PFMEA作业指导书(中英文).doc
PFMEA作业指导书(中英文)
Process Failure Mode Effects and Analysis (PFMEA) Instructions过程失效模式影响及后果分析(PFMEA)指导书NOTE: Process FMEA's must be prepared for all programs (components, subassemblies and assemblies) where has full program design responsibility. (Refer to the AIAG FMEA Manual, VDA, etc, and AIAG APQP and Control Plan manual).备注:所有具有完全设计责任的项目(零件、分总成和总成)都必须准备过程失效模式影响及后果分析。
(参考 AIAG 失效模式分析手册,VDA等,以及AIAD APQP和控制计划手册)PFMEA templates have been developed to support many products. Refer to these templates to aid in the development of new PFMEAs.已经开发了许多DFMEA模板来支持很多产品。
开发新的DFMEA时参考这些模版。
PFMEA Templates PFMEA 模板1.2.3.4.5.6.7.8.9.10.11.12.13.14.AE-PLUS-FR-13-CH / Rev 16 (01-October-2009)Johnson Controls, Inc.Confidential and Proprietary Page 1 of 1。
精密模具加工PFMEA中英文

e
Controls
t
Detection
e
c
warehouse check quantity 仓库人员清点确认
5
Supplier's dimension out of Supplier provide material
spec
certification
2
供应商生产尺寸超差
供应商提供材质证书
Incoming defect 进料缺陷
5
properly
冲压工艺操作规范
操作人员自检,QC首样检验&巡检
毛边Bur
影响外观 affect appearance
5
Punch Wear 冲件磨损
Tool Maintainance work instruction
模具保养作业指导书
operator self- inspection ,QC First article
stamping parameter set up not
specification
3
inspection and process inspection
7
properly
冲压工艺操作规范
操作人员自检,QC首样检验&巡检
Crack on product
surface
产
品表面裂纹
影响产品性能affect product function
4
Material certification 材质证明
6
Incoming Inspection 来料检验
3
储存周期过长 over store period
储存搬运作业指导书 storage and move work
PFMEA作业指导书

1.目的通过过程潜在失效模式及后果分析(PFMEA):1.1发现评价过程中潜在的失效及后果。
1.2找到能够避免或减少这些潜在失效发生的措施。
1.3书面总结上述过程,完善设计过程,确保顾客满意。
2.范围2.1所有新的总成/部件/过程;2.2更改的总成/部件/过程;2.3应用环境有变化的原有总成/部件/过程。
3.职责权限3.1PFMEA小组负责PFMEA实施。
4.术语定义4.1顾客:一般是指“最终使用者”,但也可以是后续的或下一制造或装配工序,以及服务工作,或政府法规。
4.2失效:在规定条件下(环境、操作、时间),不能完成既定功能。
产品参数值不能维持在规定的上下限之间。
产品在规定范围内,导致零部件的破裂、断裂、卡死、损坏、掉落等现象。
4.3 探测区风险等级:指由探测度和严重度组成一矩阵,按探测度和严重度的具体数值确定风险等级,矩阵图见5.4.21.1;4.4 频度区风险等级:指由发生频度和严重度组成一矩阵,按发生频度和严重度的具体数值确定风险等级,矩阵图见5.4.21.1;5.管理程序5.1 针对所有新的总成/部件/过程由技术部主动联络开发、生产、质量、营销、项目等有关部门的相关人员组成PFMEA小组,并参考开发部DFMEA编写初始PFMEA文件报技术部经理审核批准后下发。
5.2 针对所有更改的总成/部件/过程、应用环境有变化的原有总成/部件/过程由技术部负责召集PFMEA小组。
5.3 PFMEA小组负责分析或重新确认过程流程图中各过程的风险程度,形成书面的过程流程图/风险评定表。
