导柱式落料模的设计
落料模设计说明书交大材料系

专业课程设计说明书设计题目:条形冲孔件落料冲孔模具班级成型1201姓名杨建新学号 201205224指导教师徐立新完成日期 2015.12.29专业课程设计任务书一、任务及要求1.给定零件图一张。
完成模具装配图1张,用CAD绘制1#图幅,按制图标准。
2.完成零件图2张:凸模、凹模。
图纸幅面3#或4#均可,用CAD绘图,要求在零件图上标明:该零件材料、数量、序号、公差号、热处理及其技术要求。
3.编写设计说明书(不少于20页),并将此任务书及任务图放在首页。
4.运用PRO/E三维设计软件进行设计,在说明书中每个零件都要体现三维,说明书最后须有装配三维和二维图,并说明工作原理。
二、主要参考资料.(1)教材有关章节(2)模具设计手册(3)机械设计基础(教材)(4)机械设计手册(5)pro/E三维设计教程三、设计时间3周第一周:设计方案讨论确定,完成相关计算,设备选择。
第二周:完成模具三维装配图。
第三周:完成CAD二维图绘制。
目录一、设计任务 (6)二、冲压工艺分析 (6)三、冲压件工艺方案确定 (7)四、模具结构形式确定 (7)五、工艺尺寸计算 (8)1、排样方法确定 (8)2、排样相关计算 (8)3、刃口尺寸计算 (8)4、冲、推、卸料力计算 (9)5、压力机公称压力计算 (10)6、冲裁压力中心确定 (10)六、冲压设备选取 (10)七、主要零部件设计 (11)八、模具工程图 (16)九、心得体会 (18)十、参考文献 (19)绪论改革开放以来,随着国民经济高速发展,市场对模具需求量不断增长。
近年来,模具工业一直以15%左右增长速度快速发展,模具工业企业所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区“模具之乡”;广东一些大集团公司和迅速崛起乡镇企业,科龙、美、康佳等集团纷纷建立了自己模具制造中心;中外合资和外商独资模具企业现已有几千家。
随着及国际接轨脚步不断加快,市场竞争日益加剧,人们已经越来越认识到产品质量、成本和新产品开发能力重要性。
导柱式单工序落料模工作过程

导柱式单工序落料模工作过程1.引言哎呀呀,大家好啊!今天咱们要聊聊一个挺有意思的话题——导柱式单工序落料模工作过程。
虽然听起来有点高大上,但其实就是指的那种能帮我们把材料切成小块的神奇装置。
你懂的,就像电动切菜机一样,咱们也要挑选高效又方便的工具来处理物料啊!1.1 落料模的背景话说在很久很久以前,要切割材料还得靠人工操作。
可想而知,这得花费大量人力物力,并且效果也并不理想。
但随着科技的发展,我们终于迈入了一个新时代。
为了提高工作效率和质量,落料模就这么应运而生了!1.2 落料模的神奇之处所谓的落料模,其实就是在一块材料上加装一些尖尖锋锋的导爪,然后将其放入落料设备中,一开机,它就会按照我们事先设置的规格,自动准确地切割出我们需要的小块哦!方便不说,还能保持一致的形状和尺寸,真是棒呆了!2.导柱式单工序落料模的构造好吧,我知道大家们肯定迫不及待地想知道这台奇妙的机器长啥样。
也别急,咱们慢慢道来。
首先,咱们要介绍一下导柱式单工序落料模的构造。
简单地说,它主要由导柱、落料装置和控制系统组成。
2.1 导柱这导柱就是落料模的灵魂所在。
它相当于我们的中轴线,能确保切割的均匀和准确。
可别小瞧了这个导柱,它还得经常保持油润,毕竟人总得保持精力充沛,机器也一样呀!2.2 落料装置落料装置就是那一套管子、刀具等工具的总和。
在导柱的引导下,它们能顺利地将材料切割成我们需要的小块。
就像是我们吃西瓜,得有刀具,有适当的姿势,对吧?一点都不复杂,只要你投入足够的心思,这个落料装置就能发挥出它的最大潜力!2.3 控制系统哎呀,这控制系统可是这奇妙机器的大脑呢!它能根据我们的指令,有效地掌控落料的过程。
所以你得给我个交代,不然这小工具可不能按照你心意运转,那就糟糕了。
3.导柱式单工序落料模的工作过程好啦,亲爱的朋友们,终于到了最重要的部分了——导柱式单工序落料模的工作过程!当导柱、落料装置和控制系统齐心协力时,它们能产生一种无法想象的化学反应,让我们眼前一亮啊!3.1 准备工作工人们在操作之前,得把工具都安排得井井有条。
25落料模具设计、制作、验收规范

1、目的统一规范落料模具的设计、制作、验收的标准化规范。
2、适用范围AMT单元尾饰管和尾饰框零件的落料模具。
3、落料模设计规范3.1根据市场提供的年需求量,确定板材类型:a.标准板(1219*2438*t):单个产品中同一规格厚度年需求量在5吨以下b.卷料:单个产品中同一规格厚度年需求量在5吨以上(指毛坯重量),应优先使用卷料3.2 正确计算料片尺寸(展开)和公差,必要时需要先用激光或线切割等方式割料片验证,料片尺寸合格后才能加工落料模具;3.3 合理排样和选择搭边尺寸,结合材料利用率、模具成本、生产效率和现有设备等各方面确定材料规格。
应优先选用已有材料规格。
3.4 计算冲裁力,确定压力机型号。
应避免冲裁时产生强烈振动和噪声,一般应使冲裁力不超过设备公称压力的2/3。
