喷涂检验作业指导书(SIP)
喷涂检验标准作业指导书
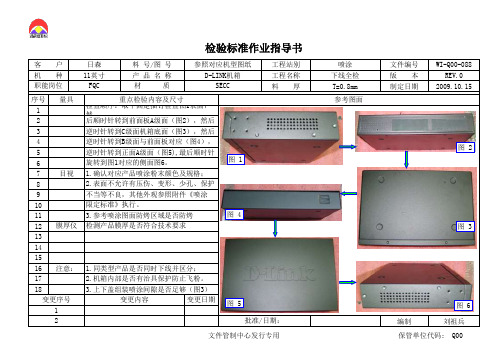
工程站别喷涂文件编号WI-Q00-088工程名称下线全检版 本REV.0料 厚
T=0.8mm 制定日期
2009.10.15
序号
123456
7
891011
12131415
161718
变更日期
编制
刘祖兵
批准/日期:
参考图面
变更内容2.机箱内部是否有治具保护防止飞粉。
3.上下盖组装喷涂间隙是否足够(图3)
限定标准》执行。
变更序号
1 3.参考喷涂图面防烤区域是否防烤1.确认对应产品喷涂粉末颜色及规格;膜厚仪 1.同类型产品是否同时下线并区分;FQC
料 号/图 号产 品 名 称材 质
2
注意:旋转到图1对应的侧面图6。
不当等不良,其他外观参照附件《喷涂检验标准作业指导书
2.表面不允许有压伤、变形、少孔、保护后顺时针转到前面板A级面(图2),然后逆时针转到C级面机箱底面(图3),然后逆时针转到B级面与前面板对应(图4),逆时针转到正面A级面(图5),最后顺时针日森检查顺序:取下固定插钉检查图1表面,然参照对应机型图纸机 种职能岗位量具客 户D-LINK机箱SECC
重点检验内容及尺寸
11英寸检测产品膜厚是否符合技术要求
目视图1
图2
图4
图3
图5
图6
文件管制中心发行专用 保管单位代码: Q00。
喷涂检验指导书
编号:WI-2-08 版次::V445.1.1所有产品均应进行外观检查。
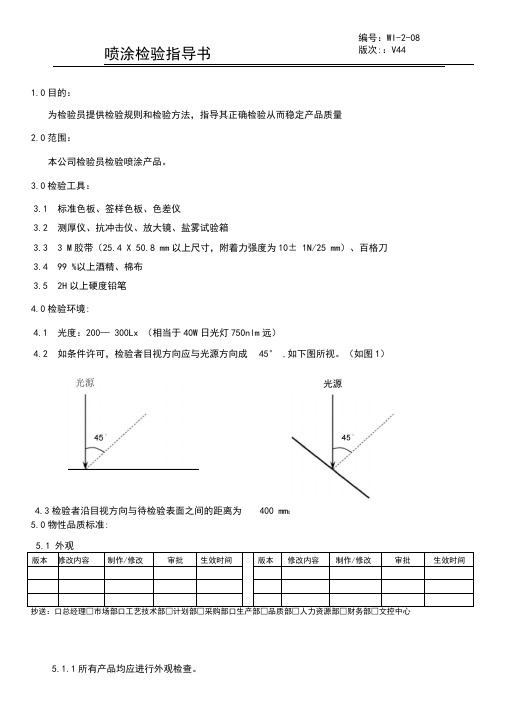
喷涂检验指导书1.0目的:为检验员提供检验规则和检验方法,指导其正确检验从而稳定产品质量 2.0范围:本公司检验员检验喷涂产品。
3.0检验工具:3.1 标准色板、签样色板、色差仪3.2 测厚仪、抗冲击仪、放大镜、盐雾试验箱3.3 3 M 胶带(25.4 X 50.8 mm 以上尺寸,附着力强度为10± 1N/25 mm )、百格刀 3.4 99 %以上酒精、棉布 3.5 2H 以上硬度铅笔4.0检验环境:4.1 光度:200— 300Lx (相当于40W 日光灯750nlm 远)4.2 如条件许可,检验者目视方向应与光源方向成 45° ,如下图所视。
(如图1)5.0物性品质标准: 5.1 外观版本 修改内容制作/修改审批生效时间版本修改内容制作/修改审批生效时间4.3检验者沿目视方向与待检验表面之间的距离为 400 mm 0光源1.1.2二检验原则:产品外观应美观「单独一零 /部件的整体视觉效果一致,痂见发现某一缺陷具有批量或大面积,即便没有在标准限制范围内,也可以对该产品不予验收,如果允许的缺陷出现在重要的观察区,也可以视其对产品形象的影响程度而予以拒收。
1.1.3涂层应均匀、连续、色泽一致,无结瘤、缩孔、起泡、针孔、开裂、剥落、粉化、颗粒、流挂、露底、夹杂脏物等缺陷,无特殊纹理要求时不能出现桔皮现象。
1.1.4洒点及桔纹大小参照色板或签样色板进行检验。
1.1.5华为公司的喷涂外观检验标准参照《产品表面外面缺陷的限定标准》,中兴公司参照《产品结构件质量要求》5.2颜色5.2.1所有产品均应进行颜色检查。
5.2.2各种产品涂层色差和光泽度要求不一样,检验时只能参照华为标准进行,具体如下:中兴公司色差值不超出上限板与下限板,其它公司按其工艺文件要求或文件通知5.3光泽5.3.1所有产品均应进行光泽检查。
5.3.2目视涂层的光泽,与样板比无明显区别为合格5.4附着力5.4.1按划格法进行涂层附着力试验,要求随产品一同周转的三件试样上的涂层都应100%付着,涂层厚度小于60N m的百格间距为1mm涂层厚度大于60 pm的百格间距为2mm针对户外柜附着力测试必须在产品上进行。
喷涂检验作业指导书
喷涂喷漆检验作业指导书一、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
二、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
三、职责3.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
3.2 制造部参与不合格品的处理。
3.3 供应部负责进料中不合格品与供应商的联络。
3.4 管理者代表负责不合格品处理的批准。