5.4 PFMEA小组负责过程潜在失效模式及后果的分析或更新,形成《PFMEA表》,PFMEA过程的要求如下:5.4.1 FMEA编号5.4.1.1填入FMEA文件的编号,以便可以追踪使用。
5.4.1.2过程FMEA表编号如下:编号:WI(601)-JS-PFMEA-顺序编号例如:WI(601)-JS-PFMEA-02085.4.2零件名称填入将被分析制程系统、子系统或零件名称和编号。
PFMEA作业指导书
≤0.001/1000
1/1,000,000
2
很低
通过预防控制消除了失效
1
5.3.3.11.控制探测:指识别(探测)失效原因或失效模式,会导致开发相关的纠正措施或对策的现行过程控制。每个控制探测措施的描述应加前缀“(D)”。
5.3.3.12.探测度(D):指现有过程控制探测栏里的最佳探测控制相关的等级。是对缺陷被发现的可能性及其在过程中的位置的评级。
4
中等
中断
100%的产品在处理前,必须在线返工。
有外观、可听噪音、汽车操纵项目上的问题,并且被许多顾客(>50%)察觉到。
3
一部分产品在处理前,必须在线返工。
有外观、可听噪音、汽车操纵项目上的问题,但是被少数识别能力敏锐的顾客(<25%)察觉到。
2
微小
中断
对过程,操作或操作员造成轻微的不便。
没有影响
5.3.3.5.失效潜在影响:指由顾客(内部顾客和外部顾客)察觉出的失效模式的影响,和对被分析过程的产品产生的影响。一个潜在失效模式可对应一个或多个失效潜在影响。
5.3.3.6.严重度(S):指对一个已假定的失效模式的最严重影响的评价等级,在单个PFMEA范围内是一个相对等级。严重度数值的降低只有通过设计更改或重新设计才能实现。
5.3.2.4.零件号:指正在被分析过程的产品的唯一零件号,与该产品所属的《材料清单》保持一致。
5.3.2.5.车型:指正在被分析过程的产品的所属车型。
5.3.2.6.过程职责:指负责过程设计的供应商,或旗下的组织、部门或小组。
5.3.2.7.编制者:指负责汇总、编制PFMEA的产品工程师的姓名。
5.3.2.8.关键日期:指初次PFMEA应完成的日期,不能超过顾客要求的生产件批准程序(PPAP)的提交日期。
PFMEA编制作业指导书

PFMEA编制作业指导书PFMEA(Process Failure Mode and Effects Analysis)是一种用于根据潜在的失效模式和其对过程或产品所造成的影响的方法。
它可以帮助企业发现、评估和控制过程中的潜在问题,进而采取相应的预防措施。
以下是一份PFMEA编制作业指导书的模板,旨在帮助读者了解如何编制PFMEA。
一、背景在这一部分,首先要介绍PFMEA的目的和重要性。
重要性包括:提高产品质量、降低成本、提高生产效率、确保工艺稳定性等。
此外,还要说明编制PFMEA的前提条件,例如需要有一支专业的团队、对于所研究的过程有一定的了解等。
二、编制团队指导书需要明确编制PFMEA所需的团队成员,例如生产工程师、品质工程师、设计工程师等。
每个成员的职责应该清晰明确,确保团队协作高效。
三、编制步骤3.1 收集过程信息在这一步骤中,需要收集过程信息,包括工艺流程图、控制计划、产品规范、相关图纸等。
同时,还需要了解相关的制造工艺和设备,明确每个环节的输入和输出。
3.2 识别失效模式通过仔细分析过程信息,团队可以识别潜在的失效模式。
失效模式可能包括产品性能问题、工艺偏差、设备故障等。
每个失效模式都需要详细描述,包括其可能的原因、触发条件和影响。
3.3 评估失效影响对于每个失效模式,团队需要评估其对过程或产品的影响。
评估应该包括影响的程度、频率和持续时间。
评估的结果应该是一个科学的评分系统,能够准确反映失效的严重程度。
3.4 识别已有控制措施在这一步骤中,团队需要识别已有的控制措施,即已经采取的措施来防止或减轻失效的发生。
这些措施可以包括设计变更、工艺改进、设备维护等。
控制措施的有效性需要进行评估。
3.5 确定预防措施根据评估结果和已有的控制措施,团队需要确定额外的预防措施来防止失效的发生。
预防措施可以包括员工培训、操作规程改进、设备升级等。
预防措施需要具体、可行,并能够确保失效的概率降到最低。
3.6 确定检测措施当失效无法完全预防时,需要确定相应的检测措施,旨在尽早发现失效并采取相应的纠正措施。
PFMEA(中英文标准模板)
2
8
◇
3
3
72
N/A
1 冲压切边冲孔 Trimming and Punching
尺寸 Size
导致后序翻边尺寸 超差 尺寸φ 214±0.5超差 Leading to Size φ 214±0.5 subsequent rejected flanging size rejected 6×φ 8.7孔相对A,B 基准位置度超差 6×φ 8.7 relative to A, B reference location degree rejected
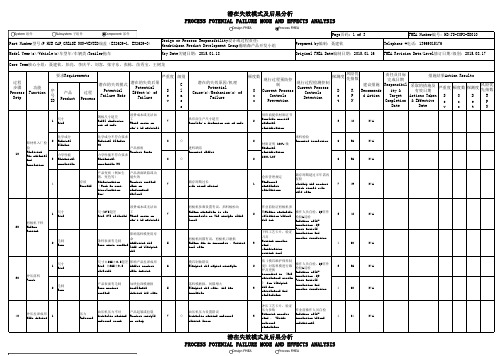
