JB-T9885-1999_组合机床液压滑台技术条件
JBT3818-99 《液压机技术条件》标准
JBT3818-99 《液压机技术条件》标准液压机技术条件本标准适用于以矿物油类为传动介质、用泵单独传动的各种 ( 系列 ) 种小型液压机 ( 以下简称液压机 ) 。
1 一般要求1 . 1 图样及技术文件液压机的图样及技术文件的技术要求,应符合有关现行标准的规定,并应按照规定程序经过批准后方可用于生产。
1 . 1 . 1 设计应布局合理,造型美观,使用性能安全可靠,操纵灵敏轻便,手操纵力不大于 49N(5kgf)脚踏力不大于 78 . 4N(8kgf) 。
1 . 1 .2 重要的导轨付及立柱、活 ( 柱 ) 塞等应采取耐磨措施。
滑块导轨工作而 ( 或锒条面 ) 与机身寻轨工作面应保持必要的硬度差。
1 . 1.3 重量超过 15kg 的零部件、元件或装备等均须便于吊运和安装,必要时应设有起吊孔或起吊钩 ( 环 ) 。
1 . 1 . 4 整体或部分包装的液压机及其零部件,应符合运输和装载的现行标准和有关规定。
1 . 1 . 5 分装的零部件,应有相关的安装识别标记,其中板式或管式阀等安装时须有正确的定向措施;其中管路和液压元件的通道口应有防尘措施。
1 .2 型式及参数液压机的型式、基本参数与尺寸,应按照现行标准的规定或按指导性技术文件的推荐优先选用。
如无标准则应按照规定程序批准的图样及技术文件制造。
1 . 3 精度及刚度液压机应具有足够的精度和刚度,并应符合现行标准和有关规定。
1 . 4 配套要求1 . 4 . 1 出厂的液压机,应备有必须的附件及备用易损件。
特殊附件由用户与制造厂商定,随机供应或单独订货。
1 . 4 .2 液压机的外购配套件 ( 包括液压、电气、气动元件和密封件等 ) 及外协件应符合有关现行标准并取得其合格证,且须安装在液压机上进行运转试验。
1 . 5 其他1 . 5 . 1 液压机的液压、气动、润滑、冷却等系统和有关零部件,均不应漏油、漏水、漏气,并不得互相混入。
1 . 5 .2 液压机上的标牌和操纵、指示、润滑、安全等标牌及标志,均应符合有关现行标准和规定,并能保持长久清晰。
文献综述-组合机床用动力滑台液压系统性能分析

组合机床用动力滑台液压系统性能分析摘要:对动力滑台液压系统的各工作步骤进行了详细的分析,指出了构成系统的各基本回路,重点总结出动力滑台液压系统的性能特点。
关键词:动力滑台工作原理性能分析Abstract:Detailed analysis has been made on each work step of the hydraulic system of dynamic slip way, basic circuit of the structure system and performance and characteristics of the hydraulic system..Key words:Dynamic slipway Work principal Performance analysis1 前言组合机床是一种工序集中,效率较高的专用机床,因其具有加工能力强,自动化程度高,经济性好等优点,被广泛应用于产品批量较大的流水线生产中,如汽车制造厂的汽缸生产线,机床厂的齿轮箱生产线等,组合机床一般由动力滑台,动力头和部分专用部件(主轴箱,夹具等)组成,动力滑台是组合机床上实现进给运动的关键部件,由设计完善的液压系统驱动,配上动力头和主轴箱后可以对工件完成钻,扩,铰,镗,铣,攻丝和端面的加工工序。
组合机床采用液压传动,是因为液压传动有许多的优点:(1)在同等的体积下,液压装置能比电气装置产生更大的动力,因为液压系统中的压力可以比电枢磁场中的磁力大出30-40倍。
在同等功率的情况下,液压装置的体积小,重量轻,结构紧凑。
液压马达的体积只有同等功率电动机的12%左右。
(2)液压装置工作比较平稳。
由于重量轻,惯性小,反映快,液压装置易于实现快速启动,制动和频繁换向。
(3)液压装置能在大范围内实现无级调速,还可以在液压装置运行的过程中进行调速。
(4)液压传动容易实现自动化,因为它对液体的压力,流量或流动方向进行调节或控制,操作十分方便。
卧式单面多轴钻孔组合机床液压动力滑台系统说明书

目录引言 (1)第一章明确液压系统的设计要求 (2)第二章负载与运动分析 (2)第三章负载图和速度图的绘制 (3)第四章确定液压系统主要参数 (4)4.1确定液压缸工作压力 (4)4.2计算液压缸主要结构参数 (4)第五章液压系统方案设计 (7)5.1选用执行元件 (7)5.2速度控制回路的选择 (7)5.3选择快速运动和换向回路 (8)5.4速度换接回路的选择 (8)5.5液压系统总体设计图 (9)5.6电磁铁的动作顺序表 (9)5.7 液压系统工作流程 (9)第六章液压元件的选择及校核 (11)6.1确定液压泵的规格和电动机功率 (11)6.2确定其它元件及辅件 (12)6.3主要零件强度校核 (14)6.4油液温升计计算 (15)第七章设计小结 (17)参考文献 (18)引言作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。
与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。
液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。
如冲压、弯曲、翻边、薄板拉伸等。
也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。
本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。
小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。
该机并设有脚踏开关,可实现半自动工艺动作的循环。
第一章 明确液压系统的设计要求要求设计一台卧式单面多轴钻孔组合机床动力滑台的液压系统。
液压的系统设计要求规范要求

液压系统设计规范一、图样要求1、正确标注各视图的关系,正常的三视图不用标注视向,摆放要标准,其余视图均要有明显的箭头及字母指示标注。
如果正常视图中能够表达清楚,不要再单独画出局部视图,在不影响图面质量的前提下尽量在主要视图中标注尺寸(尤其是阀板图)。
2、要求视图要以主视图左上角为坐标原点。
3、图纸上的字体要采用仿宋体,字体大小按1:1图面选择4号。
二、各种部件的要求1、原理图:(1)主电机、泵的参数,循环冷却装置的参数,这些参数包括以下标识可直接写在相关元件图形的附近。
(2)压力表、压力阀、压力继电器、蓄能器各种压力的设定值。
(3)各种管路(如压力、回油、泄油等)和连接液压执行元件管路外径和壁厚。
(4)各液压执行机构要标注名称,对应的液压油缸或液压马达要标注规格参数及接油口尺寸。
(5)各种过滤器的过滤精度。
(6)各种不同性能管子的代号(P、T、L、A、B、X等),具体编号规则按“液压系统常用编码规则”执行。
(7)温度、液位、油箱容积等的设定值。
(8)正常系统温度的设定值(可以根据用户的要求选择)参照下表:低温报警停泵℃启动加热℃停止加热℃开始冷却℃停止冷却℃高温报警℃高温停泵℃水—已二醇<20℃<25℃>40℃>50℃<45℃>50℃>60℃抗磨液压油<20℃<25℃>40℃>55℃<45℃>60℃>70℃脂肪酸脂<20℃<25℃>40℃>55℃<45℃>60℃>70℃(9)介质的型号及等级要求。
(10)电机、电气触点、电磁铁线圈编号。
(11)测压点代号:泵站部分压力口采用MP1、MP2·····;阀站部分执行机构A、B压力口MA1、MB1,MA2、MB2······。
(12)所有的压力、温度、液位、电磁铁代号都要设铭牌。
液压站要设置液压厂厂铭牌(大、小两种规格),在泵、阀站相应位置给出底板,明细中不用给出厂铭牌序号,把合不能采用铆钉,要用螺钉或再加螺母把紧。
组合机床动力滑台液压系统设计

组合机床动力滑台液压系统的设计目录1 液压传动的发展概况和应用31.1液压传动的发展概况31.2液压传动在机械行业中的应用32 液压传动的工作原理和组成32.1工作原理42.2液压系统的基本组成43 液压传动的优缺点43.1液压传动的优点43.2液压传动的缺点54 设计的技术要求和设计参数 (6)5液压系统工况分析64.1运动分析64.2负载分析64.2.1 负载计算64.2.2 液压缸各阶段工作负载计算:74.2.3 绘制动力滑台负载循环图,速度循环图(见图1)74.2.4 确定液压缸的工作压力错误!未定义书签。
4.2.5 确定缸筒内径D,活塞杆直径d104.2.6 液压缸实际有效面积计算104.2.7 最低稳定速度验算。
104.2.7 计算液压缸在工作循环中各阶段所需的压力、流量、功率列于表(1)错误!未定义书签。
