车床主轴箱箱体左侧8-M8螺纹攻丝机设计 PLC控制图
机械本科毕业设计题目
毕业论文与设计题目列表1、(XH745)卧式加工中心的分度工作台的设计2、两级圆柱齿轮减速器的设计3、4层学生宿舍楼的设计4、80T起闭机大齿轮工艺设计与制造的设计【5、BSG宽带砂光机的设计6、C7620车床主传动及液压系统的设计7、JL型锻压操作机底盘与运行机构的设计8、JL型锻压操作机机身与手笔控制的设计9、JL型锻压操作机液压系统的设计<10、LZ2型保健床的设计11、SQL数据库酒店管理系统的设计12、Vfp现在物流企业管理系统的设计13、X5032型立式铣床的设计14、X6132型万能卧式升降台铣床的设计¥15、Z3040型摇臂钻床的设计16、办公自动化系统的设计17、半喂入式花生摘果机的设计(文本)18、泵叶轮注射模具的设计19、基于的永磁直线电机的有限元分析及计算~20、变频器控制原理图的设计21、宾馆客房管理系统22、并联式井下旋流分离装置的设计23、茶树修剪机的设计24、车备胎支架设计与制造、25、车用柴油机总体及曲柄连杆机构的设计26、成绩管理系统27、齿轮套注塑模具及注塑模腔三维造型CAD CAM 2 8、冲压模论文29、大豆螺杆挤压膨化试验装置总体设计\30、带式输送机减速器的设计31、单立柱巷道堆垛机的设计32、冰箱、洗衣机修理翻转架的设计33、电火花切割机床的设计34、电机转速与温升检测装置的设计\35、动力差速式转向机构的设计36、多功能切菜机的设计37、多房间温度、湿度检测系统的设计38、二级减速器的设计39、复摆颚式破碎机的设计>40、某油缸设计图纸41、高温火焰电视监测系统的设计42、工业机械手的设计43、关节型机器人腕部结构设计44、关节型机器人腰部结构设计#45、锅炉燃烧系统控制和汽包水位控制46、海工码头工字钢数控切割设备的设计47、护罩注塑模具及注塑模腔三维造型CAD CAM48、回转式固液分离机及螺旋输送机的设计49、活塞连杆组件装配自动输送线的设计(总体机械结构设计与压销机设计)50、机场行李输送系统自动控制设计【51、基于PLC的工业机械手的设计52、基于PSOC的无刷直流电机智能控制系统的开发53、基于单片机机床插补控制模块的程序设计54、基于单片机的自动给水系统的设计55、基于虚拟仪器的震动信号采集与分析系统论文[56、加工工件的自动装卸装置57、计算机与电子电路类毕业论文58、通用雕刻机的设计59、建筑用垂直运输机的设计60、精密智能测硫仪的设计%61、卷扬机的设计62、考勤系统63、一级减速器的设计64、快速成型机的设计65、葵花脱粒机的设计。
全自动攻丝机结构设计及控制

全自动攻丝机结构设计及控制全自动攻丝机是一种高效、精准的机械加工设备,广泛应用于各种工业领域中的机械零件制造。
它通过自动化的控制系统和精确的操作界面,能够实现高效率、高精度的攻丝加工,从而大大提高了生产效率和产品质量。
本文将详细介绍全自动攻丝机的结构设计、控制策略及其应用前景,以期为相关领域的技术人员提供参考。
全自动攻丝机主要由传动系统、控制系统和操作界面等几个部分组成。
全自动攻丝机的传动系统主要包括电机、减速器、传动轴以及主轴等部分。
电机提供动力,通过减速器将转速降低,再通过传动轴将动力传递到主轴上,最终由主轴带动钻头进行攻丝加工。
为了确保传动系统的稳定性和精度,选用高品质的电机和减速器,并采用精密的传动轴设计和加工工艺。
全自动攻丝机的控制系统主要包括伺服控制器、传感器和计算机等部分。
伺服控制器负责接收计算机发出的指令,并驱动伺服电机进行精确的运动,从而实现攻丝加工。
传感器则负责检测加工过程中的各种参数,例如攻丝深度、转速等,并将检测到的数据反馈给计算机,以便计算机根据实际情况调整攻丝加工参数。
全自动攻丝机的操作界面采用人性化设计,操作简单方便。
界面上通常包括参数设置、手动操作、自动操作等功能按钮,方便操作人员根据需要选择相应的操作模式。
操作界面上还会实时显示攻丝机的运行状态、加工数量等信息,方便操作人员随时掌握设备情况。
全自动攻丝机的控制策略主要包括状态监测、故障自愈和智能控制等方面。
全自动攻丝机在运行过程中,需要对设备的状态进行实时监测,以确保设备的安全和稳定运行。
状态监测主要包括对电机、减速器、传动轴等关键部位的温度、振动、噪声等方面的监测。
当发现异常情况时,控制系统会立即采取相应的措施进行处理,例如停机检修、更换部件等,以避免设备损坏和生产事故的发生。
全自动攻丝机应具备故障自愈功能,能够在设备发生故障时自动采取措施进行修复。
例如,当设备出现断丝情况时,控制系统应能够自动停机,并将断丝部位移至指定位置,以便操作人员及时更换钻头或处理断丝。
自动钻孔攻丝机床的PLC控制

自动钻孔攻丝机床的PLC控制两工位钻孔、攻丝组合机床,能自动完成工件的钻孔和攻丝加工,自动化程度高,生产效率高。
两工位钻孔、攻丝组合机床如图7-32所示。
图7-32 两工位钻孔、攻丝组合机床示意图机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统等组成。
移动工作台和夹具用以完成工件的移动和夹紧,实现自动加工。
钻孔滑台和钻孔动力头,用以实现钻孔加工量的调整和钻孔加工。
攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。
工作台的移动(左移、右移),夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动(前移、后移),均由液压系统控制。
其中两个滑台移动的液压系统由滑台移动控制凸轮来控制,工作台的移动和夹具的夹紧与放松由电磁阀控制。
根据设计要求,工作台的移动和滑台的移动应严格按规定的时序同步进行,两种运动密切配合,以提高生产效率。
1. 控制要求系统通电,自动起动液压泵电动机M1。
若机床各部分在原位(工作台在钻孔工位SQ1动作,钻孔滑台在原位SQ2动作,攻丝滑台在原位SQ3动作),并且液压系统压力正常,压力继电器PV动作,原位指示灯HL1亮。
将工件放在工作台上,按下起动按钮SB,夹紧电磁阀YV1得电,液压系统控制夹具将工件夹紧,与此同时控制凸轮电动机M2得电运转。
当夹紧限位SQ4动作后,表明工件已被夹紧。
起动钻孔动力头电动机M3,且由于凸轮电动机M2运转,控制凸轮控制相应的液压阀使钻孔滑台前移,进行钻孔加工。