Hale Waihona Puke FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
FMEA Number编号:HD/JS-COP2-BD010 Telephone #电话:13969015176 FMEA Revision Date/Level修订日期/级别:2015.08.17
Part Number型号:P HUB CAP,GREASE NON-VENTED端盖(E32629-1,E32629-3) Model Year(s)/Vehicle(s)车型年/车辆类:Trailer拖车
Core Team核心小组:聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙 要求Requirements 过程 步骤 Process Setp 功能 Function 序 号 ID 潜在的失效后果 潜在的失效模式 Potential Potential Effect(s) of 过程 Failure Mode Failure Process 严重度 级别 S e v C l a s s 潜在的失效原因/机理 Potential Cause(s)/Mechanism(s) of Failure 频度数 O c c 探测度 D e t 风险优 先指数 R P N 责任及目标 措施结果Action Results 完成日期 风险优 建议措施 Responsibil 采取的措施及 严重度 频度数 探测度 先指数 Recommende ity & 有效日期 d Action Target Actions Taken S O D R Completion & Effective e c e P Date Date v c t N
PFMEA作业指导书

PFMEA作业指导书12020年4月19日编写:审核:批准:受控状态:发布日期: /05/08 实施日期: /05/181目的确定与产品和过程相关的潜在失效模式和潜在制造或装配过程失效的机理/起因,评价潜在失效对顾客产生的后果和影响,采取控制来降低失效产生频度或失效条件探测度的过程变量和能够避免或减少这些潜在失效发生的措施。
2范围凡本公司所有新产品/过程、修改过的产品/过程及应用、环境发生变更的原有产品/过程的样品试制和批量生产均适用。
3引用文件产品质量先期策划控制程序4术语和定义4.1 PFMEA:指Process Failure Mode and Effects Analysis(过程失效模式及后果分析)的英文简称。
由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
4.2 失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
4.3 严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有经过设计更改或重新设计才能够实现。
4.4 频度(O):指某一特定的起因/机理发生的可能性,描述出现的可能性的级别数具有相对意义,但不是绝正确。
4.5 探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
4.6 风险优先数(RPN):指严重度数(S)、频度数(0)及探测度数(D)的乘积。
4.7 顾客:一般是指“最终使用者”,但也能够是随后或下游的制造或装配工序,维修工序或政府法规。
5职责5.1 过程失效模式及后果分析(PFMEA)制定:技术部。
PFMEA作业指导书

PFMEA作业指导书1 范围本文件规定了对潜在的失效模式和后果进行分析的内容、要求和方法,适用于本公司在汽车零件生产过程中对可能存在的失效模式及其产生的后果进行分析。
2 职责横向职能小组负责潜在失效模式和后果分析工作。
3 引用标准FMEA潜在失效模式及后果分析(第四版)。
4 潜在的失效模式及后果分析的时机和要求。
4.14.25 潜在的失效模式及后果分析的主要内容:● 确定过程功能和要求;● 确定潜在的失效产品和过程相关的失效模式;● 评审潜在的失效对顾客的影响;● 确定潜在的设计、制造或装配过程失效的起因,为减少失效频度或探测失效情况而关注的控制过程的变量;●确定出在重点过程控制上的变量;●展开潜在失效模式的等级表,然后建立一个预防/纠正措施的优选系统;●将制造或装配过程的结果编制成文件。
6潜在的失效模式及后果分析程序6.1确定过程和功能横向职能小组负责确定产品/过程及其功能,绘制过程流程图。
6.2确定潜在的失效模式6.2.1 在过程流程图上评定各产品/过程的风险程度,并确定潜在的失效模式(可能发生的不满足要求或设计意图的形式),如果失效模式可能影响安全性或对法规的符合性,要清楚地予以说明。
