日精成型条件表
模具专业用语

日语学习
模具专业用语
中国語日本語
模具金型
开模起型
公模,母模コア(オス側)、キャビティ(メス側)滑块スライド
毛边,毛刺バリ
缩水,凹痕ヒケ
拔模斜度抜きテーパ
流道ランナー
浇口ゲート
粒料ペレット
分模线パーティングライン(P/L)
倒陷アンダーカット
熔合线,结合线ウェルド
烧焦やけ
壁厚不均偏肉
咬花シボ
烫印タンポプリント、曲面印刷
丝印シルクプリント
喷漆塗装
塑胶材料,塑料树脂材料
成形条件成型条件
巴斯卡パスカル(Pa)
气缝エアベント
顶杆ノックアウトピン
模具保养管理金型保守管理
模具标准化金型の共通(汎用)化
电脑补助工程CAE
色板色味サンプル
着色不均色むら
充填不足ショートショット
挠曲反(そ)り
丙烯腈- 丁二烯- 苯乙烯ABS樹脂
聚碳酸脂ポリカーボネイト,PC
通用聚苯乙烯, 硬胶PS
高冲击聚苯乙烯, 不脆胶HIPS
聚丙烯, 百折胶PP
聚酰胺PA
乙烯-醋酸乙烯脂,橡皮胶EV A
聚对苯二甲酸乙二醇脂PET
聚氯乙烯PVC。
成型条件表.
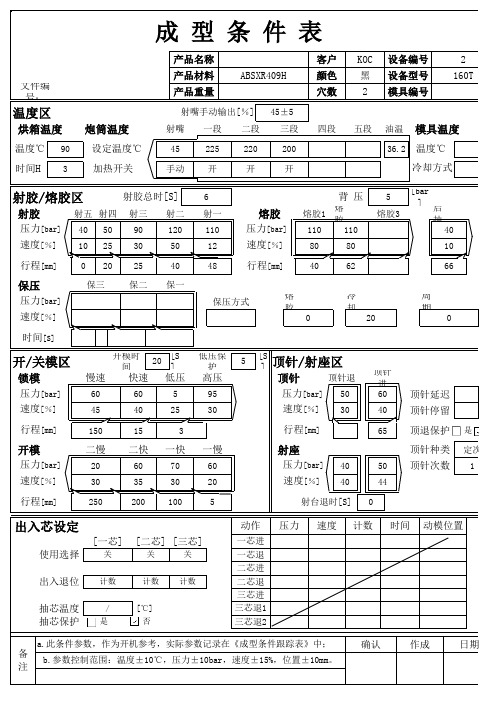
熔胶1 熔胶2 110 80 40 110 80 62
保压
压力[bar]
速度[%]
保压方式
熔胶延迟[S] 0
冷却时间[S] 20
周期时间[S]
0
时间[S]
开/关模区
锁模
压力[bar] 速度[%]
行程[mm] 慢速
60 45 150
开模时间 20 [S]
低压保护
5
[S] 顶针/射座区
快速
60 40 15
低压
5 25 3
高压
95 30
顶针
压力[bar] 速度[%]
行程[mm]
顶针退 50 30
顶针进 60 40 65
顶针延迟 顶针停留 顶退保护 顶针种类 顶针次数
是 否
开模
压力[bar] 速度[%] 行程[mm]
二慢
20 30 250
二快
60 35 200
一快
70 30 100
一慢
60 20 5
射座
压力[bar] 速度[%]
40 40 0 50 44
定次 1
射台退时[S]
出入芯设定
[一芯] 使用选择 出入退位 抽芯温度 抽芯保护 备 注
关 计数 / 是
动作 [二芯] [三芯]
关 计数 [℃] 否 关 计数
压力
速度
计数
时间
动模位置
一芯进 一芯退 二芯进 二芯退 三芯进 三芯退1 三芯退2
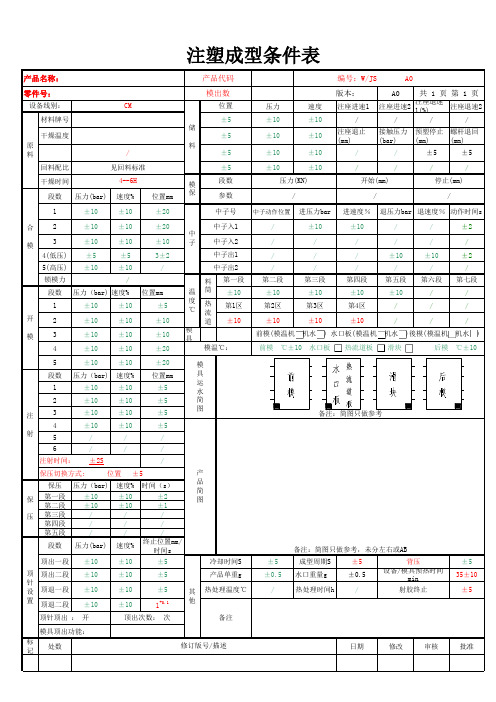
a.此条件参数,作为开机参考,实际参数记录在《成型条件跟踪表》中; b.参数控制范围:温度±10℃,压力±10bar,速度±15%,位置±10mm。
成 型 条 件 表
模具成型条件参照表B讲解
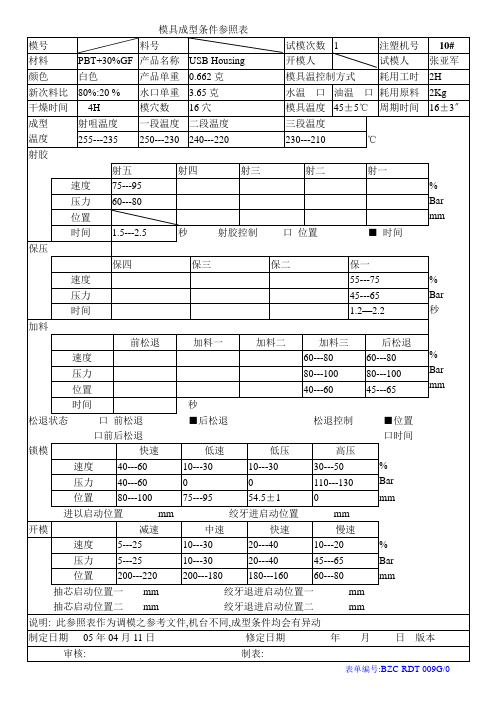
模具成型条件参照表模号 料号试模次数 1 注塑机号 1# 材料 PBT+30%GF 产品名称 FC-10本体开模人试模人韩培齐颜色 黑色 产品单重 0.77克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 10.38克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 2---5H 模穴数32穴模具温度 42±5℃ 周期时间 16±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 240---280220---260 200---240200---240℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---99 压力 50---85 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 40---70 压力 40---65 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 60---95 50---80 压力 60---100 50---80 位置40---6545---75时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---4510---2510---25 压力 30---60 0 0 100---130 位置90---13060---9048±2mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 10---25 15---40 35---65 10---30 压力 8---25 10---25 25---55 35---70 Bar 位置220---260200---240180---22040---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm 抽芯启动位置二 mm 绞牙退进启动位置二 mm模具成型条件参照表模号料号试模次数 1注塑机号 9# 材料 PA66 无纤 产品名称 JP01本体(格林客供) 开模人试模人韩培齐颜色 淡绿色 产品单重 5.2克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 4H 模穴数8穴模具温度 43±5℃ 周期时间 20±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 260---290250---280 240---270230---260℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---95 压力 50---75 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 45---65 压力 40---60 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 65---95 50---75 压力 60---85 50---75 位置70---9075---95时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---405---2010---25 压力 30---50 0 0 100---130 位置100---13070---10052±1mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 5---25 10---30 35---55 5---20 压力 8---20 5---25 25---45 40---60 Bar 位置200---220180---200160---18060---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm表单编号:BZC-RDT-009G/0。
成型条件表R03 (1)
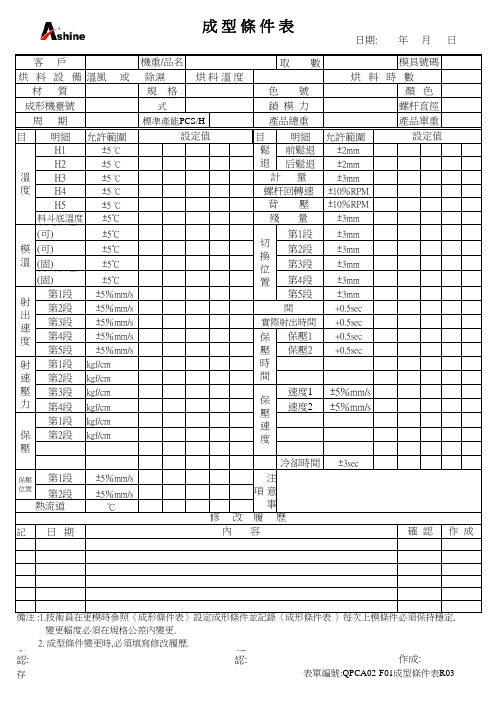
取 數項目明細允許範圍項目明細允許範圍H15 ℃前鬆退2mm H25 ℃后鬆退2mm H35 ℃3mm H45 ℃±10%RPM H55 ℃±10%RPM 料斗底溫度±5℃3mm 設定模溫 (可)±5℃第1段3mm 實測模溫 (可)±5℃第2段3mm 設定模溫 (固)±5℃第3段3mm 實測模溫 (固)±5℃第4段3mm 第1段 ±5%mm/s 第5段3mm 第2段 ±5%mm/s +0.5sec 第3段 ±5%mm/s +0.5sec 第4段 ±5%mm/s 保壓1+0.5sec 第5段 ±5%mm/s保壓2+0.5sec第1段 ±10%kgf/cm 第2段 ±10%kgf/cm 第3段 ±10%kgf/cm 速度1 ±5%mm/s 第4段 ±10%kgf/cm 速度2 ±5%mm/s第1段 ±10%kgf/cm 第2段±10%kgf/cm冷卻時間3sec第1段 ±5%mm/s 第2段 ±5%mm/s℃標記日 期承認:確認:保存期限:二年客 戶機重/品名模具號碼色 號顏 色烘 料 時 數鎖 模 力烘 料 設 備材 質規 格溫風 或 除濕烘 料 溫 度成形機臺號成形機形式螺杆直徑周 期標準產能PCS/H產品總重產品單重溫度鬆退計 量螺杆回轉速背 壓殘 量模溫切換位置射出速度設 定 射 出 時 間實際射出時間保壓時間射速壓力保壓速度保壓保壓位置熱流道修 改 履 歷注意事項作 成表單編號:QPCA02-F01成型條件表R03作成:2. 成型條件變更時,必須填寫修改履歷.內 容成 型 條 件 表設定值設定值變更幅度必須在規格公差內變更.確 認日期:08年8月5日日期: 年月日。