当钻孔滑台到达终点时,钻孔滑台自动后退,到原位时停,M3同时停止。
等到钻孔滑台回到原位后,工作台右移电磁阀YV2得电,液压系统使工作台右移,当工作台到攻丝工位时,限位开关SQ6动作,工作台停止。
起动攻丝动力头电机M4正转,攻丝滑台开始前移,进行攻丝加工,当攻丝滑台到终点时(终点限位SQ7动作),制动电磁铁DL得电,攻丝动力头制动,0.3s后攻丝动力头电机M4反转,同时攻丝滑台由控制凸轮控制使其自动后退。
典型同步攻丝机设计cad机械总装图纸(甲级院设计)
机械毕业设计(论文)-立式八轴钻床总体及主轴箱设计【全套图纸】[管理资料]
![机械毕业设计(论文)-立式八轴钻床总体及主轴箱设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/ff8f0185af1ffc4fff47aca0.png)
多工位组合机床设计摘要本次毕业设计所给题目是:立式八轴钻床总体及主轴箱设计。
组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
目前,组合机床主要用于平面加工和孔加工两类工序。
其加工精度稳定,生产效率高,自动化程度高,极大程度地降低工人劳动强度,因而,组合机床在生产中应用越来越广泛。
由于本次设计中的加工零件为拖拉机后挂犁左支架,为大批量生产。
同时所要加工的孔较多,并且要加工的孔呈上下阶梯分布,组合机床设计主要是对孔进行加工,孔加工共分三个工位,第一工位为装卸工位,第二工位钻4个φ21孔,。
通过组合机床的设计,保证按要求完成孔的加工,这是本次设计的最终目的。
主轴箱的设计是本次计的重点,也是难点,尤其是主轴箱传动系统的设计。
根据所需加工孔的位置及速度要求,合理的设计传动系统、布置传动轴的位置是设计中的关键。
要尽量减少传动轴的数量,使传动路线尽量简单。
同时还要保证各轴各齿轮不相互干涉,保证传动能顺利实现加工要求。
由于组合机床能够进行多工位加工,提高自动化程度,缩短加工时间和辅助时间。
并且大部分都是由通用部件组成,便于设计、制造和维护。
而且机床易于改造,当产品和工艺变化时,通用部件还能重复利用,经济性较好。
因此,组合机床在大批量生产中被广泛地应用。
组合机床的设计也显得相当关键。
关键词:组合机床,多工位,自动化,主轴箱THE DESIGN OF MULTI-BIT COMBIATIONMACHINE TOOLABSTRACT全套图纸,加153893706The title of this graduation design is eight vertical axles drilling spindle box and the overall design. Combination machine is based on the workpiece machining needs, and a large number of common components as the foundation, coupled with a small number of dedicated components, It consisting of a dedicated and efficient machine. At present, the portfolio mainly for two processes of plane processing and holes processing. Its precision machining stability, high efficiency, high degree of automation, great extent reduce labor intensity, and consequently, combination machine in production have been widely applied.Because of the processing components of this design for tractor plow left trestle,and it is linked to mass production. Besides processing to the hole more, and the hole processing submitted the distribution up and down, combination machine primarily designe is hole processing, drilling work is divided into three spaces, the spaces for the first working-position, 2nd-Position drilling 4×φ21 holes, the third-position drilling 4× holes . By combining machine design, ensure the completion of hole processing under requires, this is the ultimate goal of this design.Spindle Box Design is the current focus, and it also difficult, especially spindle box drive system design. According to the processing requirements of thehole location and speed, design the transmission reasonably, arrange the location of axles reasonably is the key. minimizing the number of drive shaft, transmission routes as simple as possible. The same time ensure that all the gear shaft without mutual