6.2.2 对潜在的失效模式进行描述过程潜在失效模式的描述:弯曲、毛刺、孔位错位、断裂、孔太浅、孔太深、孔未加工、搬运损坏、脏污、表面太粗糙、表面太平滑、变形、开路、短路、未贴标签、或其他等情况。
6.2.3 潜在的失效后果对最终使用者来说,失效的现象应一律采用产品或系统的性能来描述,如:产生噪声、工作不正常、不能工作、不稳定、牵引阻力、外观不良、粗糙、费力、异味、工作减弱、间歇性工作、泄漏、返工/返返修、报废、车辆控制减弱,如果顾客是下道工序或后续工序/工位,失效的后果应用过程/工序性能来描述:无法紧固、无法钻孔/攻丝、无法安装、无法加工表面、危害操作者、不配合、不匹配、不能连接、引起工装过渡磨损和其它等。
机械加工PFMEA范例(中英文)

机械加⼯PFMEA范例(中英⽂)过程责任Process Responsibility ⽇期(修订)Revised date关键⽇期Orignal Production Date编制者 Prepared By零件程序编号 /版本号Part Program No./Rev.核⼼⼩组Core Team零件名称 /客户图号 /版本:Part Name /Drawing No. / Rev.FMEA ⽇期(原始)Date (Orig.)203.Brilling Hole镗孔(32,42)20°5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (19)Φ5.9±0.15Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (15)14.5+0.26Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA204 Reameringhole铰孔(21)Φ5.5 +0.02/-0.00581.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464205. Dilling hole钻孔Φ104Tools wear⼑具磨损23#REF!NA NA NA NA NA NA NA 206. Boring hole镗孔(18)Φ12.2+0.04/08Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464(16)17.5 +0.02/-0.036Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Impact assembly 影响客户装配Impact machining影响后续加⼯Impact assembly影响客户装配Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerancetolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨206. Boring hole镗孔(37)61,Tools wear⼑具磨损2,The machine centerline offset机床中⼼线偏移33#REF!NA NA NA NA NA NA NA207. Turning OutsideDiameter车外圆(4)Φ14.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(5)Φ12.6±0.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(1)Φ16.18 0/-0.046Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (25)45.6°±5°⼑具磨损33#REF!NA NA NA NA NA NA NA208.Groovin g 割槽(2)Ф 14+0.057Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6772456(11)2.2 +0.2/06Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(26)R0.1 +0.1(2X)5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Customer dissatisfaction 客户不满意Customer dissatisfaction客户不满意Impact functionality影响使⽤性能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Impact assembly影响客户装配1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically3,Setup the machine center line periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正3.定期调整机床中⼼1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is rough1.尺⼨超差2.表⾯粗糙Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is roughDimension out of tolerance尺⼨超差。