5拟定液压系统图105.1液压泵型式的选择105.2选择液压回路115.3组成液压系统126 液压元件选择146.1选择液压泵和电机146.1.1 确定液压泵的工作压力146.1.2 液压泵的流量146.1.3 选择电机146.2辅件元件的选择176.3确定管道尺寸187 液压系统的性能验算197.1管路系统压力损失验算197.1.1 判断油流类型19197.1.2 沿程压力损失∑△P17.1.3 局部压力损失∑△P1927.2液压系统的发热与温升验算227.2.1 液压泵的输入功率227.2.2 有效功率22227.2.3 系统发热功率Ph7.2.4 散热面积227.2.5 油液温升△t228注意事项23结束语24谢辞25文献261 液压传动的发展概况和应用1.1 液压传动的发展概况液压传动和气压传动称为流体传动,是根据1650年帕斯卡提出的液体静压力传动规律---帕斯卡原理,18世纪建立的两个原理---连续方程和伯努力方程奠定基础,而发展起来的一门新兴技术,是工农业生产中广为应用的一门技术。
JB-T10051—1999金属切削机床液压系统通用技术条件解读
金属切削机床液压系统通用技术条件JB/T 10051—1999国家机械工业局1999—10—08批准 2000—03—01实施前言本标准是对ZB J50 016—89《金属切削机床液压系统通用技术条件》的修订。
修订时,对原标准作了编辑性修改,技术内容有以下变化:——原3.3.7删去“对于复杂的液压系统,其外露”的字样,改为“管路应作标记,用涂不同颜色的涂料加以区别”;——原3.4.3前面加“在条件允许的情况下,液压站的底部可……”;——增加“3.4.9油箱内壁可镀锌,但不得涂油漆”。
本标准自实施之日起代替ZB J50 016—89。
本标准由广州机床研究所提出并归口。
本标准起草单位:广州机床研究所。
本标准主要起草人:刘镇藩、朱俊峰、罗慧、老国鎏。
1 范围本标准规定了金属切削机床液压系统的要求、装配与调试、安全及其它。
本标准适用于以液压油为工作介质的金属切削机床液压传动及控制系统。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 786.1—1993 液压气动图形符号GB/T 7632—1987 机床用润滑剂的选用JB/T 7938—1995 液压泵站油箱容量系列JB/T 9871一1999 金属切削机床精度等级JB/T 9875—1999 金属切削机床随机技术文件的编制3 要求3.1 基本要求3.1.1 金属切削机床液压系统的设计、制造与使用应满足以下要求:a)人身安全;b)运转正常;c)设备使用寿命长;d)维修方便。
3.1.2 机床液压系统所用的液压元件和部件,其性能必须符合有关质量标准或设计的各项技术要求。
3.1.3 为保证机床液压系统的正常工作,应选用符合GB/T 7632规定的油液作为工作介质。
必须在便于更换维修的位置设置油液过滤装置,油液在注入液压系统油箱(池)前应仔细过滤。
液压与气动技术(第二版)—按知识点课件-组合机床动力滑台液压传动系统
图1 零件加工图
图2 加工工作循环
三、气动原理图
四、系统工艺流程
实现上述工艺工程的原理如下:
1.滑台快速前进 2.滑台一次工进 3.滑台二次工进 4.挡铁停留 5.滑台快退 6.滑台原位停止
五、滑台液压传动系统的特点
由上述可知,该系统主要由下列基本回路组成:限压式变量泵和调速阀的容积节 流调速回路、差动连接快速回路、电液换向阀的换向回路、行程阀和调速阀的快慢速 换接回路、串联调速阀和电磁阀的快慢速换接回路,这些回路的应用决定了系统的主 要性能,其特点如下:
(1)由于采用限压式变量泵,快速前进转换为工作进给后,无溢流功率损 失,系统效率较高。又因采用差动连接增速回路,在泵的选择和能量利用方 面更为经济合理。 (2)采用限压式变量泵、调速阀和行程阀进行速度换接和调速,使速度换 接平稳;且采用机械控制的行程阀,位置控制准确可靠。 (3)采用限压式变量泵和调速阀联合调速回路,且在回油路上设置背压阀, 提高了动力滑台运动的平稳性,获得较好的速度负载特性。 (4)采用进油路节流调速回路,使速度转换冲击较小,便于利用压力继电 器发出电信号进行自动控制。 (5)在动力滑台的工作循环中,采用挡铁停留,不仅提高了进给位置精度, 还扩大了动力滑台工艺的使用范围。
学习小结
1 掌握组合机床动力滑台液压传动的系统概述 2 识读组合机床动力滑台液压传动系统的原理图 3 掌握组合机床动力滑台液压传动系统的工作流程
滑台的工作循环根据被加工零件的要求,可以在滑台台面上安装动力箱或各种不 同的切 削头(如铣削头、镗削头等)以完成不同的工作循环。
对动力滑台液压传动系统性能的主要要求是:速度换接平稳、进给速度稳定、功 率利用合理、系统效率高、发热量少。
液压标准

一、采标情况:idt或IDT表示等同采用;eqv或MOD表示等效或修改采用;neq表示非等效采用。
二、国家标准GB/T 786.1-1993(2001*)液压气动图形符号eqv ISO 1219-1:1991GB/T 2346-2003 流体传动系统及元件公称压力系列ISO 2944:2000,MODGB/T 2347-1980(1997)液压泵及马达公称排量系列eqv ISO 3662:1976GB/T 2348-1993(2001*)液压气动系统及元件缸内径及活塞杆外径neq ISO 3320:1987GB/T 2349-1980(1997)液压气动系统及元件缸活塞行程系列eqv ISO 4393:1978GB/T 2350-1980(1997)液压气动系统及元件活塞杆螺纹型式和尺寸系列eqv ISO 4395:1978GB/T 2351-1993 液压气动系统用硬管外径和软管内径neq ISO 4397:1978GB/T 2352—2003 液压传动隔离式蓄能器压力和容积范围及特征量ISO 5596:1999,IDTGB/T 2353.1-1994 液压泵和马达安装法兰和轴伸的尺寸系列及标记neq ISO 3019-2:1986 第一部分:二孔和四孔法兰和轴伸GB/T 2353.2-1993(2001*)液压泵和马达安装法兰与轴伸的尺寸系列和标记(二)neq ISO 3019-3:1988 多边形法兰(包括圆形法兰)GB/T 2514-1993 四油口板式液压方向控制阀安装面eqv ISO 4401:1980GB/T 2877-1981 二通插装式液压阀安装连接尺寸GB/T 2878-1993 液压元件螺纹连接油口型式和尺寸neq ISO 6149:1980GB/T 2879-1986 液压缸活塞和活塞杆动密封沟槽型式、尺寸和公差neq ISO 5597:1987GB/T 2880-1981 液压缸活塞和活塞杆窄断面动密封沟槽尺寸系列和公差GB/T 3452.1-1992 液压气动用O形橡胶密封圈尺寸系列及公差neq ISO 3601-1:1988GB/T 3452.2-1987 O形橡胶密封圈外观质量检验标准GB/T 3452.3-1988 液压气动用O形橡胶密封圈沟槽尺寸和设计计算准则neq ISO/DIS 3601-2GB/T 3766-2001 液压系统通用技术条件eqv ISO 4413: 1998GB/T 6577-1986 液压缸活塞用带支承环密封沟槽型式、尺寸和公差neq ISO 6547:1981GB/T 6578-1986 液压缸活塞杆用防尘圈沟槽型式、尺寸和公差neq ISO 6195:1986GB/T 7932-2003 气动系统通用技术条件ISO 4414:1998,IDTGB/T 7934-1987 二通插装式液压阀技术条件GB/T 7935-1987 液压元件通用技术条件neq NFPA T 310.3GB/T 7936-1987 液压泵、马达空载排量测定方法neq ISO/DP 8426 (1988版)GB/T 7937-2002 液压气动用管接头及其相关元件公称压力系列neq ISO 4399:1995GB/T 7938-1987 液压缸及气缸公称压力系列neq ISO 3322:1975GB/T 7939-1987 液压软管总成试验方法neq ISO 6605:1986GB/T 7940.1-2001 气动五气口气动方向控制阀第一部分:不带电气接头的安装面idt ISO 5599-1:1989GB/T 7940.2-2001 气动五气口气动方向控制阀第二部分:带电气接头的安装面idt ISO 5599-2:1990GB/T 7940.3-2001 气动五气口气动方向控制阀第三部分:功能识别编码体系idt ISO 5599-3:1990GB/T 8098-2003 液压传动带补偿的流量控制阀安装面ISO 6263:1997,MODGB/T 8099-1987 液压叠加阀安装面neq ISO 4401-1980GB/T 8100-1987 板式联接液压压力控制阀(不包括溢流阀)、顺序阀、neq ISO/DIS 5781(1987) 