成型条件表.
注塑成型参数的定义

成型条件设定一、成型四大要素图一二、注塑工艺五大要素温度、压力、时间、行程(位置)、速度三、料温定义:料温是指塑化物料的温度和以喷嘴注射出的温度,图二其中,前者称为塑化温度,后者称为注射温度.料温设定有利于塑化,降低熔体粘度,流动阻力或注射压力损失.增强流动性,提高料温还能对制品的一些性能带来好的影响,如结合线强度增加,但是料温过高又很容易引起热降解,最终反而导致制品的物理和力学性能变差.料温设定不利于塑化,塑料熔融后粘度较大,流动性差,成型后的制品容易出现熔接痕迹,表面无光泽和缺料等缺陷.料温设定的几个原则1.对于薄壁制品或形状复杂以及带有嵌件的制品,因流动困难或容易冷却,应选用较高的机筒温度,反之,对原壁制品,简单制品及无嵌件制品,均可选用较低的机筒温度.2.避免成型物料在机筒中过热降解,除应严格控制机筒最高温度之外,还必须控制物料或熔体在机筒内的停留时间.3.避免流涎, 喷嘴温度可略低于机筒最高温度,但不解太低.4.判断料温是否合适,可采用对空注射法观察,对空注射时,料流均匀,光滑,无泡,色泽均匀,刚劲有力.四、模温模具温度指和制品接触的模腔温度,它直接影响熔体的充模流动行为,制品的冷却速度和成型后的制品性解.一般来讲,提高模温可以改善熔体在模内的流动性,增加制品的密度和结晶度,以减小充模压力和制品的应力,但制品冷却时间延长,收缩率和脱模后的翘曲变形将会延长或增大,是生产率随冷却时间延长下降.反之,若降低模温,虽然缩短冷却时间和提高生产率,但在温度过低的情况下,熔体在模内的流动性能将会变差,并使制品产生较大的应力或明显的熔接痕迹等缺陷.此外,除了模腔表壁的粗糙度之外,模温还是影响制品表面质量的因素,适当地提高模温,制品表面的粗糙度也会下降。
关于成型条件设定要点总则:一般情况下条件设定越简单,生产越稳定,尤其是对于形状较简单或外观要求不高产品尽量使用较简单条件,如射出速度、射出压力及保压压力均使用1段即可。
注塑机调机必备--成型条件五要素
4.冷却时间 定义: 产品冷却固化而脱模后又不致于发生变形所需的时间
作用: (1)让制品固化 (2)防止制品变形
设定原则: (1)冷却时间是周期时间的重要组成部分,在保证制品质量的前提 下尽可能使其短. (2)冷却时间因熔体的温度,模具温度,产品大小及厚度而定.
5.滞留时间
定义:指注塑工艺中塑料树脂在注塑机中注射装置滚筒中的驻留时间(通常以分钟或秒计算)。换言之, 滞留时间也即塑料树脂从滚筒料斗仓口移动到喷嘴尖端的时间。滞留时间长就会导致塑料分解,塑料流动性增强, 塑料的性能发生变化。
4.缓冲量
定义: 螺杆注塑完拮,并不希望把螺杆中头部的熔料全部射出,还希望留一些.形成一个祭料量,此料量即为缓冲量. 作用: (1)防止螺杆头部与喷嘴接触发生机械破坏事故. (2)控制注射量的重复精度 设定原则: (1)缓冲量不宜过大,也不宜过小,过大,会使得余料过多,造成压力损失及原料降解,过小,则达不到缓冲之目的. (2)缓冲量的确定,一般取3~5mm为宜.
