汽油脱硫醇组合工艺2MicrosoftPowerPoint
汽油脱硫参考资料
汽油脱硫汽油脱硫的意义汽车排放污染已成为日趋严重的社会问题,为了达到环保要求,要大幅度降低汽油的硫含量。
根据我国的实际情况,要在全国范围内完全实现汽油硫含量不大于150ppm的欧III标准还是要付出很大的努力[1]。
因此,开发经济有效的汽油深度脱硫技术具有极其重要的现实意义。
燃油加氢脱硫(HDS)催化剂已逐步取代FCC催化剂成为石化工业中用量最大的催化剂。
但该技术需耗费大量的氢气,易引起辛烷值的降低,且在高温高压下进行,设备投资和操作费用非常昂贵,尤其对燃料油中含有的大分子稠环噻吩类硫化物衍生物的脱除非常困难[2]。
正因为如此,吸附脱硫方式的应用越来越引起人们的关注。
汽油脱硫的方法汽油脱硫的技术有很多种,采用哪种技术脱硫取决于汽油中的硫的形态,以及硫含量的要求。
对于硫含量超标不多的且是以硫醇硫为主的汽油一般采用碱洗(脱臭)的方法即可解决,但碱洗法会产生碱渣造成后续的处理的问题。
目前工业装置汽油脱硫技术主要是以汽油选择性加氢脱硫和S-zorp两大技术为主。
选择性加氢脱硫技术是在较低的压力和温度下对高硫汽油进行加氢脱硫,可以将硫含量在lOOOppm左右的汽油中的硫含量降低到10ppm以下,R损失在0.6各单位左右。
S-zorp汽油脱硫技术是中石化引进的国外汽油脱硫技术。
其核心技术是采用了加氢+吸附的专用催化剂和连续再生的技术。
可以可以将硫含量在600ppm左右的汽油中的硫含量降低到10ppm以下,R损失在1各单位左右。
从石脑油沸程烃物流中除去硫的方法,所述方法包含的步骤有:(a)将含有烯烃,二烯烃,硫醇及噻吩的石脑油沸程烃物流与有效量的氢气加入到第一蒸馏塔反应器中,进入加料区;(b)沸腾含有硫醇,二烯烃和大部分所述烯烃的所述石脑油沸程烃物流馏分向上进入第一蒸馏反应区,所述反应区含有第忸族金属加氢催化剂,以使部分所述硫醇与部分二烯烃进行反应形成硫化物和具有低硫醇含量的塔顶馏出物产品,所述催化剂制备成某种形态使其能在反应条件下用作催化蒸馏结构;(C)将所述硫化物,噻吩以及重硫醇与高沸点馏分一起作为塔底馏出物,从所述第一蒸馏塔反应器中除去;(d)将所述塔底馏出物和氢气加入到具有第二蒸馏反应区的第二蒸馏塔反应器中,所述反应区含有加氢脱硫催化剂,以使部分所述硫化物,噻吩及重硫醇与所述氢气反应生成,所述催化剂制备成某形态使其在反应条件下用作催化蒸馏结构;(c)从所述第二蒸馏塔反应器的塔顶馏出物中以气体形式除去[2] S;以及(f)从所述第二蒸馏塔反应器中回收石脑油产品。
汽油深度脱硫的新途径-电化学催化氧化及萃取
汽油深度脱硫的新途径——电化学催化氧化及萃取摘要为了进一步减少汽油硫含量,提出了一种崭新的汽油脱硫工艺——使用电化学流化床进行电化学催化氧化和萃取。
可以使用负载氧化铅(β-PbO2/C)的活性炭电极作为阳极。
电解质是氢氧化钠水溶液,电化学反应器的阴极采用铜柱。
β-PbO2 / C阳极可显著加快电化学反应速率并提升电化学脱硫反应的催化性能。
同样,汽油脱硫规则也在碱性溶液进行研究。
实验的结果指出了最佳脱硫条件如下:电池电压320V、电解质的pH值13.1、进料的体积流量300min− 1和β-PbO2的质量百分比5.0 wt%,。
在这些情况下的汽油中硫的浓度从310降到40 μg g-1,,同时不对主要产品的性能没有显著影响。
在实验结果的基础上提出了间接电化学氧化的原理。
关键词:汽油;电化学催化氧化;脱硫。
1介绍现在的法规要求液体烃燃料中的硫含量逐步降到越来越低的水平。