卸荷阀、节流阀和单向阀安装面GB/T 8101-2002 液压溢流阀安装面ISO 6264:1998,MODGB/T 8102-1987 缸内径8~25mm的单杆气缸安装尺寸neq ISO 6432:1985GB/T 8104-1987 流量控制阀试验方法neq ISO/DIS 6403(1988)GB/T 8105-1987 压力控制阀试验方法neq ISO/DIS 6403(1988)GB/T 8106-1987 方向控制阀试验方法neq ISO/DIS 6403(1988)GB/T 8107-1987 液压阀压差—流量特性试验方法neq ISO/DIS 4411(1986)GB/T 9065.1-1988 液压软管接头连接尺寸扩口式GB/T 9065.2-1988 液压软管接头连接尺寸卡套式GB/T 9065.3-1988 液压软管接头连接尺寸焊接式或快换式GB/T 9094-1988(1997)液压缸气缸安装尺寸和安装型式代号eqv ISO 6099:1985GB/T 9877.1-1988 旋转轴唇形密封圈结构尺寸系列第一部分内包骨架旋转轴唇形密封圈GB/T 9877.2-1988 旋转轴唇形密封圈结构尺寸系列第二部分外露骨架旋转轴唇形密封圈GB/T 9877.3-1988 旋转轴唇形密封圈结构尺寸系列第三部分装配式旋转轴唇形密封圈GB/T 14034-1993 24°非扩口液压管接头连接尺寸GB/T 14036-1993 液压缸活塞杆端带关节轴承耳环安装尺寸neq ISO 6982:1982GB/T 14038-1993(2001)气缸气口螺纹neq ISO 7180:1986GB/T 14039-2002 液压传动油液固体颗粒污染等级代号ISO 4406:1999,MODGB/T 14041.1-1993 液压滤芯结构完整性检验方法neq ISO 2942:1974GB/T 14041.2-1993 液压滤芯材料与液体相容性检验方法neq ISO 2943:1974GB/T 14041.3-1993(2001)液压滤芯抗破裂性检验方法neq ISO 2941:1974GB/T 14041.4-1993(2001)液压滤芯额定轴向载荷检验方法neq ISO 3723:1976GB/T 14042-1993(2001)液压缸活塞杆端柱销式耳环安装尺寸neq ISO 6981:1982GB/T 14043-1993 液压控制阀安装面标识代号eqv ISO 5783:1981GB/T 14513-1993(2001)气动元件流量特性的测定neq ISO/DIS 6358(1989)GB/T 14514.1-1993(2001)气动管接头试验方法neq JIS 8381-85GB/T 14514.2-1993(2001)气动快换接头试验方法neq ISO 6150:1988GB/T 15242.1-1994(2001)液压缸活塞和活塞杆动密封装置用同轴密封件尺寸系列和公差GB/T 15242.2-1994(2001)液压缸活塞和活塞杆动密封装置用支承环尺寸系列和公差GB/T 15242.3-1994(2001)液压缸活塞和活塞杆动密封装置用同轴密封neq ISO 7425-1:1988ISO 7425-2:1989 件安装沟槽尺寸和公差GB/T 15242.4-1994(2001)液压缸活塞活塞杆动密封装置用支承环安装沟槽尺寸和公差GB/T 15622-1995(2001)液压缸试验方法neq JIS B 8354-1985GB/T 15623.1-2003 液压传动电调制液压控制阀第1部分:ISO 10770-1:1998,MOD 四通方向流量控制阀试验方法GB/T 15623.2-2003 液压传动电调制液压控制阀第1部分:ISO 10770-2:1998,MOD 三通方向流量控制阀试验方法GB/T 17446-1998 流体传动系统及元件术语idt ISO 5598:1985GB/T 17483-1998 液压泵空气传声噪声级测定规范eqv ISO 4412-1:1991GB/T 17484-1998 液压油液取样容器净化方法的鉴定和控制idt ISO 3722:1976GB/T 17485-1998 液压泵、马达和整体传动装置参数定义和字母符号idt ISO 4391:1983GB/T 17486-1998 液压过滤器压降流量特性的评定idt ISO 3968:1981GB/T 17487-1998 四油口和五油口液压伺服阀安装面idt ISO 10372:1992GB/T 17488-1998 液压滤芯流动疲劳特性的验证idt ISO 3724:1976GB/T 17489-1998 液压颗粒污染分析从工作系统管路中提取液样idt ISO 4021:1992GB/T 17490-1998 液压控制阀油口、底板、控制装置和电磁铁的标识idt ISO 9461:1992GB/T 17491-1998 液压泵、马达和整体传动装置稳态性能的测定idt ISO 4409:1986GB/T 18853-2002 液压传动过滤器评定滤芯过滤性能的多次通过方法ISO 16889:1999,MODGB/T 18854-2002 液压传动液体自动颗粒计数器的校准ISO 11171:1999,MOD三、行业标准JB/T 2184-1977 液压元件型号编制方法JB/T 5120-2000 摆线转阀式全液压转向器JB/T 5919-1991(2001)曲轴连杆径向柱塞液压马达安装法兰与轴伸尺寸和标记(一) JB/T 5920.1-1991(2001)内曲线(向外作用)式低速大扭矩液压马达安装法兰和轴伸的尺寸系列第一部分 20~25MPa的轴转马达JB/T 5921-1991(2001)液压系统用冷却器基本参数JB/T 5922-1991 液压二通插装阀图形符号JB/T 5923-1997 气动气缸技术条件neq JIS B83771991JB/T 5924-1991参照NFPA/T2.6.1M-1974 液压元件压力容腔体的额定疲劳压力和额定静态压力验证方法JB/T 5963-1991 二通、三通、四通螺纹式插装阀阀孔尺寸JB/T 5967-1991(2001)气动元件及系统用空气介质质量等级JB/T 6375-1992(2001)气动阀用橡胶密封圈尺寸系列和公差JB/T 6376-1992(2001)气动阀用橡胶密封圈沟槽尺寸和公差JB/T 6377-1992(2001)气动气口连接螺纹型式和尺寸JB/T 6378-1992(2001)气动换向阀技术条件JB/T 6379-1992(2001)参照ISO 6431:1992 缸内径32~320mm的可拆式单杆气缸安装尺寸JB/T 6656-1993(2001)气缸用密封圈安装沟槽型式、尺寸和公差JB/T 6657-1993(2001)气缸用密封圈尺寸系列和公差JB/T 6658-1993(2001)气动用O形橡胶密封圈沟槽尺寸和公差JB/T 6659-1993(2001)气动用O形橡胶密封圈尺寸系列和公差JB/T 6660-1993(2001)气动用橡胶密封圈通用技术条件JB/T 7033-1993(2001)参照ISO 9110-1: 1990 液压测量技术通则JB/T 7034-1993 液压隔膜式蓄能器型式和尺寸JB/T 7035.1-1993 液压囊式蓄能器型式和尺寸 A型JB/T 7035.2-1993 液压囊式蓄能器型式和尺寸 AB型JB/T 7036-1993 液压隔离式蓄能器技术条件JB/T 7037-1993 液压隔离式蓄能器试验方法JB/T 7038-1993 液压隔离式蓄能器壳体技术条件JB/T 7039-1993 液压叶片泵技术条件JB/T 7040-1993 液压叶片泵试验方法JB/T 7041-1993 液压齿轮泵技术条件JB/T 7042-1993 液压齿轮泵试验方法JB/T 7043-1993 液压轴向柱塞泵技术条件JB/T 7044-1993 液压轴向柱塞泵试验方法JB/T 7046-1993(2001)参照NFPA/T3.4.7M-1975 液压蓄能器压力容腔体的额定疲劳压力和额定静态压力验证方法JB/T 7056-1993(2001)气动管接头通用技术条件JB/T 7057-1993(2001)调速式气动管接头技术条件JB/T 7058-1993(2001)快换式气动管接头技术条件JB/T 7373-1994(2001)齿轮齿条摆动气缸JB/T 7374-1994 气动空气过滤器技术条件JB/T 7375-1994 气动油雾器技术条件JB/T 7376-1994 气动空气减压阀技术条件JB/T 7377-1994(2001)缸内径32~250mm整体式单杆气缸安装尺寸eqv ISO 6430:1992JB/T 7857-1995(2001)液压阀污染敏感度评定方法JB/T 7858-1995(2001)液压元件清洁度评定方法及液压元件清洁度指标JB/T 7938-1999 液压泵站油箱公称容量系列JB/T 