2.背压(塑化压力)
定义: 塑料在塑化过程建立在熔腔中的压力 .在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内), 且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺 杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压 。 作用: (1)提高熔体的比重. (2)使熔体塑化均匀. (3)使熔体中含气量降低.提高塑化质量 设定原则: (1)背压的调整应考虑塑料原料的性质. (2)背压的调整应参考制品的表观质量和尺寸精度 这种压力的大小是可以通过液压系统中的溢流阀来调整的。 在注射中,塑化压力的大小是随螺杆的设计、制品质量的要求以及塑料的种类不同而需要改变的,如果说这 些情况和螺杆的转速都不变,则增加塑化压力会加强剪切作用,即会提高熔体的温度,但会减小塑化的效率, 增大逆流和漏流,增加驱动功率。 此外,增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。 一般塑成型中的压力曲线操作中,塑化压力的决定应在保证制品质量优良的前提下越低越好,其具体数值是 随所用的塑料的品种而异的,但通常很少超过20公斤/平方厘米。 采用高背压有利于色料的分散和塑料的融化,但却同时延长了螺杆回缩时间,降低了塑料纤维的长度,增加 了注塑机的压力,因此背压应该低一些,一般不超过注塑压力的20%。
日精成型条件表

设定
实际
1.机水 模
2.模温 后
设定 实际
3.油温 模
中子选择方式: 无 A C
封针功 脱 能:模 剂操:作方
式:
使 有使 用
半自动
不使用 不使用 时间自动
机械手自动
螺杆直 径:
¢
产品单
水口单
重: 型腔
MM g g
PCS
注
环
非
明
保
环
2
表单管理编号:JM-FM-0526 REV:1.0
中间低速始 中间低速终 低速低压位置 高压位置
开模终位置 慢速距离 高速2位置 高速1位置
低压
高压
开模暂时停上位置
时间
推顶
推顶 动作方式 动作次数 前进限暂时停止 暂时停止时间
顶出压 力
顶出EV1
顶出EV2
前进开始时期
2速转换
后退EV4 反复后退位置
后退压 反力复顶出
EV3
前进限 位
反复前进限位
模 具
捷荣模具工业(东莞)有限公司(重点工程) 品质确认
年 客户
日精)成形条件表
机种
品名
文 件
模具编号
材料
颜色
干燥温度
设备料筒温度(℃)
区段 5
4
3
2
1
下料 口
设定
热流道温度(0C)
12345678
实际
生产确认
取数 干燥时间
9 10
作成 11 12
保压
射出
Pp3 Pp2 Pp1
时间 保压速度
V-P切换方式
射出 冷却 中间
速度 VP切换位置
V6 V5 PV3
注塑成型条件表 模具运水图
顶针顶出 : 开 模具顶出功能: 标记 处数
顶出次数: 次
备注
修订版号/描述
日期
修改
审核
批准
A0 A0
/ 接触压力 (bar) / /
共 1 页 第 1 页
/ /
注座进速2 注座退速1(%) 注座退速2
预塑停止 螺杆退回 (mm) (mm) ±5 / 停止(mm) / ±5 /
压力(KN) /
退压力bar 退速度% 动作时间s / / ±10 / 第五段 ±10 / / 机水 滑块 / / ±10 / 第六段 / / / )後模(模温机 后模 ±2 / ±2 / 第七段 / / / 机水 )