interference, ensure that transmission can be achieved smoothly processing requirements.As portfolio machine can carry out multi-stage processing and enhance the degree of automation, shorten processing time and support time. And most of them are composed by the general components, facilitate the design、manufacture and maintenance. and Machine is easy transformed, when product and process changes, the general components can reuse, It is economical. Therefore, the combination machine has been widely applied in mass production. The design of combination Machine is very critical too.Keywords : portfolio machine, multi-station, automation, Spindle Box目录前言 (1)第1章概述 (2)第2章工艺规程的拟定 (4)§零件的结构特点及功能 (4)§零件技术要求分析 (5)§零件的材料及毛坯选择 (6)§工艺路线的拟定 (6)§重点工序分析 (7)§切削用量及单件工时的确定 (7)§刀具型号确定 (7)§切削用量确定 (8)§单件工时的确定 (8)第3章机床总体设计 (11)§工序图 (11)§加工示意图 (11)§动力部件的确定 (12)§机床联系尺寸图 (13)§机床生产率计算 (15)第4章主轴箱设计 (17)§主轴箱设计的原始依据 (17)§主轴的型式与直径的确定 (18)§主轴型式的确定 (18)§主轴直径的确定 (19)§主轴箱所动力计算 (20)§传动系统的设计和计算 (21)§传动系统设计的一般要求 (21)§传动系统设计方法 (22)§主轴及传动轴齿轮模数、齿数的确定 (22)§传动系统及齿轮排数的确定 (24)§传动轴直径的确定 (25)§主轴及传动轴位置坐标的确定 (26)§主轴箱的润滑及手柄轴的设置 (29)结论 (32)参考文献 (33)致谢 (34)前言组合机床是由万能机床和专用机床发展而来的。
车床主轴箱箱体左侧8-M8螺纹攻丝机夹具设计
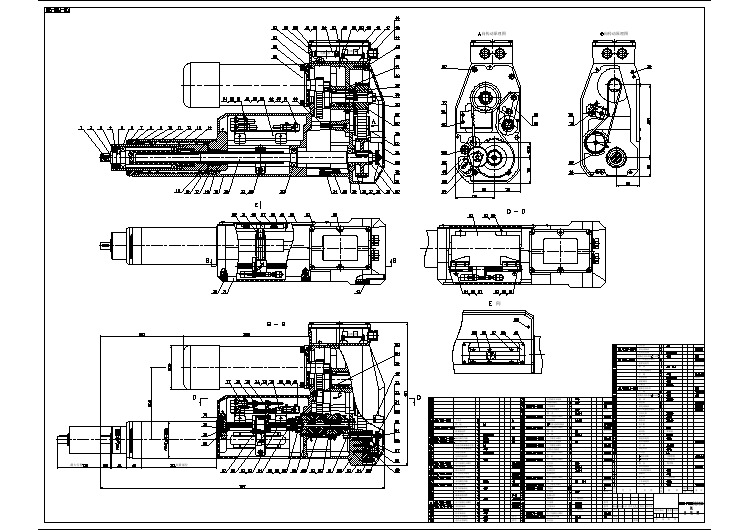
1.前言1.1 .课题名称及其具体要求1.1.1 .课题名称车床主轴箱箱体左侧8-M8 螺纹攻丝机夹具设计1.1.2 .题目内容及要求本题目的主要内容是设计一台能加工8 M 8的通孔,总共八个孔的右侧面螺纹攻丝机夹具,机床类型为卧式单面,液压驱动,由PLC 控制的一台机床, 其余设计内容均自定。
1.1.3 .实验、数据及图纸要求本设计完成后必须包括被加工零件工序图、加工示意图、机床联系尺寸总图、夹具装配总图,折合A0图纸共2张。
此外,设计说明书需6 千字。
1.2 .研究目及意义目前,组合机床的需求量很大,国家鼓励其出口。
而国内汽车工业的迅速发展也势必导致各类零部件加工量的增大。
因此,组合机床可多刀、多轴、多面、多工位加工的优点就显得犹为突出。
本设计就是在攻丝组合机床的设计基础上,设计一台能加工8 M 8的通孔,总共八个孔的右侧面螺纹攻丝机夹具。
1.3 .国内外数控车床研究概况国外研究状况1952 年美国生产出了第一台数控机床,此后,日本、德国、意大利等国家的一些木工机床的制造厂家应用机电一体化技术,相继推出了各种先进的机床。
目前,螺纹加工机床已经与液压系统,气压系统和数控系统结合生产出了很多先进的攻丝机,例如:西班牙的才CMA 攻丝机系列,等等。
目前,机床加工正在向复合化,高速化,精密化,高效能化,智能化,环保化方向发展而螺纹加工正在向高效率,高自有度,高生产率,高自动化,高定位速度和高切削速度,低成本方向发展。
国内研究状况我国自改革开放以来,虽然机床加工机械的技术水平及产品质量有着显著的提高,但与先进的发达国家相比差距较大,主要存在的问题有:水平低、仿制多、品种少、自动化程度不高,外观质量不高,机床机械合格率低,远低于同类机械产品的平均合格率。
螺纹加工机床和其他机床一样发展缓慢。
国内生产的中档普及型数控机床的功能、性能和可靠性方面已具有较强的市场竞力。
但在中、高档数控机床方面,与国外一些先进产品相比,仍存在较大差距。
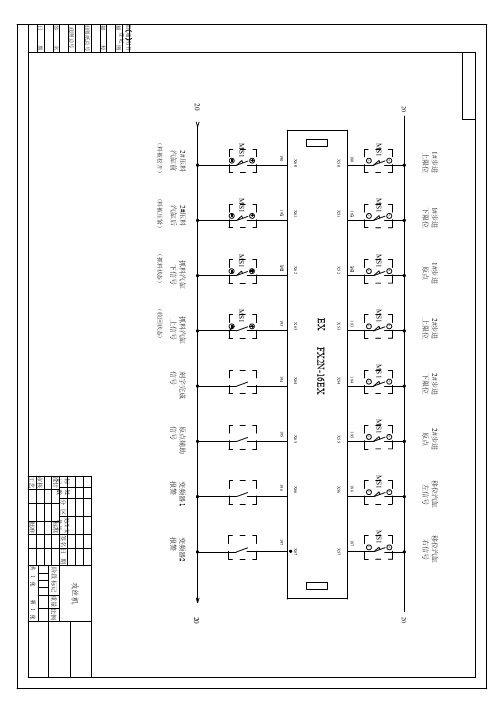
三菱PLC伺服控制攻丝机电路图
PLC
FX2N-80MT
EX
FX2N -16EX
EX
FX2N -8ER
+24V 0V
HMI
步进驱动
触摸屏
借 通 用件 描 登记 图
描
校
旧图纸总号
底图总号
签
名
日
期
攻丝机
标处 设记计 数
分
区
更改文 件标号准
签名日
期 阶段标记 重量比例
审核 工艺
批准
共1张 第1张
借 通 用件 描 登记 图
描
校
旧图纸总号
描
校
旧图纸总号
底图总号
签
名
日
期
1#断针 检测
1#锁紧 汽缸前
1#锁紧 汽缸后
2#锁紧 汽缸前
2#锁紧 汽缸后
1#攻丝机 前限位
1#攻丝机 后限位
2#攻丝机 前限位
(料被压紧)
(料被松开)
(料被压紧)
(料被松开)
20
20
MS1
+
120 X20
MS1
+
1 X21
MS1
+
X22
MS1
+
MS1
+
123
124
Y43 243
SOL11
Y44 244
Y45 245
Y46 246
Y47 247
SOL12
SOL13
SOL14
SOL15
+24V 0V
借 通 用件 描 登记 图
描
校
旧图纸总号
底图总号
签
名
日
期
基于PLC的金属切削机械控制系统的工作示意图
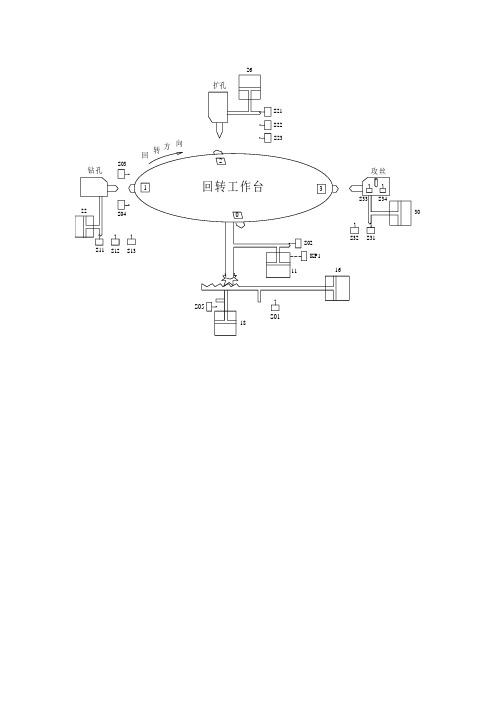
