大容量注射剂工艺流程图
大容量注射剂的生产工艺流程

大容量注射剂的生产工艺流程英文回答:Large Volume Parenteral (LVP) Manufacturing Process Flow.1. Raw Material Receiving and Storage.Initial incoming raw materials, including active pharmaceutical ingredients (APIs), excipients, and packaging components, are inspected and quarantined until approved for use. Proper storage conditions are maintained to ensure product integrity.2. API and Excipient Preparation.The API is weighed and dissolved or suspended in an appropriate solvent. Excipients, such as buffers, stabilizers, and preservatives, are added to the solution to enhance stability and functionality.3. Filtration.The solution is filtered to remove any particles or impurities that could compromise product quality. Sterile filtration is employed to eliminate microorganisms.4. Filling.The solution is filled into sterile containers, typically glass or plastic vials or bags. Fill volumes are precisely controlled to ensure accurate dosing.5. Capping and Sealing.Vials or bags are capped or sealed using sterile techniques to maintain product integrity and prevent contamination.6. Inspection.Filled containers undergo visual and automatedinspections to detect any defects or anomalies in appearance, fill volume, or sealing.7. Labeling.Product labels are applied to containers, providing essential information such as product name, manufacturer, dosage, and expiration date.8. Packaging.Filled and labeled containers are packaged in cartons or boxes for protection and distribution.9. Sterilization.Terminal sterilization is performed to eliminate any remaining microorganisms. Heat sterilization, gamma irradiation, or ethylene oxide sterilization methods may be used.10. Storage and Distribution.Finished LVP products are stored and distributed under controlled conditions to ensure their stability and potency throughout their shelf life.中文回答:大容量注射剂生产工艺流程。
大容量注射液生产工艺规程

制药有限公司大容量注射液生产工艺规程颁发单位:GMP办公室工艺规程批准程序目录1. 剂型、规格 (3)2. 生产工艺流程 (3)3. 操作过程及工艺条件 (4)4.质量控制要点 (6)5.设备一览表、主要设备生产能力 (7)6.工艺过程中的SOP (7)7.中间产品的控制 (8)8.验证工作要点 (8)9.工艺卫生和环境卫生 (10)10.劳动组织及岗位定员 (10)一、制剂类型:最终灭菌大容量注射液,100ml规格,西林瓶包装。
二、流程图:大容量注射剂工艺流程图三、操作过程及工艺条件1 生产前的检查与确认1.1 是否还留有前批生产的产品或物料,是否已清洁并取得“清场合格证”。