日精公司培训教材
注塑成型大体学习培训资料1注塑成型基础2-1塑料塑料是加热,加压后,就能够够成型加工的高分子物质。
塑料为天然树脂与合成树脂,一样指出由石油而成的合成树脂。
塑料的特长之一为加热后会变形,因此关于各类各样的形状能极易批量生产。
塑料可能分为有热塑性树脂与热固化树脂,大部份的产品用此两种塑料来制造。
热塑性树脂的性质为加热后溶化,在模具内进行冷却,就会固化造成产品,再次加热,也会溶化的性质。
热固化树脂的性质为尽管与热塑性树脂一样加热后溶化,但再次加热后会固化,一旦形成为固化后,再也不形成为溶化。
另外,最近开发出称为“super engineering plastic”的与金属一样强度、抗热抗击的塑料及像皮肤一样的很软的塑料,利用于各类各样的领域。
2-2注塑成型意味着把树脂在加热筒内进行加热溶化,接着把它射到模具内,然后把溶化树脂在模具内进行冷却。
通过此工程来制造产品。
2-3 进行注塑成型时所需的东西1. 成型材料(树脂)2. 材料干燥机(热风式、除湿式、真空式)3. 注塑成形机4. 模具5. 模具温度调剂器(媒体:水、油、加热器)6. 掏出器7. 粉碎机8. 成形技术2-4 注塑成形条件的5个因素1. 温度2. 时刻3. 量(位置)4. 速度5. 压力根据5个因素的配合,就会成立成形条件。
2-5成形条件成形条件应该确认5个因素如何设定,取得如何结果,并确认成形制品在设定范围及结果范围内能够取得良品。
成形条件表上所需的东西1.应该明确记载设定值范围及最终设定值。
2.应该明确记载结果范围及最终结果。
3.应该明确记载产品的不具产生部位。
2成形条件设定程序2-1 成形条件设定之前重要的是成形树脂、产品、模具利用什么样的。
1.确认树脂特性。
多少温度、多少时刻、如何方式来进行干燥假设干燥不足,不仅产生成形不良,而且产生产品的物性降低。
树脂温度在多少温度范围内能够成形要明白得多少温度时会溶化、多少温度时分解。
模具温度在多少温度范围内能够成形热变形温度为多少。
注塑成型条件表 模具运水图
顶针顶出 : 开 模具顶出功能: 标记 处数
顶出次数: 次
备注
修订版号/描述
日期
修改
审核
批准
A0 A0
/ 接触压力 (bar) / /
共 1 页 第 1 页
/ /
注座进速2 注座退速1(%) 注座退速2
预塑停止 螺杆退回 (mm) (mm) ±5 / 停止(mm) / ±5 /
压力(KN) /
退压力bar 退速度% 动作时间s / / ±10 / 第五段 ±10 / / 机水 滑块 / / ±10 / 第六段 / / / )後模(模温机 后模 ±2 / ±2 / 第七段 / / / 机水 )
/ / / / 第二段 ±10 第2区 ±10 前模(模温机 前模 ℃±10
模具运水描述 模温℃:
水口板
℃±10
备注:简图只做参考
保 压
压力(bar) ±10 ±10 / / / 压力(bar) ±10 ±10 ±10 ±10
备注:简图只做参考,未分左右或AB 冷却时间S 产品单重g 热处理温度℃ ±5 ±0.5 / 成型周期S 水口重量g 热处理时间h ±5 ±0.5 / 背压 设备/模具预热时间min 射胶终止 ±5 35±10 ±5
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
常用模具制做用语 中英语日语对照

語 にくあつ にくづけ にくもり にくぬすみ かたかいぞう かたしゅうせう すとっぽー すとりっぽー しきいた もーるどぶーす さぽーとぷれーと さぽーとぴら ぷらろっく ぷらぼると とりつけいた ぼとむぷれーと りたん がいどぴん がいどぷっしゅ だい だいぷれーと もじゅーる ぱーつ つりぼると くーれん ふっく わいやー やすり あぶらといし さんどペーパ めっしゅ こくいん しぼ ほうでんめ あらい こまかい ろーれっと ぶらすと ほっとらんなー しゅうり ようせつ ようせつき ようせつぼう あるごンあーくようせつ とーちばーな ぷろぐらませいぎょ ぷろやす いんじぇくとぱいざー あんじぇくとろーる こーるどすらぐ こーるどすらぐうえる とうけつ ゆあつ ゆあつおしだし ゆあつポンプ ゆあつモータ えあこんぷっるさー あぶらもれ あいるたんく ぴすとん えあしりんだー あらーむ あんぜんもん ひしようていし いろかえ パージざい じゅしおんど かたおん ひーとあっぷ
Injection Molding Cycle
Precision Injection Set the condition Mold Set-Up Mold Down Pressure Low Pressure Low Pressure Clamping Holding Time Back Pressure Clamping Force Hold Clamping Pressure Clamping Stroke Clamping Mold Opening Mold Closing speed Injection speed Injection Capacity Charging Charging Stroke Rid Insert Wall Thickness Plesticizing Thermel Decomposition Shrinkage Resin material plastic Rubber Master Batch Powder plastic Dry Color
注塑机成型条件表样本
位置position 背壓back pressure 快quick (1) 速度 鎖模lock mold 壓力
開模 open mold
位置
熱咀溫度(hot tip temp. ℃)
Байду номын сангаас备注:
核准Approvaled by:
確認Confirmed by:
作成Submitted by:
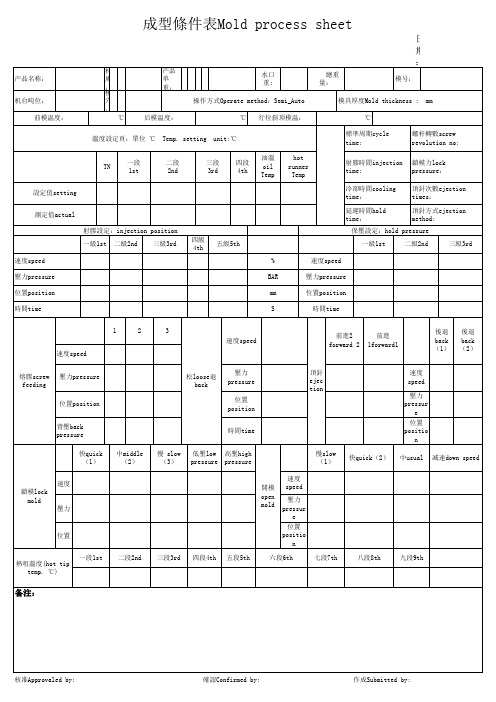
操作方式Operate method:Semi_Auto ℃ 行位斜顶模温:
溫度設定頁:單位 ℃
TN
一段 1st
二段 2nd
三段 3rd
四段 4th
設定值setting 測定值actual
保壓設定:hold pressure 一級1st 二級2nd 三級3rd
前進2 forward 2
前進 1forward1
成型條件表Mold process sheet
日期:
产品名称: 机台吨位: 前模温度: 材质: 模穴: ℃ 后模温度: Temp. setting unit:℃ 油溫 oil Temp hot runner Temp 产品单重: 水口重: 總重量: 模号: 模具厚度Mold thickness : ℃ 標準周期cycle time: 射膠時間injection time: 冷卻時間cooling time: 延遲時間hold time: 射膠設定:injection position 一級1st 速度speed 壓力pressure 位置position 時間time 1 速度speed 熔膠screw feeding 壓力pressure 松loose退 back 壓力 pressure 位置 position 時間time 中middle (2) 慢 slow (3) 低壓low 高壓high pressure pressure 速度 speed 壓力 pressur e 位置 positio n 一段1st 二段2nd 三段3rd 四段4th 五段5th 六段6th 七段7th 八段8th 九段9th 慢slow (1) 頂針 ejec tion 速度 speed 壓力 pressur e 位置 positio n 快quick(2) 中usual 减速down speed 2 3 速度speed 二級2nd 三級3rd 四級 4th 五級5th % BAR mm S 速度speed 壓力pressure 位置position 時間time 後退 back (1) 後退 back (2) 螺杆轉數screw revolution no: 鎖模力lock pressure: 頂針次數ejection times: 頂針方式ejection method: mm