钻 孔26S21S22S23扩孔21S04S033回 转 工 作 台攻 丝S32S31S33S3418S05S0116S02S11S12S132230方KP1回向转11向前向前后退后退后退向前液压传动部分液压传动部分液压传动部分钻孔动力头扩孔动力头攻丝动力头12345M1PM6151817192222123242526YVKPKP1SQ5SQ2YV3YV4YV11YV12YV13SQ11SQ12SQ13SQ21SQ22SQ23YV21YV22YV23YV31YV32SQ31SQ329YV2YV11去工件夹紧分配器回转工作台液压传动部分78回转、低回反靠、活返16微抬夹紧11YV612离合器合上离合器脱离13YV514KP2.SQ3SQ4SQ12.1 控制对象概述2.1.1 机床的基本结构本机床对零件进行钻孔、扩孔、攻丝等工序的加工,采用回转工作台传送零件,按照工艺流程分为三个工位进行加工,并安排一个装卸工位来装卸工件。
其中钻孔、扩孔、攻丝这三个动力头由电动机拖动, 各工位动力头滑台、转位机构的运动由液压拖动.在加工过程中刀具会发热,因此配备一个冷却泵对刀具加工面降温。
该机床的结构图如图2.1所示。
2.1.2机床的工作原理当用人工将一个工件安装在夹具上,且三个加工工位的动力头已加工完成,并退回到原位后,回转工作台自动微抬。
抬起到位,回转工作台自动转位。
转位到位后,自动定位夹紧。
夹紧后,即向各工位发出向前主令,各工位动力头按自己的程序进行加工。
与此同时回转机构自动复位,为下次转位作准备。
各工位加工完成,向系统汇报完成信号。
同时各工位动力头自动退回原位,回到原位后,即向系统汇报原位信号。
当所有工位动力头都回到原位,装卸工位又装好了新的工件时,则系统又可开始进行下一个循环的加工。
2.1.3 机床的主要技术参数金属切削机床各泵、动力头主轴消耗的最大功率,如表2.1所示表2.1 各泵、动力头主轴消耗的最大功率2.2 控制系统设计要求2.2.1 电动机拖动部分设计要求液压电动机、冷却泵电动机、钻孔和扩孔动力头主轴电动机:由于这些电动机空转时所消耗的功率非常低,且频繁停止和启动电机会降低电机使用寿命,在机床运行的整个过程中,它们不停机也不会影响机床的正常工作,因此,只要工作人员在机床现场就可以让它们一直启动运行,直到操作人员离开机床时才将它们停止。
内螺纹球阀攻丝机机械部分设计
届毕业设计(论文)课题任务书学院(部):机械工程学院专业:机械设计目录一绪论 (1)(一)攻丝机的机理及类型 (1)(二)攻丝机的研究现状 (1)1 国外研究状况 (1)2国内研究状况 (2)(三)内螺纹球阀攻丝机的发展 (2)(四)本课题研究的内容 (2)1研究的内容 (2)2 内螺纹球阀攻丝机机械分析 (3)3 内螺纹球阀攻丝机总体方案设计 (3)4内螺纹球阀攻丝机总体参数和攻丝方案 (3)(五)预期结果和意义等 (3)二内螺纹球阀攻丝机总体方案设计 (4)(一)球阀的机构功能和相关参数 (4)(二)设计数据与要求 (5)1 设计主要技术参数 (5)2 设计主要要求 (5)3 运动方案设计与选择......................... 错误!未定义书签。
(三)运动方案的比较和选择...................... 错误!未定义书签。
1 运动方案一................................. 错误!未定义书签。
2运动方案二................................. 错误!未定义书签。
3运动方案的选定............................. 错误!未定义书签。
(四)执行部分方案设计和选择.................... 错误!未定义书签。
1执行方案一................................. 错误!未定义书签。
2执行方案二................................. 错误!未定义书签。
3 执行方案的选定............................. 错误!未定义书签。
(五)动力及传动部分的方案设计及选择............ 错误!未定义书签。
(六)总体方案的选定............................ 错误!未定义书签。
三主要参数计算与电机选择 ...................... 错误!未定义书签。
基于PLC的两工位钻孔攻丝组合机床控制系统设计
基于PLC的两工位钻孔攻丝组合机床控制系统设计摘要随着机床行业和控制技术的不断发展与进步,根据生产的实际需要,机床的升级改造已成为一种新兴的行业。
通过对现有机床的全部或局部结构进行改造,来提高机床的各项技术指标,对于实现资源的合理利用和促进经济增长起到重要的作用。
本课题主要研究的是采用PLC控制两工位钻孔攻丝组合机床的动作。
两工位钻孔攻丝组合机床通电后能自动完成工件的钻孔和攻丝加工。
在传统的控制系统的设备中,通常采用的是继电器控制,这种控制系统可靠性低,而采用PLC进行控制改造后,系统可靠性明显提高。
本次设计的重点在于控制系统的硬件设计,根据工艺要求选择了控制系统所需要的电气元件,绘出电力拖动系统的主回路电路图、PLC的外部接线图。
论文根据机床的加工要求设计了PLC控制的程序,以及对机床的调试进行了简要的概括。
关键词:PLC控制程序设计调试组合机床The Design Of The Control System Of two worktables drilling tapping bination machine Based On The PLCABSTRACTAlong with the development of machine tool industry and technology continues to progress according to the actual needs of the production machine ,upgrading has bee a new growth industry based on the existing machine tools in whole o r in part the structure upgrades to improve machine tool technology index. To achieve