/ / / / 第二段 ±10 第2区 ±10 前模(模温机 前模 ℃±10
模具运水描述 模温℃:
水口板
℃±10
备注:简图只做参考
保 压
压力(bar) ±10 ±10 / / / 压力(bar) ±10 ±10 ±10 ±10
备注:简图只做参考,未分左右或AB 冷却时间S 产品单重g 热处理温度℃ ±5 ±0.5 / 成型周期S 水口重量g 热处理时间h ±5 ±0.5 / 背压 设备/模具预热时间min 射胶终止 ±5 35±10 ±5
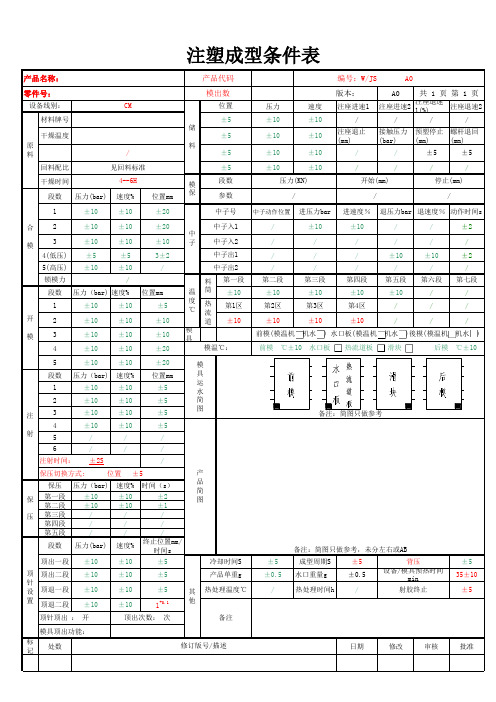
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
塑胶材料物性表

物料名称
收缩率/密度
模温/料温
干燥条件 及吸温性
耐气候性能
力学性能及化学稳定性
AS
0.2~0.7% 1.06~1.10
40~80 190~230
80度2~4H 0.5-0.66%
耐气候性中等,不受高温度环境影响
能耐一般性油脂,去污渍和轻度酒精,耐疲劳性较差,不易因 应力开裂,易着色,ห้องสมุดไป่ตู้加工,缺点:脆,透光率88-92%
TPU弹性体的力学性能包括:硬度,拉伸强度,压缩性能,撕裂 强度,回弹性和耐磨性能,耐屈扰性等,
TPR
1.5~2.5
0
60~70
0.9~1.3 170-220
耐候性
有优良的着色性,触感柔软,抗疲劳性和耐温性,加工性能优 越,无须硫化,触感优异柔软
TPE
1.5% 0.9~1.3
40~60 180-210
POM
2~3.5 1.42%
60~90 70度2-3H 180-220 0.4~0.45
在大气中暴晒易老化
抗蠕变性,耐疲劳性,化学腐蚀,冲击强度,刚度高,减磨耐 磨性好,吸水小,尺寸稳定性好,但热稳定性差
PP
1.0~3.5 40~70 60度1-2H 耐热性好,在100度可长期使用,但耐 力学性能如:抗拉强度、抗压强度、耐应力开裂性,
PE
1.5~3.6 50~70 ———— 0.9~0.96 180~250 0.03
耐辐照性良好
冲击强度较高,其它力学性能较低,在许多活性物质下应力 开裂,尺寸随温度变化较大,化学性质稳定,耐腐蚀性优良
PC
0.5~0.8 90~130 120度2-4 耐老化:可在130度下长期使用,耐寒 刚硬且有韧性,冲击强度较高,远优于PA;尺寸稳定性良好
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
塑料成型QC工程图

德信诚培训网塑料成型QC工程表文件编号QC工程表 - 塑料成型制定日期类别作业标准版本保密等级口机密口一般页次项次工程名称管制项目管制规格质量特性(参考文件)管制方式记录窗体负责人检验方法工具/机器确认频度作业员品管员1 进料检验1.色差2.MI值1.△E≦0.72.参照溶融指数标准1.进货验收单2.包材、零组件进料检验规范3.塑料粒进料检验规范1.目视2.测试1.色差机2.溶融指数机1次/LOT 进料检验记录表进料异常分析报告V 1.外观2.材质1.SIP依物料规格2 成型成型条件存盘记录1.成型作业标准书2.客户签样3.试模报告4.成型条件目视测试游标卡尺1次/LOT成型条件卡V 首件检查客户签样开线后前3PCS.