公司落料设备常用JH21-110B、JH21-250B3.5 计算冲裁的压力中心,确保模具结构布置后,载荷均布并且理论压力中心应与冲床滑块中心(模柄)一致,保证模具设计寿命及设备寿命。
3.6模具封闭高度和下模高度应满足所选设备及送料机构等附属设备的要求,模具应优先选用内部规定的标准模架;a.JH21-110B冲床b.JH21-250B冲床3.7为了提高效率,落料模在保证质量的情况下应优先选用下出料结构,并保证落料空间应足够,废料便于清理。
废料在下模中易漏落,不堵料,不跳料。
凹模刃口形式应优先选用下图c)结构,刃口深度5-8mm(0.8-1.5厚度),漏料孔比刃口单边大1-2mm.如零件平面度要求较高或零件很大时,可设计成图d)结构,从凹模上取件。
模具结构应符合公司机械手取料的要求,凸模上应设计2-4个M8的螺纹孔用于安装感应器3.8落料模具采用滚珠导柱导套:预测年需求量在2万套以上的应优先采用高质量的MISUMI滚珠导柱导套,其余可选用国产滚珠导柱导套。
导柱导套过长时,推荐采用独立导柱导套结构。
凸模、凹模应设计内导柱导向结构。
应用导柱位置或大小不同来防错。
导柱式弹顶落料模具设计 说明书

第一章 冲压设备1.1 冲压技术简介冷冲压在锻压生产中占有很重要的地位,在工业中的应用十分广泛,它也是锻压专业教学的基本内容。
冷冲压生产技术是多方面的,但其中最为主要的基础内容是,在充分地了解和掌握各种冲压变形规律的基础上解决冲压加工中出现的各种实际问题,确定最佳工艺参数,以最简便的方式在消耗最低的条件下实现冲压加工过程,获得高质量的冲压产品。
冷冲压是塑性加工的基本方法之一,它主要用于加工板料零件,所以有时也叫板料冲压.冲压加工的范围十分广泛,不仅可以加工金属板料,而且也可以加工非金属材料。
冲压加工时,板料在模具的作用下,其内部产生使之变形的内力。
冷冲压生产靠模具与设备完成加工过程,所以它的生产率高,而且由于操作简便,也便于实现机械化和自动化。
一般的冲压加工,每分钟一台冲压设备可生产零件的数目是几件到几十件。
但是,目前已有相当数量高速冲床的生产率已达每分钟数百件或数千件以上。
1.2 冲床冲床用来安装与之相适应的模具。
J23系列开式可倾冲床和J21S 系列深喉冲床,在J21S 系列深喉冲床中,快速冲床,特点是行程小,行程次数38~170(次/min)。
J23系列开式可倾冲床为可倾式铸造结构,倾斜时便于冲压件或废料从模具上滑下。
它较J21S 系列深喉冲床,它较偏心冲床有较大的行程,行程次数45~120(次/min)。
其它冲床同J23系列开式可倾冲床相似。
1.3参数计算为了正确选用冲床,必须了解它的一些主要数据。
1.3.1额定吨位冲床铭牌上规定的吨位为冲床的额定吨位。
额定吨位的大小,反映冲床的冲裁力。
在我国,J23系列开式可倾冲床特点系列生产,共8级,具体型号有J23-16、JB23-20A 、J23-25、JB23-35、JG23-35、JG23-40、JD21-100、JB21-160等各种冲床。
选择冲床时,必须使冲床的额定吨位大于工件所需要的冲裁力。
由表1.1查得Q235的b σ=375~460 Mpa ,取b σ=450 Mpa 。
导柱式单工序落料模鹏飞
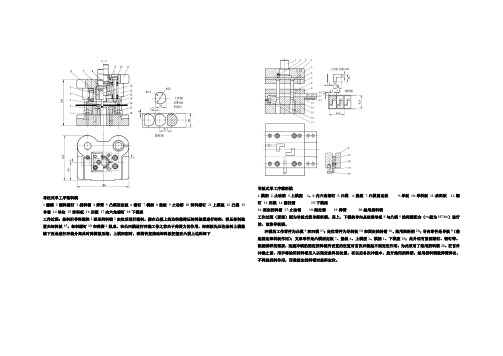
导柱式单工序落料模1螺帽2倒料螺钉3挡料销4弹簧5凸模固定板6销钉7模柄8垫板9止动销10卸料螺钉11上模座12凸摸13导套14导柱15卸料板16凹模17内六角螺钉18下模座工作过程:条料沿导料螺栓2送至挡料销3定位后进行落料。
箍在凸摸上的边料靠弹压卸料装置进行卸料,弹压卸料装置由卸料板15,卸料螺钉10和弹簧4组成。
在凸凹模进行冲裁工作之前由于弹簧力的作用,卸料板先压住条料上模继续下压是进行冲裁分离此时弹簧被压缩。
上模回程时,弹簧恢复推动卸料板把箍在凸摸上边料卸下导板式单工序落料模1-模柄2-止动销3-上模座4、8-内六角螺钉5-凸模6-垫板7-凸模固定板9-导板10-导料板11-承料板12-螺钉13-凹模14-圆柱销15-下模座16-固定挡料销17-止动销18-限位销19-弹簧20-始用挡料销工作过程(原理)图为导板式简单落料模。
其上、下模的导向是依靠导板9与凸模5的间隙配合(一般为H7/h6)进行的,故称导板模。
冲模的工作零件为凸模5和凹模13;定位零件为导料板10和固定挡料销16、始用挡料销20;导向零件是导板9(兼起固定卸料板作用);支承零件是凸模固定板7、垫板6、上模座3、模柄1、下模座15;此外还有紧固螺钉、销钉等。
根据排样的需要,这副冲模的固定挡料销所设置的位置对首次冲裁起不到定位作用,为此采用了始用挡料销20。
在首件冲裁之前,用手将始用挡料销压入以限定条料的位置,在以后各次冲裁中,放开始用挡料销,始用挡料销被弹簧弹出,不再起挡料作用,而靠固定挡料销对条料定位。
工作过程:工作零件为凸模2和凹模5,定位零件为两个导料板4和定位板7,导料板4对条料送进起导向作用,定位板7是限制条料的送进距离;卸料零件为两个固定卸料板3;支承零件为上模座(带模柄)l和下模座6;此外还有紧固螺钉等。