成型条件表

速度mm/s 设定
压力Mpa 设定
残量/mm±2 冷却时间s±2 生产周期s±2 是否用机械手
热流道温度设定
电箱组数: 组
料管温度±10℃ NO. 设定 射咀
主板温度±10℃ 分咀温度±20℃ NO. 温度 位置
2
1
3
2
4
3
5
5
5
4
6
6
6
5
7
设备最高射胶压力:
mpa
射胶保压时间
S
射出实测时间
S
抽芯设定
抽芯 选择 压力 速度
前模
பைடு நூலகம்
其他 后模
吹气选择
阀针选择
过程出现停机后开机要求
1.停机5分钟报废 模产品
2.停机10分钟报废 模产品
3.停机20分钟报废 模产品
4.加纤维的材料停机10分钟重新溶胶设定报废 模产品
5.正常开机报废 模产品
模温设定
模温机类型
模温机数量:
台
单温
台
冷水机数量:
台
双温
台
媒介
设定
实测(±5℃)
前模
后模
行位
版本
日期
更新内容
设备最高保压压 力:
mpa
螺杆回料参数 公差±2
媒介
设定1
设定2
回料位置mm 回料背压Mpa
外接油机: 回料速度mm/s
数量
模温测量位置-前模
台
外接油机编号:
/ 设定3
6
螺杆松退参数 公差±2
媒介
设定
松退位置mm
松退速度mm/s
松退压力Mpa
模温测量位置-后模
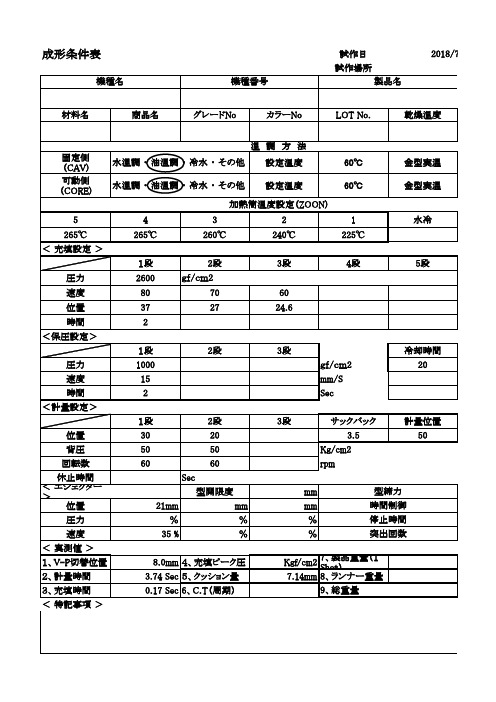
成形条件表
60℃ 60℃
金型実温 金型実温
加熱筒温度設定(ZOON) 4 265℃ 1段 圧力 速度 位置 時間 <保圧設定> 1段 圧力 速度 時間 <計量設定> 1段 位置 背圧 回転数 休止時間 < エジェクター > 位置 圧力 速度 < 実測値 > 1、V-P切替位置 2、計量時間 3、充填時間 < 特記事項 > 8.0mm 4、充填ピーク圧 3.74 Sec 5、クッション量 0.17 Sec 6、C.T(周期) Kgf/cm2 7、製品重量(1Shot) 7.14mm 8、ランナー重量 9、総重量 21mm % 35 % 30 50 60 Sec 型開限度 mm % % mm mm % % 型締力 時間制御 停止時間 突出回数 2段 20 50 60 rpm 3段 サックバック 3.5 Kg/cm2 計量位置 50 1000 15 2 2段 3段 gf/cm2 mm/S Sec 冷却時間 20 2600 80 37 2 3 260℃ 2段 gf/cm2 70 27 60 24.6 2 240℃ 3段 1 225℃ 4段 5段 水冷
成形条件表
機種名 機種番号
試作日 試作場所 製品名
2018/7/18
材料名
商品名
グレードNo
カラーNo 温 調 方 法
LOT No.
乾燥温度
固定側 (CAV) 可動側 (CORE) 5 265℃ < 充填設定 >
水温調 ・ 油温調 ・ 冷水 ・ その他 水温調 ・ 油温調 ・ 冷水 ・ その他
設定温度 設定温度
2018/7/18 個数取
乾燥時間 温 調 方 法
加熱筒温度設定(ZOON) 作動油
mm/S mm/S Sec
Байду номын сангаас
注塑条件表样板2
周期
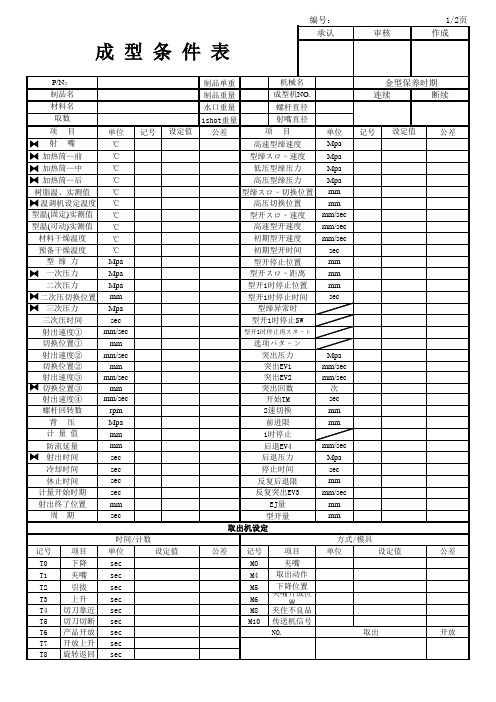
℃ Mpa Mpa Mpa mm Mpa sec mm/sec mm mm/sec mm mm/sec mm mm/sec rpm Mpa mm mm sec sec sec sec mm sec
记号
设定值
记号 T0 T1 T2 T3 T4 T5 T6 T7 T8
项目 下降 夹嘴 引拔 上升 切刀靠近 切刀切断 产品开放 开放上升 旋转返回
型开1时停止位置
型开1时停止时间
型缔异常时
型开1时停止SW
型开1时停止再スタ–ト
选项パタ–ン
突出压力 突出EV1 突出EV2
突出回数 开始TM
2速切换
前进限
1时停止
后退EV4
后退压力
停止时间
反复后退限
反复突出EV3
EJ量
型开量
取出机设定
公差
记号 M0 M4 M5 M6 M8 M10
项目 夹嘴 取出动作 下降位置 夹嘴开放位
方式/模具
单位
设定值
公差
取出
开放
更改履历 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
变更履历
更改内容
更改日期
2/2页
担当
成型条件表
编号: 承认
审核
1/2页 作成
P/N: 制品名
材料名
取数
项目 射嘴
单位 ℃
加热筒—前
℃
加热筒—中
℃
加热筒—后
℃
树脂温、实测值
℃
温调机设定温度 ℃
型温(固定)实测值 ℃
型温(可动)实测值 ℃
成型工艺条件表
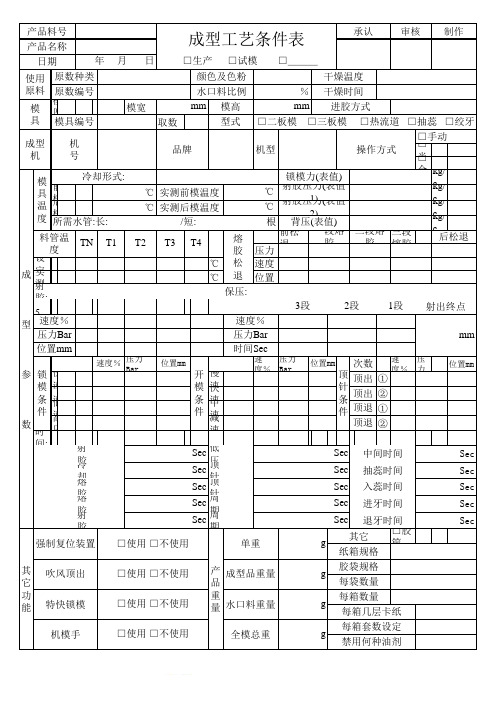
模厚 mm 模宽取数□半自动□全自动kg/c ㎡前模设定kg/c ㎡后模设定kg/c ㎡kg/c ㎡前松退三段熔胶压力设定温度℃速度实测温度℃位置射胶:保压: 5段 ←4段 ← 3段 ← 2段 ← 1段压力Bar 速度%压力Bar 速度%压力Bar 位置mm 快速锁模慢速开模①中速锁模快速开模②低速锁模中速开模①高压锁模减速开模②时间:射胶时间低压锁模冷却时间顶针延时熔胶时间顶针保持熔胶延间周期保持射胶控制周期时间□胶筐 □纸箱产品料号承认审核制作产品名称日期年 月 日□生产 □试模 □___原数种类颜色及色粉干燥温度原数编号水口料比例%干燥时间mm 模高mm进胶方式模具编号型式 □二板模 □三板模 □热流道 □抽蕊 □绞牙□手动冷却形式:锁模力(表值)℃实测前模温度 ℃射胶压力(表值1)℃实测后模温度 ℃射胶压力(表值2)所需水管:长: /短: 根背压(表值)一段熔胶二段熔胶后松退3段2段1段射出终点速度%速度%压力Bar压力Bar 位置mm 时间Sec 速度%位置mm 位置mm 次数顶针条件顶出顶出顶退顶退Sec 中间时间Sec Sec Sec 抽蕊时间Sec Sec 入蕊时间Sec Sec Sec 进牙时间Sec Sec退牙时间Sec其它纸箱规格胶袋规格每袋数量每箱数量每箱几层卡纸每箱套数设定禁用何种油剂成型 参 数其它功能模具温度锁模条件T1T2吹风顶出Sec Sec Sec T3开模条件产品重量熔胶松退机型品牌□使用 □不使用□使用 □不使用g g g g 水口料重量单重成型品重量机号操作方式T4使用原料模具成型机mm 料管温度TN 全模总重成型工艺条件表强制复位装置□使用 □不使用特快锁模□使用 □不使用机模手。
成型条件基准书(日精机专用)
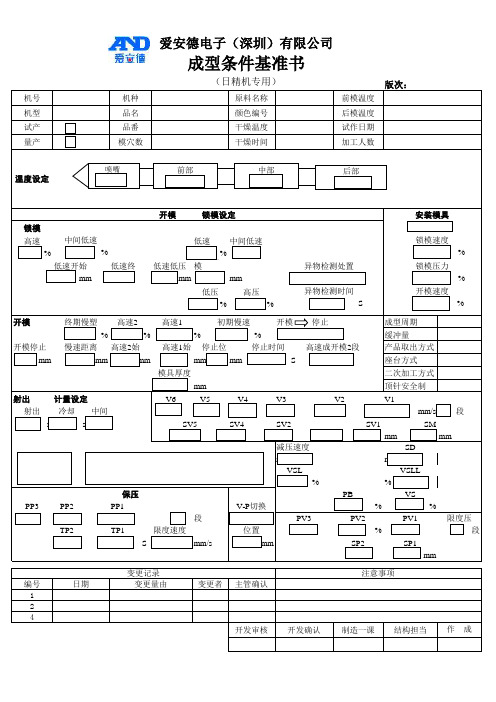
温度设定
机种 品名 品番 模穴数
爱安德电子(深圳)有限公司
成型条件基准书
(日精机专用)
原料名称
版次:
前模温度
颜色编号
后模温度
干燥温度
试作日期
干燥时间
加工人数
喷嘴
前部
中部
后部
锁模
高速
中间低速
%
%
低速开始
低速终
mm mm
开模
锁模设定
低速 中间低速
高压锁 % 低速低压 模
mm
mm
低压
V6
V5
V4
V3
V2
V1
射出 冷却 中间
ss
s
SV3
SV5
SV4
SV2
mm/s 段
SV1
SM
减压速度
mm
mm
SD
mm/s
mm
VSL
VSLL
%
%
保压
PB
VS
PP3 PP2
PP1
V-P切换
%
%%Βιβλιοθήκη 段PV3PV2
PV1
限度压
TP2
TP1
限度速度
位置
%
段
S
mm/s
mm
SP2
SP1
mm
编号 1 2 4
日期
变更记录 变更量由
变更者 主管确认
注意事项
开发审核 开发确认
制造一课 结构担当
作成
爱安德电 子(深圳) 有限公司
QR08771/1-A/02
高压
%
%
异物检测处置
异物检测时间 S
成形条件设定方法
チックが冷 えて固まり 入らないこ とがありま す。そこで その箇所 を入れる 間だけ、プ ラスチック を入れる 速度を早く しその後 は又通常 の速度で 入れる と いうふうに 多段射出 を使用しま す。
5 . 固 め る ( 冷 却 )
充填で溶 けたプラス チックを金 型内に入 れたので すが、これ を金型内 を巡回す る水等で 冷却し固 めます。 この時、成 形品を金 型内に入 れておく時 間を冷却 時間といい 、長ければ 長いほど 成形品は 冷え固まり ます。
単に、50 mmから20 mmまでは 速度30 mm/秒で 移動させる と設定す れば良い だけです。