【最新文档】作业指导书英文-范文word版 (8页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==作业指导书英文篇一:PFMEA作业指导书(中英文)德信诚培训网PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
PFMEA作业指导书(中英文)
PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
PFMEA作业指导书

PFMEA作业指导书文件制/修订、分发记录1、目的为PFMEA作业提供依据2、适用范围适用于PFMEA的制作与修改3、作业步骤一、准备:由研发部准备以下资料:过往缺陷一览、过程流程图、类似品的过程FMEA、对象部品等二、PFMEA的制定,由研发部召集包括生产、品管、采购、业务、技术人员通过会议的方式完成PFMEA表格,完成内容如下所列:(1)、FMEA编号填入FMEA文件的编号,以便查询(2)、部品名及图号注明正在进行过程分析的产品的部品名和图纸号(3)、过程责任部门填入项目工程师姓名及联系电话。
(4)、编制者信息填入负责编制FMEA的工程师的姓名、电话。
(5)、关键日期填入P-FMEA的讨论日期。
(6)、FMEA完成日/修订日填入编制FMEA完成的日期及最新修订的日期。
(7)、核心小组列出有权确定和或执行任务的部门的名称和个人的姓名及职位。
(8)、过程填入工序名称,应包括从来料到出货的所有工序;(9)、要求填入对应工序的产品质量控制要求,如“尺寸满足图纸要求”;(10)、潜在性失效模式①、在准备PFMEA作业中,假定原材料/过程均为合理,除非依据历来的数据显示进料的品质有缺点,则可纳入分析。
②、可预测到的不良:如材质不良、短料、变形、尺寸超差、碰伤、拉伤、测量的不安全、摆放的不安全等。
(11)、潜在性失效后果①、对于顾客的定义,可以是下一个制程,后续的作业或地点,经销商和或汽车车主。
当评估失效潜在效应后果时,每一个对象均应考虑到:a、对于最终使用者而言,其后果以产品或系统性能的感受,如下表所示:b、对于下一个制程或后续的作业/地点,其后果以制程/操作性能的感受,如下表所示:c、对于本部门的制程与作业,其后果以制程/可操作性为原则,考虑产品是否报废或返工等,如下表所表示:感受对象后果感受最终使用者无法装配零件的机械性能不合格降低了产品的使用寿命,并产生了重的安全隐患返工报废顾客不满意下一个制程或后续的作业/地点无法保证装夹和定位精度无法装夹无法加工无法表面处理(没有余量了)(12)、严重度①、严重度是针对失效模式中最严重的效应等级。
PFMEA编制作业指导书 新版

的信息,商讨一个方法,同时综合按照风险顺序数,首先对级数最高和最关键的项目(例:特殊特性)采取纠正措施。
根据最新的官方FMEA参考手册第四版规定,并不强制规定使用RPN阀值来决定是否需要采取纠正措施。
如果顾客有特殊要求,明确规定以某RPN阀值来决定是否要采取纠正措施,则依照顾客要求执行展开分析。
5.4.13优先级的确定:
根据每种潜在失效模式的S、O、D的值,先对应严重度区域和探测度区域矩阵,得出严重度等级值和探测度等级;再对应优先级矩阵,得出优先级值。
优先选择prioritylevel1的top5进行风险降低行动,prioritylevel2的项目为可选项;并且编制《制造过程方案替代表》。
5.4.14建议的措施:
建议措施的主要目的是通过改进设计或过程方法,降低风险,提高顾客满意度。
据对失效模式风险评估结果,经过小组讨论,决定是否要采取措施,采取哪些措施。
应首先针对高严重度,高RPN值和小组指定的其它项目进行预防/纠正措施的工程评价。
PFMEA中的措施应主要包括制造、装配过程的措施,以及过程检验的强化措施。
采取措施的目标是降低潜在失效风险,即降低失效模式的严重度(S),频度(O)和探测度(D)。
说明:降低严重度(S),只有通过修改设计,使失效模式改变或不出现。
降低频度(O),也只有通过修改设计消除失效原因或减少其原因发生。
如改进材料的规范,通过有限元分
析改进结构,改进表面处理提高耐腐蚀性等。
降低探测度(D),应采取更有效的设计确认、验证方法。
pfmea中英文版

Burn-in
1.Reduce the life
temperature is too expectancy of product.