7939-1999 单活塞杆液压缸两腔面积比eqv ISO 7181:1991JB/T 8727-1998 液压软管总成JB/T 8728-1998 低速大扭矩液压马达JB/T 8729.1-1998 液压多路换向阀技术条件JB/T 8729.2-1998 液压多路换向阀试验方法JB/T 8884-1999**(JB/Z 347-89)气动元件产品型号编制方法JB/T 8885-1999**(ZBJ 22008-88)液压软管总成技术条件JB/T 9157-1999 液压气动用球涨式堵头安装尺寸JB/T 10205-2000 液压缸技术条件JB/T 10206-2000 摆线液压马达JB/T 10364-2002 液压单项阀JB/T 10365-2002 液压电磁换向阀JB/T 10366-2002 液压调速阀JB/T 10367-2002 液压减压阀JB/T 10368-2002 液压节流阀JB/T 10369-2002 液压手动及滚轮换向阀JB/T 10370-2002 液压顺序阀JB/T 10371-2002 液压卸荷溢流阀JB/T 10372-2002 液压压力继电器JB/T 10373-2002 液压电液动换向阀和液动换向阀JB/T 10374-2002 液压溢流阀液压气动标准目录GB/T 786.1-1993 液压气动图形符号GB/T 2346-1988 液压气动系统及元件公称压力系列GB/T 2347-1980 液压泵及马达公称排量系列GB/T 2348-1993 液压气动系统及元件缸内径及活塞杆外径GB/T 2349-1980 液压气动系统及元件缸活塞行程系列GB/T 2350-1980 液压气动系统及元件――活塞杆螺纹型式和尺寸系列GB/T 2351-1993 液压气动系统用硬管外径和软管内径GB/T 2352-1997 液压传动隔离式蓄能器压力和容积范围、特征量及标识GB/T 2353.1-1994 液压泵和马达安装法兰和轴伸的尺寸系列及标记第一部分:二孔和四孔法兰和轴伸GB/T 2353.2-1993 液压泵和马达安装法兰与轴伸的尺寸系列和标记(二)多边形法兰(包括圆形法兰)GB/T 2514-1993 四油口板式液压方向控制阀安装面GB/T 2877-1981 二通插装式液压阀安装连接尺寸GB/T 2878-1993 液压元件螺纹连接油口型式与尺寸GB/T 2879-1986 液压缸活塞和活塞杆动密封沟槽型式、尺寸和公差GB/T 2880-1981 液压缸活塞和活塞杆窄断面动密封沟槽尺寸系列和公差GB/T 3452.1-1992 液压气动用O形橡胶密封圈尺寸系列及公差GB/T 3452.2-1987 O形橡胶密封圈外观质量检验标准GB/T 3452.3-1988 液压气动用O形橡胶密封圈沟槽尺寸和设计计算准则GB/T 3766-1983 液压系统通用技术条件GB/T 3867.1-1983 液压---隔离式蓄能器胶囊(A型)型式和尺寸GB/T 3868-1983 液压隔离式蓄能器胶囊技术条件GB/T 5860-1986 液压快换接头尺寸和要求GB/T 5861-1986 液压快换接头试验方法GB/T 6577-1986 液压缸活塞用带支承环密封沟槽型式、尺寸和公差GB/T 6578-1986 液压缸活塞杆用防尘圈沟槽型式、尺寸和公差GB/T 7932-1987 气动系统通用技术条件GB/T 7934-1987 二通插装式液压阀技术条件GB/T 7935-1987 液压元件通用技术条件GB/T 7936-1987 液压泵、马达空载排量测定方法GB/T 7937-1987 液压气动用管接头及其附件公称压力系列GB/T 7938-1987 液压缸及气缸公称压力系列GB/T 7939-1987 液压软管总成试验方法GB/T 7940-1987 五气口气动方向控制阀安装面GB/T 8098-1987 板式液压流量控制阀安装面GB/T 8099-1987 液压叠加阀安装面GB/T 8100-1987 板式联接液压压力控制阀(不包括溢流阀)、顺序阀、卸荷阀、节流阀和单向阀安装面GB/T 8101-1987 板式联接液压溢流阀安装面GB/T 8102-1987 缸内径8~25mm的单杆气缸安装尺寸GB/T 8104-1987 流量控制阀试验方法GB/T 8105-1987 压力控制阀试验方法GB/T 8106-1987 方向控制阀试验方法GB/T 8107-1987 液压阀压差-流量特性试验方法GB/T 8606-1988 快换接头螺纹连接尺寸及要求GB/T 9065.1-1988 液压软管接头连接尺寸扩口式GB/T 9065.2-1988 液压软管接头连接尺寸卡套式GB/T 9065.3-1988 液压软管接头连接尺寸焊接式或快换式GB/T 9094-1988 液压缸气缸安装尺寸和安装型式代号GB/T 14036-1993 液压缸活塞杆端带关节轴承耳环安装尺寸GB/T 14034-1993 24°非扩口液压管接头连接尺寸GB/T 14038-1993 气缸气口螺纹GB/T 14039-1993 液压系统工作介质固体颗粒污染等级代号GB/T 14041.1-1993 液压滤芯结构完整性试验方法GB/T 14041.2-1993 液压滤芯材料与液体相容性试验方法GB/T 14041.3-1993 液压滤芯抗破裂性试验方法GB/T 14041.4-1993 液压滤芯额定轴向载荷试验方法GB/T 14042-1993 液压缸活塞杆端销式耳环安装尺寸GB/T 14043-1993 液压控制阀安装面标识代号GB/T 14513-1993 气动元件流量特性的测定GB/T 14514.1-1993 气动管接头试验方法GB/T 14514.2-1993 气动快换接头试验方法GB/T 15242.1-1994 液压缸活塞和活塞杆动密封装置用同轴密封件尺寸系列和公差GB/T 15242.2-1994 液压缸活塞和活塞杆动密封装置用支承环尺寸系列和公差GB/T 15242.3-1994 液压缸活塞和活塞杆动密封装置用同轴密封件安装沟槽尺寸和公差GB/T 15242.4-1994 液压缸活塞活塞杆动密封装置用支承环安装沟槽尺寸和公差GB/T 15622-1995 液压缸试验方法GB/T 15623-1995 电液伺服阀试验方法GB/T 16898-1997 难燃液压液使用导则GB/T 17446-1998 液压传动系统和元件术语GB/T 17483-1998 液压泵空气传声噪声级测定规范GB/T 17484-1998 液压油液取样容器净化方法的鉴定和控制GB/T 17485-1998 液压泵、马达和整体传动装置参数定义和字母符号GB/T 17486-1998 液压过滤器压降流量特性的评定GB/T 17487-1998 四油口和五油口液压伺服阀安装面GB/T 17488-1998 液压滤芯流动疲劳特性的验证GB/T 17489-1998 液压颗粒污染分析从工作系统管路中提取液样GB/T 17490-1998 液压控制阀油口、底板、控制装置和电磁铁的标识GB/T 17491-1998 液压泵、马达和整体传动装置稳态性能的测定注:以下括号内的标准号为废止的标准号,但其文本内容仍有效,使用时采用新标准号。
J B-T 10051—1999 金属切削机床液压系统通用技术条件

金属切削机床液压系统通用技术条件JB/T 10051—1999国家机械工业局1999—10—08批准2000—03—01实施前言本标准是对ZB J50 016—89《金属切削机床液压系统通用技术条件》的修订。
修订时,对原标准作了编辑性修改,技术内容有以下变化:——原3.3.7删去“对于复杂的液压系统,其外露”的字样,改为“管路应作标记,用涂不同颜色的涂料加以区别”;——原3.4.3前面加“在条件允许的情况下,液压站的底部可……”;——增加“3.4.9油箱内壁可镀锌,但不得涂油漆”。
本标准自实施之日起代替ZB J50 016—89。
本标准由广州机床研究所提出并归口。
本标准起草单位:广州机床研究所。
本标准主要起草人:刘镇藩、朱俊峰、罗慧、老国鎏。
1 范围本标准规定了金属切削机床液压系统的要求、装配与调试、安全及其它。
本标准适用于以液压油为工作介质的金属切削机床液压传动及控制系统。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 786.1—1993 液压气动图形符号GB/T 7632—1987 机床用润滑剂的选用JB/T 7938—1995 液压泵站油箱容量系列JB/T 9871一1999 金属切削机床精度等级JB/T 9875—1999 金属切削机床随机技术文件的编制3 要求3.1 基本要求3.1.1 金属切削机床液压系统的设计、制造与使用应满足以下要求:a)人身安全;b)运转正常;c)设备使用寿命长;d)维修方便。
3.1.2 机床液压系统所用的液压元件和部件,其性能必须符合有关质量标准或设计的各项技术要求。