ここで又再 度注意し て欲しいの は、成形 機の力は とても強い のでいつも 全開で速 度30mm/ 秒を出そう と したら金型 を壊す可 能性があ るというこ とです。具 体的には 金型内に 異物がつ まり、プラ スチックを
図7
その後、溶 かすつまり スクリュー 回転の項 目にあるよ う図8、9の ようにスク リューを回 転させ、そ の後、 糸引き防 止のため サックバッ ク(図10参 考)します 。
図8
図9
次に充填 するの射 出項目に 沿って図 11、12、13 のように可 動した後、 保圧項目 に従って図 14、15の
つまり、細 長い供給 部でプラス チックをシ リンダ内に 落とし、段 々太くなる 圧縮部で プを圧ラス縮チしッ溶 かしていき 、太い計量 部で必要 なプラスチ ックの量を 計量すると いう訳です 。
よって基本 的には温 度は圧縮 部を中心 にプラスチ ックが溶け る温度より 少し高い 温度にしま す。 そして、計 量部は糸 引き対策 のため供 給部はホ ッパー下 が溶けた プラスチッ クで詰らな い様に圧 縮部より 少し低い 温度にしま す。
成型条件

TPU
TPU樹脂
Thermoplastic Polyurethane
下表列出數種塑膠原料的成型條件: 成型條件 1. 依照流動性選定適當之澆道及澆口。 2. 對應澆口位置選擇適當熔合狀態。 3. 由於高壓成形,退縮傾斜須在2°以上。 4. 成形收縮率須在0.5%左右。 5. 常用於鍍金品,其注意事項如下:(1) 料管溫度宜高,約220℃~250℃ (2) 射出溫度宜慢(用二次加壓法)、射出壓力宜低;(3) 不可用離模劑; (4) 不可有收縮下陷及熔接線之流痕;(5) 成品表面不可有創痕。 6. 加熱溫度180~290℃、模具溫度50~80℃、料管溫度200~230℃、 噴出料溫度200~240℃、射出壓力700~1500kg/cm病⒆烘乾 60℃。 7. 使用熱風乾燥機、乾燥溫度為80~100℃、需時2~4小時(0.3%以下)、 料管溫度第一段為220~240℃;第二段為210~240℃;第三段為180~230℃; 第四段為150~180℃;模具表面溫度50~90℃、射出壓力500~2100kg/cm 8. 溫度設定:射嘴203~295℃、前段220~295℃、中段210~290℃、後段180~210℃; 螺杆轉速70~150rpm、模具溫度10~80℃、保壓30~60%、背壓100~250kg/cm 9. 密度1.04~1.06g/cc,變形溫度82~122℃,成型收縮率0.4~0.8%,比重1.0~1.2, 線膨脹係數0.00006~0.00013/℃,成型收縮率0.3~0.8%, 熱變形溫度66~107℃(88~113℃)。 1. 成形品有破裂之虞者,注意成形品設計。特殊情況使用1°以上之退縮傾斜, 注意模具不得有低陷部分。 2. 成形收縮率為0.45%左右、加熱溫度170~310℃、使用熱風乾燥機、 乾燥時間2~3小時(0.1%以下)、乾燥溫度80~100℃、料管溫度180~290℃、。 3. 溫度設定:射嘴205~240℃、前段190~235℃、中段180~230℃、後段180~210℃; 螺杆轉速70~150rpm、模具溫度35~80℃、射出壓力700~2300kg/cm、 背壓100~200kg/cm 4. 線膨脹係數0.00006~0.00008/℃,成型收縮率0.2~0.7%, 熱變形溫度91~93℃(88~99℃)、玻璃轉移溫度125℃、 傳導係數0.0003cal.cm.s.sm/℃、密度1.06~1.08g/cm、彈性係數32000~37000 kgf/cm、 洛式硬度M80、透明、吸水性0.2~0.3%。 1. 材料須預行乾燥,乾燥溫度75~80℃,乾燥時間2~6小時,比重1.29。 2. 成形收縮率為0.5%左右。 3. 加熱溫度170~265℃、模具溫度20~80℃。 1. 加熱溫度170~265℃、模具溫度20~80℃。 2. 乾燥溫度75~80℃,乾燥時間2~6小時。 1. 加熱溫度170~265℃、模具溫度20~80℃。 1. 溫度設定:射嘴185℃、前段166℃、中段160℃、後段150℃; 螺杆轉速最大、模具溫度35~45℃、背壓10kg。 2. 料管溫度150~180℃、射嘴150℃、第一段150℃、第二段140℃、 第三段120℃、模溫30~40℃、射出壓力600~800kg/cm、 乾燥溫度40~50℃、乾燥時間2~4小時。
成型条件标准表标准格式

锁模
1段 2段 3段 4段
±10℃ ±10℃
1段
/ ±10℃ / ±10℃ 2段 3段
/ ±10℃ / / ±10℃ / 4段 开模
注:温度由射嘴至下料口(不含下料
口温度)依次设置
±10℃ ±10℃
/ ±10
℃
/ ±10
℃
/ ±10℃ 注:热流道温度
由左至右设置
/ ±10℃ 。
顶针 进1 进2 退1 退2
速度 ±5% 55 50 35
/
35 25 85
/ 速度 ±5% 速度 ±5% 35 27 20
/
压力 ±5% / 位置 ±10% 230 射胶压力 2550 特殊装置 / 抽芯速度 /
// 30 1.55 切换方式 射座后退 抽芯时间
15 / 位置
/ /
/
/
/
/
80 180 365 /
顶出保持 0.8 熔胶时间
射出标准条件表
年
月
日
部门:
客户
原料
机台名 称: 模号
机台吨位: 周期时间/s
品名
干燥时间/h
模具尺寸
螺杆直径/mm
机种
干燥温度/℃
模穴数
冷却时间/s
锁模力
颜色
毛重/g
净重/g
使用夹具
主
副
主副
顶针确认
有
无
料筒道温度 射嘴
热流道温度1: 热流道温度2:
/ ±10℃ / ±10℃
/ ±10℃ / / ±10℃ /
背压 20 / 20
低压保护时 间
抽芯压力 / 进芯速度
压力 ±5% 压力 ±5%
位置
模具相关日语词汇

日本语英语中国语日本语英语中国语成形機(せいけいき)InjectionMoldingMachine注塑机 結晶性高分子(けっしょうせいこうぶんし)Crystalline Polymer结晶性聚合物取り出し機(とりだしき)Take-OutRobot机械手、产品取出机ポリマーPolymer聚合物乾燥機(かんそうき)Dryer干燥箱成形条件(-じょうけん)InjectionCondition注塑条件ホッパードライヤHopperDryer料斗干燥器成形サイクルInjectionMoldingCycle注塑周期粉砕機(ふんさいき)CrushingMill粉碎机精密成形(せいみつ-)PrecisionInjection精密成形ガスインジェクションGassInjection /AGI吹气成形、气辅成形条件出し(-だし)Set thecondition设定注塑条件機械(きかい)Machine 机械、机器金型取付(かながたとりつけ)Mold Set-Up上模、安装模具スクリュウ、ネジScrew 螺杆、螺丝、螺旋型降ろし(かたおろし)MoldDown落模、下模スクリュウヘッドScrewHead 螺杆头圧力(あつりょく)Pressure 压力ジョイントJointo 接头、接缝低圧(ていあつ)LowPressure低压射出(しゃしゅつ)Injection 注塑、注射低圧型締め(-かたじめ)LowPressureClamping低压锁模フィダーFeeder 送料(加料)器保圧時間(ほあつじかん)HoldingTime保压时间コンパウンドCompound混炼料;化合物背圧(はいあつ)BackPressure背压、返压ブしンドBlend 混和、调合型締力(かたじめりょく)ClampingForce锁模力、合模力ミキサーMixer 混合器、搅拌器型締圧力(-あつりょく)HoldClampingpressure锁模压力ミキシングMixing 混合、搅拌型締ストロークClampingStroke合模行程冷却(れいきゃく)Cooling冷却型締装置(-そうち)ClampingUnit锁模装置クーリングタワーCoolingTower冷却塔型開き(かたびらき)MoldOpening开模チラーChiller 冷水机、冷水装置型閉じ(かたとじ)MoldClosing合模温調機(おんちょうき)TemperatureController温调机スピ-ドSpeed速度シリンダーCylinder 料筒(注塑机)射出スピード(しゃしゅつ-)InjectionSpeed射出速度ヒーターHeater 