装配工艺过程卡片
工艺流程卡片
工艺流程卡片工艺流程卡片是一种用于记录产品生产工艺流程的文件,可以帮助工厂管理者和生产工人更好地了解、掌握和执行工艺流程。
下面是一份700字的工艺流程卡片范例:一、产品信息产品名称:支架产品型号:A1001产品材质:钢材二、工序说明1. 材料准备- 从仓库取出所需数量的钢材;- 使用起重机将钢材放置在工作车间的材料处理区;2. 材料切割- 使用数控切割机将钢材按照设计尺寸进行切割,切割数量为所需支架的数量;- 检查切割出的支架板材的尺寸和质量,将不合格品进行重新切割或报废;3. 弯曲成型- 使用数控弯曲机将切割好的板材按照指定角度进行弯曲,形成支架的形状;- 进行弯曲成型的同时,使用丝扣钳将支架的两端固定起来;4. 表面处理- 对已经成型的支架进行表面处理,包括打磨、除锈和喷涂; - 使用打磨机对支架的表面进行打磨,去除毛刺和锈蚀;- 使用除锈剂对支架进行除锈处理,确保支架表面的光洁度和耐腐蚀性;- 使用喷涂设备将支架进行涂装,提高其表面的美观度和耐用性;5. 装配与检验- 使用螺丝刀将已经表面处理好的支架和其他零部件进行装配;- 检查装配好的支架的尺寸、外观和功能是否符合要求;- 对不合格品进行返修或报废处理;6. 包装与入库- 对已经通过检验的支架进行包装,通常采用纸箱包装;- 在包装箱上贴上产品标签,并记录产品型号和数量;- 将包装好的支架放置在成品仓库中,并进行实时库存管理;以上就是支架的生产工艺流程卡片范例,通过这个工艺流程卡片,工厂管理者和生产工人可以清晰地了解到每个工序的具体操作和要求,有助于提高生产效率和产品质量。
同时,这个范例也可以根据实际情况进行调整和修改,以适应不同产品的生产工艺。
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
SG-1-SGA装配工艺过程卡9-11
控水器半成品 螺钉 PA2.3*6
电 池 压 3XZX8.088.014
不锈钢钉 PA3*16
十字气批
板
1
4
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 9 页共 17 页
GS16a
备 装
工时 定额 1台 1个 1枚 1个 1张 2张
QYGLJ-211 调 试工装
排插座 调试戳 印台盒 射频调试卡 射频置号卡
要求: 1:严格执行调试工艺要求. 2:把好产品质量关发现产 品质量问题及时汇报。
工艺定额:
旧底图总号
底图总号
设计 审核
3XZX2.301.160GZP
日期
签名 更改标记 数量 更改图号 签名 描图: 日期 描校:
版本号:SGA(1702)
第 11 页共 17 页
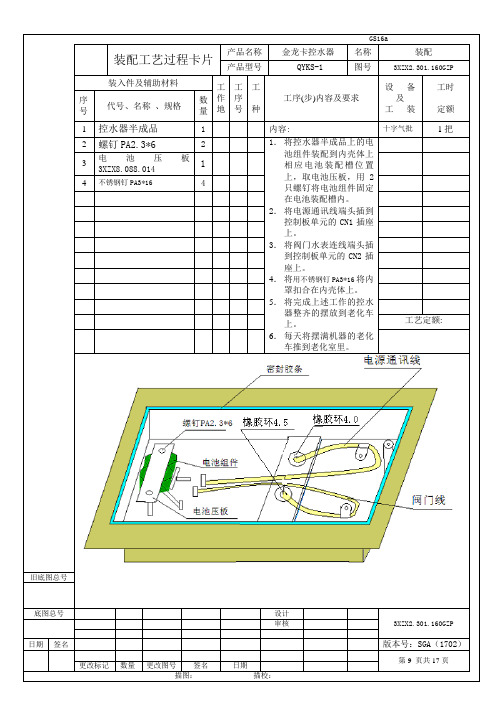
工序(步)内容及要求 工 内容: 1:每天将老化完成的金龙 卡控水器老化车从老 化室 推到生产线上。 2.将整机用毛巾擦拭干净. 3.将带垫螺钉 PWA3*16 作 为备件,装进备件袋,并封 口。 4.取下壳体及外罩,用毛 巾擦拭干净。 5. 将擦拭完成的机器、下 壳体及外罩按生产节 拍放 置到传送带上。
装配工艺过程卡片
装入件及辅助材料 序 号 1 2 3 4 5 6 7 8 9 代号、名称 、规格
金龙卡控水器 带垫螺钉 PWA3*16
产品名称 产品型号
金龙卡控水器 QYKS-1
名称 图号 设
擦试
3XZX2.301.160GZP
工 工 工 数 作 序 量 地 号 种 1 4 1 1 1
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
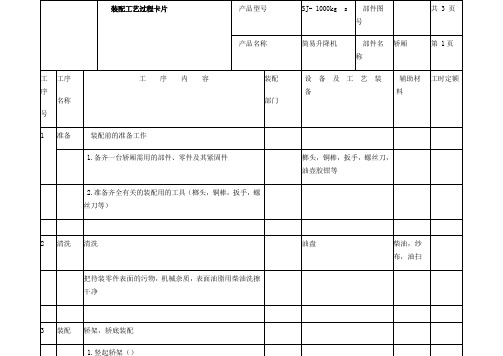
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
机械制造技术:装配工艺文件的填写

Ⅳ
4
将另一轴承外圈涂上油,轻压 至轴承套内
压力机
装入轴承盖分组件,调整断面
5
的高度,使轴承间隙符合要求
后,拧紧轴承盖上螺钉
6
安装平键,套装齿轮、垫圈, 拧紧螺母,注意配合面加油
7
检查锥齿轮转动的灵活性及轴 向窜动
共张
编号
日期
签章 编号 日期
签章
编制
移交
批准
第张
8
THANKS FOR LOOKING
工厂
装配工艺卡
产品 型号
部件名称
装配 图号
轴承套
车间名称
工段
班组
工序 数量
部件数
净重
装配车间
工序号 工步号
装配内容
设备
工艺装备
名称
编号
工人 等级
工序 时间
轴承套组件装配
1
以圆锥齿轮组件为基准,将轴
承套分组件套装在轴上
2
在配合面上加油,将轴承内圈 压装在轴上,并紧贴衬垫
3
套上隔圈,将另一轴承内圈压 装在轴上,直至与隔圈接触
备注
工时定额 (分)
装配
内六角扳手、皮锤
装配
内六角扳手
装配
内六角扳手
装配
内六角扳手
装配
编制(日期) 审核(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
日期
图1 装配工艺过程卡格式
4
完全互换装配法
车间
工 序 号
11 12
13
装配工艺卡片 装配 装配部分
产品型号
套装在轴上
轴承盖与毛毡的组件装配
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
机械加工工艺过程及工序卡片

22
0.15
0.45
5
铰孔车床至Φ20H7
Φ20H7铰刀,Φ20H7塞规
32
0.04
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第6页
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
电气装配工艺
毛料规格
毛料中零件数
每台中零件数
单件毛重
电气装配工艺卡片
产品型号
LD型
零部件图号
LD10.40.00
LD20.40.00
共2页
资料编号
产品名称
电动单梁
零部件名称
电气安装
第1页
1
材料名称及牌号
毛料规格
毛料中零件数
每台中零件数
单件毛重
车间
工序
设备
工艺装备
工
作
等
级
单
价
定
额
备注
编号
工 工
序
号 种
613型25W
2
电
截线BV-500V型电线
(1) 15根(1×15)33m/根,检查导线是否导通
万用表
导通的在导线两端标出Q1、Q2、Q3、Q4、Q5、Q6、
Q,1、Q,2、Q,3、Q,4、Q,5、Q,6、53、23、27
标号夹上线鼻,不导通的导线,进行更换。
(2)4根(1×4.5)3.3m/根,检查导线是否导通,
导电部分的对地绝缘电阻不得低于每伏工作
电压1000Ω。
编制
审核
会签
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(2)1根(1×10)BVR/500V 1m/根
在两端标上0标号,夹上线鼻
3
按照LD20、40.00D V运=45米/分起升单
速(或双速)图纸进行接线
4
按要求绑线,下线入槽
5
检查
编制
审核
会签
机械加工工艺过程及工序卡片

车
校正夹具端面的圆跳动不大于0。03mm;同时装夹两工件,找正中心,车台阶面及孔至尺寸φmm
机加工
CL6140
直角内孔车刀,精度0。02mm、量程0~150mm游标卡尺,Φ56mm塞规,12°活扳手
9
铣
将夹具装上工作台,找正夹紧,同时装上6件工件,铣平面至表面精度要求,保证尺寸24mm
机加工
B1—400K
专用夹具,45°端面车刀
260
29
02
4
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第7页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
07
刨
HT200
毛坯种类
造型、浇注、清砂
铸
3
漆
非加工表面涂红丹底漆
铸
4
划
按图划出φ20H7孔十字中心线,并打上样冲眼
机加工
立德粉,划针,样冲头,小锤子
5
粗车
用单动卡盘夹右端面尺寸35mm处,找正左端面,车左端面,保证尺寸16.5mm;钻孔φ20H7至尺寸φ19mm,装夹不变,精车左端面,保证尺寸16mm;
车孔φ20mm留余量0。05~0.08mm,孔口倒角C1;铰孔尺寸至φ20H7
处数
更改文件号
签字
日期
235
59
装配工艺卡
接通电动机线路。
5
减速器转动,检查减速器箱盖结合处,电机接合处。
输出轴轴端、轴承闷盖是滞有漏油、渗油现象。
发现漏油、参油和异常音响,噪音是超标。
6
检查是否有异常音响,噪音大应排除,修理。
7
修理或排除异常问题后,仍按试验。
8
试验磨合时间不少于5分钟。
设计
审核
会签
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
CD1
部件图号
共10页
产品名称
电动葫芦
部件名称
第10页
序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
工时
定额
驱动装置装配
1
按驱动电机连接法兰制作衬垫。
2
驱动电动机与驱动减速器用4个螺栓(双头)连成
组合件
3
向减速器内注入适量机械没
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
CD1
部件图号
共10页
产品名称
电动葫芦
部件名称
总成
第3页
序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
工时
定额
减速器装配
1
清洗
用煤油清洗箱体、箱盖、主要是轴承孔径
毛刷、油盆
煤油
2
检测
复检箱体与箱盖孔径的同心度,同轴度
装配工艺卡片模板_共10篇.doc

★装配工艺卡片模板_共10篇范文一:工艺卡片模板(这个可不写,但工艺过程卡和加工工序卡必须要有)各工序工序名称工序余量(mm)经济精度工序尺寸表面粗糙度Ra(um)工序尺寸及公差mm表面粗糙度Ra(um)工艺过程卡产品型号(厂名)机械加工工艺过程卡产品名称材料牌号毛坯总类毛坯外形尺寸零件名称每毛坯可制件数共页每台件数第页备注工时工序号工序名称工序内容车间工段设备工艺装备准终单件零件图号标记处数更改文件号签字日期标记处数更改文件号签字设计审核标准化(.)(厂名)机械加工工序卡片加工工序卡模板(一)产品型号零件图号产品名称零件名称车间工序号毛坯种类设备名称夹具编号毛坯外形尺寸设备型号共页工序名称每毛坯可制件数设备编号夹具名称第页材料牌号每台件数同时加工件数切削液工序工时工位器具编号工位器具名称标准进给次数单件工步号工步内容工艺装备主轴转速rmin切削速度mmin进给量mmr切削深度mm工序工时机动辅助设计(日期)标记处数更改文件号签字日期审核(日期)标准化(日期)会签(日期)(.)加工工序卡模板(二)湖南工程学院材料材料名称机械加工工序卡片毛坯种类毛坯尺寸产品名称零件重零件名称每台件数1卡片编号零件图号第页共页加工工序图工序号夹具工序名工量具主轴转速(rmin)设备刃具径向轴向进给进给吃刀深走刀量量度(mm)次数(mmr)(mmr)工步工步内容及要求123工艺编制工时定额学号校核审定会签批准执行时间范文二:工艺卡片模板机械加工工艺过程卡材料牌号45钢毛坯种类棒料工件名称工毛坯外形尺寸容序内产品型号产品名称Φ65mm×70零(部)件图号零(部)件名称2每台件数备注量具工艺装备夹具名称刀具名称及型号90度外圆刀90度外圆刀中心钻麻花钻镗孔刀三爪卡盘30度外圆刀镗孔刀螺纹刀加工设备背吃刀量进给速度1mm1mm粗2mm精0.3mm粗1mm精0.3mm80080060080080010001.车工艺台阶。
机械装配工艺过程卡片

下面资料为赠送的地产广告语不需要的下载后可以编辑删除就可以,谢谢选择,祝您工作顺利,生活愉快!地产广告语1、让世界向往的故乡2、某沿河楼盘:生活,在水岸停泊3、一江春水一种人生4、某钱塘江边楼盘:面对潮流经典依旧5、海景房:站在家里,海是美景;站在海上,家是美景6、以山水为卖点的楼盘:山水是真正的不动产7、某城区的山腰上的楼盘:凌驾尊贵俯瞰繁华8、某地势较高的楼盘:高人,只住有高度的房子9、某学区房:不要让孩子输在起跑线上10、尾盘:最后,最珍贵11、回家就是度假的生活12、生命就该浪费在美好的事情上我们造城——2、我的工作就是享受生活——3、我家的客厅,就是我的生活名片——4、在自己的阳台看上海的未来——5、公园不在我家里我家住在公园里——6、这里的花园没有四季——7、***,装饰城市的风景——8、***,我把天空搬回家——9、房在林中,人在树下——10、生活,就是居住在别人的爱慕里——11、到〖星河湾〗看看好房子的标准——12、好生活在〖珠江〗——13、爱家的男人住〖百合〗城市岸泊:城市的岸泊,生活的小镇生活之美不缺少,在于发现情趣不在于奢华,在于精彩生活有了美感才值得思考……玫瑰庄园:山地生态,健康人生卓越地段,超大社区一种完整且完善的环境,像原生一样和谐原生景象自然天成人本理念精品建筑知名物业智能安防诚信为本实力铸造比华利山庄:海岸生活——引领世界的生活方式海岸生活——22公里的奢华海岸生活——高尚人生的序曲海岸生活——人与自然的融合苹果二十二院街:人文自然现代铺的蔓伸荣和山水美地:让世界向往的故乡香港时代:时代精英开拓未来领衔建筑,彰显尊贵绿地崴廉公寓:金桥40万平方米德国音乐艺术生活汇都国际:昆明都心,城市引擎财富之都风情之都梦幻之都文化之都商贸之都西部首座巨型商业之城颠峰商圈的原动力,缔造西部财富新领地新江湾城:绿色生态港国际智慧城新江湾城,一座承载上海新梦想的城区上海城投,全心以赴建设知识型,生态型花园城区风和日丽:入住准现楼,升值在望湾区大户,空中花园大格局下的西海岸市中心:市中心少数人的专属颠峰珍贵市中心的稀世名宅正中心城市颠峰领地颠峰勾勒稀世名宅繁华不落幕的居家风景地利皇者尽得先机稀世经典180席阳光国际公寓:阳光金桥来自纽约的生活蓝本钟宅湾:海峡西岸生态人居休闲商务区汇聚国际财富与人居梦想的绝版宝地二十一世纪是城市的世纪,二十一世纪也是海洋的世纪谁控制了海洋,谁就控制了一切站在蓝色海岸的前沿,开启一个新的地产时代东南门户海湾之心海峡西岸生态人居休闲商务区让所有财富的目光聚集钟宅湾,这里每一天都在创造历史上海A座(科维大厦):创富人生的黄金眼掘金上海!创富人生!远东大厦:花小公司的钱,做大公司的事未来城:无可挑战的优势无可限量的空间绿地集团:居住问题的答疑者,舒适生活的提案人茶马驿栈:精明置业时机享受附加值财富最大化雪山下的世外桃源茶马古道上千年清泉之乡金地格林春岸:城市精英的梦想家园繁华与宁静共存,阔绰身份不显自露建筑覆盖率仅20%,令视野更为广阔占据最佳景观位置,用高度提炼生活完美演绎自然精髓,谱写古城新篇章创新房型推陈出新,阔气空间彰显不凡365天的贴身护卫,阔度管理以您为尊金地格林小城:心没有界限,身没有界限春光永驻童话之城我的家,我的天下东渡国际:梦想建筑,建筑梦想齐鲁置业:传承经典,创新生活比天空更宽广的是人的思想创新远见生活嘉德中央公园:一群绝不妥协的居住理想家完成一座改变你对住宅想象的超越作品极至的资源整合丰富住家的生活内涵苛求的建造细节提升住家的生活品质地段优势,就是永恒价值优势设计优势,就是生活质量优势景观优势,就是生命健康优势管理优势,就是生活品味优势空中华尔兹:自然而来的气质,华尔兹的生活等级享受,没有不可逾越的极限所谓完美的习惯,是舒适空间的心情定格!临江花园:经典生活品质风景中的舞台美林别墅:源欧美经典纯自然空间住原味别墅赏园林艺术淡雅怡景温馨自然钱江时代:核心时代,核心生活核心位置创意空间优雅规划人文景观财富未来城市精神,自然风景,渗透私人空间泰达时尚广场:是球场更是剧场城市经济活力源时尚天津水舞中国未来都会休闲之居创意时尚天天嘉年华健康快乐新境界商旅新天地缔造好生意城市运营战略联盟,参与协作,多方共赢华龙碧水豪园:浪漫一次,相守一生东方莱茵:品鉴品位宜家宜人建筑一道贵族色彩品鉴一方美学空间品位一份怡然自得荡漾一股生命活力坐拥一处旺地静宅体会一种尊崇感受常青花园(新康苑):新康苑生活感受凌驾常规大非凡生活领域成功人士的生活礼遇拥有与自己身份地位相等的花园社区在属于自己的宴会餐厅里会宾邀朋只与自己品味爱好相同的成功人士为邻孩子的起步就与优越同步酒店式物管礼遇拥有[一屋两公园前后是氧吧]的美极环境水木清华:住在你心里福星惠誉(金色华府):金色华府,市府街才智名门——释放生命的金色魅力真正了解一个人,要看他的朋友,看他的对手。
电气装配工艺过程卡

活板手
3
将件10平面集电器和软缆引入器用件M12固定在主梁上
活板手螺丝刀
4
将件11螺钉和件12线卡子固定在端梁上,并将件16开
描图
式螺旋扣固定于端梁另一端
5
将件14铅丝按电器设备安装(地面)表格截好长度一端
钢丝钳
描校
固定于件16开式螺旋扣上,另一端固定在件11螺钉上
6
调节件16将件14铅丝拉紧
产品型号
LDA
部件图号
RY1.00
共页
产品名称
电动单梁起重机
部件名称
软缆引入器安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件10滑轮穿过件14滑轮,用件11、12M10固定
活板手
在件6支架上
2
将件4线卡子角件5固定在件6支架上
活板手
3
将件7挡板用件5、件8固定在件6支架上
调节件16将件14铅丝拉紧活板手螺丝刀底图号将软电缆和件15锁链按跨度截好长度并按一定距活板手螺丝刀离固定在件13吊线夹上装订号各线上套好护线嘴设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020c产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒安装在操纵室顶上电气部活板手照明灯用件3456固定好活板手螺丝刀将件13电铃用件101112m6螺钉固定在操纵室活板手螺丝刀侧面活板手将件19控制柜用年月日415m10螺栓固定好螺丝刀201固定好描图底图号装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020b产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒固定在司机室顶上螺丝刀活板手照明灯用件3456m4螺钉固定在司螺丝刀活板手将件13电铃用件101112螺钉固定在侧面螺丝刀活板手将件15照明变压器箱用件111214m6螺钉固定螺丝刀活板手将件16控制箱用件m10螺钉固定在里面螺丝刀活板手将件17按钮开关箱用件111214m6螺钉固定好活板手螺丝刀活板手钉固定在上面螺丝刀活板手底图号各线管套好护线嘴钢丝嘴装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020a产品名称电动单梁起重机部件名称开式操纵室电气设备安工序名称装配部门设备及工艺装备辅助材料工时定额min电线管和件2安全门开关装配件点焊在操纵室里面电气部电焊机电焊条控制箱用件4567m8螺栓固定在操纵室里照明灯用件810固定在上面将件11凸轮控制器用件1314m81固定在件12支架上活板手螺丝刀电焊机电焊条将件15按钮开关箱用件1718m4螺钉固定在件16支架描图将件19电铃用件202122m6螺钉固定在操纵室侧面将件23363031分别用件24线卡子和件25活板手螺丝刀2729螺钉m4m6固定好底图号将件电阻器安装在操纵室顶上装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工
工艺过程卡(下锅筒)

工艺过程卡(下锅筒)朔州诚信锅炉 制造有限公司工 艺 过 程 卡 片产品型号SHL14-1.25/130-P零部件图号 281201-1-0 共 16 页产品名称双横链条炉排热水锅炉零部件名称下锅筒Φ900×14 第 1 页 材料名称规 格δ14 单台件数1净 重单 件1380.1(锅板) 消耗定额单 件1529.8(锅板) 牌 号Q245R/GB713共 件1380.1(锅板)共 件1529.8(锅板) 工 序 简 图工种 工序 工序重要度工步 工 序 内 容 设备 辅卡具 量刃具 单台工时图一1421.5±31421.5±33204±2.53252.2±2.53204±2.52871.4±31527No3No2No1筒节No3筒节No2筒节No1(4370)图二1501505000-3铆 一 1领料:锅板规格牌号符合图样要求,按JB/T3375-2002《锅炉 用材料入厂验收规则》标准复验合格后投料。
2 划筒节下料线:(图中2871.4尺寸必须按选配的封头中径尺寸进行修正)(1) 按图一尺寸划锅筒钢板下料线(粉线标识),并打样冲眼,标白 粉线 样冲 卷尺漆。
划线按企标《下料工艺守则》中第3~5条规定执行。
△ (2)材料员核实材料牌号和规格,符合图纸要求后,按企标《标识和钢印移植控制程序》中规定,进行材料钢印(标记)移植。
(3)按图二在同一块钢板上划焊接试样板一幅(共2块),尺寸500为钢板轧制方向。
按本工序工步3打材料钢印(标识)移植。
检 二 △ 1 按图一、图二要求检几何尺寸:2检材质钢印(标识),并记录。
检验合格后转下道工序。
氧割三 1氧气切割下料:单台筒节No1、No2、No3钢板各一块,共3块;CG-30焊接试样板 500×150 共2块(批量生产时,在质量稳定的情况下,允许同批生产地每10个锅筒或不足10个锅筒做试板一块);编制(日期) 校对(日期) 审核(日期) 会签(日期) 批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期朔州诚信锅炉工艺过程卡片产品型号SHL14-1.25/130-P 零部件图号281201-1-0 共 16 页制造有限公司产品名称双横链条炉排热水锅炉零部件名称下锅筒Φ900×14 第 2 页材料名称规格δ14单台件数 1 净重单件1380.1(锅板)消耗定额单件1529.8(锅板) 牌号Q245R/GB713 共件1380.1(锅板)共件1529.8(锅板) 工序简图工种工序工序重点度工步工序内容设备辅卡具量刃具单台工时引、熄弧板 100×100 共6块;2 清除周边熔渣。
装配工艺过程卡和工艺流程图

工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
装配工艺卡片模板共篇.doc
★装配工艺卡片模板_共10篇范文一:工艺卡片模板(这个可不写,但工艺过程卡和加工工序卡必须要有)各工序工序名称工序余量(mm)经济精度工序尺寸表面粗糙度Ra(um)工序尺寸及公差mm表面粗糙度Ra(um)工艺过程卡产品型号(厂名)机械加工工艺过程卡产品名称材料牌号毛坯总类毛坯外形尺寸零件名称每毛坯可制件数共页每台件数第页备注工时工序号工序名称工序内容车间工段设备工艺装备准终单件零件图号标记处数更改文件号签字日期标记处数更改文件号签字设计审核标准化(.)(厂名)机械加工工序卡片加工工序卡模板(一)产品型号零件图号产品名称零件名称车间工序号毛坯种类设备名称夹具编号毛坯外形尺寸设备型号共页工序名称每毛坯可制件数设备编号夹具名称第页材料牌号每台件数同时加工件数切削液工序工时工位器具编号工位器具名称标准进给次数单件工步号工步内容工艺装备主轴转速rmin切削速度mmin进给量mmr切削深度mm工序工时机动辅助设计(日期)标记处数更改文件号签字日期审核(日期)标准化(日期)会签(日期)(.)加工工序卡模板(二)湖南工程学院材料材料名称机械加工工序卡片毛坯种类毛坯尺寸产品名称零件重零件名称每台件数1卡片编号零件图号第页共页加工工序图工序号夹具工序名工量具主轴转速(rmin)设备刃具径向轴向进给进给吃刀深走刀量量度(mm)次数(mmr)(mmr)工步工步内容及要求123工艺编制工时定额学号校核审定会签批准执行时间范文二:工艺卡片模板机械加工工艺过程卡材料牌号45钢毛坯种类棒料工件名称工毛坯外形尺寸容序内产品型号产品名称Φ65mm×70零(部)件图号零(部)件名称2每台件数备注量具工艺装备夹具名称刀具名称及型号90度外圆刀90度外圆刀中心钻麻花钻镗孔刀三爪卡盘30度外圆刀镗孔刀螺纹刀加工设备背吃刀量进给速度1mm1mm粗2mm精0.3mm粗1mm精0.3mm80080060080080010001.车工艺台阶。
CNG撬装工艺

文
件 签字 号
更改 标己
处数
日期
更改标
处数 文件号 签字
橇体
高压气体运输半挂车
装配工艺过程卡片
产品型号
零部件名称
高压气体运
输半挂车
橇体
消泡过滤装置工艺图:
更改标记 处数
文件号 签字 日期 更改标记 处数 文件号 签字 日期
更改标记 处数 文件号 签字「 日期 更改标记: 处数 文件号 签字 「日
零部件名称
高压气体运输半挂车
装配工艺过程卡片
产品型号 高压气体运 输半挂车
弯头
消泡器
增压块溢流接口处工艺图:
压力表开孔工艺图:
高压气体
运输半挂装配工艺过程卡片车
零部零部件
名零代称代那件工序
号号
" 4橇
体
工
序
亏装缓
K 冲罐
更改标记处
数
文
件
号
签
字
日
期
更
改
标
记
处
数
文件号签字
日
期
审
疋
第12页缓冲罐组装工艺示意图
上接头
编制共张
产品型号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
清洗
清洗
油盘
柴油,纱布,油扫
把待装零件表面得污物,机械杂质,表面油脂用柴油洗擦干净
3
装配
轿架,轿底装配
1、竖起轿架(LT061、1)
2、调整轿架立柱在整个高度得垂直度不大于1、5mm
3、轿架(LT061、1)与轿底( LT061、2)联接
4、安装地坎托架与轿厢地坎
编制
审核
会签
标记
处数
更改文件号
签字
日期
部件图号
LT061、0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
四 轿顶护栏与拉杆转配
10’
1、安装轿顶护栏
2、安装拉杆
10’
3、检验
5’
15’
五安全钳装配
六门机与轿门试装
5’
1、在下梁上安装安全钳底座
1、安装门机与轿门
20’
2、在上梁上安装其安全钳得传动机构,并用拉条拉杆与
7、检验
10’
5’
二轿壁装配
15’
1、在轿底上安装前壁与后壁
5’
2、在俩侧安装侧壁
20’
3、校正以上各轿厢壁板得垂直度,其中前壁(LT061、3、2)得
垂直度不大于1/1000,并用螺栓M8X25
4、检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kg-0、13m/s
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kg-0、13m/s
部件图号
LT061、0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
调整地坎外沿于轿架(LT061、1)中心得相对位置
10’
6、矫正轿底(LT061、2)上面水平度不大于3/1000
装配工艺过程卡片
产品型号
SJ-1000kg-0、13m/s
部件图号
LT061、0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前得准备工作
1、备齐一台轿厢需用得部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2、准备齐全有关得装配用得工具(榔头,铜棒,扳手,螺丝刀等)
2、门机调试
安全钳底座连接
3、检验
3、检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数更改Βιβλιοθήκη 件号签字日期装配工艺过程卡片
产品型号
SJ-1000kg-0、13m/s
部件图号
LT061、1
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前得准备工作
10’
1、备齐一台轿底所需得零件及配件
2、准备齐全有关装配用得工具
活手板,钢卷尺
10’
5’
15’
装配
按图将上梁(LT061、1、1),,直梁(LT061、1、2),下梁(LT061、1、3)用M16X45连接
5’
20’
检验
检查各部件尺寸与公差
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字