欧美国家[1,2]现行的规定要求,从2005年开始,汽油中的硫含量最大值不得超过50ppm,到2010年要把硫含量降到10ppm以下。
对于常规的加氢脱硫工艺(HDS)[3]来说,要达到这个目标需要更高的温度,更大的压力和反应器容积,当然还需要活性更高的催化剂。
但是对于炼厂来说,这些需要很高的成本。
用当前的加氢脱硫工艺很难将硫含量降至15ppm以下,也就是说,它很难去除含有杂环的含硫化合物比如二苯并噻吩及其衍生物,特别是4,6-二甲基苯并噻吩。
对于深度脱硫来说这是一个没有突破的“瓶颈”。
为了达到新法规的严格要就,需要将不同的脱硫方法结合起来。
加氢脱硫工艺在脱除石油产品中含硫化合物时存在缺陷,为此很多的科研团体和炼厂已经着手于改进常规的加氢脱硫工艺以及开发其他的脱硫方法。
比如选择性吸附脱硫,生物脱硫,氧化/萃取脱硫,离子性液体萃取脱硫等工艺[4-13]。
最近,Otsuki[14]等有报告说混合物的反应特性于他们的电子密度有一定关系。
下面列出了含硫化合物在蚁酸/过氧化氢体系中的氧化反应活性趋势:甲基苯基硫化物>硫酚>二苯基硫化物>4,6-二甲基苯并噻吩>4-甲基苯并噻吩>二苯并噻吩>苯并噻吩>噻吩。
汽油脱硫醇组合工艺2资料
各阶段汽油质量指标
汽油标准 国一 国二 欧III 国三 国四
硫
800 500 150.00 150.00 50.00
烯烃
35 35 18.00 30.00 25.00
芳烃
40 40 42.00 40.00 35.00
苯
2.5 2.5 1.00 1.00 1.00
氧
2.7 2.7 2.70 2.70 2.70
• 1、轻汽油中能够被抽提脱除的硫化物没有脱除, 直接与重汽油调和,要求重汽油的加氢深度增加, 使重汽油中的辛烷值损失较大。
• 2、混合氧化脱硫醇注氧化风量较大,尾气中夹带 油气损失较大。沧炼40万吨/年催汽,注风35~40 Nm3/h, 尾气量约为900 Nm3 /d,尾气经过-50深 冷,每天回收1吨汽油。汽油损失约为千分之一。
第一部分:目前国内推广的三种工艺
一、普通工艺:催化汽油先经预分馏为轻重两部分,重汽油
去加氢降烯脱硫,然后与轻汽油混合后去脱硫醇。
汽油出厂 产品调和 无碱脱臭 汽提分馏
胺洗塔 分离器
反应器 预分馏
新氢
循环氢
贫胺液 富胺液
轻汽油
原料 汽油
重汽油
加氢单元
加氢重汽油
图1 OCT-M装置原则工艺流程示意图
普通工艺存在的缺点
50
100
w 40
1000
SRSH
105
60
100
加氢后总硫:
80
150
加氢后SRSH
30
5
RON损失:
4.0
二、OCT-MD工艺:催化汽油先经过无碱脱臭,将低沸点的 硫醇性硫转化成高沸点的二硫化物,然后在预分馏将二硫 化物切至重汽油中,实现轻汽油降总硫的目的。
催化轻汽油抽提脱硫醇方案

催化轻汽油抽提脱硫醇方案16万吨/年催化轻汽油抽提脱硫醇方案一、前提,重馏分采用加氢降烯脱硫工艺,轻馏分拟采用河北精致科技公司助溶法抽提脱硫醇技术。
以下是依据助溶法抽提脱硫醇原理为海科化工提出的工艺方案。
1、轻汽油处理量16万吨/年,密度0.660(20?)。
年开工8400小时。
2、轻汽油抽提脱硫醇后质量指标:项目轻汽油抽提脱硫醇后备注硫醇硫/(ppm) ?10 质量指标控制10ppm以下反而不经济其它铜片腐蚀合格二、助溶法抽提脱硫醇工艺原理:催化氧化脱除硫醇按照工艺可分为抽提氧化法和混合氧化法两种,两者所依据的原理相同。
都是利用硫醇的弱酸性和硫醇负离子易被氧化生成二硫化合物这两个特性。