加热器、发热器射出量(-りょう)InjectionCapacity注塑量バンドヒーターBandHeater加热圈、热器带計量(けいりょう)Charging计量熱電対(ねっでんつい)Themocouple热电偶計量ストロークChargingStroke计量行程ノズルNozzle 射嘴、喷嘴リブRib骨位、筋位、加强筋ノズルヘッドNozzleHead射嘴头、喷嘴头インサートInsert嵌件、嵌入タイバーTie Bar 、Tie rod拉杆、拉杠肉厚(にくあつ)WallThickness胶厚、壁厚タイバー間隔(-かんかく)DistrnceBetweenTie rods拉杆间隔可塑化(かそか)Plasticizing塑化リミットスイッチLimitSwitch限位(限制)开关熱分解(ねつぶんかい)ThermalDecomposition热分解操作スイッチ(そうさ-)OperationSwitch操作开关収縮(しゅうしゅく)Shrinkage收缩操作ガイドOperationGuide操作指南樹脂(じゅし)Resin树脂制御盤(せいぎょばん)ControlPanel控制器、控制盘原料(げんりょう)Material原料、材料全自動(ぜんじどう)Automatic全自动プラスチックPlastics塑料、塑胶制品半自動(はん-)SemiAuto半自动ラバーRubber橡胶手動(しゅどう)Hand手动マスターバッチMasterBatch色母ハンドルHandle 手柄、把手、操纵バウダーPowder色粉、粉、粉末押出し機(おしだしき)Extruder 押出机、挤塑机ドライカラーDry Color色粉、干色料押出しExtrusionMolding挤塑ペレットPellte粒、塑胶粒ブロー成形機(-せいけいき)BlowMoldingMachine吹塑机ガラス繊維GlassFiberFibrousGlass玻璃纤维ブロー成形BlowMolding吹塑ホースHose软管、管日本语英语中国语日本语英语中国语プログラム制御(-せいぎょ)ProgramContorol程序控制オーバーパッキングOverPacking过充填プロセスProcess 工艺、工序、过程型傷(かたきず)MoldMark模伤、模痕インジェクトバイザーInjectvisor 注塑工艺程序控制装置ショックShock冲击、打击インジェクトロールInjectrol 注塑程序控制装置ダメージDamage损坏、损伤コールドスラグCold Slug 冷料、早凝料引け(ひけ)Sink Mark缩水、收缩コールドスラグウエルCold SlugWell冷料井ショートショットShortShot充填不足、欠料凍結(とうけつ)Freeze冷凝ばりFlash 毛刺、披峰油圧(ゆあつ)Hydraulic 液压、油压糸ばり(いと-)SteingFlash胶丝油圧押出(-おしだし)HydraulicEjector液压顶出、液压脱模白化(はっか)WhiteMark白化、顶白油圧ポンプHydraulicPump液压泵シルバーSilver银白、银痕油圧モータHudrulicMotor液压马达フローマークFlowmark流纹エアコンプッレサーAirCompressor空器压缩机、空压机焼け(やけ)BurmMark烧黑、烧焦油漏れ(あぶらもれ)OilLeakage漏油異物(いぶつ)BlackSpot异物、黑点オイルタンクOil tank 油箱、油槽取られ(とられ)Sticking粘模ピストンPistor活塞ウエルドWeld 溶接线、结合线エアシリンダーAirCylinder气缸フラッシュFlash料花アラームAlarm报警油汚れ(あぶらよごれ)Oil Mark油污、油渍安全ドア(あんぜん)SafetyGate安全门打痕(だこん)Damage打痕、击伤非常停止(ひじょうていし)Emergency Stop紧急停止割れ(われ)/ヒビCraking裂、开裂色変え(いろかえ)ColorChange换色ジヱッデングJetting气纹パージ材(ざい)PurgeMaterial清机塑料;过料変形(へんけい)Deform变形樹脂温度(じゅしおんど)ResinThermal胶料温度反り(そり)Warping弯曲、翘曲、外倾型温(かたおん)MoldThermal模温曲がり(まがり)Bend弯曲ヒートアップHeat Up 升温、升热ねじれTorsion扭曲空打ち(からうち)Air Shot 空射胶、空打色斑(いろむら)UneverColor颜色不均匀試作(しさく)Try试模偏肉(へんにく)EccentricWallTheckness壁厚不均匀離型(りけい)MoldRelease脱模気泡(きほう)Boid、Cell气泡、空洞、空隙離型剤(りけいざい)MoldReleaseAgent脱模剂縞(しま)Stripes条纹防錆剤(ぼうせいざい)RustPreventatives防锈剂染み(しみ)Dirty污垢、污点、渗溢抜けない(ぬけない)Can’tRelease(产品)无法脱模;粘模剥がれ(はがれ)Flaking脱落、剥落シヨットShot 注、射、啤捲れ(めくれ)Tear Off翻卷ゲートGate 进点,浇口浮き(うき)Float浮起センターゲートCenterGate中心浇口ネジバカScrewDamage螺丝滑牙スプルーランナーSprueRunner水口,注口、流道料員数不足(いんずうふそく)Shortage员数不足、欠品クリアランスClearance间隔、余隔振れ(ぶれ)Runout跳动度、偏心スプルーSprue 主流道、注(塑)口収縮(しゅうしゅく)Contraction收缩ランナーRunner 流道、流道料勘合不良(かんごうふりょう)AssemblyNG嵌合不良、装配不良エアベントAir Vent 散气孔、通风口応力(おうりょく)Stress应力ガス抜き(-ぬき)Breathing 排气、散气内部応力(ないぶ-)IntermalStress内应力アニールAnneal 热处理、退火段取り(だんどり)Preparation安排、准备日本语英语中国语日本语英语中国语金型(かながた)Mold 模具ストッパーStopper挡块マシニングセンターMachining Center加工中心ストリッパーStripper推板、脱模板万能フライス盤(ばんのう-ばん)UniversalMillingMachine铣床、锣床敷板(しきいた)SpacerPlate垫板旋盤(せんばん)Latter车床モールドべースMouldBase模胚平面研削盤(へいめんけんさくばん)SurfaceGrinder平面磨床サポートプレートSupportPlate托板ボール盤(-ばん)GrindingDrilling钻床サポートピラSupportPillar撑头放電(ほうでん)ElectricDischargeMachine火花机加工プラロックPullerLock拉塞ワイヤーカットWireEDM线切割プラボルトPullerBolt拉杆窒化鋼(ちつかこう)MitridedSteel氮化钢取付板(とりつけいた)TopLlampPlate工字板、水口板窒素ガス(ちつそ-)Mitrogen氮气ボトムポレートBottomPlate底板窒化処理(しょり)Nitrize氮化处理リタンRetum回针チタンTitanium钛ガイドピンGuiderPin导柱熱処理(ねつ-)HeatTreatment热处理ガイドブッシュGuiderBush导套焼き入れ(やきいれ)Hardening淬火ダイDie模具、动模、移动模板焼き戻し(やきもどし)Temper回火ダイプレートDie Plate模板、载模板アニーリングAnnealing退火モジュールModule模块、模件、模数プりハードン鋼Prehaden预加硬钢パーツParts 零件、模具零件硬度(こうど)Hardness硬度吊ボルト(つり-)Eye Bolt吊环螺栓柔らかい(やわらかい)Soft软、软的クーレンCrane 起重机、吊车、天车電極(でんきょく)Electrodes铜公フックHook勾、吊勾入れ子(いれこ)Insert镶件ワイヤーWire 钢丝、钢丝绳スライドSlide 行位、滑块鑢(やすり)File锉刀勾配(こうばい)Taper斜度油砥石(あぶらといし)Oil Stone油石テーパTaper 斜度、锥度、锥形的サンドペーパーSandPaper砂纸抜き勾配(ぬきー)Draft脱模斜度メッシュMesh节号、目ガイドピンGuide Pin导向柱刻印(こくいん)Engrave刻印スリーブピンSleevePin司筒针シボTexture蚀纹角ピン(かく-)SquraePin扁顶针放電目(ほうでんめ)EDMTexture火花纹傾斜突出し(けいしゃつきだし)AngularEjector斜顶针粗い(あらい)Rough 粗的キャビテイCavity 模腔、前模、母模細い(こまかい)Trifling细的、幼的コアCore 模心、后模、公模ダイやカットDiamondCut钻石纹取数(とりすう)MumberofCavities取数、模腔数ローレットRoulette滚花刀、刻痕ロケットリングRocketRing定位环(圈)ブラストBlast喷沙OリングO Ring O环;胶圈(模具水管处)ホットランナーHotRunner热流道肉厚(にくあつ)WallTickness肉厚、胶厚修理(しゅうり)Repair修理肉付け(にくづけ)AddMaterial加胶溶接(ようせつ)Welding溶接、烧焊肉盛り(にくもり)Building加胶溶接機Welder 焊机、电焊机肉盗み(にくぬすみ)CutMaterial减胶溶接棒(-ぼう)WeldingRod焊条、电焊条型改造(かたかいぞう)Moditythetooling改模(因设变修理)アルゴンアーク溶接Argon ArcWelder氩弧焊型修正(かたしゅうせい)Repairingthetooling模具修理トーチバーナTorchBumer喷燃烧器、火焰燃烧器日本语英语中国语日本语英语中国语設計(せっけい)Design设计突出し(つきだし)EjectorPin顶出設計図(-ず)DesignDrawing设计图ェジエクタピンEjectorPin顶针設計変更(-へんこう)DesignChange设计变更、设变ゲード方式(ほうしき)GateType水口方式設計者(-しゃ)Designer 设计者、设计人员トンネルゲ-トTunnerGate遂道式浇口、潜水口テザイナーDesigner设计者ピンポイントPin PointGate针孔形浇口、细水口金型設計(かながた-)MoldDesign模具设计サイドゲートSide Gate侧水口、大水口金型製作仕様書(-せいさくしようしょ)MoldSpecification模具制作仕样书ダイレクトゲートDirectGate直接浇口仕様(しよう)Specification规格マルチゲートMultiGate复式浇口型構造(かたこうぞう)MoldConstruction模具构造、模具结构フアンゲートFan Gate扇形浇口インプットInput输入フイルムゲートFilm Gate扇形浇口プログラムミングProgramming编程ジャンプゲートJumpGate搭接浇口3D図3DDrawing3D图、3维图ゲートバランスGateBalance浇口平衡2D図2DDrawing2D图、平面图アンダーカットUndercut凹槽、倒扣正面図(しょうめんず)FrontElevation正面图水管(すいかん)CoolingLine水管、运水平面図(へいめんず)Plan平面图湯溜り(ゆだまり)散水断面図(だんめんず)Cross-sectionalDrawing剖面图冷却回路(れいきゃくかいろ)Cooling冷却回路、运水キャドデータCAD Date CAD数据モデリングModeling模型制造二次元データ(にじげん-)2D Date 平面图数据モックアップMock-up模型、原尺寸模型ソフトウエアSoftware 软件、程序系统手作りサンプル(てづくり-)HandMadeSample手板、手工样品金型図面(かながたずめん)MoldDrawing模具图モジュールModule模数、模量;模件部品図(ぶひんず)PartDrawing零件图ギャーGear齿轮;传动装置略図(りゃくず)DiagrammaticSketch草图はすば歯車(-はぐるま)HelicalGear螺旋齿轮図面を書く(ずめんをかく)Drawing画图ソリッドSolid 整体的;固体図面訂正(-ていせい)RevisedDrawing图订変換(へんかん)Transformation变换、转换寸法記入(すんぽうきにゅう)Dimensioning记入尺寸フロッピーFloppyDisk磁盘、软盘抜き方向(ぬきほうこう)Out MoldDirection出模方向コンピュータComputer电脑、计算机抜き勾配(ぬきこうばい)Draft出模斜度パソコンPersonal Computer私人电脑、手提电脑ピッチPitch 间距;齿距バージョンVersion形式、种类角度(かくど)Angle角度読み込み(よみこみ)Reading读取投影面積(とうえいめんせき)ProjectedArea投影面积読み出し(よみだし)Readout读出テーパーTaper 锥度;斜度データの読取(-よみとり)Reading读数アンダーカットUnder cut倒扣圧縮(あっしゅく)Compression压缩二枚プレート(にまい-) 2 Plate两板模開く(ひらく)Open打开;读出文件(软件)三枚プレート(さんまい-) 3 Plate三板模開けない(ひらけない)Not Open打(解)不开、读不出オフセットOffset 偏置、偏移ミスMiss错误、失误型割り(かたわり)MoldLayout分模 進捗状況(しんちょくじょうきょう)Conditionof theprogress进度状况割型(わりかた)Split Mold 对开式模具仕上げ(しあげ)Finishing抛光、磨光スライドコアSlideCore滑动模芯磨き(みがき)Polish研磨、打磨ルーズコアLooseCore活动模芯狙い(ねらい)Target目标、目的、瞄准ルーズモールドLooseMold活动模具日程表(にっていひょう)Schedule日程表日本语英语中国语日本语英语中国语プレスPress 冲压、压床、压メンテナンスMainteance维护、保养プレス機PressMachine冲床ダイカストDidCasting压铸順送(じゅんそう)Progressive级进 焼結(しょうけつ)シンタリングSintering烧结単発(たんぱつ)Single单冲モンキMonkey活动扳手パッキングプレートPackingPlate垫板クランプClamp夹具(固定模具用)パンチPunch 冲头、凸模、冲床スクラップScrap废铁;废料、废渣パンチプレスPunchPress冲孔机錆び(さび)Rust生锈ダイDie下模防錆剤(ぼうせいざい)RustIndhibitor防锈剂ダイセットDie Set 模座、模架洗浄剤(せんじょうざい)WashingAgent清洗剂プレス型PressMold冲压模、五金模 超音波洗浄(ちょうおんぱせんじょう)UltrasonicCleaning超音波清洗レベラLeveler 整平滚;矫平机だれ塌边、塌角フイーダFeeder 送料机;加料机かえりBraa反边、毛刺絞り(しぼり)Drawing拉伸シンナーThinner 天纳水;稀薄剂バーリングBurring去毛刺トリクレンTriclene三氯乙烯脱脂剂総抜き(そうぬき)Blank复合三価クロム(さんか-)TrivalentChromium六价铬抜き落とし(ぬきおとし)Cutting]落料、冲孔六価クロム(ろくか-)HexavalentChromium六价铬曲げ(まげ)Bending折弯脱脂(だっし)Degreasing脱脂、去油ベンドBend 折弯、弯曲有害物(ゆうがいぶつ)HarmfulMetal有害物箱曲げ(はこまげ)Box-Bending箱弯曲カットCut切割L曲げL-Bending L拆弯板金(ばんきん)Press;SheetMetal板金V曲げV-Bending V折弯切断(せつだん)Cut切断、割断穴あけ(あな-)Punching 冲孔、钻孔鉄板(てっぱん)Iron Plate铁板パンチングPunching 冲孔、钻孔SECC SECC镀锌板抜き(ぬき)Cutting 冲压、抽去シレバートップSilverTop镀锌板逃げ(にげ)Shirk避空ステンレスStainless不锈钢カシメCalking铆接銅(どう)Copper铜タップTap丝锥真鍮(しんちゅう)Brass黄铜ダイスDies板牙鋼(はがね)Steel钢リーマー通し(-とおし)Reamer铰孔アルミニュームAluminium铝リーマーReamer 铰刀;扩孔器巾(はば)Width宽度エンドミルEnd Mill铣刀板厚(いたあつ)Thickness板厚グラインダーGrinder 砂轮机、磨床密度(みつど)Density密度バレルBarrel滚筒コイルCoil卷材バレル仕上げ(-しあげ)BarrelTumbing滚(桶抛)光幅きり(はば)Width Cut片材鍍金(メッキ)Mlating电镀ナットNut 螺母、螺帽真空メッキ(しんくう-)ElectroplaingVacumn真空电镀ボルトBolt螺栓、螺杆真空蒸着(-じょうちゃく)ElectroplaingVacumn真空电镀スポット溶接(-ようせつ)SpotWelding点溶接、点焊クロムメッキChromeplating镀铬治具(じぐ)Jip夹具亜鉛メッキ(あえんー)Galvanization镀锌クリアランスClearance间隙削り(けずり)Shave切、削マッチングMatching接口日本语英语中国语日本语英语中国语組立て(くみたて)/アッセンブリAssembly 装配、组装カウンターCounter计数器組立てュニットAssemblyUnit装配组件カウンター法(-ほう)CountMethod计数法組立工数(-こうすう)AssemblyTime装配工数タイマーTimer定时器生産ライン(せいさん)Line 生产线、拉线デジタル(でじだる)Digital数字(的)、数码セル方式(-ほうしき)Self单人装配デジタルカメラ(デジカメ)DigitalCamera数码照相机コンベアConveyer传送带コンセントConcent插座、插口U字ライン(じ)U Line U形生产线プラグPlug插头、塞子コンデンサCapacitor电容器ランプLamp灯抵抗(ていこう)Resistor电阻器点灯(てんとう)Lighting点灯、灯亮ダイオードDiode二极管ヒューズFuse保险丝発光ダイオード(はっこうー)LED 发光二极管電源コード(でんげんー)PowerCode电源线トランジスターTransistor晶体管ワイヤーハーネスWireHamess电线导线IC IC集成电路バーコードBar Code条纹码液晶デイスプレ(えきしょうー)LCD 液晶显示器ビニールテープVinylTape绝缘带センサーSensor传感器異音(いんおん)/ノイズNoise异音、杂音、噪音リレーRelay继电器デシベルDecibel 分贝(声强单位)コネクターConnector连结器 作業指導書(さぎょうしどうしょ)Instruction Sheet作业指导书トランスTransformer变压器作業台(さぎょうだい)AccessPlatform作业台ブレカーBreaker断路器直列(ちょくれつ)/シレーズSeries串联ブザーBuzzer蜂鸣器並列(へいれつ)Parallel并联プリント基板(-きばん)PrintedCircuitBuard/PCB印刷电路板クラッチClutch连轴器、离合器ドライバーDriver 螺丝刀、起子ソレノイドコイルSolenoidCoil电磁线圈プラスドライバーDriver 十字批(起)コイルCoil线圈マイナスドライバーDriver 一字批(起)静電(せいでん)StaticElectricity静电電動ドライバー(でんどう)ErictricDriver电动螺丝刀、电批静電防止(-ぼうし)PreventElectricity防静电トルクTorque 扭矩、转矩フアンモータFanMoter风扇马达ネジ/スクリューScrew螺丝グリースGrease润滑油ワッシャ-Washer 垫圈(片)塗布(とふ)Apply涂油E-リングE-Ring卡环版下(はんした)BlockCopy底板、草图半田(はんだ)Solder 焊锡、软钎料フイルムFilm菲林、胶片半田鏝(はんだごて)Soleringiron烙铁シルク印刷(-いんさつ)Silk Print丝印錫(すず)Tin锡パット印刷Pat Print移印アースEarth 接地、地线ホットスタンプHotStamp烫印アルコールAlcohol 酒精、乙醇インクInk印字油墨足踏みスイッチ(あしぶみー)FootSwitch脚踏开关色見本(いろみほん)ColourSample色板端子(たんし)Terminal端子印刷不良(いんさつふりょう)Print NG印刷不良端子台(たんしだい)TerminalBlock端子板滲み(にじみ)Bleeding渗溢、飞油ラベルLabel 标贴、标签捺印(なついん)Stamp捺印バーコードBar Code 条纹码、条码塗装(とそう)Spray涂装、喷涂マイラーMile 胶片;聚酯树脂木目付け(もくめつけ)WoodGraining木纹加工日本语英语中国语日本语英语中国语品質管理(ひんしつかんり)QualiyControl品质管理サンプルSample样品、样本、样板検査(けんさ)Inspection检查限度見本(げんどみほん)BoundarySample限度样板受入検査(うけいれけんさ)I Q C 验收、受入检查承認サンプル(しょうにん)ApprovalSample承认样板出荷検査(しゅっかけんさ)O Q C出货检查公差(こうさ)Tolerance公差工程検査(こうていけんさ)P Q C工程检查プラスPlus正、加号抜取検査(ぬきとりけんさ)Sampling抽检マイナスMinus负、减号全数検査(ぜんすうけんさ)TotalInspection全检バラッキDisperse不稳定、波动目視検査(もくしけんさ)VisualInspection目视检查不安定(ふあんてい)Unstable不稳定外観検査(がいかんけんさ)Appearance Check外观检查バランスBalance平衡、均衡パトロール検査Patrol巡检 工程能力(こうていのうりょく)ProcessCapability/CP工程能力測定器(そくていき)Measurement测量仪検知(けんち)Detection检测測定(そくてい)Measurement测量、测定チエックポイントCheckPoint检验(重)点測定方法(-ほうほう)Measuring Method测量方法チエック漏れ(-もれ)No Check漏检目盛り(めもり)Clogging 刻度、分度特採申請(とくさいしんせい)SpecalAdoptionApplication特采申请メモリーMemoy 存储、记忆暫定対策(ざんていたいさく)ProvisionalCountermeasure暂定对策三次元測定器(さんじげんそくていき)Three-DimensionalMeasuringMachine三次元测量仪 恒久対策(こうきゅうたいさく)PemanentCountermeasure恒久对策工具顕微鏡(こうぐけんびきょう)Microscope工具显微镜クレームClaim投诉、报怨、索赔投影機(とうえいき)ProfileProjector投影机評価(ひょうか)Appraisal评价ノギスSlideCallipers游标卡尺判定(はんてい)Decide判定マイクロMicrometer千分尺検査基準(けんさきじゅん)CheckStardard检查基准スモールテストLeverType DialTest百分表 検査基準表(けんさきじゅんひょう)Inspection Sheet检查基准表トルクゲージTorqucGauge扭力计QC工程表(-こうていひょう)QC FlowChart QC工程表スクールScale刻度尺鏡面(きょうめん)SpeclarFace镜面スコアSquare直角尺艶面(つやめん)MirrorFace光面、光泽面巻尺(まきじゃく)SteelTate卷尺シボ面TextureFace蚀纹面ハイトゲージHeightGauge高度尺一級面(いっきゅうめん)First theface一级面ピンゲージPinGauge柱规外観面(がいかんめん)Appearance 外观面シックネスゲージThicknessGauge塞片外観部品(がいかんぶひん)Appearance Part外观产品分度器(ぶんどき)Protractor角度仪機能部品(きのうぶひん)FunctionPart机能部品テンションゲージTensionGauge张力计摺動面(しゅうどうめん)Slide滑动面インジゲーターIndicator千分表平面度(へいめんど)Flatness平面度硬度計(こうどけい)HardnessTestar硬度计矯正(きょうせい)Reform矫正テスターMultitester万用表検査治具(けんさじぐ)Check Jig检查用治具定盤(じょうばん)SurfacePlate平台、平板フイードバックFeedBack反馈V ブロックV Blok V形块コミュニケーションCommunication信息、报怨、ブロックゲージGaugeBlok方块规マニュアルManual指南、手册ダイヤルゲージDialGauge千分表、百分表フロチャートFlowChart流程图データData数据工程監査(こうていかんさ)ProcessInspection工程监查データシートDataSheet数据单認定(にんてい)Qualification认定パラメーターParameter参数グラフGraph图表、曲线图日本语英语中国语日本语英语中国语倉庫(そうこ)Warehouse仓库税関(ぜいかん)Customhous海关パレットPallet卡板通関(つうかん)CustomsClearance报关、通关段ポール(だんー)CorrugatedFiberboard纸箱通関手続き(-てつづき)CustomsClearance报关手续仕切り(しきり)Partition刀卡EDI通関EleclronicDataInterchange电子报关通い箱(かよいばこ)RecycleBox周转箱コンテナー車(くるま)Container货柜车プラダンPlasticsBox折叠式周转箱フイートFoot英尺コンテナContainer 塑料周转箱パッキングリストPackingList装箱单ポリ袋(-ぶくろ)Polybag胶袋リストList清单テープTape封箱胶纸申告(しんこく)Declaration申报ロープRope绳子、线輸入(ゆにゅう)Import进口先入れ先出し(さきいれさきだし)First inFirst out先入先出輸出(ゆしゅつ)Export出口フオークリフトFork Lift叉车 薫蒸処理証明書(くんじょうしょりしょうめいしょ)FumigationCertificate薰蒸证明书ハンドリフトHand Lift手推叉车 無木質証明書(むもくしつしょうめいしょ)No WoodPackingCertificate无木质包装证明书台車(だいしゃ)Bogie台车木箱(きばこ)Woodenbox木箱トラックTruck卡车商検局(しょうけんきょく)商检局棚(たな)Shelf货架ライセンスLicense批文、许可在庫数(ざいこすう)Stock在库数転廠(てんしょう)LicenseDocument转厂棚卸(たなおろし)Shelf盘点枠(わく)Limits指标、配额指标デッドストックDeadStock死库存、积压品輸入わくImportLimits进口指标購買(こうばい)Purchasing采购アンバランスUnbalance数量不平衡支給品(しきゅうひん)SupplyParts支给品合同(ごうどう)Contract合同購入品(こうにゅうひん)PurchaseParts采购品手帳(てちょう)Contract手册リードタイムLeadTime交货期、订货期関封(かんふう)关封発注(はっちゅう)OrderPlacement发订单繰越し(くりこし)Transfer;CarryOver转余料、拔余料有償(ゆうしょう)Pay有偿抹消(まっしょう)Erase核消無償(むしょう)Free ofCharge无偿追加申請(ついかしんせい)ProvisionofInformation加签ベンダー/業者(ぎょうしゃ)Vender供应商 書類提出(しょるいていしゅつ)SubmitDocument递单見積書(みつもりしょ)Quotation报价单商品名(しょうひんめい)BrandName商品名称請求書(せいきゅうしょ)Invoice 发票、请款单商品番号(-ばんごう)Doods No商品编码デポジットDeposit 订金、保证金外資企業(がいしきぎょう)ForeignEnterprise外资企业支払い(しはらい)Payment付款独資企業(どくしきぎょう)OwnedEnterprise独资企业支払い条件(-じょうけん)PaymentCondition付款 合弁工場(ごうべんこうじょう)PartnershipEnterprise合资工场月末締め(げつまつじめ)MonthPayment月结材料加工(ざいりょうかこう)Processing来料加工残業(ざんぎょう)OverTime加班(正常工作日加班)委託加工(いたくかこう)BailmentProcessing委托加工残業手当て(ざんぎょうてあて)OverTime Fee加班费人件費(じんけんひ)LaborCost人件费休日出勤(きゅうじつしゅっきん)HolidayWork加班(节假日上班)償却費(しょうきゃくひ)Amortization折旧费二交替(にこうたい)Two shift两班制アワーチャージHourCharge加工费;工时费昼勤(ひるきん)Day Shift白班為替レート(かわせー)ExchangeRate汇率夜勤(やきん)NightShift夜班 材料証明書(ざいりょうしょうめいしょ)MaterialCertificate材料证明书休憩時間(きゅうけいじかん)RestTime休息时间タイプ机种日本语中国语英语日本语中国语英语打ち合わせ(うちあわせ)打合、商討見積もり报价ブロー成型吹气成形加工する、仕上げ加工システム、系統(けいとう)系统ピン针点进胶圧粉成型(あつふんせいけい)粉末成形トンレル潜进胶凹部テカ凹部亮度ランナー流道ゴム成型塑胶成形選定(せんてい)选定セーパ定形模套前倒し(まえだおし)提前押出しダイス挤压模結構(けっこう)结构センターピン中心梢株式会社(かぶしき)有限公司コスドダワン降低成本cost downデザイン设计,构思,图案丸ピン圆顶针アンタカット倒扣捩れ(ねじれ)变形,扭曲ハッチング阴影线,加水线傾斜ピン(けいしゃ)斜梢データム基准タイト紧张,紧急矢印(やじるし)箭头キズ伤痕チョコブレ方盖ダコン打痕カドスミ拐角ウェルド结合线対策(たいさく)对策フローマーク流痕落下(らっか)落下ヒケ缩水末筆(まっぴつ)顺致,顺请色ムラ色差ズレ错位メーカ厂商ツヤ光泽カジリ拉伤接続(せつぞく)连续,连接グレード等级狙う(ねらう)把…作为目标デンキョク(電極)铜公Electodes 催す(もよおす)举办,举行,主办あきスペース空隙,间隙,空白エッジ尖角喰い切り(くいきり)靠破ダコン凹痕突き出し(つきだし)伸出,挺起,推出去カット消减,切,插图cutパワースイッチ动力开关スプリング弹簧版下(はんした)菲林逃がし(ニゲ)避空ブロック方块ガイドピン导柱ランナロックピン拉料针艶無し(つや無し)雾面傾斜角(けいしゃかく)斜顶艶有り(つやあり)亮面リンガ环艶消し(つやけし)消光直締め(じかじめ)拧シェア占有率既に(すで)以前,已经ハーレス电线余裕(よゆう)余地,予留シャープエッジ锐利端,尖端強靭性(きょうじんせい)韧性油溝(あぶらみぞ)油槽水道(すいどう)水路リミッドスイッチ安全开关低減(ていげん)低减更更(さらざら)根本(、、、不)サブマリンゲート潜进胶ざらざら不光滑,粗糙。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设定
实际
1.机水 模
2.模温 后
设定 实际
3.油温 模
中子选择方式: 无 A C
封针功 脱 能:模 剂操:作方
式:
使 有使 用
半自动
不使用 不使用 时间自动
机械手自动
螺杆直 径:
¢
产品单
水口单
重: 型腔
MM g g
PCS
注
环
非
明
保
环
2
表单管理编号:JM-FM-0526 REV:1.0
中间低速始 中间低速终 低速低压位置 高压位置
开模终位置 慢速距离 高速2位置 高速1位置
低压
高压
开模暂时停上位置
时间
推顶
推顶 动作方式 动作次数 前进限暂时停止 暂时停止时间
顶出压 力
顶出EV1
顶出EV2
前进开始时期
2速转换
后退EV4 反复后退位置
后退压 反力复顶出
EV3
前进限 位
反复前进限位
模 具
捷荣模具工业(东莞)有限公司(重点工程) 品质确认
年 客户
日精)成形条件表
机种
品名
文 件
模具编号
材料
颜色
干燥温度
设备料筒温度(℃)
区段 5
4
3
2
1
下料 口
设定
热流道温度(0C)
12345678
实际
生产确认
取数 干燥时间
9 10
作成 11 12
保压
射出
Pp3 Pp2 Pp1
时间 保压速度
V-P切换方式
射出 冷却 中间
速度 VP切换位置
V6 V5 PV3
位置VSL
计 量
实际射时 成形周期 残量位置
V4 PV2
V3 PV1
V2 V1 SM
限制压力 段
减压速度 距离SD
转速 背压BP
位置VSL
计量段数
段
计量前减压 速度
距离
锁模 高速锁模速度 中间低速 低速锁模速度
开模 终期慢速 高速2
高速1 初开模速度