rational use of resources and promote economic growth plays an important role in.This topic main research is to use PLC to control two worktables drilling tapping modular machine tool operation. Two worktables drilling tapping modular machine tool by the system can automatically plete the workpiece. In the control system of the traditionalis monly used in the relay control, and this control system reliability is low, but when it is controlled by a PLC transformation, system reliability is obviously improved.The focus of this design is that the control system hardware design, accordingto the process requirements of electrical ponents control system requires the choice,Drawing the external wiring diagram of main circuit diagram and the PLC electric drive system.This paper designs a PLC control program according tothe machine processing requirements, and missioning of the machine are summarized.KEY WORDS: PLCcontrol The program design debug bination machine tools前言两工位钻孔攻丝组合机床主要用来给工件钻孔和攻丝的,是人类经济和社会发展的重要工具之一。
自动钻孔攻丝机床的PLC控制
自动钻孔攻丝机床的PLC控制两工位钻孔、攻丝组合机床,能自动完成工件的钻孔和攻丝加工,自动化程度高,生产效率高。
两工位钻孔、攻丝组合机床如图7-32所示。
图7-32 两工位钻孔、攻丝组合机床示意图机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统等组成。
移动工作台和夹具用以完成工件的移动和夹紧,实现自动加工。
钻孔滑台和钻孔动力头,用以实现钻孔加工量的调整和钻孔加工。
攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。
工作台的移动(左移、右移),夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动(前移、后移),均由液压系统控制。
其中两个滑台移动的液压系统由滑台移动控制凸轮来控制,工作台的移动和夹具的夹紧与放松由电磁阀控制。
根据设计要求,工作台的移动和滑台的移动应严格按规定的时序同步进行,两种运动密切配合,以提高生产效率。
1. 控制要求系统通电,自动起动液压泵电动机M1。
若机床各部分在原位(工作台在钻孔工位SQ1动作,钻孔滑台在原位SQ2动作,攻丝滑台在原位SQ3动作),并且液压系统压力正常,压力继电器PV动作,原位指示灯HL1亮。
将工件放在工作台上,按下起动按钮SB,夹紧电磁阀YV1得电,液压系统控制夹具将工件夹紧,与此同时控制凸轮电动机M2得电运转。
当夹紧限位SQ4动作后,表明工件已被夹紧。
起动钻孔动力头电动机M3,且由于凸轮电动机M2运转,控制凸轮控制相应的液压阀使钻孔滑台前移,进行钻孔加工。
当钻孔滑台到达终点时,钻孔滑台自动后退,到原位时停,M3同时停止。
等到钻孔滑台回到原位后,工作台右移电磁阀YV2得电,液压系统使工作台右移,当工作台到攻丝工位时,限位开关SQ6动作,工作台停止。
起动攻丝动力头电机M4正转,攻丝滑台开始前移,进行攻丝加工,当攻丝滑台到终点时(终点限位SQ7动作),制动电磁铁DL得电,攻丝动力头制动,0.3s后攻丝动力头电机M4反转,同时攻丝滑台由控制凸轮控制使其自动后退。
车床主轴箱箱体左侧M螺纹攻丝机设计方案机械
摘 要目前,组合机床的需求量很大,国家鼓励其出口。
而国内汽车工业的迅速发展也势必导致各类零部件加工量的增大。
因此,组合机床可多刀、多轴、多面、多工位加工的优点就显得尤为突出。
本设计就是在攻丝组合机床的设计基础上<比如攻丝加工设计、组合机床总体设计、夹具设计等),将PLC 控制技术应用到其中,通过事先编制好的程序来实现攻丝加工要求,以便快速、简便地获得所要加工的零件。
这种设计方案的优点在于所有被加工孔可一次加工完成,可大批大量生产,且生产时可实现无人加工或少部分人看管,也可进一步提高组合机床的自动化程度。
关键词:组合机床、攻丝、PLC 控制技术、自动化1.前言1.1.课题名称及其具体要求1.1.1.课题名称车床主轴箱箱体左侧8-M8螺纹攻丝机设计1.1.2.题目内容及要求本题目的主要内容是设计一台能加工88M 的通孔,总共八个孔的右侧面螺纹攻丝机,机床类型为卧式单面,液压驱动,由PLC 控制,一台机床年产量为3-6万件。
其余设计内容均自定。
1.1.3.实验、数据及图纸要求本设计完成后必须包括被加工零件工序图、加工示意图、机床联系尺寸总图、组合机床多轴箱图、夹具装配总图、液压系统原理图、控制系统原理图各一张,折合A0图纸共4张。
此外,设计说明书需1.5万字。
1.2.研究目的及意义目前,组合机床的需求量很大,国家鼓励其出口。
而国内汽车工业的迅速发展也势必导致各类零部件加工量的增大。
因此,组合机床可多刀、多轴、多面、多工位加工的优点就显得犹为突出。
本设计就是在攻丝组合机床的设计基础上,将PLC控制技术和液压控制技术应用到其中,以便进一步提高组合机床的自动化程度。