首/末件检查记录表V 检验标准书3 制程检验挂卡调整成型作业标准书1、客户签样2、每日首/未件检查记录表3、塑料成型制程检验规范4、检验标准书1.测量2.目视1、色差机2、游标卡尺3 、光泽机第一次巡检 1次/班IPQC巡检日报表异常处理单V 尺寸检验标准书2PCS/2hr外观结构依签样、首件20pcs/2hr色差依色板OR客户签样1pcs/2次/班光泽依标准书4 成品检验外观结构检验业标准书客户签样1.抽样计划表2.客户签样3.检验标准书4.塑料成型检验规范目视测试色差机光泽机游标卡尺批/AQL异常处理单成品入库检验表V 色差客户签样1PCS/LOT光泽检验标准书1PCS/LOT尺寸检验标准书8PCS/批5 入库/转移1.品名规格2.工令单3.数量1.依产品类别2.工令单号3.生产数量1.入库表目视计算机每批入库表V。
聚碳酸酯(PC)的各种性能及其成型特性(个人总结含图表)
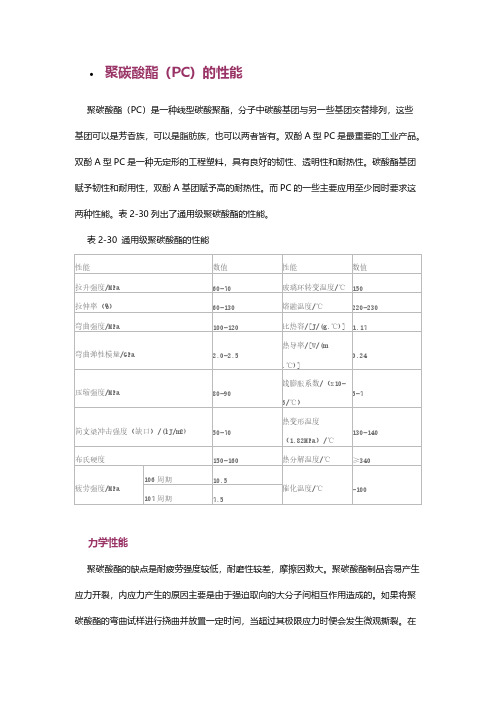
聚碳酸酯(PC)的性能聚碳酸酯(PC)是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可以两者皆有。
双酚A型PC是最重要的工业产品。
双酚A型PC是一种无定形的工程塑料,具有良好的韧性、透明性和耐热性。
碳酸酯基团赋予韧性和耐用性,双酚A基团赋予高的耐热性。
而PC的一些主要应用至少同时要求这两种性能。
表2-30列出了通用级聚碳酸酯的性能。
表2-30 通用级聚碳酸酯的性能力学性能聚碳酸酯的缺点是耐疲劳强度较低,耐磨性较差,摩擦因数大。
聚碳酸酯制品容易产生应力开裂,内应力产生的原因主要是由于强迫取向的大分子间相互作用造成的。
如果将聚碳酸酯的弯曲试样进行挠曲并放置一定时间,当超过其极限应力时便会发生微观撕裂。
在一定应变下发生微观撕裂时间与应力之间的关系依赖于聚碳酸酯的平均相对分子质量。
如果聚碳酸酯制品在成型加工过程中因温度过高等原因发生分解老化,或者制品本身存在缺口或熔接缝,以及制品在化学气体中使用,那么,发生微观撕裂的时间将会大大缩短,其极限应力值也将大幅度下降。
热性能聚碳酸酯的耐热性较好,未填充聚碳酸酯的热变形温度大约为130℃,玻璃纤维增强后可使这个数值再增加10℃。
长期使用温度可达120℃,同时又具有优良的耐寒性,脆化温度为-100℃。
低于100℃时,在负载下的蠕变率很低。
聚碳酸酯没有明显的熔点,在220-230℃呈熔融状态。
由于其分子链刚性大,所以它的熔体粘度较高。
电性能聚碳酸酯由于极性小,玻璃化转变温度高,吸水率低,因此具有优良的电性能。
表2-31列出了通用级聚碳酸酯的电性能。
表2-31 通用级聚碳酸酯的电性能耐化学药品性能聚碳酸酯对酸性及油类介质稳定,但不耐碱,溶于氯代烃。
PC有较好的耐水解性,但长期浸入沸水中易引起水解和开裂,不能应用于重复经受高压蒸汽的制品。
PC易受某些有机溶剂的侵蚀,虽然它可以耐弱酸、脂肪烃、醇的水溶液,但可以溶解在含氯的有机溶剂中。
标准成型参数记录表
关模低压
关模高压
开模快速
开模高压
顶出 顶针后退 顶针前进 速度 压力 位置 顶针停留 顶针延时 托模选择: 口前托 口中托 口后托 口 不动作 口 重复 托模形态: 口 震 荡 口 定位 托模次数 次 射出 S 冷却 S
射出二段
射出一段
口位置 保压二段
mm 保压一段
产品或模具缺陷、注意事项
加料二
后松退