四、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
五、非破坏性检验检验项目1.外观和颜色检验条件A 色板采用客户样件或经客户认可的签样。
色泽、颜色须符合设计图纸或与色板比较无明显差异。
光泽:使用光泽计来判定,入射角度60°,±5%误差为检验合格。
B 光源要求:北极昼光或室内高效能日光灯两光源(照明度约为1000流明)。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
C 目测距离:A级面为300mm,B等级面为500mm;C等级面为1000 mm。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
D. 检验方法:在眼睛距离等级面的标准处,以3m/min速度扫描检查。
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起泡、起皱、针孔,积粉等不良等现象2. 等级面划分标准:A 级面:装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面。
喷涂检验作业指导书 SIP
目视
MA
1.附着力测试:使用百格刀在样品的表面划出10 横10 纵,横纵
D
性耐测试
1mm,用指甲刮表面看是否有脱落现象,脱落达4B标准,超5%为不合格 。 2.硬度:要求2B铅笔与工件保持45°施加约1kg的力,向前移动
百格刀/ 2B铅笔
CR
10mm,选择不同的地方做5次涂层表面应无明显掉漆,掉粉等迹象。
目视
MA
5.异色;表面异色点≤φ0.5mm允许有一点,且颜色不可过于明 显。
目视
MA
6.针孔;素材沙孔≤φ0.2mm允许有一个,喷涂针孔≤φ0.2mm 允许5个且间距在5mm以上。
目视/点规
MA
B 结构 结构比对样品不可有断柱、缺口在顶部对比客户签样标准。
目视
MA
C 变形度 不可有扭曲變形,表面凹凸状参照样品检验。
项次 检验项目
检验标准
检验方法 判定
A
1
检验条件
检查场所为照度600~1300Lux白色光源下(光源和产品的距离:500~ 1500mm),无外光影响的场所。
目视
MA
2
检验标准
产品和检验员眼睛间的距离为500mm,从产品前方以30°~90°的角 度进行目视检查。
目视
MA
项次 检验项目
检验标准
检验方法 判定
1.包材不可变形,破损,标签签署需清晰。
目视
MI
E 包裝 2.出货标签需正确且不可缺少。
目视
MI
3.尾数需做实物及标签数量的确认。
目视
MA
登记人
核准:
审核:
制作:罗鹏鹏
1.颜色;产品检验首件颜色确认,是否与签样件一致
标准检验指导书(SIP) (格式模板)
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
sip检验作业指导书
sip检验作业指导书1 SIP检验作业Session Initiation Protocol(SIP)检验作业是一项联机技术,它被用于在无线网络上收集,发送和接收网络数据。
SIP检验作业的目的是确保网络的安全和可靠性。
1.1 SIP检验作业部署SIP检验作业部署需要将流量变换器(TAP),数据采集机(DAC),服务器和客户端连接到网络。
TAP可以监控数据的流量,DAC可以采集网络中数据包的信息,服务器可以分析数据包和信息,客户端可以根据需求对数据包和信息进行更改。
1.2 SIP检验作业过程SIP检验作业的过程主要分为两个步骤:第一步,收集网络数据。
在这一步,TAP可以监控网络中数据包的流量,DAC可以收集网络数据包的内容,服务器可以存储有关数据包的信息,客户端可以请求数据,获得网络数据的详细信息。
第二步,发送网络数据。
服务器可以根据客户端发来的请求,将数据写入网络中,客户端可以再次访问网络数据,TAP和DAC可以继续跟踪或收集网络数据。
1.3 SIP检验作业的好处SIP检验作业有许多优点:* 降低网络故障率和失效率。
通过SIP检验作业,可以及时发现网络中可能存在的问题,有助于早期发现故障并确保网络的可用性。
* 提高网络安全性。
SIP检验作业可以监控网络中的流量,可以及时发现和应对网络攻击或恶意软件。
* 改善网络效率。
SIP检验作业可以帮助管理员发现和解决网络效率问题,提高网络使用效率。
1.4 结论SIP检验作业是一项复杂的任务,但它可以帮助管理员确保网络安全性和可靠性,提高网络使用效率,降低网络故障率和失效率。