1.3.国内外同类研究简况1.国外研究状况1952年美国生产出了第一台数控机床,此后,日本、德国、意大利等国家的一些木工机床的制造厂家应用机电一体化技术,相继推出了各种先进的机床。
目前,螺纹加工机床已经与液压系统,气压系统和数控系统结合生产出了很多先进的攻丝机,例如:西班牙的才CMA攻丝机系列,等等。
机电类毕业设计题目
机械、机电专业课题如下:1. 普通钻床改造为多轴钻床2. 中直缝焊接机设计3. 拨叉80-08的加工工艺及夹具设计4. C6150普通机床的自动化改造5. 实验室立磨及数据采集控制系统设计6. 套类零件自动上下料机构设计7. 蔬菜切丝机的设计8. 50吨汽车起重机主臂的毕业设计9. 光学三维测量机10. 普通带式输送机的设计11. C620普通车床进行数控改造12. 掩护式液压支架13. 福田汽车备胎支架设计与制造14. 轿车变速箱设计15. 发动机余热发电系统设计16. 四轴头多工位同步钻床设计17. CG2-150型仿型切割机18. 残膜回收机的搂膜齿的应力分析19. 天然气电控发动机设计20. 金属切削机床课程设计--车床主轴箱设计21. 法兰盘零件的机械加工工艺规程及工艺装备设计22. 制定后钢板弹簧吊耳的加工工艺23. 一级蜗杆减速器课程设计24. 二级展开式圆柱齿轮减速器课程设计25. 带式输送机传动装置课程设计26. 三翼自动旋转门设计27. 液位平衡控制系统实验装置设计28. 锤式破碎机的设计29. TGSS-50型水平刮板输送机30. 滚针轴承自动装配机的设计与研究31. ZMJ型自动和面机(单轴)的设计32. LS40-85型圆锥筛的设计33. 车床主轴箱课程设计34. 自动售货机的PLC系统设计35. 车床主轴箱箱体左侧8-M8螺纹攻丝机设计36. 支承套零件的专用夹具37. 螺旋蜗杆式空气压缩机38. 离心通风器39. 齿轮箱工艺及钻2-φ20孔、工装及专机设计40. T611A主轴箱主传动41. 铣削组合机床及其主轴组件设计42. 自动售货机的PLC系统设计43. 手动气阀主要零部件的造型与数控加工44. 复合化肥配料系统及减速器的设计45. 数控铣床自动装卸料气动机械手PLC控制设计46. J45-6.3型双动拉伸压力机的设计47. 凸轮轴加工自动线机械手48. 激光快速成型机传动系统设计49. T611镗床主轴箱传动设计及尾柱设计50. X-Y数控工作台机电系统设计51. 数控车床系统XY工作台与控制系统设计52. 填料箱盖工艺说明书及夹具设计53. 连接座课程设计54. 液力传动变速箱设计与仿真(离合器)55. CA6140车床的杠杆设计56. 制定后钢板弹簧吊耳的加工工艺主轴箱设计57. CK6130车削中心动力转塔刀架设计与三维制作58. PLC控制机械手设计59. 汽车变速箱上端面钻孔组合机床设计(多轴箱部分)论文60. 等臂杠杆的设计61. 四自由度的工业机器人设计(给冲压设备运送物料)62. 带位移电反馈的二级电液比例节流阀设计63. C525车床装配工艺改进设计64. 矿用固定式带式输送机的设计论文65. 经济型数控车床控制系统设计66. 汽车连杆加工工艺及夹具设计67. 数控车零件工艺设计及程序编制68. D3115柴油机机体顶面攻丝专用机床主轴箱设计69. 数控钻床横、纵两向进给系统的设计70. 尾座体零件的机械加工工艺规程及工艺装备71. 曳引式电梯设计72. 设计钻4×φ9mm孔的钻床夹具73. DK7732数控高速走丝电火花线切割机及控制系统74. 1G-160型旋耕灭茬机总体及侧边传动装置设计75. 光学三维测量机76. 去毛刺专用机床电气系统控制设计77. 钻床的自动化改造及进给系统设计78. C616型普通车床改造经济型数控车床79. 行星轮减速器80. 二级展开式圆柱齿轮减速器81. 圆柱齿轮减速器的优化设计82. 180吨运梁车减速器设计论文83. 复合化肥配料系统及减速器的设计84. 带式运输机传动装置中的同轴式二级圆柱齿轮减速器85. 汽车连杆加工工艺及夹具设计86. T350搅拌机工艺工装设计87. 变速器换档叉的工艺过程及装备设计88. CA6140车床后托架加工工艺及夹具设计89. C620普遍车床的数控改造90. 制定CA6140车床后托架的加工工艺、设计钻孔91. CA6140卧式车床法兰盘92. CA6140车床拨叉零件的机械加工工艺及工艺设备93. CA6140卧式法兰盘设计94. CA6140车床拨叉零件的机械加工95. 过桥齿轮轴机械加工工艺规程96. WH112减速机壳加工工艺及夹具设计97. 双卡轴式旋切机设计98. 攻丝组合机床设计及夹具设计99. CA6140主轴箱设计100. 钻孔组合机床设计101. X-Y 数控工作台及其控制系统设计102. 棒料切割机103. 四轴头多工位同步钻床设计104. CA6140机床后托架加工工艺及夹具设计105. 300X400 数控激光切割机设计106. WHX112减速机壳加工工艺及夹具设计107. 油田抽油机机电专业毕业设计矢量细分在永磁同步电机SVM-DTC中的应用给予SVPWM的逆变器建模与仿真直流电机控制系统建模与仿真基于DSP TMS320F2812的感应电机磁场定向(FOC)控制系统的实现IC卡简易读写装置设计基于SVPWM的逆变器建模与仿真智能流量测量装置设计查取磁化特性数据软件的设计双闭环直流调速控制系统仿真智能远传电表设计基于内模控制的三相三电平PWM整流器不平衡控制策略的研究SPWM变频器仿真电力资产管理软件设计电力管理软件界面定位插件设计基于IE的无刷新Table控件设计电力管理软件中数据控件插件设计双闭环直流调速系统仿真龙门刨床晶闸管调速系统设计与仿真220kV变电所继电保护设计基于空间电压矢量调制的永磁同步电机直接转矩控制研究变频恒压供水系统设计某地区110kV变电所电气部分设计110kV变电所电气部分设计2 