材料 四段 五段 六段 七段 油温 G11 G28 M8 5点 G12 G29 M9 6点 G13 G30 M10 7点 G14 G31 M11 8点 G15 G32 M12 9点 热咀温度 设定值 G16 G33 M13 G17 G34 M14
毛重 G1 G18 G2 G19
周 期 烘料温度 G3 G20 Z1 M17 G4 G21 M1 M18 G5 G22 M2 M19 G6 G23 M3 M20
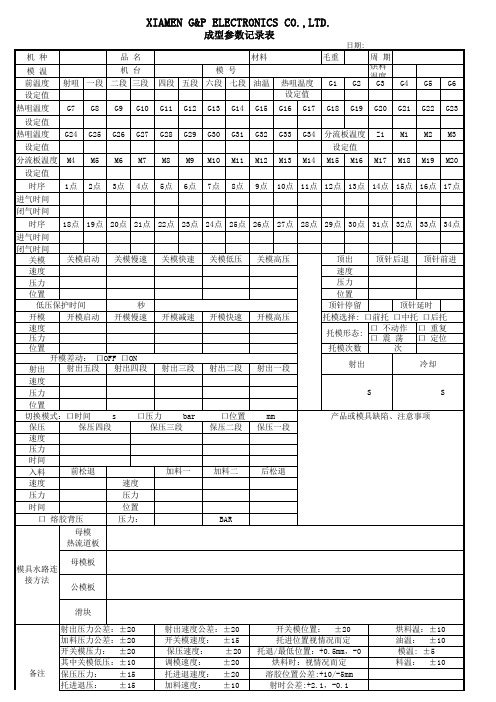
XIAMEN G&P ELECTRONICS CO.,LTD.
成型参数记录表
日期:
机 种 模 温 前温度 设定值 热咀温度 设定值 热咀温度 设定值 分流板温度 设定值 时序 进气时间 闭气时间 时序 1点 2点 M4 M5 G24 G25
品 名 机 台 射咀 一段 二段 三段 G7 G8 G9 G26 M6 3点 G10 G27 M7 4点 模 号
BAR
备注
射出速度公差:±20 开关模速度: ±15 保压速度: ±20 调模速度: ±20 托进退速度: ±20 加料速度: ±10
开关模位置: ±20 托进位置视情况而定 托退/最低位置:+0.5mm,-0 烘料时:视情况而定 溶胶位置公差:+10/-5mm 射时公差: 料温: ±10
注塑成型条件表
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□。
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
海天注塑机160T画面成型条件表

存储
38
实 树 脂 温 度 动2 模 动1 60 测 温 定1 60 定2
状态 控温 控温 控温 控温 控温 关闭 正常 [0-自动 1-比例] % 加热周期 流量 40 0 0 0 12 现在温度
s 充填时间 MPa
s 残量 计量时间
5-1
mm s
射出压力(MAX) 0 170 10 00 min 00 00 -
再次托模 机械手使用
1 0
[0-不用 1-使用] [0-不用 1-使用] 浇道重量 4.33±0.5g 制 W1 12.30±0.5g 品 W2 12.30±0.5g 重 W3 ±0.5g 量 W4 ±0.5g 利 用 率 #VALUE! %
塑 件
新品试做 改定理由
日期
承认
点检
作成
秒 时间
定时开启 储料 储料一段 储料二段 储料三段 储料终止 4 射 退
Байду номын сангаас
起始位置 58 0 0 0 5
压力 110 0 0 0
起始位置 0 55 55 55 偏移位置 3 终止位置 0 0 起始位置 1 10 15 15 5 1 3 1 压力 座进快速 座进慢速 座台退 调模 公模吹气 母模吹气 20 10 20 60 起始位置 0 0
80 0 0
20 0 0
60 0 0
压力 50
速度 20
时间 1 0 时间 0
储前冷却 再次储料 螺杆转速 托模 托进一段 托进二段 托进终止 托退一段 托退二段 托退终止
[0-位置时间 1-时间] 0 0 0 0 0 0 0 0 压力 50 50 30 140 50 50 40 30 流量 50 40 40 40 40 30 30 20 [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用] [0-不用 1-使用]
TPU加工成型介绍

TPU制品·材料干燥:材料成型时,须在80℃×4小时以上,之环境下预备干燥,但不可太久,否则可能引起材料变色。
·熔融温度:随材料硬度变化而变化,在120~250℃之间。
·建议成型条件·水口料之回收残余料、洗机料、不良品,可再重新抽料回收使用。
1射出成型可添加30%至正常品内使用。
2押出成型水口料须分开加工或加入射出成型材料内。
·配色1色料最好先制成masterbatches(PUbase)。
2TPU专用色料也可使用。
3色料须先干燥处理。
·回火处理1硬度90A以下要在80~90℃×16小时。
2硬度90A以上要在100~110℃×16小时。
3加工产品须储存一个星期以上,物性最好。
·成型时注意事项220℃以上材料会热分解,须避免在此温度滞留20分钟以上。
低硬度材料,热安定性不很好,更须特别注意其滞留在料管之中。
TPU挤出成型不良分析TPU押出事项1.单螺杆押出机螺杆压缩比1:2—1:3之间皆适用,最好是1:2.5,三段式螺杆长径比最佳为25—30,良好的螺杆设计可避免激烈摩擦引起材料的分解裂化。
假设螺杆长度为L,进料段为0.3L,压缩段为0.4L,计量段为0.3L,螺筒与螺杆间隙为0.1—0.2mm。
机头处的封槽板需有1.5—5mm的孔洞,使用2片400孔/cmsq的滤网(约50目)。
押出成型时一般需要更大的马力的马达。
一般PVC螺杆或BM螺杆可用,短压缩段螺杆不适用。
2.成型温度根据不同厂家的材料而定,硬度越大押出的温度越高。
加工温度进料段到计量段增加10--20℃。
3.螺杆转速太快因剪切应力而导致摩擦过热,转速设定应控制在12—60rpm,具体值按螺杆直径而定。
直径越大转速越慢。
各家材料有所不同,应注意供应商的技术要求。
4.使用前螺杆需要进行彻底的清洗,可使用PP或HDPE在较高温度下清洗。
也可以用清洁剂进行清洗。
海天250T画面成型条件表
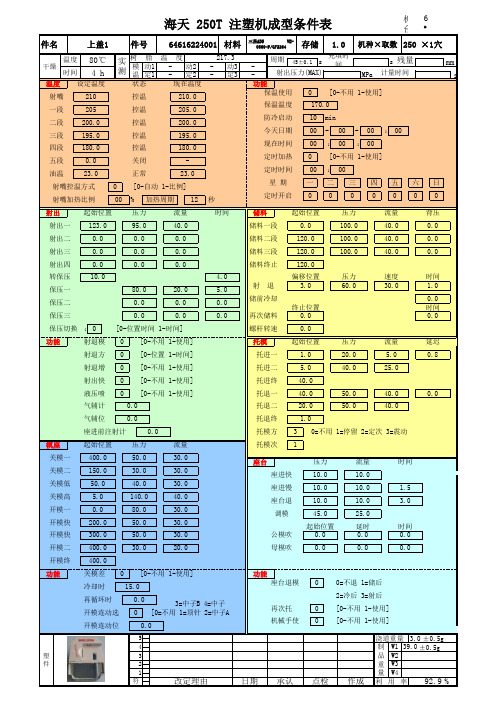
机台6#功能30.05.0140.040.0开模快二30.0关模低压关模高压30.0现在温度储料功能座台射嘴五段205.0200.0195.0180.00.00.00.00.00.0时间0.0起始位置200.0 1.5座进快速10.010.0座进慢速30.000-冷却时间15.0150.0400.050.080.050.030.0300.050.0模座起始位置压力关模一段30.0关模二段00:残量周期s 保温使用0实测210控温温度设定温度状态80℃4 hmm s射出起始位置压力流量210.0射出压力(MAX)充填时间控温二段三段195.0控温s保温温度170.0MPa计量时间[0-不用 1-使用]功能00一段10min 今天日期00-防冷启动控温205:00四段180.0控温现在时间00:00一二0.0关闭-定时时间定时加热0[0-不用 1-使用]:00油温23.0正常23.000射嘴控温方式0[0-自动 1-比例]定时开启星 期秒射嘴加热比例00%加热周期0.0射出三0.00.00.00.0射出一123.095.00.0射出二40.0日00六三四五射出四25.0时间0.00.00.00.00.00.0托模转保压10.04.0托退一段保压一80.0保压三托进二段射退方式射退增压流量45±0.1树脂温度0起始位置--压力-背压材料三星ABS VE-0860-P/G72264储料一段0.0--40.012000 1.0-模温动1定1动3定2定3存储64616224001W1W2件名上盖1217.3动2件号干燥温度时间机种×取数250 ×1穴浇道重量射 退100.0储料二段120.0储料三段 3.0[0=不用 1=顶针 2=中子A3=中子B 4=中子C]开模连动位置0.00.0再循环时间5开模连动选择0利用率%92.9W4制品重量39.0W340.00.0100.0100.040.00.0开模快一200.050.030.040.0开模一慢0.040.0压力60.0保压二0.00.00.05.0120.0偏移位置0.0速度30.030.020.05.0流量延迟储料终止120.0开模终止400.0开模二慢400.0关模差动20.0保压切换:000.00[0-不用 1-使用] 3.040.0流量起始位置[0-位置时间 1-时间]螺杆转速[0-不用 1-使用]时间1.0压力0.0时间储前冷却终止位置0.00.0再次储料0.81.0托进终止40.0托进一段 1.020.0 5.050.040.010.0托退二段20.00.0托退终止50.040.03.0座台退托模次数110.0时间压力流量10.010.0再次托模0气辅计时座台退模式公模吹气母模吹气功能托模方式3[0-位置 1-时间]2=冷后 3=射后0=不退 1=储后 延时0=不用 1=停留 2=定次 3=震动调模45.025.0[0-不用 1-使用][0-不用 1-使用]射退模式气辅位置座进前注射计时0液压喷嘴00射出快速0[0-不用 1-使用]作成0.00.00.0[0-不用 1-使用]机械手使用[0-不用 1-使用]点检承认日期改定理由符号塑件4321±0.5g ±0.5g。
成型条件记录表
万和科技发展(天津)有限公司
.
万和科技发展(天津)有限公司
.
料管温度 ( ℃ )[±10%] 条 件 管 理 H1 H2
夜班记录者:
H4 H5 H1 H2 H3 H4 H5
H3
注塑压力 (kg/㎠)[±5]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
注塑速度 (%)[±15]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
位 置
注塑位置 (mm)[±15]
1次
2次
3次
4次
成型条件记录表
客户: 模具号码 品 品 名 号
定模(±10℃) 动模(±10℃)
决 裁
担当
审议
决议
日期: 设备编号 原材料 色号 TON 产品单重 料耙单重 模取数 烘料 (±10℃)
年
月
日
℃/ H
模温机温度 ( ℃ )
□循环 □循环
白班记录者:
□冻水 □冻水
□模温机( □模温机(
℃) ℃)
管理项目
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
时 间
注塑时间 (secmm)
剩余量(±3mm)
冷却(sec)
计量(±5mm)
剩余量(±3mm)
CT(±5sec)
模具温度
CT(±5sec)
模具温度
生产能力
个/小时
个/小时
揭示板

正 : 工厂长 副 : 生产科长
80506
( 科长(签字 )
(
年
月
日)
* 模具 温度条件
温水温度( ℃ ) 备注
使用基准 :模具 温水机基准表
品名 业体 温度
PHOTO
9号机 10号机 11号机 12号机 13号机 . 昼/夜 注塑班长应温水温度设定内容记录在黄色栏并揭示 . 注塑科长应确认CHECK记录内容.