主要反应式如下:RSH + NaOH ? RSNa + HO ? 22RSNa + 1/2 O + HO ? RSSR + 2NaOH ? 22首先由强碱(NaOH)与硫醇反应生成硫醇钠,硫醇钠溶于碱液中形成硫醇负离子,硫醇负离子在催化剂的作用下被空气氧化为二硫化物,二硫化物为油性,从碱相中脱出,并使NaOH得到再生。
脱硫醇两步反应的进行,由三个主要因素控制。
第一是硫醇与碱反应并被抽提到碱液中的能力,即通常说的碱液的抽提能力;第二是氧化催化剂的活性高低及催化剂的寿命长短;第三是碱液中溶解氧的浓度及其氧化活性的高低。
针对上述三个主要控制因素,助溶法脱硫醇技术分别采取了相应的促进措施:措施1、提高抽提硫醇的能力。
根据相似相溶的原理,利用分子结构与硫醇相近、而水溶性远大于硫醇的物质,来提高硫醇在碱液中的溶解度。
纯碱液的抽提能力,一般是随着碱浓度的增加而增加的,而GL助溶工艺碱剂的抽提能力碱浓度的影响几乎可忽略。
也就是说抽提主要靠剂不靠碱,操作可以在5%甚至更低的碱浓度条件下进行。
措施2、提高催化活性,防止催化中毒。
脱硫醇催化剂的溶解性很差,并且随着碱浓度的增高溶解度迅速下降,在20%的碱液中几乎不溶。
而GL助溶剂解决了这个问题,并依据该原理我们研究生产出了液体催化剂,大大提高了催化活性。
汽油抽提脱硫工艺手册培训资料(doc 56页)
EHDS脱硫技术工艺手册河北精致目录第一章工艺原理及特点................................................................................................... 错误!未定义书签。
工艺原理..................................................................................................................... 错误!未定义书签。
工艺特点..................................................................................................................... 错误!未定义书签。
第二章工艺流程简述....................................................................................................... 错误!未定义书签。
预分馏........................................................................................................................... 错误!未定义书签。
抽提脱硫..................................................................................................................... 错误!未定义书签。
抽余油水洗................................................................................................................. 错误!未定义书签。
催化汽油加氢脱硫装置工艺技术规程
催化汽油加氢脱硫装置工艺技术规程1.1 装置概况1.1.1 装置简介大港石化公司75万吨/年催化汽油加脱硫装置2007年5月开工建设,2008年2月工程中交,由中油第七建筑公司、中铁十八局承建。