上、下模之间没有直接导向关系。
分离后的冲件靠凸模直接从凹模洞口依次推出。
箍在凸模上的废料由固定卸料板刮下。
落料件模具设计课程设计

落料件模具设计课程设计一、教学目标本课程旨在通过学习落料件模具设计的基本原理和方法,使学生掌握模具设计的基本知识和技能,培养学生解决实际工程问题的能力。
具体教学目标如下:1.知识目标:(1)了解落料件模具设计的基本概念、原理和方法。
(2)掌握模具结构设计、工作原理和设计步骤。
(3)熟悉模具材料的选择和应用。
(4)了解模具制造和装配的基本工艺。
2.技能目标:(1)能够运用所学知识进行简单的模具设计。
(2)具备分析、解决模具设计和制造过程中问题的能力。
(3)能够熟练使用相关设计软件进行模具设计。
3.情感态度价值观目标:(1)培养学生对模具设计的兴趣,激发学生学习热情。
(2)培养学生团结协作、勇于创新的精神。
(3)培养学生具有良好的职业素养,提高学生综合素质。
二、教学内容本课程的教学内容主要包括以下几个部分:1.落料件模具设计基本概念:模具的分类、模具的作用、模具设计的基本原则。
2.模具结构设计:模具零件的名称、功能、设计要求及相互关系。
3.模具工作原理:模具的工作过程、模具力学的应用、模具的导向和定位。
4.模具设计步骤:模具设计的基本程序、设计要点和注意事项。
5.模具材料的选择与应用:模具材料的性能、选用原则及应用领域。
6.模具制造与装配工艺:模具制造的基本工艺、装配过程及要求。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行授课,包括:1.讲授法:通过讲解模具设计的基本概念、原理和方法,使学生掌握相关知识。
2.案例分析法:分析实际工程案例,使学生更好地理解模具设计在工程中的应用。
3.讨论法:学生进行分组讨论,培养学生的团队协作能力和解决问题的能力。
4.实验法:安排模具设计实验,让学生动手实践,提高学生的实际操作能力。
四、教学资源为了保证教学质量,我们将充分利用校内外资源,为学生提供丰富的教学资源,包括:1.教材:选用权威、实用的教材,为学生提供系统、全面的知识体系。
2.参考书:提供丰富的参考书籍,拓展学生的知识视野。
落料模具的确定

4 落料模具的结构设计4.1 模具结构形式的选择4.1.1 模架的选用采用导柱式弹顶落料模,该落料模除上、下模采用了导柱和导套进行导向以外,还采用了由卸料板、卸料弹簧及卸料螺钉构成的弹性卸料装置和由顶件块、顶杆、弹顶器构成的弹性顶件装置来卸下废料和顶出冲裁件,冲裁件的变形小,且尺寸精度和平面度较高。
这种结构结构广泛用于冲裁材料厚度较小,且平面度要求的金属件和易于分层的非金属件导柱式冲裁模导向壁导板可靠,冲裁件精度高,模具寿命长,使用安装方便。
从生产量和方便操作以及具体规格方面考虑,选择中间导柱模架,由凹模外形尺寸320420⨯,(GB/T2851.5—1990)在按其标准选择具体结构尺寸如下上模板 45500500⨯⨯ HT250下模板 50283340⨯⨯ ZG450导 柱 19528⨯ 20钢导 套 4210028⨯⨯ 20钢凸缘模柄 8560⨯φ Q235模具闭合高度 MAX 245mm MIN 200mm4.1.2 模具的闭合高度所谓的模具的闭合高度H 是指模具在最低工作位置时,上下模座之间的距离,它应与压力机的装模高度相适应。
模具的实际闭合高度,一般为:冲头进入凹模深度下模板厚度凹模垫板厚度凹模厚度冲头长度垫板厚度上模板厚度模-+++++=H ……………4.1该副模具使用上垫板厚度为10mm ,凹模固定板厚度为12mm 。
如果冲头(凸凹模)的长度设计为110mm ,凹模(落料凹模)设计为70mm ,则闭合高度为: mm 24240-50671101045=++++=模H4.2 模具工作部分尺寸计算4.2.1 落料凹模落料凹模采用矩形板结构和直接通过螺钉、销钉与下模座固定的固定方式。
因生产的批量大,考虑凹模的磨损和保证零件的质量,凹模刃口采用直刃壁结构,刃壁高度mm h 14=,漏料部分沿刃口轮廓适当扩大(为便于加工,落料凹模漏料孔可设计成近似于刃口轮廓的形状,如凹模图)。
凹模轮廓尺寸计算如下: 凹模厚度 mm kb H 321602.0=⨯==凹模壁厚 mm H C 48325.15.1=⨯==沿送料方向的凹模长度为mm C D L 2564821602=⨯+=+=根据算得的凹模轮廓尺寸,选取与计算值相近的凹模板,其尺寸为mm mm H D 70250⨯=⨯。
落料模冲压模具设计毕业设计

摘要本文主要介绍了落料模冲压模具设计的全过程,经工艺分析、工艺计算,确定了该设计工艺流程及冲模结构形式。
同时对所设计的模具分别进行了分析说明,整个过程采用Auto CAD软件绘制模具的二维装配图和个别零件图。
关键词:冲压模具,工艺分析 ,工艺计算, 冲压目录第一章概论 (4)1.1 课题来源、目的、意义 (4)1.2 我国模具市场发展情况 (4)第二章模具设计及计算 (7)2.1 冲模制造的过程 (7)2.2 零件及冲压工艺分析及计算 (7)2.3模具总体设计 (12)2.4方案确定 (12)2.5模具主要零件设计 (12)小结 (16)参考文献 (17)第一章概论模具是大批量生产同形产品的工具,是工业生产的主要工艺设备。
模具工业是国民经济的基础工业。
现代模具行业是技术、资金密集型的行业。
现代模具是高技术背景下的工艺密集型工业, 是高技术人才密集型行业。
它作为重要的生产装备行业在为各行各业服务的同时,也直接为高新技术产业服务。
由于模具生产要采用一系列高新技术,如CAD/CAE/CAM/CAPP等技术、计算机网络技术、激光技术、逆向工程和并行工程、快速成形技术及敏捷制造技术、高速加工及超精加工、微细加工、复合加工、表面处理技术等等,因此,模具工业已成为高新技术产业的一个重要组成部分。
模具技术水平在很大程度上决定于人才的整体水平,而模具技术水平的高低,又决定着产品的质量、效益和新产品的开发能力,因此模具技术已成为衡量一个国家产品制造水平高低的重要标志。
我国模具工业近年来发展很快,据不完全统计,2004年我国模具生产厂点约有3万多家,从业人员80万人,2005年模具行业的发展保持良好势头,模具企业总体上订单充足,任务饱满,模具销售额610亿元,比2004年增长25%,同时,中国的模具生产技术有了很大的提高, 模具生产水平有些已接近或达到国际水平。
2005年模具进口达20.68亿美元,比上一年增长14.07%, 这说明高技术含量模具仍远远满足不了国内市场需要。
冲压模具设计与制作配套案例库:案例04 导柱式简单落料模

案例四导柱式简单落料模图8-56为导柱式简单落料模。
上、下模利用导柱1、导套2的滑动配合导向。
虽然采用导柱、导套导向会加大模具轮廓尺寸,使模具笨重,增加模具成本;但导柱导套系圆柱形结构,制造不复杂,容易达到高的精度,且可进行热处理,使导向面具有高的1 一导柱;2—导套;3—挡料销;4一模柄;5 —凸模;6一上模板;7 —凸模固定板;8—刚性卸料板;9一凹模;10一下模板图8—56导柱式简单落料模硬度,还可制成标准件。
所以,用导柱导套导向比导板可靠,导向精度高,使用寿命长, 更换安装方便,故在大批量生产中广泛采用导柱式冲裁模。
8.5复合模复合模能在压力机一次行程内,完成落料、冲孔及拉深等数道工序,所冲压的工件精度较高,不受送料误差影响,内外形相对位置重复性好,表面较为平直。
8.5.1 复合模正装和倒装的比较常见的复合模结构有正装和倒装两种。
图8-57为正装结构,图8-58为倒装结构。
图8-57为落料拉深复合模。
处在上模部分的工作零件落料凸模也是拉深凹模。
工作零件还有落料凹模和拉深凸模。
工作时,条料送进,由带导料板的固定卸料板导向。
冲首件以目测定位,然后以挡料销定位。
拉深压边靠压力机气垫,通过三根托杆和压边 圈进行,冲压后把工件顶起。
落料的卸料靠固定卸料板。
推件器还起一部分拉深凹模的 作用。
当上模压至下死点时,推件器与上模刚性接触,压出工件底部台阶。
上模上行后, 推杆和推出器推出工件。
图8-58为倒装的冲压垫圈复合模。
工作零件包括处在下模部分的凸凹模和处在上 模部分的落料凹模和冲孔凸模。
这副模具采用了刚性推件装置。
通过推杆7、推块8、 推销9推动顶件块10,顶出工件。
另外,具有两个固定挡料销12和一个活动挡料销18导向,控制条料的送进方向。
利用活动挡料销11挡料定位,控制条料送进距离。
复合模正装和倒装优缺点比较见表8-1 Io 表8-11复合模正装和倒装比较序 号正 装 倒 装1 对于薄工件能达到平整要求 不能达到平整要求2 操作不方便,不安全,孔的废料由 操作方便,能装自动拨料装置,既能图8-57落料拉深复合模(正装) 1-凸模;2 -凹模;3-上模固定板;4、16-垫 板;5-上模板;6-模柄;7-ffiff ; 8-推块;9- 推销;IO-顶件块;11、18-活动挡料销;12- 固定挡料销;13-卸料板;14-凸凹模;15-下8.6级进模级进模是多工序冲模,在一副模具内可以包括冲裁、弯曲、成形和拉深等多种多道 工序,能生产复杂的冲压件;级进模由于工序可以分散,不必集中在一个工位,因而模 具强度较高,寿命较长;级进模易于自动化,可以采用高速压力机生产,生产率高。
导板式落料模设计

*****大学课程设计说明书题目:导板式落料模课程设计班级:学号:姓名:指导老师:时间:序言首先,冷冲模课程设计是模具专业,在学习过程中是一个重要的实践性学习环节,其目的是:1.应用本专业所学知识和实训技能,进行一次冲压设计工作的实际能力,在提高独立分析和解决实际问题的能力。
2.通过查设计资料手册熟悉设计标准和技术规定,通过方案认证设计与计算,计算机辅助绘图,数据处理与综合分析编写与设计说明书等环节,进行工程师的基础训练,培养从科研工作的初步能力。
3.培养勤奋求实,团结互助,勇于创新的优良品质。
其次,冲裁模具的基本结构及工作原理如下冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模最后,希望通过本次冷冲模课程设计,能进一步巩固课程,扩大所学到的知识,加深对知识的理解。
典型单工序落料模结构分析.

职业教育材料成型与控制技术专业教学资源库
模具结构分析
导套(20)与导柱(19)之间为H7/h6或H6/h5 的滑动配合,实现上、下模的精确定位,保证 冲裁间隙的均匀性。 模具采用弹压卸料和弹顶顶出的结构分离废料 和工件,工件的变形小,平面度高。 此结构广泛用于材料厚度较小,且有平面度要 求的场合。
定位零件设计特点
条料第一个零件的定位由始用挡料销16确定;
始用挡料销的使用:定位前,将始用挡料销压入
,以限定条料的位置。第一次冲裁结束后,松开
始用挡料销,其被弹簧弹出,不再起挡料作用; 之后的生产定位靠固定挡料销(件15)对搭边进 行定位。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
职业教育材料成型与控制技术专业教学资源库
结构特点
零件9既是导板,又是卸料板;
凸模5与导板9选用H7/h6的配合,其配合值
小于冲裁间隙,实现上、下模的定位;
回程时凸模不允许离开导板,以保证对凸模 的导向作用,为此要求压力机的行程较小。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
二、导板式落料模结构分析
导板式落料模 1-模柄 2-止动销 3-上模座 4-螺钉 5-凸模 6-垫板 7-凸模固定板 8-螺钉 9 - 导板 1 0 - 导 料 板 1 1 - 承 料 板 12-螺钉 13-凹模 14-圆柱销 15- 固定挡料销 16- 始用挡料销
导板式落料模
其他金属材料成型技术课程
一、无导向落料模结构分析
整套模具由上模与下模两部 分组成; 上模部分由模柄1、凸模2组 成,并通过模柄安装在压力 机滑块上; 下模部分由固定卸料板3,导 料板4,凹模5,下模座6和定 位板7等组成。
落料模具的设计说明书

摘要冲压模具在实际工业生产中应用广泛。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本设计进行了落料模具的设计。
文中简要概述了冲压模具目前的发展状况和趋势。
对产品进行了详细工艺分析和工艺方案的确定。
按照冲压模具设计的一般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸模固定板、垫板、凹模固定板、卸料板、导尺、挡料销、导正销等。
模架采用标准模架,选用了合适的冲压设备。
设计中对工作零件和压力机规格均进行了必要的校核计算。
此外,本模具采用使用固定挡料销。
模具的落料凸模用固定板固定,便于调整间隙;落料凹模则采用整体固定板固定。
落料凸模内装有导正销,保证了工件上孔和外形的相对位置准确,提高了加工精度。
如此设计出的结构可确保模具工作运行可靠和冲压产品大批量生产的要求。
关键词:冲压;模具;制造;模具设计;冲裁;落料AbstractPunching die has been idely used in industrial production.In the traditional With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention, and be used in the industrial production more and more.Self-acting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.The design of the blanking composite modulus design. This paper briefly outlined the Stamping Die current development status and trends. The product of a detailed analysis and the identification process. Stamping die design in accordance with the general steps to calculate and design the sets on the main mold parts such as : punch and die. Punch plate plate Die plate and dump plates I. feet behind the sales marketing and other derivative is. Die-standard model planes to choose a suitable stamping equipment. Design work on the parts and specifications will press for the necessary checking calculation. In addition the die block used only with marketing materials and Crook block behind the marketing materials. Punch and Die blanking punch were different plate fixed to facilitate adjustment gap; Punch and Die blanking die is used overall fixed plate. Blanking punch contents is a derivative sales and guarantee the workpiece and the shape of the holes in the relative position accurately improve processing accuracy. So the structure is designed to ensure reliable operation of die stamping products and mass production requirements.Key word: punching;die;manufacture;die design;punching;blanking目录摘要 (I)Abstract................................................................................................ I I 1 绪论 (1)1.1冲压模具行业发展现状 (1)1.2冲压模具制造技术发展趋势 (2)1.3冲压工艺的基本知识 (4)1.4冲裁变形分析 (5)1.4.2冲裁时板料的变形过程 (7)1.4.3冲裁件断面质量及其影响因素 (8)2落料模具的冲压工艺性分析 (12)2.1冲压工艺规程 (12)2.2设计题目 (15)2.3冲压件工艺计算 (15)2.4模具工艺方案的确定 (15)3落料模具的工艺计算 (17)3.1排样设计 (17)3.2压力与压力中心计算 (18)3.2.1冲压力 (18)3.2.2 卸料力 (18)3.2.3推件力 (18)3.2.4模具总冲压力 (19)3.3压力中心 (19)3.4作零件刃口尺寸计算 (20)3.4.1刃口尺寸计算原则 (21)3.4.2刃口尺寸计算 (21)3.5冲床选用 (21)3.5.1冲压设备的选择原则 (21)3.5.2压力机的选择 (23)4主要零部件的结构设计 (24)4.1工作部分零件 (24)4.1.1凸模的结构形式和紧固联结方式 (24)4.1.2凹模的结构形式设计及固定形式的选择 (25)4.2定位零件 (27)4.2.1挡料销的选择 (27)4.2.2导料销的选择 (28)4.3卸料装置 (28)4.3.1卸料装置中关系尺寸的计算 (29)4.3.2 卸料弹簧的选用 (30)4.4导向零件 (31)4.5夹持及支持零件 (33)4.5.1模座的选择 (33)4.5.2模具闭合高度计算 (33)5典型零件的加工工艺编制 (34)5.1落料凹模加工工艺过程 (34)5.2落料凸模加工工艺过程 (35)5.3凸模座加工工艺过程 (36)5.4凸模压板加工工艺过程 (37)5.5卸料板加工工艺过程 (38)5.6上模座加工工艺过程 (39)5.7下模座加工工艺过程 (40)参考文献 (41)致谢 (42)附录 (44)1 绪论1.1冲压模具行业发展现状改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
导柱式单工序落料模具设计毕业设计(论文)(nxpowerlite)[管理资料]
![导柱式单工序落料模具设计毕业设计(论文)(nxpowerlite)[管理资料]](https://img.taocdn.com/s3/m/bb4c9f7884868762cbaed523.png)
目录1设计任务 (3) (3)2工艺方案分析及确定 (5) (5) (5) (5) (5) (5)3模具结构型式的选择 (6) (6) (7)、卸料装置的选择 (7)、导套位置的选择 (7) (8)4工艺尺寸的计算 (8) (8) (8) (9) (9) (10)、推、卸料力的计算 (11) (11) (11) (12) (12) (12)5确定模具各主要零部件结构尺寸 (13) (13) (13) (14) (14)、下垫板的设计 (14) (15) (15) (15) (15)、销钉的选择 (15)6模具主要零件加工工艺的编制 (15) (15) (16) (18) (20) (20)结束语 (21)谢辞 (22)参考文献 (23)1设计任务用冲压设备将材料或工序件冲压成所需外轮廓坯料的模具,材料沿封闭轮廓被分离冲下成为产品,废料留在模板上的精度高,寿命长,使用安装方便,但轮廓尺寸较大,模具较重、制造工艺复杂、成本较高的导柱式单工序落料模设计工件如图1-1所示:图1-1技术要求:1.本产品为落料件,材料为08,厚度为2mm2.工件对公差要求较高,公差按IT8级制造。
3.工件外观必须平顺,毛边物等均需去除。
模具的总体结构草图如图1-2图1-22工艺方案分析及确定冲裁件的工艺性是指从冲压工艺方面来衡量设计是否合理。
一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。
当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等环境因素的影响。
:该冲裁件的材料08F钢,具有较好的可冲压性能:该冲裁件结构简单,形状简单,比较适合冲裁:该落料件的外形尺寸是根据拉深件的尺寸计算出拉深的毛胚尺寸,即为该零件的落料的尺寸。
没标尺寸的可按IT14级确定工件尺寸的公差。
按IT14级处理,并按“入体”原则标注公差。
查公差表可得各尺寸公差为:零件外形:Φ22062.0- mm 19± mm 12.0+mm以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素。
2.9.1导柱式弹顶落料模[精解]
![2.9.1导柱式弹顶落料模[精解]](https://img.taocdn.com/s3/m/7550f90115791711cc7931b765ce050876327508.png)
导柱式弹顶落料模上次课我们一起学习了“第八节冲裁模的典型结构”。
在这节里,我们认识了冲裁模常见的三大类模具的典型结构。
点:“1.单工序冲裁模、级进模、复合模的特点比较”单工序冲裁模、级进模、复合模。
我们一起来回顾一下。
点:“单工序冲裁模”这是一副导柱式弹顶落料模,上下模由导柱、导套导向,条料由两个导料销导向,固定挡料销定距,弹性卸料板卸料,安装在下模的通用缓冲器将工件从凹模孔内向上顶出。
模具结构比较简单。
点:后退;“级进模”这是一副用导正销定距的冲孔落料级进模。
上、下模用导板(也就是固定卸料板)导向,送料时由固定挡料销进行初定位,由两个装在落料凸模上的导正销进行精定位。
在条料上冲制首件时,用手推动始用挡料销使它从导料板中伸出来抵住条料的前端即可冲第一件上的两个孔。
点:后退;“复合模”这是一副倒装式复合模。
凸凹模装在下模,落料凹模和冲孔凸模装在上模。
采用刚性推件装置把卡在凹模中的冲件推下,冲孔废料直接由冲孔凸模从凸凹模内孔推下。
点:后退;提问:现在我请一位同学来比较一下这三类模具的特点。
×××。
这位同学回答基本正确,请坐下。
我来进行补充。
点:“特点比较”我们来看这张表,我们主要从“可加工工件的精度、平整度、尺寸大小、冲压生产效率、操作安全性、模具制造成本”这些方面来比较。
从表中我们可以看出:复合模可加工工件的精度和平整度最高;级进模适合加工大批量生产的小型制件,因为级进模可以在高速冲床上使用,再配上自动送料装置,可以实现自动化生产,操作也最安全;单工序冲裁模结构最简单,模具制造成本最低。
复合模现在我们再来重点回顾一下复合模点:“2.正装复合模与倒装复合模的区别”复合模有正装与倒装之分,主要根据凸凹模所处的位置来分:凸凹模在上模的为正装复合模;凸凹模在下模的为倒装复合模。
点:“正装复合模”这就是一副正装复合模,凸凹模在上模,落料凹模和冲孔凸模在下模。
落下的料卡在凹模中,由弹性顶件装置顶出凹模面;冲孔废料卡在凸凹模孔内,由上模的刚性推件装置推出。
导柱式单工序落料模鹏飞

导柱式单工序落料模1螺帽2倒料螺钉3挡料销4弹簧5凸模固定板6销钉7模柄8垫板9止动销10卸料螺钉11上模座12凸摸13导套14导柱15卸料板16凹模17内六角螺钉18下模座工作过程:条料沿导料螺栓2送至挡料销3定位后进行落料.箍在凸摸上的边料靠弹压卸料装置进行卸料,弹压卸料装置由卸料板15,卸料螺钉10和弹簧4组成.在凸凹模进行冲裁工作之前由于弹簧力的作用,卸料板先压住条料上模继续下压是进行冲裁分离此时弹簧被压缩.上模回程时,弹簧恢复推动卸料板把箍在凸摸上边料卸下导板式单工序落料模1-模柄2-止动销3-上模座4、8-内六角螺钉5-凸模6-垫板7-凸模固定板9-导板10-导料板11-承料板12-螺钉13-凹模14-圆柱销15-下模座16-固定挡料销17-止动销18-限位销19-弹簧20-始用挡料销工作过程〔原理〕图为导板式简单落料模.其上、下模的导向是依靠导板9与凸模5的间隙配合〔一般为H7/h6〕进行的,故称导板模.冲模的工作零件为凸模5和凹模13;定位零件为导料板10和固定挡料销16、始用挡料销20;导向零件是导板9〔兼起固定卸料板作用〕;支承零件是凸模固定板7、垫板6、上模座3、模柄1、下模座15;此外还有紧固螺钉、销钉等.根据排样的需要,这副冲模的固定挡料销所设置的位置对首次冲裁起不到定位作用,为此采用了始用挡料销20.在首件冲裁之前,用手将始用挡料销压入以限定条料的位置,在以后各次冲裁中,放开始用挡料销,始用挡料销被弹簧弹出,不再起挡料作用,而靠固定挡料销对条料定位.工作过程:工作零件为凸模2和凹模5,定位零件为两个导料板4和定位板7,导料板4对条料送进起导向作用,定位板7是限制条料的送进距离;卸料零件为两个固定卸料板3;支承零件为上模座〔带模柄〕l和下模座6;此外还有紧固螺钉等.上、下模之间没有直接导向关系.分离后的冲件靠凸模直接从凹模洞口依次推出.箍在凸模上的废料由固定卸料板刮下.导柱式冲孔模1-上模座2、18-圆柱销3-导柱4-凹模5-定位圈6、7、8、15-凸模9-导套10-弹簧11-下模座12-卸料螺钉13-凸模固定板14-垫板16-模柄17-止动销19、20-内六角螺钉21-卸料板工作过程〔原理〕:送料至5定位圈,上模下行,由卸料板压紧工件凸模下行冲孔磨料从凸模下落,上模上行卸料板卸料导板式侧面冲孔模1 / 21-摇臂2-定位销3-上模座4-螺钉5-凸模6-凹模7-凹模体8-支架9-底座10-螺钉11-导板12-销钉13-压缩弹簧斜楔式水平冲孔模1-斜楔2-座板3-弹簧板4-滑块5-凸模6-凹模全长导向结构的小孔冲模1-下模座2、5-导套3-凹模4—导柱6-弹压卸料板7-凸模8—托板9-凸模护套10-扇形块11-扇形块固定板12-凸模固定板13-垫板14-弹簧15-阶梯螺钉16-上模座17-模柄超短凸模的小孔冲模1、9-定位板2、3、4-小凸模5-冲击块7-小压板8-大压板10-侧压块双侧刃定距的冲孔落料级进模1-内六角螺钉2-销钉3-模柄4-卸料螺钉5-垫板6-上模座7-凸模固定板8、9、10-凸模11-导料板12-承料板13-卸料板14-凹模15-下模座16-侧刃17-侧刃挡块工作过程〔原理〕:上下模用导板导向,冲孔凸模3与落料凸模4之间的距离就是送料步距送料时固定挡料销6进行初定位,由两个装在落料凸模上的导正销5进行精定位,导正销与落料凸模的配合为H7/r6其连接应保证在修模凸模时的装拆方便因此落料凹模安装导正销的孔是通孔,导正销的头部的形状应有利于在导正时插入已冲的孔,它与孔的配合应略有间隙.为了首件的正确定距,在带导正销的级进模中长采用始用挡料装置.它安装在导板下的导料板中间.在条料上冲制首件时,用手推始用挡料销7,使它从导料板中伸出来抵住条料的前端即可冲第一件上的两个孔.以后各次冲裁是就都由固定挡料销6控制送料步距做粗定位侧刃定距的弹压导板级进模1、10-导柱2-弹压导板3、11-导套4-导板镶块5-卸料螺钉6-凸模固定板7-凸模8-上模座9-限位柱12-导料板13-凹模14-下模座15-侧刃挡块工作过程〔原理〕:送料到侧刃进行送料定距上模座下行带动凸模下行对板料施加压力冲出工件由卸料螺钉带动弹压导板进行卸料.倒装式复合模1-下模座2-导柱3、20-弹簧4-卸料板5-活动挡料销6-导套7-上模座8-凸模固定板9-推件块10-连接推杆11-推板12-打杆13-模柄14、16-冲孔凸模15-垫板17-落料凹模18-凸凹模19-固定板21-卸料螺钉22-导料销工作过程〔原理〕:送料到定位销,上模下行,压料凸模凸模冲孔,上模上行卸料板卸料,反复循环.正装式复合模1-打杆2-模柄3-推板4-推杆5-卸料螺钉6-凸凹模7-卸料板8-落料凹模9-顶件块10-带肩顶杆11-冲孔凸模12-挡料销13-导料销2 / 2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲裁模间隙图
九江职业技术学院
冲压工艺与模具设计
决 策
间隙值的确定
间隙对冲裁件质量、冲裁力、模具寿命等都有很大的影响。但很 难找到一个固定的间隙值能同时满足冲裁件质量最佳、冲模寿命最长 、冲裁力最小等各方面的要求。因此,在冲压实际生产中,主要根据 冲裁件断面质量、尺寸精度和模具寿命这三个因素综合考虑,给间隙 规定一个范围值。只要间隙在这个范围内,就能得到质量合格的冲裁 件和较长的模具寿命。这个间隙范围就称为合理间隙,这个范围的最 小值称为最小合理间隙,最大值称为最大合理间隙。考虑到在生产过 程中的磨损使间隙变大,故设计与制造新模具时应采用最小合理间隙 确定合理间隙值有
冲压工艺与模具设计
叁 教 学 实 施
工作任务展示 资 计 决 检 总 讯 划 策 查 结
九江职业技术学院
冲压工艺与模具设计
工 作 任 务 展 示
导柱式落料模的设计
九江职业技术学院
冲压工艺与模具设计
资 讯
一、冲压与冲模概念
1.基本概念 冲压:室温下 压力机 模具 材料 分离或塑性变形。
冲 压 生 产 场 景 及 模 具
九江职业技术学院
冲压工艺与模具设计
决 策
冲裁件的工艺性
冲裁件的工艺性是指冲裁件对冲压工艺的适应性。良好的冲裁工艺 性能使材料消耗少、工序数量少、模具结构简单且使用寿命长、产品 质量稳定。 冲裁件的形状和尺寸 1)冲裁件的形状设计应尽量简单、对称,同时应减少排样废料 2)冲裁件的外形或内孔应避免尖角,各直线或曲线的连接处,应 有适当的圆角转接
冲裁是利用模具使板料沿一定的轮廓形状产生分离的一种冲压工序 。其中落料和冲孔是最常见的两种冲裁工序。若使材料沿封闭曲线相 互分离,封闭曲线以内的部分作为冲裁件时,称为落料;反之,以封 闭曲线以外的部分作为冲裁件时,就称为冲孔。落料与冲孔的变形性 质完全相同,但在进行模具设计时,模具尺寸的确定方法不同,因此 ,工艺上必须作为两个工序加以区分。图中所示的垫圈即由落料和冲 孔两道工序完成。冲制外形的冲裁工序为落料,冲制内孔的工序为冲 孔。 落 料 与 冲 孔
冲压工艺与模具设计
项目一
导柱式落料模的设计
冲压工艺与模具设计
壹
贰
叁
教学目标
教学媒体准备
教学实施
九江职业技术学院
冲压工艺与模具设计
壹 教 学 目 标
知识 目标
1.掌握冷冲压变形基础理论、特性及成型工艺 2.掌握冲压成型工艺及成型设备 3. 掌握各种冷冲压制件图样分析方法及结构优化手段 4.掌握冲裁模典型结构及标准零部件 5.掌握单工序冲裁模的特点及凸模与凹模的设计与计算方法 6.掌握冲裁件的排样方法与计算 7.掌握冲裁件的冲裁力的计算和压力中心计算
冲裁时板料的变形过程
1)弹性变形阶段 2)塑性变形阶段 3)断裂分离阶段
九江职业技术学院
冲压工艺与模具设计
决 策
冲裁间隙
冲裁间隙是指凹模刃口横向尺寸与凸模刃口横向尺寸的差值,如图 所示。表示双面间隙,单面间隙用表示,如无特殊说明,冲裁间隙就 是指双面间隙。值可为正,也可为负,但在普通冲裁中,均为正值。 冲裁间隙,不仅对冲裁件的质量有极重要的影响,而且还影响模具寿 命、冲裁力、卸料力和推件力等。因此,冲裁间隙是一个非常重要的 工艺参数。
能力 目标
1.掌握使用UG设计单工序模具的方法及应用运动仿真检 查设计结果的方法 2.掌握单工序模的总图与模具零件图的表达方法 3.熟悉模具生产的一般流程,合理安排生产准备 教 学 媒 体 准 备
活页教材 教学视频
A
B C
冷冲模国标
D
多媒体设备
九江职业技术学院
九江职业技术学院
冲压工艺与模具设计
资 讯
加工对象:主要金属板材
加工依据:板材冲压成形性能(主要是塑性)
加工设备:主要是压力机 加工工艺装备:冲压模具 冲压模具:在冲压加工中,将材料加工成零件 (或半成品)的一种特殊工艺装备,称为冲压 模具(俗称冲模)。
九江职业技术学院
冲压工艺与模具设计
资 讯
冲压的三要素
冲压设备的选用
(一)压力机类型的选择
根据工序性质、生产批量、冲件质量等要求进行选择。
(二)压力机规格的选择
1.公称力 2.滑块行程长度 3.行程次数 4.工作台面尺寸 5.滑块模柄孔尺寸 6.闭合高度 7.电动机功率的选择
九江职业技术学院
冲压工艺与模具设计
计 划
模具的安装
一般次序: 1.检查台面、闭合高度、打料装置等 2.根据冲模的闭合高度调整压力机滑块的高度, 并分别固定上、下模 部分 3. 试冲
3)冲裁件的凸起和凹槽宽度不应小于板料厚度的两倍
4)为防止冲裁时凸模折断或弯曲,冲孔时,孔径不能太小。
九江职业技术学院
冲压工艺与模具设计
决 策
冲裁件的尺寸精度和表面粗糙度
1)金属冲裁件的内、外形的经济精度不高于IT11级,一般落料精度最好低于 IT10级,冲孔精度最好低于IT9级。 2)非金属冲裁件的内、外形的经济精度为IT14、IT15级。 3)冲裁尺寸标注应符合冲压工艺要求。
先进的冲压设备
冲压零件
合理的冲压工艺 先进的加工模具
九江职业技术学院
冲压工艺与模具设计
计 划
常见冲压设备
曲柄压力机
液压机
数控冲床
九江职业技术学院
冲压工艺与模具设计
计 划
曲轴压力机传动系统 1-电机 2-皮带轮 3、4-齿轮 5-离合器 6-连杆 7-滑块
九江职业技术学院
冲压工艺与模具设计
计 划
1)理论确定法
2)经验确定法
九江职业技术学院
冲压工艺与模具设计
决 策
凸模凹模刃口尺寸的确定
凸模和凹模的刃口尺寸和公差,直接影响冲裁件的尺寸精度。模具 的合理间隙值也靠凸、凹模刃口尺寸及其公差来保证。 凸、凹模工作部分尺寸计算的原则 由于凸、凹模之间存在间隙,所以冲裁件断面都带有锥度,而在 冲裁件尺寸的测量和使用中,都是以光亮带的尺寸为基准。落料件的 光亮带处于大端尺寸,冲孔件的光亮带处于小端尺寸。落料件的光亮 带是因凹模刃口挤切材料产生的,而冲孔件的光亮带是凸模刃口挤切 材料产生的。且落料件的大端(光面)尺寸等于凹模尺寸,冲孔件的 小端(光面)尺寸等于凸模尺寸。冲裁过程中,凸、凹模要与冲裁零 件或废料发生磨擦,凸模轮廓越磨越小,凹模轮廓越磨越大,结果使 间隙越用越大。
九江职业技术学院
冲压工艺与模具设计
决 策
单工序冲裁模
单工序冲裁模(又称简单模)是指压力机在一次行程中只完成一 道工序的冲裁模。即在一副模具中只完成一道工序,如落料、冲孔、 切边等。它可以由一个凸模和一个凹模洞口组成;也可以是多个凸模 和多个凹模洞口组成。
九江职业技术学院
冲压工艺与模具设计
决 策
冲孔与落料