回复:机电专业毕业设计3.1\半自动钻床中凸轮数控加工3.2\FMFQ6810B型磨粉机传动系统改进设计3.3\ZHD42117型真空净油机排油泵设计3.4\平板搓丝机的机械设计(proe)3.5\数控钻床自动进给系统设计3.6\五轴铣头的设计3.7\五坐标数控铣床总体设计3.8\XZ-306工艺编制及工装设计(包含33张工艺卡片)3.9\台式电风扇摇头装置机械设计(proeCAXA360)3.1\0BT4015D铣床电主轴设计3.11\MD5加密技术在手机号码销售系统中登录子系统中的应用3.12\C20车床电主轴的设计3.13\CA6140普通车床的数控技术改造(机械部分)3.14\HCTX6511×2IV-1B106机械加工工艺规程设计3.15\精密数控快走丝线切割工艺参数优化3.16\编制T611B-3N101A(平旋盘体)的加工工艺3.17\螺纹磨床CNC砂轮修整器磨削ZC型蜗杆3.18\螺纹磨床CNC砂轮修整器磨削ZK型蜗杆3.19\扭转试验机机械部分设计3.20\农用小四轮变速箱改进设计3.21\普通机床数控化改造3.22\汽车发动机机体生产线3.23\曲柄压力机结构3.24\少齿数齿轮减速器的设计3.25\数控钻床自动进给系统设计3.26\圆柱齿轮减速器下箱体参数化设计3.27\ HSK-A63电主轴结构设计4-1小批量生产速器箱体计算机辅助工艺规程及工装设计4-2板冲多工位自动机结构设计4-3基于PMAC运动控制卡的数控试验台的软件部分设计4-4干选式二级辊式带式磁选机传动系统设计与性能分析4-5变速箱钻-扩-绞工位组合机床设计4-6扭转试验机电器控制部分设计4-7扭转试验机机械部分设计4-8机械管道疏通机的结构设计4-9扭转下料机设计4-10大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-11旅游索道三人座椅固定抱索器设计(两份)4-12柴油发动机连杆计算机辅助工艺规程设计及端面夹具设计4-13数控平面钻床钻削动力头设计4-14磨床主轴运行状况监控系统的总体设计4-15 ZHD2250型真空净油机排油泵设计4-16大型可展天线卷绳机结构设计4-17基于ANSYS的某发动机压气机盘及叶片的应力分析4-18数控电火花线切割多次切割工艺研究4-19铣床高速电主轴设计4-20 Xk714数控铣床床身及立柱部分设计4-21机械管道疏通机4-22加工中心换刀设计与PLC控制编程4-23家用厨房卫生间节水系统设计4-24冷镦自动机结构设计4-25 ZDH24117型真空净油机抽油泵设计4-26少齿数齿轮传动的设计及强度计算4-27典型复杂曲面的逆向工程和数控加工4-28少齿数齿轮减速的2.5—65型电葫芦设计4-29小四轮拖拉机变速箱齿轮优化设计4-30柴油发动机连杆计算机辅助工艺规程设计及扩小头孔夹具设计4-31小型自动化仓库总体设计4-32基于Labwindows的远程压力检测系统4-33机械手换刀设计与PLC控制编程4-34数控回转工作台及控制系统设计4-35 PLC控制的三面组合机床实验装置设计4-36轻型货车变速器的设计(汽车专业)4-37点距阵显示器应用的研究与仿真实现(电气系自控专业)4-38便携式少齿数齿轮传动带式锯轨机设计4-39 Co和热处理对Ti-49.8Ni形状记忆合金相变与形变行为的影响(材料科学与工程学院)4-40柱塞泵的结构设计及其三维建模4-41杆机构驱动轮椅设计4-42HSK-A63电主轴结构设计4-43 x6132型万能升降台铣床主轴变速箱设计4-44气密性试压机设计4-45水密性试压机设计4-46 X6132型万能升降台铣床进给箱设计4-47 x6132型万能升降台铣床床身设计4-48直接序列扩频通信系统的性能分析及研究4-49 M1432A万能外圆磨床工作台及砂轮架设计4-50 X52K型立式铣床立铣头设计4-51振动碾路机关键技术研究及设计4-52训练用自行赛车设计4-53自行赛车训练器设计4-54加工中心上下料机械手的设计与控制4-55曲柄压力机结构设计4-56便携式蜗轮减速(带式)锯轨机设计4-57基于Pro/ENGINEER (z=3)少齿数齿轮的实体建模与研究4-58pro/engineer的齿轮参数化模型库的建立4-59大批生产变速器箱体计算机辅助编制工艺规程及工装设计4-60干选式二级辊带式磁选机传动系统设计与性能分析4-61变速箱钻-扩-绞工位组合机床设计4-62疏通机4-63数控回转工作台及控制系统设计4-64编制喷油嘴的机械加工工艺规程及夹具设计4-65机械类(下)各专业工程制图课程试题库研制4-66电动婴儿摇篮车设计4-67 Xk714数控铣床床身及立柱部分设计4-68典型复杂曲面的逆向工程和数控加工4-69典型复杂曲面的逆向工程和数控加工。
车床的电气改造设计---带CAD图纸与PLC、变频器等部件的接线图
摘要摘要:20世纪人类社会最伟大的科技成果是计算机的发明与应用,数控技术被认为是20世纪制造业最神奇、最具有成果的进展。
自从1952年美国第l台数控车床问世至今已经历了50多个年头,特别是近lO年来,数控技术有了巨大进步,数控车床向着高速化、高精度化发展,复合加工、新结构车床大量出现。
中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的车床,这些旧的数控车床不能满足现代客户的加工要求,如:加工精度,小批量生产等。
解决这个问题有两种途径:一是购买新的数控车床;二是在旧的车床基础上进行数控化改造。
本设计是针对普通车床C6140进行数控化改造,其现实意义在于寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
同时介绍可编程控制器(PLC)的原理、组成以及编程,具体在C6140车床改造中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于车床控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
因此,本系统采用经验设计法为主的设计方法,取得了良好的效果。