该装置为我公司引进的法国Axens公司的汽油选择性加氢专利技术,详细设计部分由中国石油华东设计勘察研究院完成。
本装置由选择性加氢和加氢脱硫两部分组成。
主要功能就是在尽量减少辛烷值损失的条件下,使催化汽油中的硫含量达到25ppm(wt),烯烃含量33%(vol)。
联合装置位置处于石化公司原老重整装置,装置东西长120m,南北长81m,占地面积为9720m21.1.2 装置原料该装置主要原料为石化公司三联合车间催化裂化装置的催化裂化汽油和重整氢气,采用先进的选择性加氢、加氢脱硫工艺,主要产品为轻汽油、重汽油、少量的净化燃料气(至燃料气管网)及含硫气体(至含硫气体管网)。
汽油加氢装置的设计能力为75万吨/年,装置设计操作弹性为60% 110%,年开工时间为8400小时。
1.1.3 工艺特点与技术方案(1)该工艺的特点在于1)生产低硫、无硫醇的LCN馏分,这部分馏分可根据需要进行调和或进一步加工,如醚化或烷基化;2)保护HCN加氢脱硫部分催化剂,防止HCN馏分中二烯烃参加反应引起的反应器压降上升,缩短催化剂运转周期。
(2)主要技术方案:1)原料油设预处理设施:原料油(催化汽油)进装置后,经过SR-101/A,原料油过滤器过滤掉催化汽油中固体颗粒或胶质,使直径10微米、6微米、4微米的固体颗粒或胶质脱除率分别达到100%、99%、90%,以防止其沉积在催化剂表面,减缓反应器压力降的增加。
2)原料油缓冲罐设气体保护:装置内进料缓冲罐采用氢气保护,避免原料油与空气接触,以减轻原料油在换热器、加热炉管及反应器中的结焦程度。
3)反应产物加热炉设置在反应产物的出口:反应产物加热炉设置在反应产物的出口,该加热炉用来给稳定塔重沸器提供热源,同时间接控制进入加氢脱硫反应器入口的混氢油温度。
2019-53汽油精制技术-PPT文档资料-文档资料

RN-10 FH-5 FH-98
7
焦化汽油加氢工业装置运转结果
8
(三)催化裂化汽油的加氢精制
FCC汽油中硫类型及分布
FCC汽油中的硫化物主要是噻吩类的硫化物
9
FCC汽油中硫化物的沸点范围
硫化物 硫醇 噻吩 C1噻吩,四氢噻吩 C2噻吩 C3噻吩,硫吩 C4噻吩,C1硫吩 苯并噻吩,C2硫吩
将催化汽油切割为轻馏分和重馏分 轻馏分碱洗脱硫醇 重馏分在加氢脱硫和异构催化剂作用下,分别实现 加氢脱硫、烯烃饱和及加氢异构 处理后的轻重馏分调和为全馏分汽油产品-RIDOS 汽油
21
RID到10 ppm,烯烃含量降低到20 v% 辛烷值略有损失:1-2个单位 RIDOS汽油收率约85%
燃烧产生的尾气及有害杂质污染环境
汽油中的硫化物是影响汽车排放的最重要物质
4
二、汽油加氢精制技术
(一)直馏石脑油的加氢精制 直馏石脑油的硫含量
国产主要原油的直馏石脑油:100-200 ppm 中东原油的直馏石脑油:400-1050 ppm 哈萨克斯坦原油的直馏石脑油:高达2400 ppm
汽油中硫的危害 汽油加氢精制技术 汽油吸附脱硫技术 汽油脱臭(脱硫醇)技术 其它脱硫技术
3
一、汽油中硫的危害
汽油中的硫在使用过程中的危害
对设备产生腐蚀 引起汽车尾气转化器中的催化剂中毒
汽车尾气转化器对燃料中的硫比较敏感,超过限制,将引起催化 剂中毒
催化剂中毒后,汽车尾气中将含有大量的VOC、NOX和CO。其 中VOC和NOX在太阳光的作用下将形成污染环境的光烟雾
直馏石脑油的用途
裂解原料和重整原料时,需先预加氢,脱除其中的硫、 氮、氯以及微量的重金属杂质
汽油脱硫醇装置简介及反应器再生流程改造
尾 气
— —
●
汽 油
蓑 l
gt .