3.1.3 为保证机床液压系统的正常工作,应选用符合GB/T 7632规定的油液作为工作介质。
必须在便于更换维修的位置设置油液过滤装置,油液在注入液压系统油箱(池)前应仔细过滤。
工业和制造领域即将实行的项行业标准名称及主要内容

JB/T 7983-2001
JB/T 7999-2013
固结磨具 体积密度、总气孔率和吸水率试验方法
本标准规定了固结磨具的体积密度、总气孔率和吸水率的测定原理、测定设备及测定方法。
本标准适用于固结磨具的体积密度、总气孔率和吸水率的测定。
JB/T 7999-2001
三轮汽车用传动链轮
本标准规定了配合滚子链使用链轮的技术要求、试验方法、检验规则、标志、包装、运输与贮存。
本标准适用于三轮汽车用传动链轮。
JB/T 11477-2013
三轮汽车用链条
本标准规定了三轮汽车用滚子链的型式、标示、尺寸、性能要求及试验、检验规则、标志、包装、运输及贮存。
本标准适用于三轮汽车用链条。
JB/T 6286-2013
喷风式碾米机
本标准规定了喷风式碾米机的产品型号、技术要求、安全要求、试验方法、检验规则及标志、包装、运输与贮存。
本标准适用于配置粉碎装置和/或出糠卸糠装置或上料机构等单风道喷风式碾米机和双风道喷风式碾米机
JB/T 6286-1999
JB/T 6944.1-2013
颗粒饲料压制机 第1部分:压模
JB/T 8340-1996
JB/T 11427-2013
超硬磨料 标志和包装
本标准规定了超硬磨料的标志和包装。
本标准适用于人造金刚石和立方氮化硼超硬磨料。
JB/T 7988.3-2001
JB/T 3235-2013
聚晶金刚石磨耗比测定方法
本标准规定了聚晶金刚石磨耗比的测定原理、标准测试工件、测定装置和测定方法。
JB/T 10195-2013
低速汽车 使用说明书编制规则
液压课程设计---组合机床动力滑台液压系统设计

课程设计任务书2009—2010学年第1学期课程名称:液压与气动设计题目:组合机床动力滑台液压系统设计3完成期限:自2010 年 1 月 4 日至2010 年 1 月9 日共 1 周内容及任务一、设计的主要技术参数设计一台卧式组合机床动力滑台液压系统。
1)机床要求的工作循环是:组合机床切削过程要求实现“快进—工进—快退一停止”的自动循环,由动力滑台驱动工作台。
往复运动的加速、减速时间均为0.25s。
2)机床的工作参数如下:最大切削力为30000N,工作台快进与快退速度相等为4m / min,工作台工进速度可调为50一1000mm/min。
工作台最大行程L=400mm,其中工作行程L1=200mm。
工作台自重G=3000N。
滑台采用平导轨。
执行元件使用液压缸,其机械效率取0.9。
3)机床自动化要求:要求系统采用电液结合,实现自动循环,速度换接无冲击,且速度要稳定,能承受一定量的反向负荷。
二、设计任务完成如下工作:1)按机床要求设计液压系统,绘出液压系统图。
2)确定滑台液压缸的结构参数。
3)计算系统各参数,列出电磁铁动作顺序表。
4)选择液压元件型号,列出元件明细表。
5)验算液压系统性能。
三、设计工作量1)撰写课程设计计算说明书一份,不少于三千字。
要求计算说明书计算准确、文字通顺、编排规范。
2)绘制液压系统原理图图纸一张、要求图面布置合理、正确清晰、符合相关标准及有关规定。
进度安排起止日期工作内容2010.1.4 讲授设计的一般步骤和方法、设计的要求、布置设计题目;2010.1.5-8 学生进行设计;2010.1.8-9 教师验收,学生修改打印设计报告。
答辩主要参考资料[1] 许福玲陈尧明主编,液压与气压传动,机械工业出版社,2007年6月。
[2] 章宏甲等编,液压与气压传动,机械工业出版社,2004年2月。
[3] 何存兴主编,液压传动与气压传动,华中科技大学出版社,2002年1月。
[4] 张群生主编,液压与气压传动,机械工业出版社,2001年8月。
液压设备通用技术要求

液压设备通用技术要求一、液压设备通用技术要求范围本部分提供了用于工业制造过程的机械设备上液压系统的一般规则,以此作为对买方和卖方的一种指导,从而保证系统的安全性、连续稳定性、维修便捷和经济寿命长。
二、液压设计规范与标准1)GB/T 786.1-1993 《液压气动图形符号(ISO 1219-1:1991)》2)GB 4208-1993 《外壳防护等级(1P代码)(eqvIEC 529:1989)》3)GB/T 5226.1-1996 《工业机械电气设备第一部分:通用技术条件(eqvIEC 204-1:1992)》4)GB/T 14039-1993 《液压系统工作介质固体颗粒污染等级代号(eqv ISO4406:1987)》5)GB/T 17446-1998 《流体传动系统及元件术语(idt ISO 5598:1985)》6)GB/T 17489-1998 《液压颗粒污染分析从工作系统管路中提取液样(idtISO 4021:1992)》7)JB/T 5244-1991 《液压阀用电磁铁》8)ISO 1219-2:1995 《流体传动系统和元件图形符号和回路图第2部分:回路图》9)ISO 4400:1994 《流体传动系统和元件带接地点的三脚电插头特性和要求》10)ISO 6149-1:1993《流体传动和一般用途的管接头带ISO 261螺纹及O形密封圈的油口和螺纹端头第1部分:在锪孔沟槽中装有O形密封圈的油口》11)ISO 6162:1994 《液压传动用在2.5 MPa至40MPa(25 bar至400 bar)压力下的四螺钉对开法兰型式Ⅰ米制系列和型式Ⅰ英制系列》12)ISO 6164:1994 《液压传动用在25 MPa至40MPa(250bar至400bar)压力下的四螺钉整体方法兰》13)ISO 6952:1994 《流体传动系统和元件带接地点的两脚电插头特性和要求》14)ISO 7790:1997 《液压传动02、03和05规格的四油口叠加阀和四油口方向控制阀夹紧尺寸》15)ISO 8434-1994 《流体传动和一般用途的金属管接头》16)ISO 10763:1994 《液压传动平管口、无缝的和焊接的精密钢管尺寸和标称工作压力》17)ISO/TR 11688-1:1995 《声学对低噪声机器和装置设计的推荐做法第1部分:方案》18)ISO 12151《液压传动和一般用途的管接头》不仅限于以上标准,液压系统的设计、制作、安装和调试等应符合国家和行业的相关规范和要求。
组合机床动力滑台液压系统Appt课件

作。动力滑台是组合机床的通用部件,上面安装有各种旋
转刀具,通过液压系统可使这些刀具按一定动作循环完成
轴向进给运动。
•
YT4543型动力滑台动作循环:
快进— 一工进— 二工进— 死挡铁停留— 快退—— 原位停止
•
YT4543型动力滑台液压系统组成
– 由限压式变量叶片泵供油,
– 用电液换向阀换向,
– 用行程阀实现快进速度和工进速度的切换,
• 采用了限压式变量泵和液压缸的差动连接实现快进, 能量利用合理。
• 采用了行程阀和顺序阀实现快进和工进的换接,动 作可靠,转换位置精度高。
• 采用了三位五通M型中位机能的电液换向阀换向, 提高了换向平稳性,减少了能量损失。
• 2、一工进
滑台上的行程挡块压下行程阀8 ,使原来通 过阀8 进入液压缸左腔的油路切断。此时 电磁阀9 处于常位,调速阀4 接入系统,系 统压力升高。压力升高一方面使液控顺序 阀2 打开,另一方面使限压式变量泵的流 量减小,直到与经过调速阀4 的流量相匹 配。此时缸的速度由调速阀4 的开口决定。 液压缸右腔油液通过阀12 后经液控顺序阀 2 和背压阀1 回油箱,单向阀3 有效地隔开 了工进的高压腔与回油的低压腔。
电磁铁动作顺序表
1Y 2Y 3Y YJ 行程阀
快进
+ - - - 导通
一工进
+ - - - 切断
二工进
+ - + - 切断
死挡铁停留 + - + + 切断
快退
- + +/- - 断—通
原位停止 - - - - 导通
组合机床动力滑台液压系统特点
• 采用了限压式变量泵和调速阀的容积节流调速回路, 保证了稳定的低速运动,有较好的速度刚性和较大 的调速范围。回油路上的背压阀使滑台能承受负值 负载。
(完整word版)设计一卧式单面多轴钻孔组合机床动力滑台的液压系统。
设计一卧式单面多轴钻孔组合机床动力滑台的液压系统。
1)工作循环:快进—工进—快退—停止。
2)工作参数轴向切削力21000N ,移动部件总重10000N ,快进行程 100mm ,快进与快退速度 4.2m /min ,工进行程 20mm ,工进速度 0.05m /min ,加、减速时间为0.2s ,静摩擦系数0.2,动摩擦系数0.1,动力滑台可在中途停止。
一、负载分析负载分析中,暂不考虑回油腔的背压力,液压缸的密封装置产生的摩擦阻力在机械效率中加以考虑。
因工作部件是卧式放置,重力的水平分力为零,这样需要考虑的力有:切削力,导轨摩擦力和惯性力。
