最大键槽宽度20mm 齐齐哈乐第二机床厂15-51B665,B665A,B665-1 牛头刨床最大刨削长度650mm 性能落后1993.12.31BD6063牛头刨床最大刨削长度630mm 长沙机床厂15-52D6165电火花成型机床工作台尺寸500×800漏油,可靠性差1993.6.30D7150电火花成型机床Ra≤1.25生产率1A≥10mm/min 上海第八机床厂汉川机床厂营口电火花机床厂15-53D6185电火花成型机床工作台尺寸450×1080耗能高,可靠性差1993.6.30D7180电火花成型机床生产率火11A≥10mm/min 营口电火花机床厂汉川机床厂15-54D5540电火花成型机床工作台尺寸400×630漏油,可靠性差1993.6.30D7140电火花成型机床工作台尺寸400×630定位精度0.01~0.015m。
YK51160×3操作说明书
YK51160×3四轴三联动数控插齿机操作手册宜昌长机科技有限公司一、系统概况:YK51160型四轴三联动数控插齿机主要用于大中型内、外圆柱齿轮的切削加工。
本插齿机是以德国SIEMENS 802D数控系统为控制核心,并以SIEMENS原装NC键盘、伺服以及施耐德ATV71变频器而构成。
其中主轴冲程电机为18.5KW三相交流电机,工作台旋转轴电机为1FK7101-5AF71-1EG0电机(27Nm,3000rmp),刀轴旋转轴电机和径向进给电机均为1FK7063-5AF71-1EG0电机(11Nm,3000rmp).本机床具备自动、MDA、单步、空运行、手动(手轮、步进)、回零、文件调入、文件调整等工作方式。
机床通过HMI全中文界面输入加工变量,加工界面与HMI界面切换方便,同时系统还具备完善的保护功能和故障提示等功能。
为方便操作,机床配备手持便携式操作盒(手持单元),内装有操作按键和手摇脉冲器。
二、用户操作面板使用说明用户操作面板示意图1,外围电机启停按键及主轴、伺服供电控制按键说明1) 液压启/停按键:手动液压泵开关,绿灯指示工作状态。
2) 润滑启/停按键:手动润滑装置开关,绿灯指示工作状态。
3) 冷却启/停按键:手动冷却泵开关,绿灯指示工作状态。
4) 排屑启/停按键:手动排屑泵开关,绿灯指示工作状态。
5) 冲屑启/停按键:手动冲屑泵开关,绿灯指示工作状态。
6) 主轴供电:变频器手动上下电(变频器上电之前先启动液压电机。
)7) 伺服供电:用此键可以手动接通和断开伺服电源。
8) 使能上下电:伺服电源模块未上使能时,系统的报警栏内会显示“驱动未就绪,请给伺服使能上电”的报警,且电机不能工作。
点动此键后,伺服使能上电,报警自动消失。
2,工作方式选择按键及主轴控制按键说明1) 自动(AUTO):在复位状态下,按此键选择自动工作方式。
2) 点动(JOG):在复位状态下,按此键选择点动工作方式。
Y5150型插齿机基于电气控制的技术改造——用电路取代上停油缸液压总成功能的设计
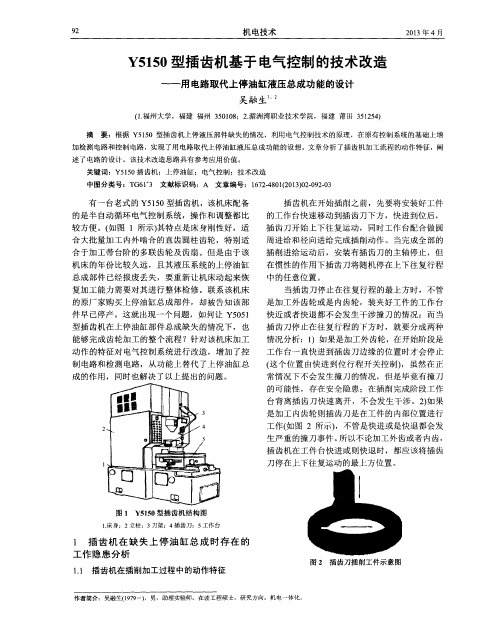
合大批 量 加工 内外 啮合 的直 齿 圆柱 齿 轮 ,特 别 适
周进 给和 径 向进给 完成 插 削动作 。当完成 全部 的 插 削进给 运动 后 ,安装 有插 齿 刀的主轴 停 止 ,但
合于 加工 带 台阶 的多联 齿轮 及齿扇 。但 是 由于 该 机床 的年 份 比较久 远 ,且其 液压 系统 的上停 油 缸 总成 部件 已经 报废 丢失 ,要 重新 让机床 动起 来 恢
有 一 台老式 的 Y5 1 5 0型插齿 机 ,该机床 配备
插 齿机 在开 始插 削之 前 ,先要将 安装好 工件 的 工作 台快速 移动 到插 齿刀 下方 ,快进 到位 后 ,
插齿 刀开 始 上下往 复运 动 ,同时 工作 台配合 做 圆
的是 半 自动循环 电气控制 系 统 ,操 作 和调整 都 比
刀 的情 况 。其 工作 原理 是 :安 装插 齿刀 的 主轴 与
一
个 凸轮 是刚 性连 接 的 ,其两 者 的运动 特 征是 主
轴 上 下往复 一 次该 凸轮 旋转 一 周 。原上 停 油缸 就 是 通过 连杆 机 构对 该 凸轮进 行 推动 ,把 该 凸轮 旋 转 到主 轴上 停 时 的位置 , 以保 证插 齿刀在 工作 台
9 2
机 电技 术
2 0 1 3 年4 月
Y 5 1 5 0型插齿机基 于 电气控制 的技术改造
— —
用 电路 取代上停油缸液压总成功能 的设计
吴 融 生
( 1 . 福州大学 ,福建 福州 3 5 0 1 0 8 ;2 . 湄洲湾职业技术学院,福建 莆 田 3 5 1 2 5 4 ) 摘 要 :根据 Y5 1 5 0型插齿机上停液压部件缺失的情况 ,利用电气控制技术 的原理 ,在原有控制系统的基础上增
YK5150A技术协议

YK5150A数控插齿机技术协议甲方乙方:甲方订购乙方生产的YK5150A数控插齿机1台,经双方友好协商达成如下协议:一.加工零件图号6901458 内齿二.设备技术描述1.机床主要用途本机床系三轴联动数控插齿机。
主要用于加工直齿圆柱齿轮及各种形状的直齿非圆齿轮和平板形凸轮。
机床加工精度高,圆柱齿轮加工精度可达6级(GB10095-88),齿面粗糙度可达Ra3.2。
其特点:加工精度高、效率高、机床刚性好、噪音低,特别适用于汽车、拖拉机、机床、工程机械等行业单件小批和大批量生产用。
2.机床的主要技术参数(标准型)3.机床主要性能和结构特点3.1机床为纵向布局,刀架摆动让刀,工作台径向进给,床身、立柱、刀架、工作台均具有良好的结构和传动刚性。
3.2机床为三轴联动数控插齿机,三数控轴为:插齿刀回转,工作台回转,工作台径向进给。
3.3机床主运动采用变频电机驱动,可实现无级调速,在切削过程中刀具每分钟冲程数可通过数控系统编程控制设定并可实现自动转换。
机床具有刀轴自动上停功能。
3.4机床采用新型双滚子凸轮双向让刀机构,运动平稳,无冲击,噪音低,让刀方向调整方便。
3.5机床刀架和工作台采用高精度变齿厚蜗轮付。
3.6机床立柱具有斜向让刀功能,可防止切齿干涉。
3.7机床工作台采用半封闭式防护罩(上方敞开),可保证加工时冷却液不外溅。
3.8机床配有自动排屑器。
3.9机床主要轴承、液压件、电气件采用优质进口件或独资、合资产品及优质国产件。
3.10机床具有独立密封的电气控制柜,带有冷气机。
3.11机床工作精度:当使用AA级插齿刀时,可达GB10098-88标准的6级精度。
3.12机床控制系统选用西门子802D数控系统,显示器可中文显示。
4.YK5150A数控插齿机主要配套件表三.技术资料机床使用说明书1套合格证明书1份装箱单1份数控系统诊断说明1本数控系统操作编程1本四.机床验收1.验收标准JB/T5572-91 《数控插齿机精度》机床合格证明书甲方试切件的图纸2.机床验收:机床验收分预验收和终验收两个阶段。
YK5150数控插齿机
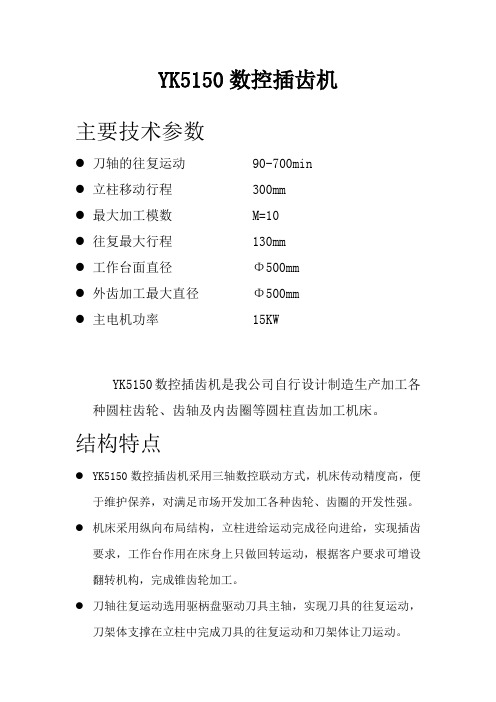
YK5150数控插齿机
主要技术参数
●刀轴的往复运动 90-700min
●立柱移动行程 300mm
●最大加工模数 M=10
●往复最大行程 130mm
●工作台面直径Φ500mm
●外齿加工最大直径Φ500mm
●主电机功率 15KW
YK5150数控插齿机是我公司自行设计制造生产加工各种圆柱齿轮、齿轴及内齿圈等圆柱直齿加工机床。
结构特点
●YK5150数控插齿机采用三轴数控联动方式,机床传动精度高,便
于维护保养,对满足市场开发加工各种齿轮、齿圈的开发性强。
●机床采用纵向布局结构,立柱进给运动完成径向进给,实现插齿
要求,工作台作用在床身上只做回转运动,根据客户要求可增设翻转机构,完成锥齿轮加工。
●刀轴往复运动选用驱柄盘驱动刀具主轴,实现刀具的往复运动,
刀架体支撑在立柱中完成刀具的往复运动和刀架体让刀运动。
●让刀运动我们设计双凸轮滚子让刀机构,进行往复摆动无间隙滚
动让刀,使让刀刚性更好,让刀灵敏、噪音低、寿命长。
●立柱与中床身作用于床身基础上保证足够的切削刚性和稳定的支
撑精度,中床身高度可以按用户的特殊要求进行增高设计,满足高位置齿部加工的要求。
●机床选配斜向让刀机构,当机床加工内齿或其它齿轮,让刀位置
可进行水平位移,防止让刀发生干涉现象。
●根据特殊订货要求,可增加上停机构和工作台翻转机构,可插倒
锥齿轮。
YK5150DX3技术协议范本
技术协议(适用于三轴数控插齿机,红色部分为专用内容,应针具体情况分别填写)甲方:乙方:宜昌长机科技有限责任公司甲方订购乙方YK5150DX3数控插齿机1台,甲乙双方就有关技术问题进行了充分的交流,形成如下技术协议:一、机床概况YK5150DX3型插齿机是宜昌长机科技有限责任公司在原500mm数控插齿机的基础上,经过多次重大改进后的定型产品,现已广泛应用于加工各类盘齿、轴齿及斜齿等,特别适合于工程机械、矿山机械、汽车、拖拉机和航空等制造业的大批量生产使用,也可供机械制造业中单件或小批量的加工,并可根据用户的需求提供相应的附件,用以加工斜齿圆柱齿轮、齿扇、鼓形齿等,采用特殊刀具和专用刀具,还可进行多边轮廓、特殊结合子等的加工。
机床系纵向布局的立式插齿机,由床身、中床身、工作台、立柱、刀架、驱动箱、分齿箱等主要部件组成,并配备单独的液压站和磁性排屑器,独立的落地式电气柜置于机床一侧。
机床数控轴数为三轴,其中两轴联动,采用交流伺服驱动,CNC控制,即为三轴两联动数控机床。
机床采用立柱移动(Y轴),实现机床的径向进给及快退,在立柱前面装有刀架部分,顶面装有驱动箱部分,刀轴的旋转(数控C轴)及工作台的旋转(数控B轴)均由交流伺服驱动,刀轴的冲程速度则由交流变频器控制,实现无级调速。
通过调整曲柄盘的偏心可以调整刀轴冲程的大小,利用球拉杆的螺纹可调整刀具的加工位置(刀位)。
加工时可任意设定进给速度、循环次数和切削深度;在粗、精加工转换时,实现自动变速。
机床通过凸轮、滚子带动刀架摆动,实现内外齿径向让刀,机床同时具有斜向让刀、刀具自动上停和刀具微调等机构,并可根据用户需要配备工件自动夹紧装置。
机床结构合理,传动链短、刚性好、精度可靠、功能全、适应性广,操作使用方便。
机床具有的主要运动有:1、主运动,即刀具上下往复运动(变频无级)2、刀具圆周分齿运动(交流伺服C轴)3、工作台圆周分齿运动(交流伺服B轴)4、立柱径向进给运动(交流伺服Y轴)5、刀具空行程时的让刀运动6、工作台快速回转运动7、刀具上停运动二、主要技术规格及参数(基型)1、最大工作直径外齿/内齿500/600mm2、最大模数10mm3、最大齿宽140mm4、插齿刀最大冲程长度160mm5、插齿刀主轴冲程数40~400str/min6、插齿刀行程位置调整量50mm7、圆周进给量~0.9mm/str8、径向进给量0~1000mm/min9、插齿刀让刀量≥0.5mm10、插齿刀安装轴颈直径31.743mm11、工作台面直径700mm12、工作台孔径140mm13、插齿刀轴心线至工作台轴心线距离0~400mm14、插齿刀安装端面至工作台面距离(基型) 300~510mm15、机床总功率20KW16、外型尺寸(长×宽×高)2360mm×2000mm×2600mm17、重量13000kg三、主要技术特点1、机床刚性好,抗振性强,动态精度高本机床采用国际流行的立柱进给方式,大惯量的立柱进给相对于小惯量的工作台进给能保证机床具有更高刚性,机床的主要部件如床身、立柱、刀架等均采用优质灰铸铁,壁厚适宜,筋格布局合理,整体具有足够质量,大大提高了机床的刚度和抗振性能,最终保证了机床具有较高的动态精度。
工厂生产设备清单
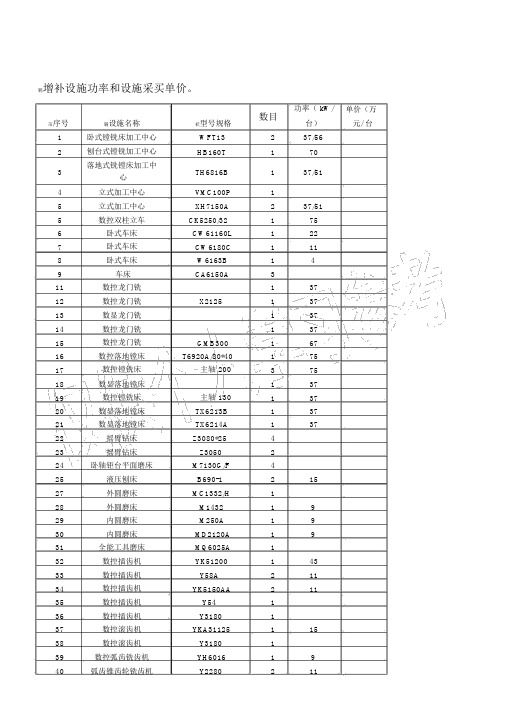
羁增补设施功率和设施采买单价。
数目功率( kW/ 单价(万芇序号羈设施名称袄型号规格台)元/ 台1 卧式镗铣床加工中心WFT132 37/562 刨台式镗铣加工中心HB160T 1 703 落地式铣镗床加工中TH6816B 1 37/51 心4 立式加工中心VMC100P 15 立式加工中心XH7150A 2 37/515 数控双柱立车CK5250/32 1 756 卧式车床CW61160L 1 227 卧式车床CW6180C 1 118 卧式车床W6163B 1 49 车床CA6150A 311 数控龙门铣 1 3712 数控龙门铣X2125 1 3713 数显龙门铣 1 3714 数控龙门铣 1 3715 数控龙门铣GMB300 1 6716 数控落地镗床T6920A/80*40 1 7517 数控镗铣床主轴 200 3 7518 数显落地镗床 1 3719 数控镗铣床主轴 130 1 3720 数显落地镗床TX6213B 1 3721 数显落地镗床TX6214A 1 3722 摇臂钻床Z3080*25 423 摇臂钻床Z3050 224 卧轴钜台平面磨床M7130G/F 425 液压刨床B690-1 2 1527 外圆磨床MC1332/H 128 外圆磨床M1432 1 929 内圆磨床M250A 1 930 内圆磨床MD2120A 1 931 全能工具磨床MQ6025A 132 数控插齿机YK51200 1 4333 数控插齿机Y58A 2 1134 数控插齿机YK5150AA 2 1135 数控插齿机Y54 136 数控插齿机Y3180 137 数控滚齿机YKA31125 1 1538 数控滚齿机Y3180 139 数控弧齿铣齿机YH6016 1 940 弧齿锥齿轮铣齿机Y2280 2 1141 数控螺旋锥齿磨齿机YK2010012 1 5542 数控弧齿磨齿机Y2280G 3 443 锥形砂轮磨齿机YP7163D 144 全能转动检查机YHW90160A 1 1545 全能转动检查机YKW9580A 1 1546 单柱平面专用铣床SM94-3 147 半自动花键轴铣床YB6020 1 448 半自动花键轴铣床YB6016 1 449 六轴数控花键铣床YK6050 1 450 电动桥式起重机100 吨 3 12051 电动桥式起重机50 吨 4 5652 齿轮丈量中心3906T 型 1 053 三坐标检测机DELTESL305120 1 054 红外线追踪仪AT901-B 1 055 全数字超声波探伤仪AYUT7188 1 056 动均衡机HY40W 1 057 数控火焰切割机GS-4000 1 058 伸缩式挪动喷漆房 1 059 400 吨液压机RLY-400 1 2260 行车20 吨9 3761 电焊机ZX7-250G 5 962 切割机CT-520 5共计101。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YK5150数控插齿机
主要技术参数
●刀轴的往复运动 90-700min
●立柱移动行程 300mm
●最大加工模数 M=10
●往复最大行程 130mm
●工作台面直径Φ500mm
●外齿加工最大直径Φ500mm
●主电机功率 15KW
YK5150数控插齿机是我公司自行设计制造生产加工各种圆柱齿轮、齿轴及内齿圈等圆柱直齿加工机床。
结构特点
●YK5150数控插齿机采用三轴数控联动方式,机床传动精度高,便
于维护保养,对满足市场开发加工各种齿轮、齿圈的开发性强。
●机床采用纵向布局结构,立柱进给运动完成径向进给,实现插齿
要求,工作台作用在床身上只做回转运动,根据客户要求可增设翻转机构,完成锥齿轮加工。
●刀轴往复运动选用驱柄盘驱动刀具主轴,实现刀具的往复运动,
刀架体支撑在立柱中完成刀具的往复运动和刀架体让刀运动。
●让刀运动我们设计双凸轮滚子让刀机构,进行往复摆动无间隙滚
动让刀,使让刀刚性更好,让刀灵敏、噪音低、寿命长。
●立柱与中床身作用于床身基础上保证足够的切削刚性和稳定的支
撑精度,中床身高度可以按用户的特殊要求进行增高设计,满足高位置齿部加工的要求。
●机床选配斜向让刀机构,当机床加工内齿或其它齿轮,让刀位置
可进行水平位移,防止让刀发生干涉现象。
●根据特殊订货要求,可增加上停机构和工作台翻转机构,可插倒
锥齿轮。