特记事项 1. 温水机异常时 立即报告管理者.
* 管理负责人
PP(复合) (7~10 %)
금 형 예 열 표 준
예열 금형 LIST
MODEL 금 형 명
VM BOTTOM FRONT BACK
예열온도 60 ℃ 60 ℃ 60 ℃ 60 ℃ 60 ℃
사용 원재료
ABS (제일모직) ABS (제일모직) ABS (제일모직) ABS (제일모직) ABS (제일모직)
注塑成型品 重点管理 项目
注塑成型 热(熱)管理 : 加热(RESIN)→注塑( 成型机)→冷却(模具)
HOPPE
成型品
CYLINDER
RESIN
R
M
O L
D
HEATE
R
SCREW
注塑CYLINDER
CUSHION量
制动油
区分
模
具
成 型 机
制动油 温度管理: 40± 2℃~± 5℃ Cushion量 :Screw 直径别 设定标准
예열기 온도 설정
50℃
금형교환순서
항목 순서
1
(
년 월 일)
적용범위
교환기계및 금형확인 해당(지시)기계로 이동 생산완료 5쇼트전 닫음 호퍼 청소 실린더 온도 조정 호이스트 이동 금형(전,후)이동 금형부착 성형 조건 입력 냉각수 OPEN 로보트,분쇄기조정 해당 기록물 확인 초물검사 이상 발생 유,무 확인 작업 완료후 원위치 금형 보관대 이동 보관전 금형 세척
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
熔胶1 熔胶2 110 80 40 110 80 62
保压
压力[bar]
速度[%]
保压方式
熔胶延迟[S] 0
冷却时间[S] 20
周期时间[S]
0
时间[S]
开/关模区
锁模
压力[bar] 速度[%]
行程[mm] 慢速
60 45 150
开模时间 20 [S]
低压保护
5
[S] 顶针/射座区
快速
60 40 15
低压
5 25 3
高压
95 30
顶针
压力[bar] 速度[%]
行程[mm]
顶针退 50 30
顶针进 60 40 65
顶针延迟 顶针停留 顶退保护 顶针种类 顶针次数
是 否
开模
压力[bar] 速度[%] 行程[mm]
二慢
20 30 250
二快
60 35 200
一快
70 30 100
一慢
60 20 5
射座
压力[bar] 速度[%]
40 40 0 50 44
定次 1
射台退时[S]
出入芯设定
[一芯] 使用选择 出入退位 抽芯温度 抽芯保护 备 注
关 计数 / 是
动作 [二芯] [三芯]
关 计数 [℃] 否 关 计数
压力
速度
计数
时间
动模位置
一芯进 一芯退 二芯进 二芯退 三芯进 三芯退1 三芯退2
a.此条件参数,作为开机参考,实际参数记录在《成型条件跟踪表》中; b.参数控制范围:温度±10℃,压力±10bar,速度±15%,位置±10mm。
成 型 条 件 表
产品名称 产品材料 文件编号: 产品重量
射嘴手动输出[%] 45±5 三段 200 开 四段 五段 油温 36.2
客户 ABSXR409H 颜色 穴数
KOC 黑 2
设备编号 设备型号 模具编号
2 160T
温度区
烘箱温度
温度℃
90 3
炮筒温度
设定温度℃ 加热开关
射嘴 45 手动
一段 225 开 6 射一 110 12 48
二段 220 开
模具温度
温度℃
冷却方式
时间H
射胶/熔胶区
射胶
压力[bar] 速度[%]
行程[mm]
射五 射四 40 10 0 50 25 20 保三
射胶总时[S]
射三 90 30 25 保二 射二 120 50 40 保一
背 压
5 熔胶3
[bar] 后抽胶 40 10 66
熔胶
压力[bar] 速度[%]
确认
作成
日期
AO
0T
[S] [S]
否
定次 1
日期