导轨的正压力等于动力部件的重力,设导轨的静摩擦力为fs F ,动摩擦力为fd F ,则N N F f F N s fs 2000100002.0=⨯== N N F f F N d fd 1000100001.0=⨯== 而惯性力N N t v g G t v mF m 3572.08.960/2.410000 =⨯⨯=∆∆=∆∆= 如果忽略切削力引起的颠覆力矩对导轨摩擦力的影响,并设液压缸的机械效率95.0=m η,则液压缸在各工作阶段的总机械负载可以算出,见表1。
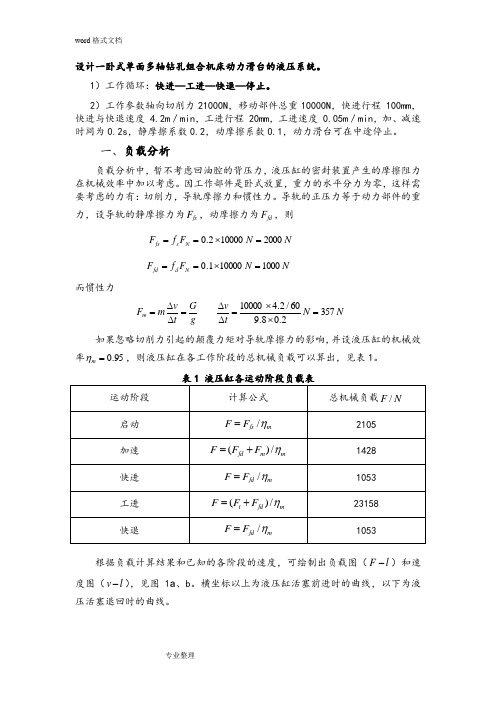
根据负载计算结果和已知的各阶段的速度,可绘制出负载图(l F -)和速度图(l v -),见图1a 、b 。
横坐标以上为液压缸活塞前进时的曲线,以下为液压活塞退回时的曲线。
a) b)图1 负载速度图 a )负载图 b )速度图二、液压系统方案设计1. 确定液压泵类型及调速方式参考同类组合机床,同时根据本题要求。
选用双作用叶片泵双泵供油,同时这是调速阀进油调速的开式回路来满足快进、快退和工进的功能。
快进或快退时双泵进行供油,工进时,小泵单独供油,同时利用节流阀调速保证工进速度。
整个回路采用溢流阀作定压阀,起安全阀作用。
为防止钻孔钻通时滑台突然失去负载向前冲,回油路上设置背压阀,初定背压值为MPa p b 8.0 。
钻孔组合机床动力滑台液压系统设计说明书
钻孔组合机床动⼒滑台液压系统设计说明书摘要组合机床是由通⽤部件和部分专⽤部件所组成的⾼效率专⽤机床,⽽动⼒滑台则是组合机床⼀种重要的通⽤部件,可以根据不同的⼯作要求实现各种⼯作循环,如果配上动⼒头和主轴箱后可以完成钻、铣、镗等⼯序的加⼯要求,通过液压的配合可以实现各种⾃动⼯作循环。
动⼒滑台的液压系统是能完成较为复杂⼯作循环的典型单缸系统,此系统的回路组成具有⼀定的代表性,制作此液压控制系统不仅有助于学⽣对所学液压知识进⾏融会贯通,⽽且为后来的学⽣提供了解液压系统和⾃⼰动⼿拆装的实验装置。
设计验算结果说明,设计的⼯作装置满⾜设计要求。
在AUTO CAD软件下绘制的液压系统原理图有利于为新产品设计或改型设计提供参考。
关键词:钻孔组合机床动⼒滑台液压系统设计;设计参数及验算;AUTO CAD制图⽬录摘要 (1)第⼀章绪论 (1)1.1液压传动 (1)1.2 组合机床发展的历史 (2)1.3组合机床的发展趋势 (2)1.4组合机床类型及部件的分类 (3)第⼆章动⼒滑台液压系统的相关参数计算 (5)2.1已知设计条件 (5)2.2 负载计算 (5)第三章液压缸主要参数确定 (7)3.1 确定液压缸⼯作压⼒ (7)3.2 确定液压缸主要结构参数 (7)3.3 绘制液压缸⼯况图 (9)3.4 液压缸主要零件强度的校核 (10)3.5 液压缸稳定性计算 (11)第四章液压系统组成及原理图设计 (12)4.1 主题⽅案的确定 (12)4.2 基本回路确定 (12)4.3 液压系统原理图的综合 (14)第五章液压元件选型 (16)5.1 液压泵的选择 (16)5.2 液压泵驱动电机的选择 (17)5.3 液压控制元件及辅助元件的选择 (17)第六章液压管路和油箱的确定 (19)6.1 液压管路的确定 (19)6.2 油箱容积V的计算 (20)第七章液压系统性能验算 (21)7.1 回路压⼒损失计算 (21)7.2 系统温升验算 (21)7.3 油箱散热⾯积A (21)设计⼩结 (23)参考⽂献 (24)第⼀章绪论制造业的历史可追溯到⼏百年前的旧⽯器的时代。
组合机床动力滑台液压控制系统设计文献综述
1、前言毕业设计是在南昌理工学院修完机械设计及其自动化专业的绝大部分课程后,由指导老师据生产实践选题支配给学生进行的一次综合性设计,全面考察我们作为本科教化的学问点的全面性和系统性。
组合机床是一种高效率的专用机床,动力滑台是组合机床用来实现进给运动的一种通用部件,其中液压滑台在生产机械中被广泛接受,液压传动系统易获得很大的力矩,运动传递平稳、匀整,精确牢靠,限制便利,易于实现自动化。
液压动力滑台是典型的电液限制装置,它由滑台、滑座和液压缸组成,由于它自身带油泵、油箱等装置,须要单独设置特地的液压站及配套,液压动力滑台由电动机带动中的油泵送出压力油,经电气和液压元件的限制,推动油缸中的活塞来带动工作台。
依据限制工艺要求,液压动力滑台可组成多种工作循环,如一次工进、二次工进、死挡铁停留、跳动进给、分级进给等。
具有一次工进及死挡铁停留的工作循环是组合机床比较常用的工作循环之一。
其限制方式可以接受电气限制,部分场合接受PLC限制液压系统中的阀门的线圈来实现系统功能。
依据任务书的要求对此课题的探讨中涉及液压系统的分析和设计、液压元件的选择;接受继电-接触器限制系统;接受PLC程序限制方法实现。
即在了解以前限制方法上接受目前市场或生产过程中常见的限制方法来实现其限制功能,具有好用价值。
2.文献资料综述(一)百度文库《组合机床设计1》中对组合机床进行了以下介绍组合机床是接受模块化原理设计的,以通用部件为基础,配以少量专用部件,对一种或若干种工件按已确定的工序进行加工,广泛应用于汽车、内燃机、电动机、阀门等大批量成产行业的高效专用机床。
其功能:能对工件进行多刀、多面、多工位同时加工;完成钻孔、镗孔、扩孔、攻丝、铣削、车端面等切削工序和焊接、热处理、测量、装配、清洗等非切削工序。
其运动特点:由机械传动实现刀具的旋转主运动,由机械或液压传动实现刀具或工作台的直线进给运动。
其组成:(1)通用部件:滑台、切削头、动力箱、中间底座、侧底座、立柱、立柱底座,帮助部件和限制部件。
液压传动课程设计--组合机床液压系统设计

液压传动课程设计--组合机床液压系统设计课程设计(论文)[立式组合机床的液压系统设计]本科学生课程设计任务书接注:任务书由指导教师填写。
摘要目前,液压系统被广泛应用在机械、建筑、航空等领域中,成为一种新型的动力源。
由于液压元件的制造精度越来越高,再配合电信号的控制,使液压系统在换向方面可以达到较高的频率。
不管是在重型机械和精密设备上都能满足要求。
液压系统本身有较多的优点,比如:在同等的体积下,液压装置产生的动力更大;由于它的质量和惯性小、反映快,使液压装置工作比较平稳;能够实现无级调速,特别是在运动中进行调速;液压装置自身能实现过载保护;实现直线运动远比机械传动简单。
但是液压传动对温度的变化比较敏感,不宜在很高或很低的温度下工作。
液压系统应用在机床上,实现对工作台和夹紧工件的循环控制起着重要的作用。
对铣削类组合机床,运用液压来控制运动循环,结构简单,所占空间小,而且能满足较大的切削负载要求。
关键词:液压系统,组合机床,运用ABSTRACTAt present, the hydraulic system are widely used in machinery, construction, aviation, etc, become a kind of new type of power supply. Because the manufacturing precision of the hydraulic element more and more high, combined with electrical signal control, hydraulic system in the reversing of the higher frequency. Whether in heavy machinery and precision equipment can meet the requirements.Hydraulic system itself has more advantages, such as: in the same volume, hydraulic device the power generated larger; Because of its quality and the inertia small, reflecting the quickly, make hydraulic equipment work smoothly; Can realize stepless speed regulation, especially in the movement speed; Hydraulic device itself can realize overload protection; Realize the linear motion than simple mechanical transmission. But hydraulic transmission is more sensitive to temperature changes, not in very high or very low temperatures. Hydraulic system used in the machine, and to realize the clamping workpiece table and the cycle control play an important role. Of milling class combination machine tools, using hydraulic pressure to control movement cycle, simple structure, accounting for the space is little, and can meet the requirements of the larger cutting load.Keywords: hydraulic system, combination machine tools, use目录摘要…………………………………………………………………………………3 ABSTRACT……………………………………………………………………………31 方案的确定………………………………………………………………………71.1整体性分析 (7)1.2拟定方案 (7)1.3比较方案并确定方案 (8)2工况分析 (8)2.1运动参数分析 (8)2.2动力参数分析 (8)2.3负载图和速度图的绘制 (9)3液压缸尺寸和所需流量…………………………………………………………10 3.1液压缸尺寸计算 (10)3.2确定液压缸所需流量 (10)3.3夹紧缸的有效面积、工作压力和流量的确定……………………………………1 1 4拟定液压系统图…………………………………………………………………1 2 4.1确定执行元件类型 (12)4.2换向方式确定 (13)4.3调速方式的选择 (13)4.4快进转工进、一工进转二工进控制方式的选择.......................................1 3 4.5终点转位控制方式 (13)4.6快速运动的实现和供油部分的设计...................................................1 3 4.7夹紧回路的确定 (14)4.7.1 调压回路 (14)4.7.2 调速回路 (15)4.7.3 平衡回路 (16)4.7.4换向回路 (16)4.7.5 卸荷回路 (16)4.8拟定液压传动系统原 (17)5选择液压元件的确定辅助装置 (19)5.1选择液压泵 (19)5.2电机的选择 (20)5.3选择阀类元件 (20)5.4确定油管尺寸...........................................................................21油箱的设计 (22)6.1油箱容量的确定 (22)6.2估算油箱的长、宽、高...................................................2 2 6.3确定油箱壁厚 (22)6.4确定液位计的安装尺寸 (22)6.5隔板尺寸的计算 (23)6.6油箱结构的设计 (23)6.7辅助元件的选择 (25)6.8油箱其他元件的选择 (25)7液压系统的性能验算……………………………………………………………2 6 7.1验算系统压力损失和确定压力阀调定值.............................................2 6 7.2确定泵的工作压力 (28)7.3液压系统的效率 (30)7.4油液温升验算 (31)结论.............................................................................................32参考文献 (33)题目五:组合机床液压系统设计试设计立式组合机床的液压系统。
组合机床动力滑台液压系统的设计

目录前言.........................................................................................................错误!未定义书签。
目录 (1)一、液压传动的发展概况.....................................................................错误!未定义书签。
二、液压传动的工作原理和组成.........................................................错误!未定义书签。
三、液压传动的优缺点.........................................................................错误!未定义书签。
1、优点...........................................................................................错误!未定义书签。
2、液压传动的缺点:...................................................................错误!未定义书签。
四、液压系统的应用领域.....................................................................错误!未定义书签。
1、液压传动在机械行业中的应用: ...........................................错误!未定义书签。
2、静液压传动装置的应用...........................................................错误!未定义书签。
JB-T 10051—1999 金属切削机床 液压系统通用技术条件

金属切削机床液压系统通用技术条件JB/T 10051—1999国家机械工业局1999—10—08批准2000—03—01实施前言本标准是对ZB J50 016—89《金属切削机床液压系统通用技术条件》的修订。
修订时,对原标准作了编辑性修改,技术内容有以下变化:——原3.3.7删去“对于复杂的液压系统,其外露”的字样,改为“管路应作标记,用涂不同颜色的涂料加以区别”;——原3.4.3前面加“在条件允许的情况下,液压站的底部可……”;——增加“3.4.9油箱内壁可镀锌,但不得涂油漆”。
本标准自实施之日起代替ZB J50 016—89。
本标准由广州机床研究所提出并归口。
本标准起草单位:广州机床研究所。
本标准主要起草人:刘镇藩、朱俊峰、罗慧、老国鎏。
1 范围本标准规定了金属切削机床液压系统的要求、装配与调试、安全及其它。
本标准适用于以液压油为工作介质的金属切削机床液压传动及控制系统。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 786.1—1993 液压气动图形符号GB/T 7632—1987 机床用润滑剂的选用JB/T 7938—1995 液压泵站油箱容量系列JB/T 9871一1999 金属切削机床精度等级JB/T 9875—1999 金属切削机床随机技术文件的编制3 要求3.1 基本要求3.1.1 金属切削机床液压系统的设计、制造与使用应满足以下要求:a)人身安全;b)运转正常;c)设备使用寿命长;d)维修方便。
3.1.2 机床液压系统所用的液压元件和部件,其性能必须符合有关质量标准或设计的各项技术要求。
3.1.3 为保证机床液压系统的正常工作,应选用符合GB/T 7632规定的油液作为工作介质。
必须在便于更换维修的位置设置油液过滤装置,油液在注入液压系统油箱(池)前应仔细过滤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,2 调整滑鞍的进给速度为最小工作进给速度, . 检验其在 最大进给力和空载时的进给速度变化, 其变 化率[ ( )不得超过t 在 1 循环中连续测量 3 见式 1 1 1 5 %, 0个 0次, 这时滑鞍进给应 平稳 , 用百分表 触 在滑鞍前端面上检查滑鞍的移动, 表针应平稳转动. 跳动不应相过 0 1 , .m 0 m
表 1
缸孔直径
M E n
2 5
3 2
4 0
5 0
பைடு நூலகம்
6 3
8 0
10 0
1 5 2
10 6
20 0
压
力
M P a
04 .0
03 .5
03 .0
02 .5
0.0 2
0.8 1
注
1 表内 数值只适合于活塞所采用的密封圈为0, X, U , Y形式。
5. 5活 杆 动 稳 检验 .2 4. 塞 移 平 性
了
在活塞杆不承受载荷的条件下,向油缸前进腔通人压力油, 使活塞杆以 该部件所规定的最小进给 速度移动, 这时活塞杆的移动应平稳, 用百分表触在活塞杆端部,检查活塞杆的移动, 表针应平稳转 动,跳动不应超过 0 1 . .m 0 m
55 装配 .
注:测量 压力振摆时 ,压 力计不应带阻尼器。
542 油缸的试验项 目 ..
5421 试运转及行程测量 ... 将被试验的油缸安装在相应的试验台上, 在空载情况下全 行程往复动作 7次, 这时不得有外渗漏 和冲击等不正常现象。同时, 将油缸的 活塞分别停留 在行程的两端, 测量全行程的长度,其长度应符 合设计要求。 5422 活塞及活塞杆移动的阻力检验 ... 在活塞杆没有承受载荷的 条件下向 油缸前进腔通人压力油, 使活塞杆以一定的 进给速度移动, 测 量所需的压力不得超过表 1 所列数值。
G/9 1 8 9 B 0 -18 T 6
JI 13 9 -1 3 B 54 9 T J/ 37 9 - 1 1 BT 8 9 5
金 削 床 通 术条 属切 机 用技 件
组合 机床 通用技术条件 滑动 导轨环氧涂层材 料 技术 条件
J/ 2 2 9 -1 9 组合 床 用 件 滑 ( 台 型) 参 和 B 4. 9 T 8 6 机 通 部 台 长 面 数 尺寸 1T 9 9 91 B 37 / 5 一1
I CS 5. . 2 0 60 9 9 15 8
JB
J T 8 5- 1 9 BI 9 8 9 9
中华人 民共和 国机械 行 业标 准
组 合 液压滑 台
机 床. 技术条件
19-52 990 -0发 布
2 0-1 1 实施 0 00- 0
国 家 机 械 工 业 局
发 布
J T 95- 1 9 B/ 99 99
前
言
本标准是在 Z J 05 8 组合机床液压滑台 制造与验收技术要求》 B 8 -8 《 5 0 的基础上修订的。 本标准是对 G / 96-18 《 属切削机床 通用技术条件》等标准的具体化和补充。 BT 1 98 金 0 本标准与Z J8 -8 的技术内 B 05 8 5 0 容一致, 仅按有关规定重新进行了 编辑。 本标准自 实施之 日 起代替 Z J8 -8, B 05 8 5 0 本 标准由全国金属切削机床标准化技术委员会提出。 本标准由全国金属切削 机床标准化技术委员会组合机床分会归口 。 本标准负责起草单位:大连组合机床研究所。
7 负荷试脸
71 按规定的 . 最大进给力进行负荷试验, 检验进给力的 稳定性。如图 1 所示, 在滑鞍 前端的中心线上 距工作面高B 处 ( 1 2 B为滑鞍宽度 ) 用负荷油缸和 测力 计进行测量。
谊 压. 台 目 力计 负 扮抽红
图 1
551 涂层导轨与配对导轨的接触应均匀。 .. 检验方法 J/ 97 的规定, 按 BT 6 8 接触指标不小于表 3 的规
定。
表 3 %
滑 台精 度级 别 普通级液压滑台 精密级液压滑台 高 精度级液 压滑 台 注 1 只有在宽度上接触达 到规 定要求的长度 .才能作为长度 的计算值 。 全 长
JI 39 94 -19 B 97 T J/ 97 99 -19 B 82 T J/ 97 99 -19 BT 4 8 J/ 97 9 -1 9 BT 6 9 8 J/ 98 99 -19 BT 9 8 J/ 1 5 9 1 1 9 BT 0 - 9 0
8 精 度检验
注:可采用不低于百分表的检测效果的其他仪器进行测i. t
, 3 在液压系统压力为 70 a( . . MP 长台面型滑台 4 0 a 及一定进给速度下, 0 为 . M ) 0 P 滑鞍停靠在 死挡 铁上 5 , mn 这时不允许液压管接头、 i 各种阀的连接处 、 油缸的密封处有渗漏油,液压系统里不许有 压力下降现象。
50
6 3
8 0
10 0
15 2
10 6
20 0
内泄漏t
01 .
mUmi n
02
03 .
0. 5
08 .
11 .
20 .
31 .
5424 外渗漏检验 ...
使活塞以 一定的速度移动 , 在全行程往复动作 3 次以 0 上, 这时油缸的 管接头、 油缸盖的密封处均 不许渗漏油液,活塞杆与油缸盖密 封处的外渗漏量不能成滴。 检验要在油缸后退腔为 0 0 a 6 0 a . MP 和 . M 的压力下分别进行; 5 3 P 长台面型滑台的油缸则在前进 腔为 0 0 a 4 0 a 压力下分别进行。 .M 及 .M 的 5 P 0 P
2 0-1 1 实施 000- 0
t
J T 85- 1 99 B/ 98 9
511 液压滑台的联系尺寸应符合 G / 36.的规定,长台面型液压滑台的 .. BT 8 6 4 联系尺寸应符合 J/ B T 26.及相应技术文件的 42 8 规定。 512 灰铸铁件的 .. 技术条件应符合 J/ 39 的 BT 7 规定。 9 513 经过 .. 试验合格后的部件, 所有外露油口 应用耐油塞子封口 ( 禁用纸张、 棉纱、 木塞等杂物 ) o 52 滑鞍导轨的徐层材料或塑料导轨板的性能应符合 J/ 37 的规定。涂层导轨的 . BT 8 5 性能及要求应符 合 J/ 37 的规定。 BT 9 5 53 滑座 . 体导轨上平面 沿长度方向 在垂直面内的直线度不许凹。 54 进给油缸 . 541 油缸须在相应的 .. 试验台上单独进行试验, 并应符合相 应的 试验条件。 5411 试验设备用油应满足下列要求: ... a 油温: 试验时, ) 进人被试的进给油缸油液的温度应保持在 5`t ℃的范围内。 0 5 C b 粘度: 油液的运动粘度为 1 2 m 'o ) 7 3 / - ms
第 一位置 :活塞位 于油缸的中部 ;
第二位置: 活塞位于 距后退腔端盖 6m 0 m处 ( 长台面型滑台不作此位置试验) 。 油缸内泄漏量不得超过表 2 所列数值。
表 2
缸孔直径
25
m m
32
4 0
7 0
上
全
宽
60 7 0 8 0
上
7 5 8 0
2 镶条按相配导轨面的 接触指标检验。
3 与涂层导轨配对的导轨称 为配对导轨。配对导轨的面积应大 于使用 涂层的导轨。
除用涂色法检验外, 还应用 。4 . m 0 m塞尺检验 ; 塞尺在导轨、 镶条、 压板端部滑动面间的 插人深 度, 不得超过 2 m . 0 m
J T 85- 1 9 B/ 98 99
552 掖压管接头旋入机体的连接螺纹, .. 允许使用密封 胶作为密封措施。
6 空运转试 脸
61 与滑台 . 配套的液压系 统, 必须符合J/ 101 规定。 BT 5 的 0 62 将滑台安置在相应试验台上进行不少于 2 的空运 . h 转试验, 这时必须实现规 定的工作循环. 动作 要灵敏、可靠, 各种动作转换时要准确、 平稳, 无明显冲击现象。 63 滑台的最大行程长度 , . 快速移进速度、 快速退回 速度及工作进给速度范围, 均应符合滑台 设计的 规定。 在工作进给速度范围内, 滑鞍移动应平稳. 无爬行现象。
本标 准于 1 8年首 次发布 。 9 8
中华人 民共和 国机械行业标准
j r 88 Bf 9 5- 1 9 99
组 合 液压滑 台
机 床 技术条件
代替 Z J8 5 8 B 0 -8 5 0
1 范围
本标准规定了 组合机床液压 滑台的制造和验收要求。 本标准适用于 名义尺寸 1 -0 m 0 80 0 m的组合机床液压滑台 ( 含长台面型 ) 。 2引 用标准 下列 标准所包含的条文, 通过在 本标准中引用而 构成为本标准的条文。本标准出版时,所 示版 本 均为有效。所有标准都会被修订 使用本标准的各方应探讨使用下列标准最新版本的可能 性。 G / 36. 9 8- 1 3 组合机床通用部件 滑台尺寸 BT 4 8 6
4 随机附件
41 制造厂应提供易损的密封件 , 件数量是该滑台使用数的两 . 其附 倍。 42 成品的部 . 件 必须带有安装时用的紧固 螺钉和 定位销。
注: 密封件和标准件一般应标有相应的标记或规格。 5 制造质,
51 一般要求 . 国家机械工业局 19- - 99 5 0批准 02
3 一般要求
环 层滑 导 通 技 条 氧涂 动 轨 用 术 件
金属切刘机床灰铸铁件 技术 条件 金属切削机床 机械加工 件通 用技术条件 金属切削 机床 装配通用技术条件 金属切削机床 结合面涂色法检验及评定 组合机床 滑台 梢度检验 金属切削 机床 液压系统通用技术条件
按本标准验收滑台时 , 必须同时对 G I 96、 B 97 , T 7 , ' 13 BT 1 3I 82 S/ 9 4 3/ 54等标准中 0 T B 8 Bf 未 经本标准 具体化的其余验收项目 进行验收。