V 5
R3 lO1 P31O 1 u
新 鲜 水
P31 【 J O3 V31 07
T3 1O1
憔 F2 3 蠡 并 l 鬈 0
碱 渣
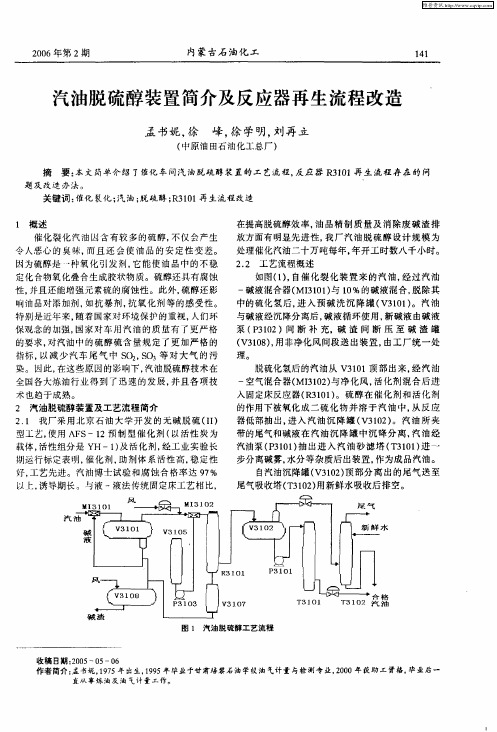
图 1 汽油脱硫醇工艺 流程
收稿 日期 :0 5 5 6 2 0 ~O 一O 作者简介 : 书妮 ,9 5年 出生,9 5年 毕业干甘 肃培黎石油学 校油 气计 量 与检 测专 业, 0 0年获 助工 资格。 业后一 孟 17 19 20 毕
维普资讯
20 年第 2 06 期
内 蒙 古石 油q r L_ - .
11 4
汽油脱硫醇 装置简介及反应器再生 流程改造
孟书妮, 徐 峰 , 学 明, 再 立 徐 刘
( 中原油 田石油 化工 总厂 )
摘 要 : 文 简单介 绍 了催化 车 间汽 油脱硫 醇装 置 的 工 艺流 程 , 应 器 R 1 1再 生 流 程 存 在 的 问 本 反 30
题 及 改造 办法 。
关 键词 : 催化 裂化 ; 油 ; 硫醇 ; 3 0 汽 脱 R 1 1再 生流 程改 造
l 概 述
在提高 脱硫 醇效 率 , 品精 制 质 量及 消 除 废 碱 渣 排 油
催化 裂 化 汽 油 凶 含有较 多 的硫 醇 , 仅 会产 生 不 令 人恶心 的 臭 味, 且 还 会 使 油 品 的 安 定 性 变 差 。 而 因为 硫醇 是 ・ 氧 化 引 发 剂 , 能 使 油 品 巾 的不 稳 种 它 定 化合物 氧 化叠 合生 成胶 状物 质 。硫 醇还 具有腐 蚀 性, 并且还 能 增强 元 素硫 的腐 蚀性 。此 外 , 硫醇还 影
甲醇生产技术第三章脱硫.ppt
一、干法脱硫
(3)工艺操作条件 ①温度。 ②压力。 ③硫容量。
一、干法脱硫
(4)工艺流程
原料气
H2
1
2
2
净化气
1 加氢反应器
2 氧化锌脱硫槽
图2-1加氢转换串联氧化锌流程
一、干法脱硫
(5)一般事故处理 氧化锌脱硫剂在升温或加压操作中应严格控制升温或加 压速率而且升温与加压不能同时进行,操作过猛,会造 成应力作用,粉化脱硫剂。同时,原料气体中水蒸气过 高,由于水蒸气含盐高,会使脱硫剂层结盐,阻力增加 影响整个系统正常生产。
第三章 脱硫
5.硫醚(RSR) 最典型的是二甲硫醚(CH3)2S,是无气味的中性气体, 性质较稳定,400℃以上才分解为烯烃与硫化氢。 6.噻吩(C4H4S) 物理性质与苯相似,有苯的气味,不溶于水,性质稳定, 加热至500℃也难分解,是最难脱除的硫化物。
第一节 脱硫的方法
1 干法脱硫 2 湿法脱硫
第三章 脱硫
3.二硫化碳(CS2) 常温常压下为无色液体,易挥发,难溶于水,可与碱溶 液作用,可与氢作用,高温下与水蒸气作用转化为硫化 氢与二氧化碳。 4.硫醇(RSH) 其中R为烷基,甲醇原料气中的硫醇主要是甲硫醇CH3SH 与乙硫醇C2H5SH,不溶于水,其酸性比相应的醇类强, 能与碱作用,可被碱吸收 。
第一节 脱硫的方法
脱硫是甲醇生产中的必经步骤。当以天然气或石脑油为 原料时,在采用蒸汽转化制气前就需将硫化物除净,以 满足烃类蒸汽转化镍催化剂的要求。如天然气含硫量高 时,先经湿法脱硫,再进行干法精脱硫。
一、干法脱硫
1.氢氧化铁法
(1)基本原理
用氢氧化铁法脱除硫化氢,反应式如下:
2Fe(OH)3 +3H2S = Fe2S3 +6 H2O
汽油抽提脱硫工艺手册培训资料000001)
电气设备点检标准
1 编制依据
1.1相关技术标准、技术规范。
1.2 设备使用说明书、技术图纸。
1.3 设备检修工艺规程。
1.4 设备运行规程。
1.5 设备检修、维护实际工作经验。
1.6 其他厂相关经验资料。
2 编制原则
2.1 同型设备采用同一标准。
2.2 每种设备一个表格。
2.3 检查部位、项目、内容突出重点。