SIP检验作业也是必不可少的,当网络出现问题时,可以帮助管理员及时发现并修复问题。
喷涂作业指导书
喷涂作业指导书1.0 前处理 1.1 检验对进入烤漆车间的产品进行检验以素材限度样本为准刮伤碰伤明显磨痕不良品要及时检出以免流入下工序1.2 清洗清除产品表面尘埃用去渍油清洗产品表面清洗不掉的隔离放置 1.3 吹气除去表面灰尘杂物用吹气枪对部品表进行除尘表面无灰尘残留 1.4 擦拭清除产品表面污渍水印用棉布头擦拭表面擦拭后表面光泽一致无污渍水印2.0 喷涂 2.1 有色涂装确认1、一经过确认颜色的涂料可直接喷涂,重新用涂料需再确认2、未确认的涂料需按样品或色卡确认并经过受入检验重复确认通过方可喷涂对部品表面进行喷涂 1、涂装色控制在限度样本内2、试作、试产数量要严格控制2.2 上挂部品挂入喷涂工装选用适合生产工序的工装防止上挂对部品的刮伤 2.3 烘干表面烘干温度:150度。
时间:40分钟严格控制温度、附着力、烘干色泽等3.0 成品检验 3.1 下挂烘干后成品下挂报纸包装防止部品刮伤3.2 检验成品检验 1、外观检验 2、附着力抽检 3、牙孔抽检4、检验员旁放置良品样品和主要不良品样品 5、检出各种喷涂以及其它原因造成的不良品以限度样本为准3.3 受入检验对一道检验进行抽检确认严格控制不良品的下一环节流通以限度样品为准3.4 包装入库良品经包装入库用报纸进行包装.4.0 不良品处理 4.1 未喷素材对素材的不良原因分类送整形车间返修处理素检以样品为准4.2 喷涂产品用天拿水脱漆处理经擦拭流入前处理工序备注:。
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
sip和sop的作业指导书
sip和sop的作业指导书SIP (Senior Individualized Project) and SOP (Statement of Purpose) are two important components of academic assessment and application processes. In this article, we will explore the guidelines for completing these tasks and provide tips on how to approach them effectively.1. Introduction to SIP:The Senior Individualized Project (SIP) is a culmination of your academic journey, where you have the opportunity to delve into a subject of your choice and showcase your skills and knowledge. It is important to choose a topic that you are passionate about and that aligns with your future goals.2. Understanding the SOP:The Statement of Purpose (SOP) is a crucial document when applying for further studies or research positions. It allows you to express your motivations, aspirations, and how the program or institution you are applying to can help you achieve your goals. A well-crafted SOP can greatly enhance your chances of being accepted.3. Choosing the right topic for SIP:When selecting a topic for your SIP, consider your interests, strengths, and the resources available to you. It should be