标准工时工价表
人工预算单价计算表
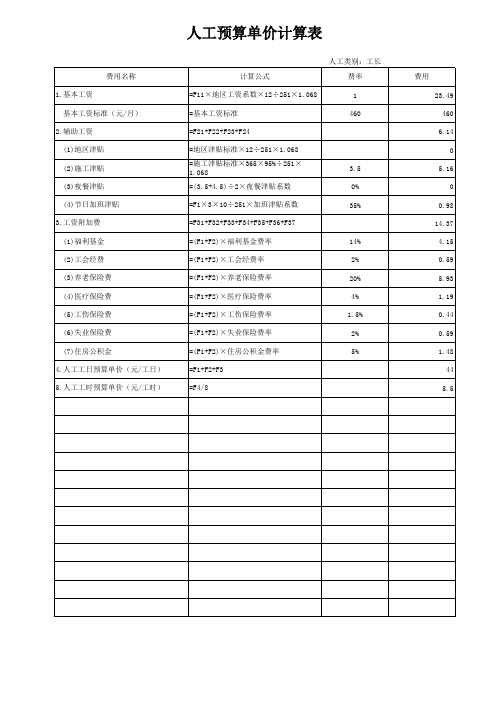
人工预算单价计算表
人工类别:中级工 费用名称 1.基本工资 基本工资标准(元/月) 2.辅助工资 (1)地区津贴 (2)施工津贴 (3)夜餐津贴 (4)节日加班津贴 3.工资附加费 (1)福利基金 (2)工会经费 (3)养老保险费 (4)医疗保险费 (5)工伤保险费 (6)失业保险费 (7)住房公积金 4.人工工日预算单价(元/工日) 5.人工工时预算单价(元/工时) 计算公式 =F11×地区工资系数×12÷251×1.068 =基本工资标准 =F21+F22+F23+F24 =地区津贴标准×12÷251×1.068 =施工津贴标准×365×95%÷251× 1.068 =(3.5+4.5)÷2×夜餐津贴系数 =F1×3×10÷251×加班津贴系数 =F31+F32+F33+F34+F35+F36+F37 =(F1+F2)×福利基金费率 =(F1+F2)×工会经费率 =(F1+F2)×养老保险费率 =(F1+F2)×医疗保险费率 =(F1+F2)×工伤保险费率 =(F1+F2)×失业保险费率 =(F1+F2)×住房公积金费率 =F1+F2+F3 =F4/8 14% 2% 20% 4% 1.5% 2% 5% 3.5 0% 35% 费率 1 340 费用 17.36 340 5.89 0 5.16 0 0.73 11.29 3.26 0.47 4.65 0.93 0.35 0.47 1.1
人工类别:高级工 费用名称 1.基本工资 基本工资标准(元/月) 2.辅助工资 (1)地区津贴 (2)施工津贴 (3)夜餐津贴 (4)节日加班津贴 3.工资附加费 (1)福利基金 (2)工会经费 (3)养老保险费 (4)医疗保险费 (5)工伤保险费 (6)失业保险费 (7)住房公积金 4.人工工日预算单价(元/工日) 5.人工工时预算单价(元/工时) 计算公式 =F11×地区工资系数×12÷251×1.068 =基本工资标准 =F21+F22+F23+F24 =地区津贴标准×12÷251×1.068 =施工津贴标准×365×95%÷251× 1.068 =(3.5+4.5)÷2×夜餐津贴系数 =F1×3×10÷251×加班津贴系数 =F31+F32+F33+F34+F35+F36+F37 =(F1+F2)×福利基金费率 =(F1+F2)×工会经费率 =(F1+F2)×养老保险费率 =(F1+F2)×医疗保险费率 =(F1+F2)×工伤保险费率 =(F1+F2)×失业保险费率 =(F1+F2)×住房公积金费率 =F1+F2+F3 =F4/8 14% 2% 20% 4% 1.5% 2% 5% 3.5 0% 35% 费率 1 420 费用 21.45 420 6.06 0 5.16 0 0.9 13.34 3.85 0.55 5.5 1.1 0.41 0.55 1.38 40.85 5.11
机动车维修工时定额和工时单价备案表

3、执行机动车生产厂家公布的工时定额标准或自订的工时定额标准的,要附定额标准材料。
4、本备案内容由机动车维修业户向客户公示,接受社会监督。
□执行自订的工时定额标准。(表后附定额标准材料)
二、 本单位执行的机动车工时单价标准:
1, 修理工时: 元/工时
2, 涂漆工时: 元/工时
3, 机加工工时: 元/工时
4, 检测工时: 元/工时
5,
三、执行时间从 年 月 日起。
负责人签名:
(业户Байду номын сангаас章)
年 月 日
注:1、本表一式两份,报所在地道路运输管理机构备案一份,业户留存一份;
3执行机动车生产厂家公布的工时定额标准或自订的工时定额标准的要附定额标准材料
机动车维修工时定额和工时单价备案表
业户名称
许可证号
经营范围
联系电话
一、 本单位执行的机动车工时定额标准(请选择其中之一,并在□中打√):
□执行省道路运输协会制订的《河南省机动车维修工时定额》标准。
□执行机动车生产厂家公布的工时定额标准。(表后附定额标准材料)
常见维修保养项目工时及价格表
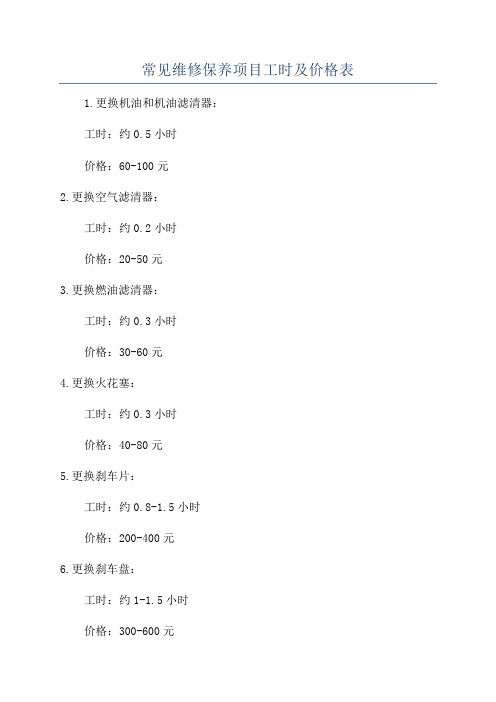
常见维修保养项目工时及价格表1.更换机油和机油滤清器:工时:约0.5小时价格:60-100元2.更换空气滤清器:工时:约0.2小时价格:20-50元3.更换燃油滤清器:工时:约0.3小时价格:30-60元4.更换火花塞:工时:约0.3小时价格:40-80元5.更换刹车片:工时:约0.8-1.5小时价格:200-400元6.更换刹车盘:工时:约1-1.5小时价格:300-600元7.更换空调滤芯:工时:约0.2小时价格:30-50元8.更换雨刷片:工时:约0.2小时价格:20-50元9.更换车灯泡:工时:约0.1小时价格:10-30元10.更换蓄电池:工时:约0.3小时价格:200-400元11.进行四轮定位:工时:约1-1.5小时价格:100-200元12.更换轮胎:工时:约0.5-1小时(不含平衡)价格:200-800元13.发动机清洗:工时:约1小时价格:200-500元14.空调系统维护:工时:约1-2小时价格:300-800元15.更换变速器油:工时:约1-2小时价格:200-500元16.更换冷却液:工时:约1小时价格:100-300元17.更换转向助力油:工时:约0.5小时价格:50-100元18.更换前后差速器油:工时:约1-1.5小时价格:200-400元以上工时和价格仅为估计值,具体价格还需根据不同地区的市场价格和具体车型而定。
在维修保养之前,建议先在4S店或专业修理厂进行检查和询问,以获得准确的工时和价格报价。
此外,需要注意的是,以上列举的是常见的维修保养项目,针对不同车型和不同车况,可能会有其他额外的维修保养项目。
在进行维修保养之前,最好先与修理厂或技师进行沟通,以确保所有需要维修保养的项目都能得到妥善处理。
同时,在选择维修保养厂家时,也应该考虑其信誉和服务质量,以确保汽车的维修保养工作能够得到专业和可靠的处理。
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
车间各品类标准工价
冚车袖口1/8双线
0.16
23
平车驳接圆领条则骨*1
0.05
冚车裤脚1/8双线(比衣服袖口多翻一个骨位)*2
0.18
24
四线级领条定位线*1
0.05
平车筒拉脚边捆条*1(100CM)
0.15
25
四线级领条定位线*1 对条
0.06
平车间前领1/4明线*1
0.12
26
四线上圆领*1
0.23
27
走领条实样线*1(面料卷)
52
三线级洗后腰散口*1
52
耳仔
平车驳腰头顶暗线,连间里明暗线*1,运返两头*1
53
冚车拉耳仔*5
平车画订耳仔*5 剪*5
打腰头耳仔顶上活枣*6个
腰底没打枣
打腰头耳仔上下活枣*6对
腰头腰顶都有打枣
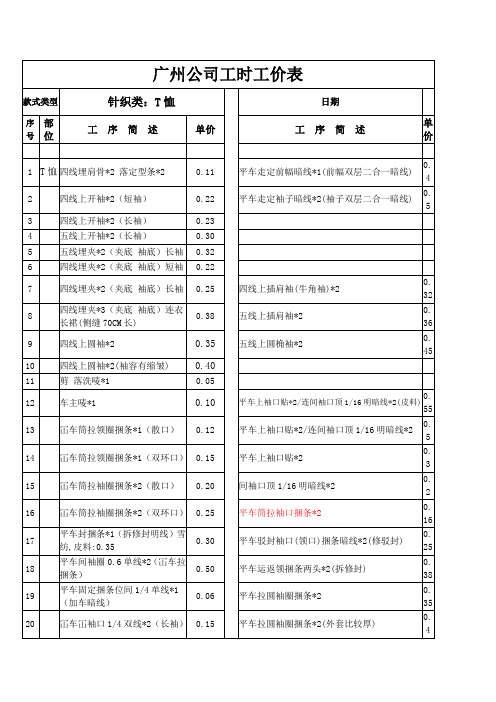
广州公司工时工价表
款式类型
梭织衬衫
日期
序号
部位
工 序 简 述
单价
工 序 简 述
单价
1
五线埋前担干2*2
0.24
13
五线埋后浪*1对位
13
双针间后浪双线*1
14
贴袋
画后袋位*2
14
中烫后袋实样*2
包烫前鼠袋*1
0.08
15
双针环口后袋口*2
平车贴鼠袋1/16单线*1(修剪止口/前幅二合一大袋)
0.45
15
平车环口后袋口单线*2
平车贴鼠袋1/16单线*2(修剪止口/前幅袋*2)
0.6
16
平车散口后袋口单线*2
16
平车散口折车脚边1/4明线*2(两头U形直脚100CM)
0.4
裁床工价表
3279
0.6534
标准工价 工序名称 (Y/1P) 裁后幅面双弹 裁前幅面双弹 裁面浪双弹 裁里浪汗布
版次: 单件工时 标准工时 (SM/1P)
初始工价
7.478
标准产量 (P/385M) 技术 级别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
011CBJ 012CBJ 013CBJ 014CBU 013CBJ 014CBB 015CBB 016CBB 017CBU 011CVG 012CBB 013CBU
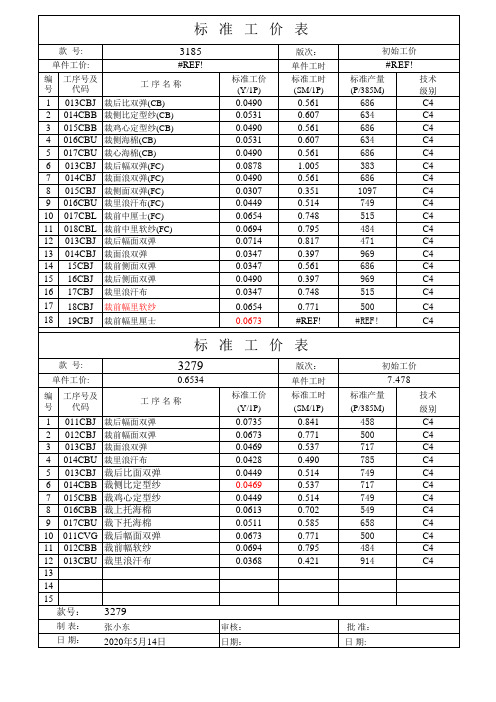
标 准 工 价 表
款 号: 单件工价: 编 号 工序号及 代码
3185
#REF!
工序名称 裁后比双弹(CB) 裁侧比定型纱(CB) 裁鸡心定型纱(CB) 裁侧海棉(CB) 裁心海棉(CB) 裁后幅双弹(FC) 裁面浪双弹(FC) 裁侧面双弹(FC) 裁里浪汗布(FC) 裁前中厘士(FC) 裁前中里软纱(FC) 裁后幅面双弹 裁面浪双弹 裁前侧面双弹 裁后侧面双弹 裁里浪汗布 裁前幅里软纱 裁前幅里厘士 标准工价 (Y/1P)
458 500 717 785 749 717 749 549 658 500 484 914
C4 C4 C4 C4 C4 C4 C4 C4 C4 C4 C4 C4
款号:
制 表: 日 期:
3279
张小东 审核: 日期: 批 准: 日 期:
2012年3月17日
版次: 单件工时 标准工时 (SM/1P)
初始工价
#REF!
标准产量 (P/385M) 技术 级别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
013CBJ 014CBB 015CBB 016CBU 017CBU 013CBJ 014CBJ 015CBJ 016CBU 017CBL 018CBL 013CBJ 014CBJ 15CBJ 16CBJ 17CBJ 18CBJ 19CBJ
维修项目工时费报价明细表
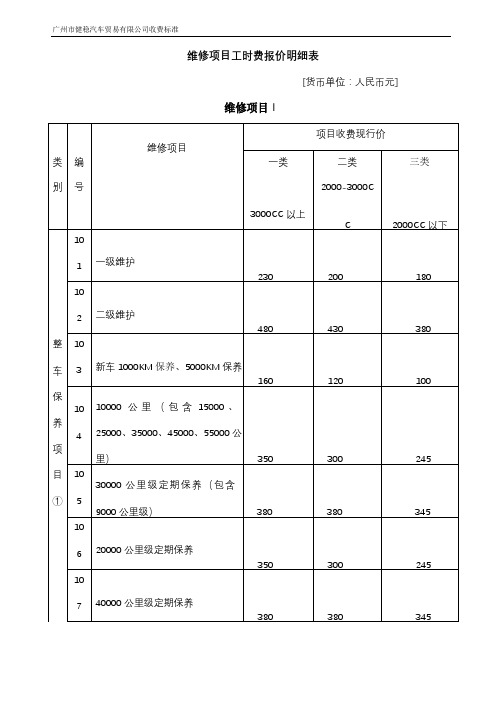
广州市健稳汽车贸易有限公司收费标准维修项目工时费报价明细表[货币单位:人民币元]维修项目Ⅰ项目收费现行价维修项目类别整车保养项目①编号101102103104105106107一类二类三类2000-3000C3000CC以上C2000CC以下一级维护230200180二级维护480430380新车1000KM保养、5000KM保养160120100 10000公里(包含15000、25000、35000、45000、55000公里)35030024530000公里级定期保养(包含9000公里级)38038034520000公里级定期保养35030024540000公里级定期保养38038034560000公里级定期保养81010万公里级定期保养911450400350 5004504000 11 1 11 2 11 3 11 4 11 5 11 6 11 7 11 8发动机,底盘一保220180150发动机,底盘二保450400350更换机油,机油滤清器806040更换波箱油605030整车美容护理380360330整车大修1200090008000150000公里全车保养900800700大修发动机附离合器280020001500车身保养300250200底盘中修912底盘大修12整车中修112保养四轮刹车212保养冷却系统312保养空调系统412保养方向系统512保养灯光系统612清洗发动机712清洗水箱加冷却液812传动轴保养91000800600 200015001200 650055004500 260200160 806050 806050 907060 605040 1009080 12010080 12010080维修项目Ⅱ广州市健稳汽车贸易有限公司收费标准13初驶保养 013检修电子燃油喷射 113电器系统一级维护 213电器系统二级维护 3120 100 90580 480 38090 80 70190 150 110广州市健稳汽车贸易有限公司收费标准212清洗喷嘴5480380280维修项目Ⅲ维修项目Ⅳ维修项目Ⅴ类编维修项目项目收费现行价广州市健稳汽车贸易有限公司收费标准广州市健稳汽车贸易有限公司收费标准维修项目Ⅵ广州市健稳汽车贸易有限公司收费标准维修项目Ⅶ广州市健稳汽车贸易有限公司收费标准广州市健稳汽车贸易有限公司收费标准维修项目Ⅷ维修项目Ⅸ项目收费现行价类编二类三类维修项目别号一类3000CC以上2000-3000CC2000CC以下901 902拆装车身饰件1100900800拆装仪表台400360320903更换前中网808080904更换前或后档风玻璃680480200 905更换发动机盖220180100 906更换发动机仓前龙门架120120120 907更换发动机盖锁并调整808080 908更换发动机盖拉索拉手404040 909更换倒车镜605050 910拆装倒车雷达180120100 911更换前翼子板160120100 912更换后翼子板650550450 913更换前车门(个)200200200车身部分⑨914更换前门玻璃(件)20015095 915拆装前门内饰板(件)1008060 916拆装后门饰板1008060 917拆装向管柱918更换车身前立柱400400350 919更换车身中立柱400400350 920更换前门锁机并调整(个)12010080 921更换后门锁机并调整12010080 922更换落水槽饰条(条)000 923更换前门玻璃绒槽(条)180160120 924更换后门玻璃绒槽180160120 925更换前门升降器或马达20012095926 927 928 929 930 931 932 933 934 935 936 937 938更换后门升降器或马达20012095更换门锁驱动器(个)12010080更换后门玻璃(件)180160120更换行李箱盖280260220更换前保险杠220160145更换后保险杠220160145更换点火开关及点火锁280180120更换全车标志1008060更换全车锁380280250安装全车电镀楣808080更换天窗玻璃150150150拆装天窗机构400300300更换后门三角窗120120120939更换车身下裙480450380 940更换后门玻璃外压条303030 941更换前门玻璃外压条303030 942校正大梁150014001300 943更换车身地毯250200200 944更换车顶900800700 945拆装驾驶室天花400300200 946拆装汽油箱680480240 947更换油箱拉索1008080948 949 950更换油箱开启盖303030更换水箱上支架120120120更换水箱下支架120120120车身部分⑨951更换车门防水胶条1008060 952更换车门外拉手505025 953更换车门内拉手1008060 954更换车门限位器404040 955更换后车门200200200 956957958959960拆装行李箱内饰件1208050更换行李箱后围板380380280更换行李箱拉簧806040无拆装前排座椅806040 961拆装后排座椅及靠背806040 962更换挡泥胶(四轮)404040 963更换前轮内挡泥衬胶(单边)404040 964更换后轮内挡泥补胶(单边)404040 965更换车门防撞胶505050 966更换大灯下支架1208050 967更换前保险杠上支架120120100 968更换后保险杠上支架120120100 969更换前叶子板内托(左或右)120100809128换叶子板饰条404040维修项目Ⅹ项目收费现行价类编二类三类维修项目别号一类3000CC以上2000-3000CC2000CC以下100全车内外沙板凹位一般6006005001 1002 1003 100霉烂位修复及校正严重900900800发动机盖凹位修复及校正150130120左前叶子板凹位修复及校正1501301204右前叶子板凹位修复及校正150130120 1005车顶凹位修复及校正200180160 1006左前门凹位修复及校正150130120 1007右前门凹位修复及校正150130120钣 金 ⑩广州市健稳汽车贸易有限公司收费标准维修项目Ⅺ项目收费现行价类编二类三类维修项目别号一类3000CC以上2000-3000CC2000CC以下广州市健稳汽车贸易有限公司收费标准9111后车门烤漆0111前立柱烤漆1111中立柱烤漆2111后立柱烤漆3111车门上幅烤漆4111车门下幅烤漆5旧件550500450残破600550500新件500450400旧件550500450残破600550500旧件400350300残破450400350旧件400350300残破450400350旧件400350300残破450400350旧件300250200残破350300250旧件300250200残破3503002501116车门防撞条烤漆100100100 1117沙板修复位补漆300250200新件300250200 111车身下裙条旧件350300250 8烤漆残破400350300。
维修工时价格表

汽车维修工时定额价目表一、发动机部分序号车型服务项目低档车中档车高档车1检修分电器2更换点火线圈3清洗化油器4更换油量传感器5更换汽油泵6更换曲轴前油封7更换曲轴后油封8更换汽缸垫服务项目低档车中档车高档车9更换正时皮带10更换飞轮齿圈11更换上(下)水管12更换水泵13拆装水箱14清洗水箱15更换风扇叶16更换电子扇17更换水温传感器18更换机油传感器19更换油底壳垫150—60020更换各种皮带21更换发动机支架胶22吊装发动机二、底盘部分低档车中档车高档车1更换离合器分离轴承 300—5002更换后半轴油封无3更换后半轴无4更换前半轴油封5更换前半轴6更换变速箱后油封7更换变速箱前油封300—7008更换变速箱总成300—7009更换离合器片10更换离合器总泵11更换离合器分泵无12换(前)后制动分泵13换(前)后制动片14更换制动总泵15换后钢板无16换后减震器17换前减震器18更换后轮轴承19更换前轮轴承20更换转向助力泵21更换悬架上球头22更换悬加下球头无23更换前稳定杆胶24更换吊中球头25更换横拉杆球头26更换传动轴十字节三、电器部分低档车中档车高档车1检修防盗系统2检修燃油路3检修点火系统4更换电动开关5检修烦光线路6排除仪表故障灯7检修门窗升降机8检修中央门锁9检修组合开关10检修喇叭11更换后尾灯12更换前大灯13修雨刮喷水马达14更换发电机15更换起动机马达16拆装仪表台四、钣金油漆部分低档车中档车高档车1更换升降器总成2更换全车锁3更换排气管4焊补安装排气管5安装前或后风挡玻璃6安装前或后保险杠7调校机盖或后盖8调校门锁9拆换排气管垫10全车喷漆11车顶喷漆12修理前盖及喷漆13修复前叶子板及喷漆14修复后叶子板及喷漆15修复后盖及喷漆16修复门及喷漆17前(后)保险杠喷漆。
维修工时价格表
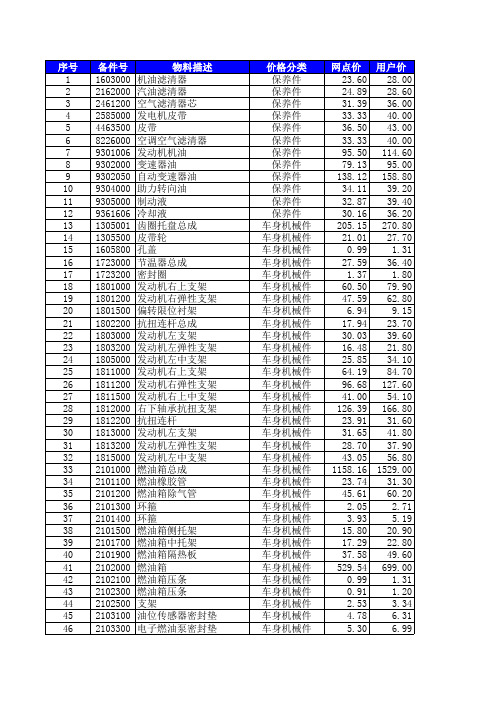
5.12 4.61 1.57 1.16 55.99 39.51 320.39 4.30 11.87 2.15 9.74 12.98 0.96 21.83 3.84 3.45 2.87 2.77 7.43 0.65 2.94 0.79 6.63 112.78 23.83 25.62 6.15 1.06 2.92 0.31 0.38 6.06 5.33 10.92 26.65 14.16 15.78 7.28 9.70 48.85 47.83 50.96 0.85 61.05 64.60 14.69 17.46
网点价 23.60 24.89 31.39 33.33 36.50 33.33 95.50 79.13 138.12 34.11 32.87 30.16 205.15 21.01 0.99 27.59 1.37 60.50 47.59 6.94 17.94 30.03 16.48 25.85 64.19 96.68 41.00 126.39 23.91 31.65 28.70 43.05 1158.16 23.74 45.61 2.05 3.93 15.80 17.29 37.58 529.54 0.99 0.91 2.53 4.78 5.30
47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93
2103500 2103700 2104100 2104200 2161000 2164000 2201000 2253200 2253500 2253600 2253700 2253800 2253900 2254000 2254200 2254800 2255000 2255200 2255300 2302500 2302700 2304800 2306200 2461000 2462700 2462900 2505000 2583500 2583700 2584200 2584300 2605500 2605600 2661500 2662001 2762200 2764000 2765000 2766000 2782000 2782001 2783000 2801500 2823000 2823001 2825000 2826000
(完整版)计件工资工价制定标准
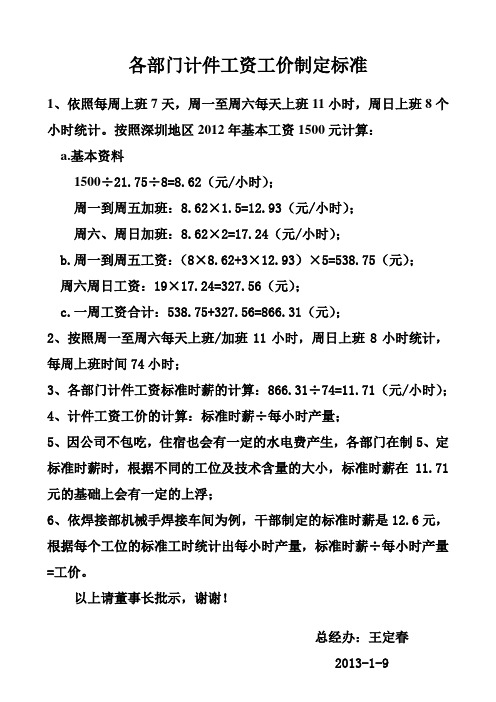
各部门计件工资工价制定标准
1、依照每周上班7天,周一至周六每天上班11小时,周日上班8个
小时统计。
按照深圳地区2012年基本工资1500元计算:
a.基本资料
1500÷21.75÷8=8.62(元/小时);
周一到周五加班:8.62×1.5=12.93(元/小时);
周六、周日加班:8.62×2=17.24(元/小时);
b.周一到周五工资:(8×8.62+3×12.93)×5=538.75(元);
周六周日工资:19×17.24=327.56(元);
c.一周工资合计:538.75+327.56=866.31(元);
2、按照周一至周六每天上班/加班11小时,周日上班8小时统计,
每周上班时间74小时;
3、各部门计件工资标准时薪的计算:866.31÷74=11.71(元/小时);
4、计件工资工价的计算:标准时薪÷每小时产量;
5、因公司不包吃,住宿也会有一定的水电费产生,各部门在制5、定
标准时薪时,根据不同的工位及技术含量的大小,标准时薪在11.71
元的基础上会有一定的上浮;
6、依焊接部机械手焊接车间为例,干部制定的标准时薪是12.6元,
根据每个工位的标准工时统计出每小时产量,标准时薪÷每小时产量
=工价。
以上请董事长批示,谢谢!
总经办:王定春
2013-1-9。
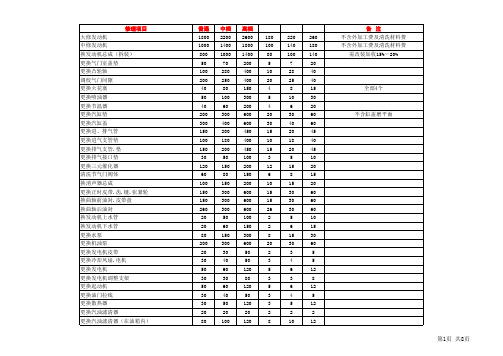
汽车维修工时收费标准
300
10
20
30
250
250
300
25
25
30
260
400
500
26
40
50
400
400
700
40
40
70
260
300
500
26
30
50
0
备注 视情况而定 进口油漆已市场价格为准
视情况而定
第8页 共8页
80
150
8
10
25
6
10
8
15
8
15
备注
硬管加收200% 不含抬发动机
手波 自动波
单边
第3页 共8页
修理项目 换中轴吊胶或轴承 换半轴球笼(半轴油封)
检修主减速器.主被动齿,轴承,差速器 更换后桥壳壳体 换主减速器密封垫 换圆锥主动齿油封
更换刹车总泵 更换真空助力器 换刹车软管(一条) 换刹车油 更换刹车硬管(一条) 更换刹车分泵.钳(单轮) 更换制动摩擦片总成(单轮) 更换制动鼓.碟(个) 光鼓.碟(个) 更换制动底版(单轮) 换轮胎螺丝(一个轮) 调全车刹车 换后半轴轴承及油封 换后轮半轴油封
维修工时价格表

汽车维修工时定额价目表一、发动机部分序号车型服务项目低档车中档车1检修分电器50.00 60.002更换点火线圈30.0 30.003清洗化油器50.00 100.004更换油量传感器100.00 100.005更换汽油泵60.00 80.006更换曲轴前油圭寸80.00 100.007更换曲轴后油封200.00 250.008更换汽缸垫200.00 300.00高档车80.00 60.00 150.00 120.00 100.00 200.00 400.00 400.009 更换正时皮带100.00 200.0010 更换飞轮齿圈200.00 250.0011 更换上(下)水管30.00 30.0012 更换水泵80.00 100.0013 拆装水箱40.00 40.0014 清洗水箱80.00 80.0015 更换风扇叶20.00 30.0016 更换电子扇40.00 60.0017 更换水温传感器30.00 30.0018 更换机油传感器60.00 100.0019 更换油底壳垫80.00 100.0020 更换各种皮带20.00 40.00300.00 600.0030.00250.0040.0080.0030.0060.0050.00600.00150 —600 50.0021 更换发动机支架胶60.00 80.00100.0022 吊装发动机400.00 600.00700.00二、底盘部分低档车中档车高档车1 更换离合器分离轴承180.00 200.002 更换后半轴油封80.00 120.003 更换后半轴80.00 120.004 更换前半轴油封50.00 50.005 更换前半轴50.0050.0050.006 更换变速箱后油封50.0050.0060.007 更换变速箱前油封200.00250.00 300 —700 8 更换变速箱总成300 —500 50.00250.00300 —7009 更换离合器片180.00250.00600.0010 更换离合器总泵80.00120.00150.0011 更换离合器分泵40.0040.00无12 换(前)后制动分泵40.0040.0040.0013 换(前)后制动片40.0040.0040.0014 更换制动总泵60.0080.00100.0015换后钢板50.00无16换后减震器30.0030.0060.0017换前减震器40.0060.0070.0018更换后轮轴承80.00100.00120.0019 更换前轮轴承80.00100.00120.00。
钣金工时定额列表
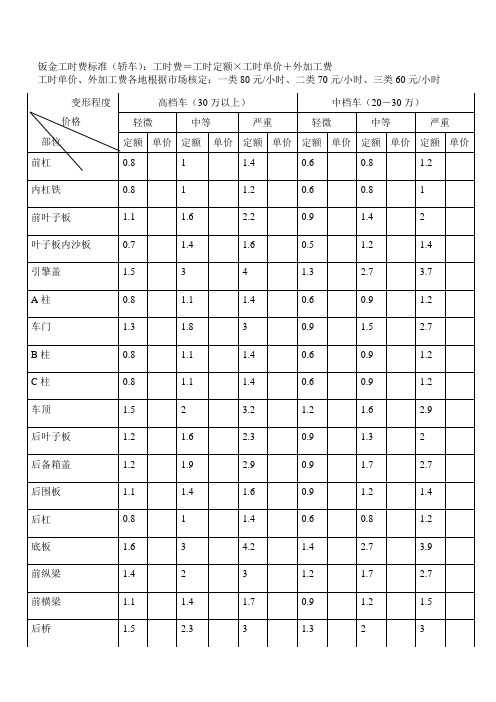
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
钣金工时费标准(面包车、旅行车):工时费=工时定额×工时单价+外加工费
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时。
汽车保养常用工时价格表
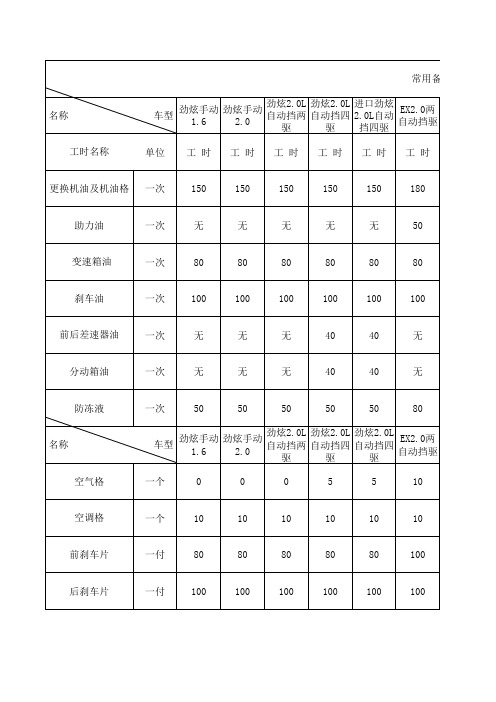
欧蓝德 2.0自动 挡两驱
欧蓝德 2.0自动 挡四驱
欧蓝德 2.4自动 挡四驱
名称
工时 工时 工时 工时 工时 工时
工时名称
车型 单位
180
180
180
180
180
180 更换机油及机油格 一次
50
50
50
无
无
无
助力油
一次
80
80
80
80
80
80
变速箱油
一次
100
100
100
100
100
100
刹车油
250
250
250
300
前差速器拆装
一个
无
无
无
无
无
无
前差速器拆装及检 修
一个
无
无
无
无
无
无
后差速器拆装
一个
无
无
无
400
400
无
后差速器拆装及检 修
一个
无
无
无
800
800
无
ABS泵拆装(包含 排气)
一个
400
400
400
400
400
400
节气门拆装
一个
80
80
80
80
80
80
点火线圈拆装
一个
20
20
20
无
无
无
无
无
无 (前)下悬臂球头 一个
80
80
80
80
80
80
后下悬臂
一根
无
无
无
无