2.4 点检周期合理设计,符合设备运行规律。
2.5 点检方法遵循可行有效的原则。
2.6点检标准与设备说明书、技术要求、检修规程、规范统一,力求易于掌握和测量。
3 附表
附加说明:
本标准由公司标准化管理委员会提出。
本标准由总经理工作部归口。
本标准起草单位:设备二处。
本标准起草人:华毅刚。
本标准审核人:仇新利。
本标准审定人:胡新民。
标准化审查人:彭京龙。
本标准批准人:田海军。
本标准委托设备二处负责解释。
本标准是首次发布。
______________________。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
26.6
60
2.74
其中脱硫率由90.1%升至93.7%,RON损失由2.7升至3.2
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
京博石化分析数据
馏程:HK 10 50 90 KK
44 53 95 174 203
轻馏分 重馏分 全馏分
密度: 673.0 785.0 731.10
收率:v 50
50
100
w 45
55
100
总硫: 200
1650
1000
SRSH
105
60
100
加氢后总硫:
80
150
加氢后SRSH
30
5
RON损失:
4.0
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
二、OCT-MD工艺:催化汽油先经过无碱脱臭,将低沸点的 硫醇性硫转化成高沸点的二硫化物,然后在预分馏将二硫 化物切至重汽油中,实现轻汽油降总硫的目的。
• 2、混合氧化脱硫醇注氧化风量较大,尾气中夹带 油气损失较大。沧炼40万吨/年催汽,注风35~40 Nm3/h, 尾气量约为900 Nm3 /d,尾气经过-50深 冷,每天回收1吨汽油。汽油损失约为千分之一。
• 3、尾气须作深度处理,解决带油和发臭问题。
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
汽油出厂 产品调和 汽提分馏
胺洗塔 分离器
反应器 预分馏 无碱脱臭
新氢
循环氢
贫胺液 富胺液
轻汽油
原料 汽油
重汽油
加氢单元
加氢重汽油
图 2 OCT-MD装置原则工艺流程示意图
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
OCT-MD工艺脱硫醇缺点
1、前脱硫醇需将汽油降温到40℃以下,热能损耗较大。60万吨/年催 化汽油为例能耗损失至少在600万元/年以上;(没考虑循环水能 耗和再次加热时的热损) 60×104×103【0.63(165-100)×0.2+0.58(100-40)】 = 2579000×104kcal (按2500元/吨折645万元)
•
RON损失 1.3 2.7 2.9保且每万吨汽油减少损失
• 2179kg 。
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
油品损失计算
•
2RSNa + 1/2 O2 + H2O → RSSR + 2NaOH
水洗
轻汽油
抽
提
预碱洗
尾
循
气
环
剂
水洗罐
再
生
预 分 馏
催化汽油
重
汽
重汽油
油 加
氢
氧化风 反抽提油
加氢重汽油最低碱量法脱硫醇
预
碱
洗
活
化
剂
脱
尾
硫
气
醇
固
定
床
三相分离
反抽提油
汽油出装置
砂 滤
氧化风
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
组合工艺的效益(以石家庄为例)
• 1、轻汽油的总硫从170降低到80;
2、尾气油气损失较大。尾气须做深度处理。 3、重汽油中有可能夹带碱金属离子和强碱性无机碱活化剂成分,影