a topic that allows youto demonstrate your expertise and passion. Conduct thorough research to ensure that your topic is unique and hasn't been extensively explored before.4. Structuring your SIP:To ensure a coherent and organized SIP, it is important to follow a logical structure. Divide your project into sections such as introduction, literature review, methodology, analysis, and conclusion. Each section should have a clear purpose and contribute to the overall understanding of your topic.5. Writing the SOP:When writing your SOP, start with a compelling introduction that grabs the reader's attention. Clearly state your objectives, including why you are interested in the program or institution and how it aligns with your career goals. Provide specific examples of your experiences, skills, and achievements that demonstrate your suitability for the program.6. Showcasing your uniqueness:Both the SIP and SOP should highlight your individuality and what sets you apart from other candidates. Share personal anecdotes, experiences, and challenges you have overcome. This will make your application more memorable and give the admissions committee aglimpse into your character and potential.7. Language and style:Pay attention to your writing style and language choices. Use a varied vocabulary to express your ideas effectively. Avoid clichés and overly formal language, as they can make your writing sound robotic. Aim for a natural and engaging tone that captures the reader's attention.8. Proofreading and editing:Before submitting your SIP or SOP, proofread and edit your work meticulously. Check for grammar, punctuation, and spelling errors. Ensure that your sentences and paragraphs flow smoothly and coherently. Seek feedback from mentors, teachers, or peers to get valuable insights and suggestions for improvement.9. Conclusion:Completing a SIP and writing an SOP are essential tasks that require careful planning, research, and strong communication skills. By following the guidelines provided and infusing your own unique voice and perspective, you can create compelling and impactful documents that showcase your abilities and potential.Remember, these projects are opportunities to showcase your passion, knowledge, and skills. Approach them with enthusiasm anddedication, and let your personality shine through. Good luck with your SIP and SOP!。
涂装检查-外观检查-喷涂产品检验规范-SIP-规定
涂装检查-外观检查-喷涂产品检验规范-SIP-规定面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面)面:指组装成整机后的侧面(需将视线偏转45°~90°面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面):在均匀颜色感觉空间中,人眼感觉色差的测试单位。
当△人与人之间的距离虽然摸不着,看不见,但的的确确是一杆实实在在的秤。
真与假,善与恶,美与丑,尽在秤杆上可以看出;人心的大小,胸怀的宽窄,拨一拨秤砣全然知晓。
人与人之间的距离,不可太近。
与人太近了,常常看人不清。
一个人既有优点,也有缺点,所谓人无完人,金无赤足是也。
初识时,走得太近就会模糊了不足,宠之;时间久了,原本的美丽之处也成了瑕疵,嫌之。
与人太近了,便随手可得,有时得物,据为己有,太过贪财;有时得人,为己所用,也许贪色。
贪财也好,贪色亦罢,都是一种贪心。
与人太近了,最可悲的就是会把自己丢在别人身上,找不到自己的影子,忘了回家的路。
这世上,根本没有零距离的人际关系,因为人总是有一份自私的,人与人之间太近的距离,易滋生事端,恩怨相随。
所以,人与人相处的太近了,便渐渐相远。
人与人之间的距离也不可太远。
太远了,就像放飞的风筝,过高断线。
太远了,就像南徙的大雁,失群哀鸣。
太远了,就像失联的旅人,形单影只。
人与人之间的距离,有时,先远后近;有时,先近后远。
这每次的变化之中,总是有一个难以忘记的故事或者一段难以割舍的情。
有时候,人与人之间的距离,忽然间近了,其实还是远;忽然间远了,肯定是伤了谁。
人与人之间的距离,如果是一份信笺,那是思念;如果是一个微笑,那是宽容;如果是一句问候,那是友谊;如果是一次付出,那是责任。
这样的距离,即便是远,但也很近。
最怕的,人与人之间的距离就是一句失真的谗言,一个不屑的眼神,一叠诱人的纸币,或者是一条无法逾越的深谷。
这样的距离,即便是近,但也很远。
人与人之间最美的距离,就是不远不近,远中有近,近中有远,远而不离开,近而不相丢。
喷涂检验作业指导书
XXX-XXX-XXX A0
2019-5-1 Page 3 of 5
1、 目的: 为了规范喷涂工序检查标准,使品质和生产人员检查工作有章可循,保证各工序产品品质,制定本规范。
2、适用范围: 喷涂工序的产品检查和工艺检查。
3、定义 IPQC---In Process Quality Control 即制程品质检查人员。
类别 工作文件
8、规范流程
XXXXXX 有限公司
喷涂检验作业指导书
文件编号 版本 生效日期 页次
XXX-XXX-XXX A0
2019-5-1 Page 5 of 5
规范流程
责任部门
相关记录
喷涂素材提供 制作首件
生产部 生产部
领料单 首件检验报告
首件 检查
NG
பைடு நூலகம்OK
批量生产
巡验 NG OK
包装
抽验 NG OK
下工序
品管部
首件检验报告
生产部 品管部 生产部
生产日报表 巡检记录表 生产日报表
品管部 生产部
巡检记录表 转移单
5.2.2 首件检查的内容:颜色、光泽、喷涂面、手感等等。 5.2.3 首件检查依据:
1> 产品检查基准(检查规范); 2> 喷涂 WI; 3> 喷涂标准样品(颜色光泽、外观等)。 5.2.4 喷涂首检检查流程: 1> 技术员按照喷涂 WI,调节或确认喷涂机的参数; 2> 喷涂机参数确认后,喷涂操作员开始生产的首件,并进行自主检查,技术员确认,发现有问题,
类别 工作文件
XXXXXX 有限公司
喷涂检验作业指导书
文件编号 版本 生效日期 页次
XXX-XXX-XXX A0
涂装检查外观检查喷涂产品检验规范SIP规定
一.目的为规范喷涂件的检验作业,明确检验内容和要求,有效管控产品品质,确保满足顾客和生产需要。
二.范围适用于公司所有喷涂件的进料检验。
三.抽样方案采用GB/T2828.1-2003单次抽样,检查水平(II)和允收水准(AQL)遵循如下规定:项目检查水平允收水准外观Ⅱ0.4尺寸S-1 1.5性能S-1 1.5四.定义4.1 A面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面);上表面正前面4.2 B面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)。
后面两侧4.3C面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。
背面、底面4.4△E(DELTA-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。
当△E为1.0时,人眼就可以感觉到色彩的变化了。
这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度。
4.5毛刺:由于机械冲压或加工后未处理好,导致工件边缘或分型面处所产生的金属毛刺。
4.6划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
4.7变形:因加工设备调校不当或产品因内应力而造成的产品平面形变。
4.9色差:产品表面颜色与标准样品颜色有差异。
4.10异色点:在产品表面出现颜色异于周围颜色的点。
4.11裂纹:因机加工损伤而造成产品的裂纹或细小开裂。
4.12麻点:喷涂件表面上有附著的细小颗粒。
4.13堆漆:喷涂件表面出现局部的油漆堆积现象。
4.14阴影:喷涂件表面出现的颜色比周围暗的区域。
4.15露底:喷涂件出现局部的油漆过薄而露出底材颜色的现象。
4.16针孔:由于溶剂挥发速度不对或有气泡破裂而在喷涂件表面出现凹痕或小坑。
喷涂作业指导书
喷涂作业指导书编号:PTGY-01喷涂工艺喷漆是对经过检验合格后的产品、半成品进行覆盖的外表处理。
喷漆起到防锈、防腐,美观并具有标志的作用。
在喷漆前必须进行前处理,此时要对欲进行喷漆的产品进行整体检查,并对可修复的缺陷进行修整、补救。
1、前处理工艺流程简图预处理→除油→水洗→除锈→水洗→枯燥→打腻子→除粉尘 2、前处理工艺标准及操作规程 2.1.除锈:2.1.1除锈是根据具体生产现场的条件及被处理工件外表状况的不同,而采取不同的处理手段,消除影响喷漆质量的不利因素。
①薄板件、小零部件产用酸洗、磷化处理;②大工件采用角向磨光机等手开工具或抛丸除锈〔氧化皮〕,除锈处理达Sa2.5(手工St3)或酸洗磷化。
处理后用压缩空气去除锈尘2.1.2除锈的质量检验标准为目视,除锈后的工件应无锈迹或氧化皮残留,机体外表为均匀的银灰色金属基体即可。
2.2. 除油2.2.1预处理除油应使用除油剂〔或需充分稀释的除油清洗剂〕进行擦洗。
严禁使用有机溶剂〔如汽油、香蕉水等〕,以防止工件外表形成有机溶剂固体保护膜影响除油质量。
2.2.2使用除油清洗剂时,应在常温情况下对工件浸渍10分钟。
去除重油污时间要延长。
除油质量的检验方法是:用水冲洗,工件外表水膜连续,即除油干净。
3、前处理操作中的关键环节1编号:PTGY-013.1、工件吊装较大、重的零、部件经过预处理时,必须要有合理的吊装,并应防止工件之间堆叠、紧贴。
3.2、枯燥3.2.1工件假设经过清洗后,必须使用电加热吹风工具对工件外表进行烘干处理〔也可使用压缩空气吹干〕。
特别是易聚集溶液的地方,在吹干前可先倾斜工件,倒出多余的溶液,然后吹干。
3.2.2喷漆前应用干净的粗布头或纱布将工件外表擦拭干净,并用高压空气吹掉灰尘,严禁未经过檫拭或吹灰进行喷涂。
3.3喷漆前考前须知3.3.1前处理后的工件,在涂装前应有必要的,以防止雨淋、沾水或油污等影响喷漆质量的措施。
3.3.2,前处理后的工件必须在两天内完成喷漆操作,严禁超过两天或久置。
喷涂作业指导书
喷涂作业指导书喷涂作业指导书1:引言本文档旨在提供针对喷涂作业的详细指导,确保作业高效、安全和优质完成。
本文档适用于喷涂作业负责人及相关人员。
2:作业前准备2.1 确定喷涂作业位置及面积2.2 评估作业环境,确保通风良好2.3 配置必要的喷涂设备和工具2.4 准备所需的喷涂材料和溶剂2.5 配置个人防护装备(头盔、防护眼镜、防护口罩、防护服等)2.6 安排作业时间,避免与其他作业冲突3:安全措施3.1 确保工作区域干燥、整洁、没有杂物堆积3.2 提供紧急情况应急措施和联系方式3.3 确保所有涉及到的喷涂设备和电气设备符合安全标准,并定期检查维护3.4 严格遵守有关喷涂操作的安全规定和标准3.5 确保工作人员熟悉急救措施,并定期进行培训4:作业步骤4.1 清洁作业表面,去除油污、灰尘和其他污染物4.2 精心选择喷涂材料,确保其与作业表面兼容4.3 按照搅拌要求充分搅拌喷涂材料,确保其均匀混合4.4 使用合适的喷涂设备和喷嘴进行喷涂,确保均匀涂覆作业表面4.5 喷涂过程中保持适当的间距和喷涂速度,避免出现喷漏或喷阴影4.6 喷涂完成后,立即清洁喷涂设备和工具,避免材料残留和设备损坏4.7 检查作业结果,确保喷涂效果满足要求5:作业后处理5.1 清理作业现场,包括清除喷涂设备和工具,清除作业区域的杂物等5.2 定期检查喷涂设备和工具,进行保养和维修5.3 按照相关要求处理、储存和处置废弃的喷涂材料和溶剂5.4 总结和记录喷涂作业情况,包括作业日期、使用材料、作业效果等6:附件本文档涉及附件,包括但不限于:- 喷涂作业流程图- 喷涂设备和工具清单- 喷涂材料和溶剂说明书- 个人防护装备清单7:法律名词及注释- 喷涂作业:指使用涂料或喷涂剂将其均匀涂覆在作业表面上的工艺过程。
- 个人防护装备:用于保护工作人员的身体和健康不受作业所引起的伤害的装备,例如头盔、防护眼镜、防护口罩、防护服等。
- 废弃物处理:按照相关法律法规和规定对废弃的喷涂材料和溶剂进行储存、处理和处置的过程。
喷涂作业指导书SOP格式
适用产品(型号)工序名称装篮使用设备不锈钢篮电动天车规范编号版次页次1※ 操作条件 ※ 使用材料 ※ 图示温度:室温工件照度:200-400Lux作业手套人员: 校正视力1.0以上, 经培训合格人员.※ 作业步骤※ 注意/确认事项1.依据相关检验规范检验产品外观, 1.摆放时注意让工件与工件之 是否符合要求。
间保持距离,避免接触面过多2.外观符合要求的选择合适摆放 造成清洗不净。
方式,均匀摆放于篮内。
2.根据工件形状,选择合理的摆3.嫌疑不良品按來件包裝方式包裝﹐ 放方式.层与层之间要隔开。
并通知品管处理。
3.取放产品要小心﹐防止4.摆放完毕后,启动电动天车将篮吊 碰﹐刮伤。
起,放入脱脂槽进行脱脂。
4.在用电动天车时,要挂稳挂好.5.作业人员需佩戴手套。
6.出现异常立即向上汇报.制定日修订日喷 涂 制 造 作 业 规 范制作发行有限公司NINGBO AOBANG CONSTRUCTION HARDWARE CO.,LTD核定审核适用产品(型号)工站名称脱脂使用设备不锈钢篮电动天车规范编号版次页次2※ 操作条件 ※ 使用材料 ※ 图示温度:室温工件时间:10-15分钟脱脂剂※ 作业步骤 ※ 注意/确认事项1.确认电动天车与篮子是否结合好。
1.进行操作时一定要确认脱2.开启电动天车将篮放入脱脂槽。
脂效果,保证将油污清洗干净3.上下来回抖动10次以上,促进脱脂。
2.游离碱度:25-404.判定作业标准,工件表面有无完整皮膜。
PH值11-145.预脱脂完毕后工件在电动天车的带动下 (检测频率:1次/4h) 进入水洗。
3.依检测结果及时添加药剂.4.作业时需戴手套作业5.出现异常立即向上汇报.制定日修订日制作发行核定 喷 涂 制 造 作 业 规 范审核适用产品(型号)工站名称水洗Ⅰ使用设备不锈钢篮电动天车规范编号版次页次3※ 操作条件 ※ 使用材料 ※ 图示温度:室温工件时间: 1-4.5分钟自来水※ 作业步骤※ 注意/确认事项1.确认电动天车与篮子是否结合好﹐1.进行操作时一定要确认前2.开启电动天车将篮放入水洗槽,面脱脂是否脱干净3.上下来回抖动,促进水洗.2.污染度<1.5PT 4.打开自来水开关,向槽内注入清水. PH值:7.0-11.05.生产完毕后及时关闭注水管。