关键词 : 车床;可编程控制器PLC;梯形图AbstractAbstract: The 20th century, human society's greatest scientific and technological achievements are the invention and application of computer, numerical control technology is considered the 20th century the most magical manufacturing,the most fruitful progress.Since 1 952 the United States No.1 since the advent of CNC lathe has undergone more than 50 years,especially in the past 10 years,numerical control technology has been tremendous progress toward the high-speed CNC lathes,high precision.development, composite processing,the new structure machine tools have emerged.China is a traditional mechanical manufacturing power, but the level of its equipment behind,especially some old factories are mostly mechanical or older lathes,CNC lathe these old should not meet the modem customer process远g requirements,such as machining accuracy ,small mass production, etc.To solve this problem there is two ways:First, purchase a new CNC system;Second,at the old foundation on CNC lathe transformation. The C6140 is designed for CNC Lathe for the transformation, and its practical significance is to find a feasible and promote the value of the equipment modification method, the traditional machinery manufacturing industry, technology and equipment for technology upgrading in order to resolve the current caused by aging equipment problems. Programmable logic controller is also introduced (PLC) principles, composition and programming, specifically in the application of C6140 Lathe, numerical control system of the PLC under the control of the control functions performed by briefly explained and introduced programmable logic controller (PLC ) used lathe control system control theory; system design; input and output points to determine; programming and manual operation of the ladder design, and gives the control circuit wiring diagram of PLC and ladder. Therefore, the system design using experience-based design methods, and achieved good results.Keywords:Lathe; Programmable Logic Controller (PLC) ;Ladder数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。
PLC控制的液压滑台式自动攻螺纹机课程设计

1.基础知识介绍1.1液压滑台式组合机床1.1.1 组合机床概述组合机床(图1.1.1)是以通用部件为基础,配以按工件特定外形和加工工艺设计的专用部件和夹具而组成的半自动或自动专用机床。
组合机床一般采用多轴、多刀、多工序或多工位加工的方式,生产效率比通用机床高几倍至几十倍。
图1.1 组合机床实物图1.1.2 组合机床部件分类组合机床通用部件按功能可分为以下五类:(1)动力部件主要有动力箱、切削头和动力滑台,是为组合机床提供主运动和进给运动的部件。
(2)支承部件有侧底座、中间底座、支架、可调支架、立柱和立柱底座等。
(3)输送部件主要有分度回转工作台、环形分度回转工作台、分度鼓轮和往复移动工作台等,是用以输送工件或主轴箱至加工工位的部件。
(4)控制部件有液压站、电气柜和操纵台等,是用以控制机床的自动工作循环的部件。
(5)辅助部件主要就是有润滑装置、冷却装置和排屑装置等。
1.1.3 组合机床的特点组合机床与一般专用机床比较,组合机床具有以下特点:(1)设计组合机床只需要选用通用零部件和设计少量专用零部件,所以时间与制造周期短,经济效果好。
(2)组合机床的通用部件是经过长期实践考验的,因此结构稳定,工作可靠,使用和维修方便,通用部件可以成批制造,成本较低。
(3)当被加工的零件变换时,组合机床的通用部件和标准零件可以重复使用,不必重新设计和制作。
(4)组合机床易于联成组合机床自动线,以适应大规模生产的需要。
1.2 PLC控制器1.2.1 PLC简介PLC(Programmable logic Controller)可编程逻辑控制器,一种数字运算操作的电子系统。
它使用了可编程序的记忆以存储指令,用来执行诸如逻辑、顺序、计时、计数和演算等功能。
其有以下等特点:(1)可靠性高,抗干扰能力强电气控制设备的一个关键性能就是高可靠性。
PLC的I/O采用了隔离措施,并应用大规模集成电路,能适应各种恶劣的环境,能直接安装在机器上运行。