1.2 检查确认生产现场的机器设备和器具是否已清洁并准备完毕挂上“合格”标示。
1.3 所使用原辅料是否准备齐全。
是否有质量检验报告单,合格品才能使用。
1.4 检查工艺用水是否新鲜制备,贮存不得超过24小时。
1.5 检查确认与生产品种相适应的批生产指令、配套文件及有关记录是否已准备齐全。
1.6 检查确认生产场所的温度是否在规定范围内(18-26℃,相对湿度在30%-65%)。
2 洗瓶、塞、铝盖2.1理瓶:根据“批生产指令”准备所需的清洁盘、领取必须的西林瓶。
在理瓶室将西林瓶的合格品摆满瓶盘。
2.2清洗:把西林瓶放在不锈钢传送链条上,开动洗瓶机,定时检查安瓿的清洁度:目检1000ml注射用水无可见异物,抽50支,毛、块≤2%。
洗瓶岗位按清场SOP进行清场,并填写生产记录。
2.3 理塞、铝盖:根据《生产指令》准备所需的丁基胶塞和铝盖,分别、依次放入多功能胶塞漂洗机。
2.4清洗:将丁基胶塞放入多功能漂洗机后,加入纯化水,开动机器进行清洗,清洗后捞出、沥干。
排除纯化水后再加入注射用水清洗,捞出、沥干。
将铝盖放入多功能漂洗机后,加入纯化水,开动机器清洗,清洗后捞出、沥干。
排除纯化水后再加入注射用水清洗,捞出、沥干。
清洗过后,按岗位清场操作规程进行清场,填写清场合格证,并填写生产记录。
注射剂制备工艺流程

灌封的生产工艺管理要点 1、灌封操作室洁净度按1万级要求,灌封部位局 部达到100级;室内相对室外呈正压,温度18℃~ 26℃,相对湿度45%~65%; 2、灌封时要经常抽查装量及封口质量,封口不得 炭化、封口不严等;QA定时抽查澄明度; 3、收集灌封后安瓿的容器应有标签,标签上应标 明品名、规格、批号、生产日期、灌封人、灌封 序号,防止发生混药、混批。
注射剂洗灌封联动机
33
灌封的生产操作 生产前的准备 1、检查操作间是否有清场合格标志,并在有效期 内,否则按清场标准操作规程进行清场并经QA人 员检查合格后,填写清场合格证,才能进行下一 步操作; 2、检查设备是否有“合格”标牌及“已清洁”标 牌,且在有效期内; 3、领取校正后的注射器; 4、按灌封机标准操作规程检查设备是否正常,并 安装活塞和灌注器;
16
注射剂配液和质量检查 注射剂配液是指将符合注射液要求的原料药、营 养素、电解质、血浆及附加剂溶解于注射用水或 其他非水溶剂中,经过滤过制成专供注射用的溶 液、混悬液或乳浊液状制剂。 注射液质量检查系指从事注射液配制全过程的各 工序质量控制点的现场监督和对规定的质量标进 行检查、判定的操作。
34
灌封的生产操作 5、按《灌封设备消毒规程》对设备、所用容器进 行消毒; 6、挂运行状态标志,进入灌封操作。 生产操作 1、开启控制箱的主开关,显示主电源接通的绿信 号灯亮; 2、根据人机界面的提示逐步操作; 3、根据每分钟的产量调节走瓶速度。
35
灌封的生产操作 生产结束 1、按下主机停机按钮,主机驱动信号灯灭,主机 停止运转; 2、停机后将机器外表的水渍、污渍擦拭干净; 3、收集中间产品挂上标签,标明状态,交中间站, 做好交接工作; 4、按《灌封设备清洁操作规程》清洗消毒设备, 按《灌封间清场标准操作规程》进行清场,经QA 人员检查合格,发清场合格证。 记录 按照要求如实填写各类生产记录。
磺胺间甲氧嘧啶钠注射液生产工艺规程-大容量

磺胺间甲氧嘧啶钠注射液生产工艺规程(大容量)目录1 产品概述2 处方和依据3 工艺流程图4 制剂工艺过程及工艺条件5 原辅材料质量标准和检查方法6 中间产品质量标准和检查方法7 成品质量标准和检查方法8 包装规格、包装材料质量标准9 说明书、产品文字说明和标志10 工艺要求11 设备一览表和主要设备生产能力12 技术安全与劳动保护13 劳动组织14 技术经济指标计算15 原辅料消耗定额16 包装材料消耗定额17 动力消耗定额18 综合利用与环境保护目的:制定本标准的目的是规范磺胺间甲氧嘧啶钠注射液生产过程,对一定数量的成品所需的起始原辅料和包装材料,以及工艺、加工说明、技术参数、注意事项等进一步标准化。
适用范围:适用于磺胺间甲氧嘧啶钠注射液生产全过程。
责任人:质量部部长、生产部部长、车间主任。
内容:1产品概述:本品为磺胺间甲氧嘧啶钠的灭菌水溶液。
含磺胺间甲氧嘧啶钠(C11H11N4NaO3S)应为标示量的96.0%~104.0%1.1产品特点:1.1.1性状:本品为无色至微黄色的澄明液体。
1.1.2作用与用途:磺胺类药。
用于各种敏感菌引起的呼吸道、消化道、泌尿道感染及球虫病、猪弓形虫病等。
局部灌注可治疗乳腺炎和子宫内膜炎。
1.1.3用法用量:静脉注射一次量每1Kg体重家畜0.5ml,一日1~2次,连用2-3日。
1.1.4规格:100ml:10g(磺胺间甲氧嘧啶钠)1.1.5贮藏:遮光、密闭保存。
1.1.6停药期:28日1.1.7有效期:二年1.1.8批准文号:2 处方和依据:2.1处方:(1000ml)磺胺间甲氧嘧啶钠100g 硫代硫酸钠 1 g注射用水 至1000ml10000级区100000级区4 制剂工艺过程及工艺条件: 4.1总述:4.1.1按生产指令单领取磺胺间甲氧嘧啶钠原料,在浓配灌中加入计算量70%的注射用水, 再加入计算量的硫代硫酸钠搅拌使溶解;然后加磺胺间甲氧嘧啶钠原料搅拌至完全溶解,粗滤至稀配灌中,加注射用水近全量,调节PH在规定范围内(9.7-10.8),补加注射用水至足量;用孔径为0.45um、0.22um的过滤器(使用前后经过完整性测试合格)精滤,检查澄明度、含量合格后,将药液输送到至灌封岗位,灌装压盖,100℃30分钟灭菌,灯检、贴签包装成规定规格即可。
注射剂的制备课件PPT
围的水溶液等;
④ 聚四氟乙烯膜:热稳定性和化学稳定性均好,可耐260
℃高温,适用于强酸、强碱及各种有机溶剂;
⑤ 聚酰胺膜、聚砜膜和聚氯乙烯膜等。
3.钛滤器
是用粉末冶金工艺将钛粉加工制成的过滤材料, 包括钛滤棒和钛滤片。
常用于注射液的预滤。
4.板框压滤机
以油为溶剂的注射剂,选用干热灭菌。
后要在烘箱内120~140℃温度下进行干燥,若用于无菌 由多个滤板和滤框交替排列组成,滤过面积大,截留固体多,经济耐用,适于大生产,常用于滤过黏性、微粒较大的浸出液,也可用
于注射液的粗滤。 配液的所有用具和容器在使用前均应用硫酸重铬酸钾清洗或其他适宜洗涤剂清洗,然后用纯化水反复冲洗,最后用新鲜的注射用水荡
注意可能对主药产生吸附而使含量下降。活性炭在 酸性条件下吸附能力强,一般均在酸性环境中使用。
配制所用注射用水,其储存时间不得超过12小时。
配 制 的 药 液 , 需 经 过 pH 、 含 量 等 项 检 查 , 合 格 后 进入下一工序。
四、注射液的滤过
滤过是保证注射液澄明的关键工序。由于不同滤
✓ 垂熔玻璃滤器 洗涤方法:甩水洗涤法、加压气水喷射洗涤法和超声洗涤法。
罐封室是注射液制备的关键区域,洁净度要求达到100级。 高位静压滤过装置利用液位产生的静压力进行滤过,其特点是压力稳定,滤过质量好,但流速稍慢;
灌液部分装有自动止灌装置,当灌注针头降下无安瓿时,药液不再输出,避免污染机器与浪费。
实验表明,用100℃流通蒸汽30分钟灭菌,含量降低3%;
安瓿熔封方法分为拉封和顶封两种,由于拉封封 配制所用注射用水,其储存时间不得超过12小时。
曲颈易折安瓿使用方便,可避免折断后玻璃屑和微粒对药液的污染,故SFDA已强制推行使用该种安瓿。
大输液生产工艺规程

大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
输液工序关键质控要点
输液工序关键质检要点
十、半成品质量标准(指标)、成品及原辅料质量标准依据
输液半成品质量标准(指标)
原辅料及成品质量标准依据品名质量标准依据
葡萄糖中国药典95年版二部Р。
845 氯化钠中国药典95年版二部Р。
945 氯化钾中国药典95年版二部Р.947 氯化钙中国药典95年版二部Р.943 甘露醇中国药典95年版二部Р。
85 甲硝唑中国药典95年版二部Р。
152 各种氨基酸日本味之素质量标准(92版)
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程。
大容量注射剂工艺流程
大容量注射剂工艺流程英文回答:The process of manufacturing large volume injections (LVIs) involves several steps to ensure the quality and safety of the final product. I have experience working in a pharmaceutical company where we produced LVIs, so I can provide insights into the process.Firstly, the raw materials used in the formulation of LVIs need to be thoroughly tested and validated. This includes testing the purity, potency, and stability of the active pharmaceutical ingredients (APIs) as well as ensuring the quality of excipients and other additives. These tests are crucial to maintain the efficacy and safety of the final product.Once the raw materials are approved, the next step is the formulation of the injection. This involves mixing the APIs with excipients and additives to achieve the desiredconcentration and stability. The formulation process requires precise measurements and careful handling to prevent contamination and ensure uniformity.After the formulation, the injection is subjected to sterilization. Sterilization is a critical step to eliminate any microorganisms that may be present in the product. The most common method of sterilization for LVIsis autoclaving, where the product is exposed to high temperature and pressure to kill any bacteria or fungi. Other methods such as filtration or irradiation may also be used depending on the specific requirements of the product.Once the injection is sterilized, it is filled into vials or ampoules. This step requires specialized equipment to ensure accurate filling and prevent any air bubbles or contamination. The filled vials or ampoules are then sealed to maintain the sterility of the product.Finally, the filled and sealed vials or ampoules undergo quality control tests to ensure that they meet the required specifications. These tests include visualinspection for any defects, measurement of volume and pH, and testing for sterility and endotoxin levels. Only the vials or ampoules that pass these tests are considered suitable for distribution and use.中文回答:制造大容量注射剂(LVIs)的工艺流程涉及多个步骤,以确保最终产品的质量和安全性。
大容量注射剂生产工艺流程图

更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人
流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢
4.操作过程及工艺条件
4.1工艺用水
4.1.1操作过程
4.1.1.1原水为符合国家饮用水的标准自来水。
4.1.1.2纯化水由原水经机械过滤t活性炭过滤t精滤(保安)t一级反渗透t二级
反渗透t脱气塔t进入贮罐t紫外灯灭菌t膜过滤t各使用点。
4.1.1.3注射用水由纯化水经多效蒸馏水机经过蒸馏而得。
4.1.2工艺条件
全自动胶塞清洗机验证
VP-ZJ-dz003
大容量注射剂配料罐及管路系统验证
VP-ZJ-dz004
大容量注射剂过滤系统验证
VP-ZJ-dz005
PSMD200冰浴式灭菌器验证
VP-ZJ-dz006
大容量注射剂生产工艺验证
VP-ZJ-dz007
大容量注射剂在线清洗验证方案
VP-ZJ-dz008
以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应
4.2.1操作过程
4.2.1.1按批生产指令,开领料单由车间主任签字后,凭领料单领取原辅料。
4.2.1.2根据原辅料检验报告书,对原辅料的品名、批号、生产厂家规程及数量核
对,并分别称(量)取所需原辅料,各不同品种的具体操作按“工艺规程各论”执行。
4.2.1.3原辅料的计算、称量、投料必须进行复核,操作人、复核人均应在原始记
题目:大容量注射剂生产工艺规程通则
年产2000万瓶大输液(葡萄糖注射液)车间GMP工艺设

年产2000万瓶大输液(葡萄糖注射液)车间GMP工艺设制药设备与工程设计题目:年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计学院:药学院中医药学院专业:制药工程(化工制药)年级:09 级组别:第十二组组长:廖勇组员:侯迪、李邦、赵源、彭正刚、杨炜龙、王俊翔、郭舜、赵辉指导教师:刘红刘雪梅成绩:2012年5月28日年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计分工明细廖勇:第一章前言第二章工艺设计与说明第三章物料衡算附图设计的总体布置、排版与致谢侯迪:第四章热量衡算彭正刚:第五章设备选型赵源:第六章车间布置设计李邦、杨炜龙:第七章质量控制标准王俊翔:第八章劳动保护与安全生产郭舜、赵辉:第九章“三废”处理及其综合利用Key word:Glass bottle infusion; production process; production equipment; Design第一章前言1.1 简介大输液为大容量注射剂,是我国医药行业五大类重要制剂之一,在临床上应用广泛。
随着我国医疗技术的进步和人民生活水平的提高,近十多年来,输液剂的研究取得了令人瞩目的成绩。
目前,我国经批准上市的新品种达100余种;输液产量从1990年的6.34亿瓶增加到2003年的35亿瓶,输液剂的种类也发生了很大的变化,进一步满足了临床治疗的需要。
输液又名打点滴或者挂水。
是由静脉滴注输入体内的大剂量(一次给药在100ml以上)注射液。
通常包装在玻璃或塑料的输液瓶或袋中,不含防腐剂或抑菌剂。
使用时通过输液器调整滴速,持续而稳定地进入静脉,以补充体液、电解质或提供营养物质。
由于其用量大而且是直接进入血液的,故质量要求高,生产工艺等亦与小针注射剂有一定差异。
1.2 输液的分类及临床用途1.电解质输液用以补充体内水分、电解质,纠正体内酸碱平衡等。
如氯化钠注射液、复方氯化钠注射液、乳酸钠注射液等。
年产5200万瓶大输液(葡萄糖注射液)车间GMP工艺设计
课程设计说明书题目: 年产5300万瓶大输液(葡萄糖注射液)车间GMP工艺设计院系: 制药工程系专业班级: 制药工程07-1班学号: 2 0 07 1 328 6学生姓名: 张世平指导教师:江章应2011年1月6 日安徽理工大学课程设计(论文)任务书化学工程学院制药工程系学号200713286学生姓名张世平专业(班级) 制药工程07-1班设计题目年产5300万瓶大输液(葡萄糖注射液)车间GMP工艺设计设技术参数计(1)年工作日255天。
(2)生产班制一天两班,按每班6h生产计。
(3)产品规格500ml/瓶,玻璃瓶。
设计要求(1)根据上述条件设计一条完整的GMP生产线,写出完整的设计说明书,完成相关的附图。
(2)合理选择设计方案、工艺操作参数和计算公式,计算准确。
(3)设计计算说明书书写规范,文字准确简练,图标清晰规范。
(4)设备主要技术参数符合国家标准。
(5)前言、后记及参考文献。
工作量设计计算说明书一份,GMP工艺流程图一份。
工作计划设计时间二周2010年12月27日—布置设计任务;12月28日至12月31日)—完成设计方案的选定和初步设计计算;2011年1月4日至1月7日—完成设计计算说明书抄写及绘图、装订。
参考资料《制药工艺给水系统》、《制药工程课程设计》、《药厂反应工程与车间设计》等指导教师签字系主任签字2010年12月20日目录第一章前言1.1简介大输液为大容量注射剂,是我国医药行业五大类重要制剂之一,在临床上应用广泛。
随着我国医疗技术的进步和人民生活水平的提高,近十多年来,输液剂的研究取得了令人瞩目的成绩。
目前,我国经批准上市的新品种达100余种;输液产量从1990年的6.34亿瓶增加到2003年的35亿瓶,输液剂的种类也发生了很大的变化,进一步满足了临床治疗的需要。
输液又名打点滴或者挂水。
是由静脉滴注输入体内的大剂量(一次给药在100ml以上)注射液。
通常包装在玻璃或塑料的输液瓶或袋中,不含防腐剂或抑菌剂。
大容量注射剂生产实用工艺流程图

大容量注射剂生产实用工艺流程图目录1.大容量注射剂生产区概况2.需要验证的关键工序及工艺验证3.工艺流程的实施4.操作过程及工艺条件5.技术安全、工艺卫生及劳动保护6.物料平衡及技经指标7.设备一览表8.岗位定员9.附件(含设备操作、清洁规程)10.变更记录1.大容量注射剂生产区概况本生产区面积904㎡,其中1万级净化区域167㎡,10万级净化区域174㎡。
大容量注射剂车间采用10万级和1万级(局部百级)空气净化洁净级别,10万级区域设置缓冲、更衣、洗涤、洁具、称量、配碳、浓配、洗瓶等,1万级区域设置缓冲、更衣更鞋、稀配、化验、灌装、加塞、轧盖、洗涤、存放、洁具等功能间,所有隔断采用无粉尘产生的静电喷涂彩钢板,结合处采用圆角处理,不易产生积灰;人员经过三次更衣和二次更鞋后进入洁净区操作,物料进入洁净区均采用传递窗或气闸进行传递,人流、物流的进入相对分开,保证了洁净区空气洁净度要求;生产设备均采用优质不锈钢材料制造,采用洗瓶、灌装、压塞、轧盖联动线生产,其中洗瓶出口、灌装、加塞采用百级层流保护,灭菌器采用水浴式灭菌器。
1.1 大容量注射剂生产工艺流程图(见后页)1.2 大容量注射剂生产区工艺布局布置图(见后页)1.3 大容量注射剂生产区工艺设备布置图(见后页)1.4 大容量注射剂生产区送回风口平面布置图(见后页)以上项目按验证文件规定,均已在规定周期内进行相关的验证,验证方案及报告见相应文件。
大容量注射剂生产工艺流程图3.1 批生产指令的签发3.1.1 批生产指令由车间技术负责人根据生产计划表起草,并依据产品工艺规程于生产前一个工作日制定。
3.1.2 批生产指令应经QA质监员审核并签字,由车间主任签字批准后生效。
3.2 生产批记录的发放3.2.1 除配制工序和包装工序外,工序相应的生产批记录于生产当日由车间工艺质监员发放给各工序负责人,并于工序结束当日填写完整返回车间工艺质监员处汇总。
3.2.2 配制工序和包装工序的生产批记录于生产前一天由车间工艺质监员随同批生产指令或批包装指令一同发放,并于工序结束当日填写完整返回车间工艺质监员处汇总。
几种典型制药工艺流程图
常见药品生产典型工艺流程框图
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关;常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9;
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-3 片剂生产工艺流程框图及环境区域划分
图1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分。
年产2000万瓶大输液葡萄糖注射液车间GMP工艺设
制药设备与工程设计题目:年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计中医药学院学院:药学院专业:制药工程(化工制药)年级:09 级组别:第十二组组长:廖勇侯迪、李邦、赵源、彭正刚、杨炜龙、员:组王俊翔、郭舜、赵辉指导教师:红刘刘雪梅绩:成日28月5年2012.年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计分工明细前言第一章廖勇:第二章工艺设计与说明物料衡算第三章设计的总体布置、排版与致谢附图热量衡算第四章侯迪:设备选型第五章彭正刚:第六章车间布置设计赵源:第七章质量控制标准李邦、杨炜龙:王俊翔:第八章劳动保护与安全生产“三废”处理及其综合利用郭舜、赵辉:第九章年产2000万瓶玻璃大输液车间设计摘要:本设计内容主要包括玻璃瓶大输液的概述与设计依据,工艺流程选择与流程设计,全流程物料衡算,设备设计计算与选型,车间布置设计,劳动保护,工程经济和安全生产。
对玻璃瓶输液的各种生产工艺及生产设备进行了比较,介绍玻璃瓶输液生产车间平面布局方式,并提出了玻璃输液生产车间设计应注意的关键问题。
关键词:玻璃瓶大输液;生产工艺;生产设备;设计Design of a Glass Bottle Infusion Workshop withAnnual Production of 20,000 thousandAbstract: The design include an overview of glass bottle infusion and designbasis, process selection and process design, the whole process material balance,equipment design calculations and selection, plant layout design, labor protection, engineering, economy and safety.Glass bottles for infusion of variousprocesses and production equipment were compared, introducing glass bottlemanufacturing plant layout infusion methods, and proposed the key issues aboutdesigning workshop glass infusion should pay attention to key issues. Key word:Glass bottle infusion; production process; production equipment;Design第一章前言1.1 简介大输液为大容量注射剂,是我国医药行业五大类重要制剂之一,在临床上应用广泛。
年产2000万瓶大输液葡萄糖注射液车间GMP工艺设
制药设备与工程设计题目:年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计中医药学院学院:药学院专业:制药工程(化工制药)年级:09 级组别:第十二组组长:廖勇侯迪、李邦、赵源、彭正刚、杨炜龙、员:组王俊翔、郭舜、赵辉指导教师:红刘刘雪梅绩:成日28月5年2012.年产2000万支大容量注射剂(100、250、500ml)玻璃生产车间设计分工明细前言第一章廖勇:第二章工艺设计与说明物料衡算第三章设计的总体布置、排版与致谢附图热量衡算第四章侯迪:设备选型第五章彭正刚:第六章车间布置设计赵源:第七章质量控制标准李邦、杨炜龙:王俊翔:第八章劳动保护与安全生产“三废”处理及其综合利用郭舜、赵辉:第九章年产2000万瓶玻璃大输液车间设计摘要:本设计内容主要包括玻璃瓶大输液的概述与设计依据,工艺流程选择与流程设计,全流程物料衡算,设备设计计算与选型,车间布置设计,劳动保护,工程经济和安全生产。
对玻璃瓶输液的各种生产工艺及生产设备进行了比较,介绍玻璃瓶输液生产车间平面布局方式,并提出了玻璃输液生产车间设计应注意的关键问题。
关键词:玻璃瓶大输液;生产工艺;生产设备;设计Design of a Glass Bottle Infusion Workshop withAnnual Production of 20,000 thousandAbstract: The design include an overview of glass bottle infusion and designbasis, process selection and process design, the whole process material balance,equipment design calculations and selection, plant layout design, labor protection, engineering, economy and safety.Glass bottles for infusion of variousprocesses and production equipment were compared, introducing glass bottlemanufacturing plant layout infusion methods, and proposed the key issues aboutdesigning workshop glass infusion should pay attention to key issues. Key word:Glass bottle infusion; production process; production equipment;Design第一章前言1.1 简介大输液为大容量注射剂,是我国医药行业五大类重要制剂之一,在临床上应用广泛。
大输液工艺

(1)量杯式负压灌装机
该机由药液量杯、托瓶装 硅橡 置及无 级 变速装 置 三部分 胶管
组成。
真空
盛料桶中装有10个计量杯, 量杯与灌装套用硅橡胶管 连接, 玻 璃瓶进 入 托瓶装 灌装头 置由凸轮控制升降,灌装 头套住瓶肩形成密封空间 , 瓶托 通过真空管道抽真空,药 液负压流进瓶内。
计量杯
量杯式负压灌装机的优点
洗瓶产量大 倒立式装夹进入各洗涤工位,瓶内不挂余水 冲刷准确可靠 密闭条件下工作符合GMP要求
4. 输液剂灌装机
按运动形式分有直线式间歇运动、旋转式连续运动。 按灌装方式分有常压灌装、负压灌装、正压灌装和恒压
灌装4种。 按计量方式分有流量定时式、量杯容积式、计量泵注射
式3种。 这几种机型的灌装设备计量误差均在2%以内。
包括塞胶塞机、翻胶塞机、轧盖机 。
天然橡胶塞:要加涤纶薄膜以防有微粒脱落。 合成橡胶“T”型塞:表面包涂有未经硫化的硅橡 胶膜,耐高温灭菌。
(1)塞胶塞机
主要用于“T”型塞对A型玻璃瓶封口 工作过程: 输瓶、螺杆同步送瓶、理塞、抓塞、扣塞头扣塞、瓶
中抽真空、塞塞。
进瓶 螺杆
扣塞头 托瓶盘
垂直振 荡装置
普遍设计为五爪式翻塞机,爪子 平时靠弹簧收拢。 翻塞时,翻塞爪插入橡胶塞,由 于下降距离的限制,翻塞芯杆抵 住胶塞大头内径平面,而翻塞爪 张开并继续向下运动,达到张开 塞子翻口的作用。
轧盖机
包括 理盖、上盖、 揿盖、轧盖 等工序。
轧刀示意图
图4-49 轧刀示意图
1.凸轮收口座;2.滚轮; 3.弹簧;4.转销;5.轧 刀;6.压瓶头
第V条较慢且方向相反, 目的是将卡在出瓶口的 玻璃瓶松动并迅速带走。
1 2
制药工艺流程图(常用)
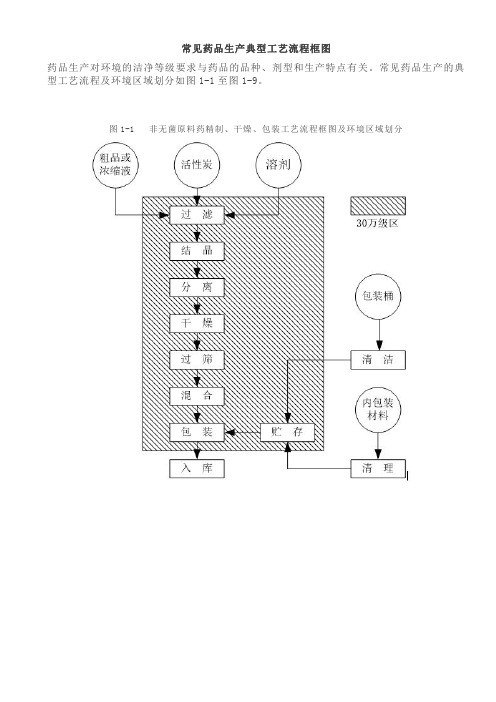
图 1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图 1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分 A
图 1-3 片剂生产工艺流程框图及环境区域划分
图 1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图 1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图 1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图 1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图 1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图 1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分