Burn-in 老化 high.
2.Damage the units.
7
老化温度太高
降 低 产品使 用 寿 命, 烧机
Improper settings. 设定不当
Set the burn-in IPQC inspection two
and Verify
received
supplier
periodical system audit quantityfor every lot
conducted on supplier. and report any variance
供方少发料
to Purchasing Dept to
供应商资质确认,定 follow up.
Responsibility& Completion Date 责任部门 / 完成日期
Actions Results 措施结果
Actions Taken 采取的措施
SO D
RPN
Scratches on metal 1.Customer's complain
case. Chew up about cosmetic defect.
潜在失效后果
Severity 严重度
(S)
The torque of 1.Torque too low,
electric
screws cannot be
screwdriver
tighten.
outside
WI 2.Torque too high,
PFMEA作业指导书

变更履历文件责任部门:文控中心1目的在产品过程设计阶段,预先发现、评价产品可能潜在的失效与后果,及早找出能够避免或减少这些潜在失效发生的措施,并将此过程文件化,为以后的设计提供经验与参考。
2范围适用于公司产品过程FMEA 的开发。
3术语3.1潜在的失效模式及后果分析(FMEA):是失效模式及后果分析的英文FAILURE MODE AND EFFECTSANAL YSIS的缩写,是在产品过程设计阶段,对构成产品的子系统、零部件,对构成过程的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能出现的不良后果,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
3.2过程FMEA(PFMEA):简称PFMEA,是由负责设计的工程师或工程师小组在产品过程设计阶段采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及相关的起因、机理在产品过程设计时得到充分的考虑和说明。
3.3 顾客:在FMEA中所指的客户是通常意义的客户。
但广义的讲也指后道工序(产品设计、生产、售后服务)的工程师和操作人员。
4相关流程4.1工作流程4.1.1 过程设计项目小组在新项目的过程设计阶段制定PFMEA分析的项目清单和计划,经项目经理批准后,报开发部备案。
4.1.2 成立小组项目小组在PFMEA分析时应成立小组,由小组成员共同进行PFMEA表单的填写。
4.1.3 实施PFMEA小组根据“附录”的规定,进行PFMEA的表单的填写,并一直跟踪到产品批量生产时为止。
4.1.4 管理开发部负责确认PFMEA编号是否重复、表单填写是否符合编制规则、是否按照计划完成编制任务,同时建立PFMEA数据库;“建议措施”中需进行设计更改的部分由PFMEA小组负责实施;“建议措施”中需进行验证的部分由PFMEA小组按照相关的流程规定提出验证需求,由开发部下发过程设计验证计划。
4.1.5修订PFMEA表单完成以后,如果发生设计变更,PFMEA小组应同时对PFMEA表单进行更新。
PFMEA作业指导书(中英文).doc
PFMEA作业指导书1PURPOSE (目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2SC0UPE (范围)This work instruetion applies to any memufacturing process that has a customer requirement for fai lure mode effec t an al ysis or any process at FLEX (Doume n) where management requires a PFMEA.适用于客户耍求或管理耍求而需要做失效模式及效果分析的所冇制程。
3DEFINITIONS (定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thep otential failure modes which may occur in process and their correspondin£ failureeffects; evaluatc and rank the severity, occurrence and detection of the failures.It should also describe the current control method, recommend corrcctivc action,person responsible responsibility and due date.PFMEA―制程失效模式及效果分析。
PFMEA作业指导书

PFMEA作业指导书PFMEA(Process Failure Mode and Effects Analysis,过程故障模式与影响分析)是一种常用的质量管理工具,用于识别和评估制程中潜在故障模式及其潜在风险和影响,以便采取相应的预防措施。
本文将简要介绍PFMEA的基本原理和应用,并提供一份简易的PFMEA 作业指导书,以帮助读者更好地理解和运用这一工具。
一、PFMEA的基本原理PFMEA是一种系统性的方法,旨在识别和评估生产过程中的潜在故障模式,并确定其可能的影响和风险。
下面是PFMEA的基本原理。
1. 确定关键过程步骤:首先,需要明确要分析的关键过程步骤。
这些步骤应该是整个流程中最重要和最具风险的部分。
2. 确定潜在故障模式:通过团队讨论和经验分析,确定每个关键过程步骤可能出现的潜在故障模式。
例如,设备故障、材料缺陷、操作错误等。
3. 评估风险和影响:将每个潜在故障模式的风险、可能性和影响进行评估,以确定其严重性和重要性。
通常可以使用一些指标,如风险优先级数(RPN)来量化评估结果。
4. 制定预防措施:根据评估结果,制定相应的预防措施,以减少或消除潜在的故障模式及其风险和影响。
这些措施可以包括改进设备可靠性、加强培训和操作规程、优化材料选择等。
5. 跟踪和改进:实施预防措施后,需要跟踪和监控其有效性。
如果发现已采取的措施未能达到预期效果,需要进行相应的改进和调整。
二、PFMEA作业指导书(以下为示例内容)标题:PFMEA作业指导书1. 引言在本次PFMEA作业中,我们将使用PFMEA工具来分析和评估生产过程中的潜在故障模式,以减少质量问题和生产风险。
本指导书将为你提供相关的步骤和指导,以帮助你完成PFMEA作业。
2. 准备工作a. 确定要分析的关键过程步骤,例如装配线上的某个环节。
b. 确定一个具备相关知识和经验的团队,包括操作人员、工程师、质检人员等。
3. 开展PFMEA分析a. 列出关键过程步骤及其对应的任务和要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure modeeffect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their correspondingfailure effects; evaluate and rank the severity, occurrence and detection of the failures.It should also describe the current control method, recommend corrective action,person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
它应列出制程中所有可能出现的潜在失效模式以及相应的失效结果,评价和评定其严重度、发生度、检测度的等级分数。
同时指出当前的控制方法和建议的改善行动以及相应的责任者和完成期限。
3.2QE: Quality EngineerQE:品质工程师3.3SQE: Supplier Quality EngineerSQE:供应商管理品质工程师3.4PE: Process EngineerPE:工艺工程师3.5ME: Manufacturing EngineerME:制造工程师3.6TE: Test EngineerTE:测试工程师3.7EE: Equipment EngineerEE:设备工程师3.8DCC: Document Control centerDCC:文件控制中心3.9RPN: Risk Priority NumberRPN:风险优先系数4. REFERENCE(参考文件)4.1 DMP-010 Corrective and Preventive Action 纠正与预防措施5. RESPONSIBILITY(职责)5.1 Quality Engineer: PFMEA Team Leader, holds the PFMEA meeting, prepare andupdate PFMEA base on team discussion result, apply PFMEA issue.品质工程师 : PFMEA 团队之领导者。
主导制程失效模式及效果分析 , 举行制程失效模式及效果分析会议,根据团队讨论结果准备和更新报告,申请报告发行。
5.2 Manufacturing Engineer, Process Engineer, TE, EE, SQEand Production are Process PFMEAteam member, prepare PFMEAreport together with Quality Supervisor Engineer.制造工程师,工艺工程师,测试工程师,设备工程师,供应商管理品质工程师和生产主管是制程失效模式及效果分析之组员,同品质工程师一起准备潜在失效模式及效果分析报告。
5.3 DCC: Control the PFMEA files and keep in DCC.DCC: 负责控制及保存制程失效模式及效果分析文件。
6. PROCEDURE(程序)6.1 Operating Procedure操作程序6.1.1 A PFMEAteam is madeup of the Quality Engineer, Manufacturing Engineer, ProcessEngineer, TE, EE, SQE and the appropriate Production Supervisor. PFMEA小组由品质工程师 , 制造工程师,工艺工程师,测试工程师,设备工程师,供应商管理品质工程师和相应的生产主管组成。
6.1.2 Quality Engineer initiates a PFMEA during New Product Introduce whenrequired.在新产品导入时而且需要时,品质工程师应该发起PFMEA。
6.1.3During the mass production, based on feedback of daily quality report,abnormal notice, CAR, PERand so on. Quality Engineer summarize abnormity fromprocess within 3 month and have a meeting to analyze Failure Effect, Failure Cause,Current Process Control.在量产过程中 , 基于每日品质报告、异常问题通知单、纠正措施报告、问题评估报告等的反馈更新制程失效模式及效果分析文件。
品质工程师三个月进行总结一次,并召开会议对其进行失效影响和原因 , 当前控制方法加以分析。
6.1.4 Evaluates the RPNnumber. Determine score of RPNand classify High Risk,Medium Risk and Low Risk per different process and product. Suggest toclassify High Risk (above 100), Medium Risk (60~100), Low Risk (Below 60).评估 RPN数值,可根据不同的制程和产品来决定高风险, 中风险和低风险的分数。
建议对于 RPN值进行高低分类:高风险( 100 分以上) , 中风险(在 60 和 100 分之间) , 低风险(在 60 分以下)。
6.1.5 High risk priority number (RPN) is targeted for reduction through teameffort.And determine Recommended Action,Responsibility,TargetCompletion Date and Action Taken, and record them on the Failure ModeandEffect Analysis sheet. Medium risk priority number (RPN) is targeted foroptional reduction through team effort.高风险系数的失效是小组努力降低的目标, 需要决定所采取的相应纠正行动人及完成日期记录在制程失效模式及效果分析表中。
中风险系数的失效是小组可选择降低的目标。
, 责任6.1.6Relative responsibility should take recommended action.相关责任人应对所推荐的纠正行动加以实施。
6.1.7Follow Up and Review of the PFMEA: The PFMEA is a living document andshould always reflect the latest status of relevant actions. So the PFMEAreview needs to be organized by QEwithin the project team at least 3 monthsand updated according to the actual status. It's recommended that PFMEAreview meeting can be performed during the CIP (Continual ImprovementProgram) meeting.PFMEA的跟进及评审 : PFEMA 是一种活的且需不断更新的文件从而反映最新的状态。
因此 , 各项目内的品质工程师应每三个月一次组织PFMEA团队依据最新的情况进行一次评审并对PFMEA进行相应的更新。
建议在各项目的持续改善会议中对PFMEA进行评审。
6.2 Rating Factor Guidelines: 评分指南表6.2.1 The PFMEA Severity Evaluation Criteria.PFMEA 严重度评估标准。
6.2.2 The PFMEA Occurrence Evaluation Criteria.PFMEA 发生率评估标准。
6.2.3 The PFMEA Detection Evaluation Criteria.PFMEA可检出率评估标准。
6.2.1 PFMEA Severity Evaluation CriteriaRating Description Definition级别描述定义Dangerously High Failure would be noticeable to the customer and would10 drastically affect the customers process or product特别高对客户来说是显而易见的,且会严重影响客户的制程和产品。
Failure would be readily apparent to the customer, but9 Extremely high would have major effects on the customer's process or 极高product.对客户来说是容易见到的,且主要会影响客户的制程和产品。