喷涂检验流程作业指导书的啊
喷涂检验流程作业指导书的啊下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!喷涂检验流程作业指导书一、前言喷涂工艺是产品生产过程中的重要环节,其质量直接影响产品的外观和耐用性。
喷漆检验工序作业指导书
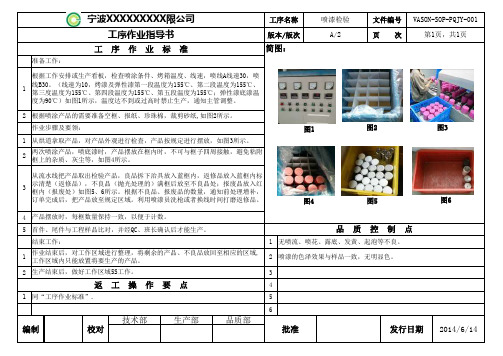
1212345112234156工序作业指导书版本/版次A/2页 次第1页,共1页宁波XXXXXXXXX限公司工序名称喷漆检验文件编号VASON-SOP-PQJY-001工 序 作 业 标 准简图:准备工作:根据工作安排或生产看板,检查喷涂条件、烤箱温度、线速,喷线A线速30,喷线B30。
(线速为10,烤漆及弹性漆第一段温度为155℃、第二段温度为155℃、第三度温度为155℃、第四段温度为155℃、第五段温度为155℃;弹性漆底漆温度为90℃)如图1所示,温度达不到或过高时禁止生产,通知主管调整。
根据喷涂产品的需要准备空框、报纸、珍珠棉,裁剪砂纸,如图2所示。
作业步骤及要领:从烘道拿取产品,对产品外观进行检查,产品按规定进行摆放,如图3所示。
两次喷涂产品,喷底漆时,产品摆放在框内时,不可与框子四周接触,避免粘附框上的杂质、灰尘等,如图4所示。
从流水线把产品取出检验产品,良品拆下治具放入蓝框内,返修品放入蓝框内标示清楚(返修品),不良品(抛光处理的)满框后放至不良品处;报废品放入红框内(报废处)如图5、6所示。
根据不良品、报废品的数量,通知前处理增补,订单完成后,把产品放至规定区域。
利用喷漆员洗枪或者换线时间打磨返修品。
产品摆放时,每框数量保持一致,以便于计数。
首件、尾件与工程样品比对,并经QC、班长确认后才能生产。
品 质 控 制 点结束工作:无喷流、喷花、露底、发黄、起泡等不良。
作业结束后,对工作区域进行整理,将剩余的产品、不良品放回至相应的区域,工作区域内只能放置将要生产的产品。
喷漆的色泽效果与样品一致,无明显色。
生产结束后,做好工作区域5S工作。
返 工 操 作 要 点同“工序作业标准”.编制校对技术部生产部品质部批准发行日期2014/6/14图6图4图1图3图5图2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MA
A
外观
MA
4.积粉;检验标准参照客户签样品。 5.异色;表面异色点≤φ0.5mm允许有一点,且颜色不可过于明 显。
目视 目视
MA MA MA MA MA CR MI MI MA
6.针孔;素材沙孔≤φ0.2mm允许有一个,喷涂针孔≤φ0.2mm 目视/点规 允许5个且间距在5mm以上。
B C
结构
结构比对样品不可有断柱、缺口在顶部对比客户签样标准。
判定
MA MA
检验条件 1500mm),无外光影响的场所。 检验标准 进行目视检查。
2
项次 检验项目
检 验 标 准 1.颜色;产品检验首件颜色确认,是否与签样件一致
检验方法 目视/样件
判定 MA
2.颗粒;每个面同色点颗粒≤φ0.5允许1个,同色点颗粒≤φ 0.3允许3个,(对象间距在10mm以上)。异色点颗粒≤φ0.1允 目视/点规 许1个。 3.漏喷;外部轻微露底发青参照客户签样件。 目视
上海钦展涂装工程有限公司
检验作业指导书(SIP)
客户 品名 源展 机种
管理编号 版本 客户料号 生产工艺 A
准
检查场所为照度600~1300Lux白色光源下(光源和产品的距离:500~ 产品和检验员眼睛间的距离为500mm,从产品前方以30°~90°的角度
检验方法
目视 目视
目视 目视 百格刀/ 2B铅笔 目视 目视 目视
变形度 不可有扭曲變形,表面凹凸状参照样品检验。
1.附着力测试:使用百格刀在样品的表面划出10 横10 纵,横纵 1mm, 用指甲刮表面看是否有脱落现象,脱落达4B标准,超5%为不合格。 性耐测试 2.硬度:要求2B铅笔与工件保持45°施加约1kg的力,向前移动 10mm,选择不同的地方做5次涂层表面应无明显掉漆,掉粉等迹象。
D
E 变 更 日 期 变 更 内 容 登 记 人
包裝
1.包材不可变形,破损,标签签署需清晰。 2.出货标签需正确且不可缺少。 3.尾数需做实物及标签数量的确认。
核准:
审核:
制作:罗鹏鹏