响加氢催化剂的使用寿命。 4、分馏过程的加热,可能使轻汽油中产生铜片腐蚀的因素,轻汽油
需做进一步的处理,产生部分碱渣。
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
三、组合脱硫醇工艺
氧
2.7 2.7 2.70 2.70 2.70
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
第一部分:目前国内推广的三种工艺
一、普通工艺:催化汽油先经预分馏为轻重两部分,重汽油
去加氢降烯脱硫,然后与轻汽油混合后去脱硫醇。
汽油出厂 产品调和 无碱脱臭 汽提分馏
胺洗塔 分离器
反应器 预分馏
• 2、重汽油加氢后的总硫可以从86提高到200;
• (150-80×0.45)÷0.55 =207.3
• 3、重汽油的脱硫率可以从91.3%降低到80%;
• (988-86)÷988=0.913
• (988-200)÷988=0.798
• 4、重汽油加氢后的辛烷值将少损失1.6个单位;
•
外插法:脱硫率 80 90.1 91.3 93.7
2、轻汽油抽提脱硫醇,尾气没有油气损失问题;重汽油由于硫醇含 量很低、组分沸点较高,脱硫醇时注风量很少,油品损失微小。
3、汽油低温热能利用合理,加工能耗低。 4、不危害加氢催化剂。 5、尾气含烃量低,后处理工艺可以简化。
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
组和工艺流程图
轻汽油抽提脱硫醇
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
各阶段汽油质量指标
汽油标准 国一 国二 欧III 国三 国四
硫
800 500 150.00 150.00 50.00
烯烃
35 35 18.00 30.00 25.00
芳烃
40 40 42.00 40.00 35.00
苯
2.5 2.5 1.00 1.00 1.00
催化汽油先经预分馏,根据轻重汽油当中硫化物的性质与含量的不 同,轻汽油采用抽提脱硫醇降总硫工艺,为重汽油减轻加氢深度创 造条件;重汽油加氢后形成的极难脱硫醇采用强化氧化法脱除。
组合工艺的优点
1、减轻重汽油的加氢深度,加氢后重汽油的总硫可以从80提高到200。 相关数据推测重汽油的RON辛烷值损失将减少1.6个单位。
新氢
原料 汽油
循环氢
贫胺液 富胺液
轻汽油
重汽油
加氢单元
加氢重汽油
图1 OCT-M装置原则工艺流程示意图
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
普通工艺存在的缺点
• 1、轻汽油中能够被抽提脱除的硫化物没有脱除, 直接与重汽油调和,要求重汽油的加氢深度增加, 使重汽油中的辛烷值损失较大。
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
2020/11/23
汽油脱硫醇组合工艺 2MicrosoftPowerPoint
前提
• 汽油质量全面升级要求控制汽油总硫含量, 国Ⅲ要求控制在150ppm以下,国Ⅳ要求控 制在50ppm以下。催化汽油选择性加氢由 于技术比较成熟,被广泛采用。但是,与 之配套的脱硫醇工艺却不尽相同,哪一种 工艺更具合理性(节能降耗、效益高、易 操作),是我们各厂家普遍关心的问题。
石家庄汽油加氢数据统计(标定报告)
馏程:HK 10 50 90 KK
33 53 79 165 186
轻馏分 重馏分 全馏分
密度: 656.6 787.5
724.3
收率:v 50
50
100
w 45
55
100
总硫: 170
988
620
SRSH
100
63
80
加氢后总硫:
86
150
加氢后SRSH RON损失: