proe抠砂芯教程
Pro-E 技巧

View--->Molde Setup--->color and appearance--->Add--->Detail--->Map
這樣就可以加材質了
14.小技巧roe参数时,如allow_anatomic_features显示所有功能menu_translation菜单(中英文)翻译等等初学者要记整句话很容易记不起,有一个方法打开PRO/E -->[功能]-->[选项]-->弹出窗口只要在左边输入all系统会自动加上全句allow_anatomic_features(只要记住all),再在右边数值设为yes-->[增加/改变]其它类推设置后保存在text目录下为conifg.pro或config.sup就行了
在Pro/E启动后用File-Working Directory进行设置。选择你的工作目录,然后点OK确认即可。
Pro/E的工作路径有什么作用?
Pro/E的工作路径的设置是很重要的,对于刚开始使用Pro/E的朋友尤为重要。因为Pro/E默认的启动路径是在Pro/E安装路径下的BIN文件夹,那里面是Pro/E最重要的各种命令。如果不设置工作路径,随着工作的进行,会直接把零件文件和相应的Trail文件都保存在此文件夹中,给文件的管理带来很大的麻烦。所以强烈建议使用Pro/E的朋友,一定要建立自己的工作目录。并且能做到文件的分类存放,统一管理,这是成为一个合格的Pro/E应用工程师的基本条件。
选取实体曲面或面组后,激活曲面集构建模式。
右键单击激活快捷菜单。
按SHIFT键并右键单击(按住SHIFT键同时右键单击)
根据所选的锚点查询可用的链。
2.Pro/E野火版中的控制柄
控制柄是用于在图形窗口中处理数据的图形对象。也可将控制柄捕捉至现有的几何参照,或用户定义的栅格增量。对几何的更改可动态显示在图形窗口中,可以沿2D或3D轨迹拖动控制柄。
proe抽壳原理和方法1
proe 抽壳的原理和方法By 无维网黄光辉(IceFai )薄壳(shell )步骤是产品设计中重要一环,利用薄壳(Shell )特征可以给外观生成一个料厚以进行下一步的内部结构设计工作。
但是在Pro/Engineer 软件中使用薄壳(Shell )特征并不能保证一定能成功,一个失败的薄壳(shell )特征往往会给后续生成料厚增加许多麻烦,影响我们的工作效率。
所以掌握薄壳(Shell )的原理和方法对于结构设计者来说是非常必要的。
一个等料厚的薄壳(shell )过程实际就是一个外观面组的偏距(offset )过程(当然薄壳shell 也可以局部不等料厚);所以为保证shell 我们就要在构面的过程中注意曲面的质量,我们在创建外观曲面的时候尽量减少不能offset 料厚的面。
但是也有很多情况是因为外观要求无法避免的,这时我们就要根据具体的情况来采取不同的对策,正确对策的制定前提是了解失败的原因。
在下面的内容中我们将讨论影响薄壳(shell )特征失败的原因和相应的对策。
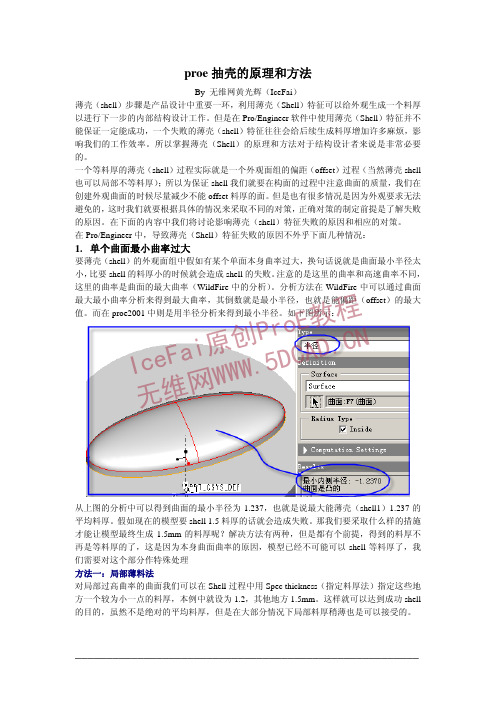
在Pro/Engineer 中,导致薄壳(Shell )特征失败的原因不外乎下面几种情况:1. 单个曲面最小曲率过大要薄壳(shell )的外观面组中假如有某个单面本身曲率过大,换句话说就是曲面最小半径太小,比要shell 的料厚小的时候就会造成shell 的失败。
注意的是这里的曲率和高速曲率不同,这里的曲率是曲面的最大曲率(WildFire 中的分析)。
分析方法在WildFire 中可以通过曲面最大最小曲率分析来得到最大曲率,其倒数就是最小半径,也就是能偏距(offset )的最大值。
而在proe2001中则是用半径分析来得到最小半径。
如下图所示:从上图的分析中可以得到曲面的最小半径为1.237,也就是说最大能薄壳(shell1)1.237的平均料厚。
假如现在的模型要shell 1.5料厚的话就会造成失败。
那我们要采取什么样的措施才能让模型最终生成1.5mm 的料厚呢?解决方法有两种,但是都有个前提,得到的料厚不再是等料厚的了,这是因为本身曲面曲率的原因,模型已经不可能可以shell 等料厚了,我们需要对这个部分作特殊处理方法一:局部薄料法对局部过高曲率的曲面我们可以在Shell 过程中用Spec thickness (指定料厚法)指定这些地方一个较为小一点的料厚,本例中就设为1.2,其他地方1.5mm 。
proe去除材料
proe去除材料Proe去除材料。
在Proe软件中,去除材料是一个非常重要的操作步骤,它可以帮助我们在设计过程中去除多余的材料,从而达到减轻零件重量、提高零件强度、减少生产成本的效果。
接下来,我们将详细介绍在Proe软件中如何进行去除材料的操作步骤。
首先,我们需要打开Proe软件,并打开需要进行去除材料操作的零件文件。
在打开零件文件后,我们需要选择“去除材料”工具,该工具通常位于软件界面的菜单栏或工具栏中,我们可以通过单击相应的图标或者选择相应的菜单项来进入去除材料操作模式。
进入去除材料操作模式后,我们需要选择需要去除材料的部分。
通常情况下,Proe软件会提供多种选择方式,例如通过绘制选择框、选择特定的面或者边等方式来选择需要去除材料的部分。
我们可以根据实际情况选择最适合的选择方式来进行操作。
选择好需要去除材料的部分后,我们需要确认选择并进入去除材料的参数设置界面。
在该界面中,我们可以设置去除材料的深度、去除材料的方式(例如通过拉伸、旋转等方式)、去除材料的速度等参数。
根据实际情况,我们可以适当调整这些参数来达到最佳的去除效果。
设置好参数后,我们可以点击“确定”按钮来执行去除材料操作。
在操作过程中,Proe软件会根据我们设置的参数来自动进行去除材料的操作,我们可以通过软件界面中的实时预览功能来观察去除材料的效果。
如果需要调整参数,我们可以随时返回参数设置界面进行修改。
完成去除材料操作后,我们可以保存并关闭零件文件。
在实际的工程设计中,去除材料是一个非常常见且重要的操作步骤,它可以帮助我们优化零件结构、提高零件性能、降低生产成本,因此我们需要熟练掌握Proe软件中去除材料的操作方法。
总之,去除材料是Proe软件中的一个重要功能,通过合理使用该功能,我们可以在工程设计中取得更好的效果。
希望以上介绍能够帮助大家更好地掌握Proe 软件中去除材料的操作方法,提高工程设计的效率和质量。
PROE零件设计常用命令

PRO/E零件设计常用命令讲解1)抽壳:是指曲面的加厚。
PRO/E中不能进行加积分。
1、壳命令可用来创建不同壁厚的壳体。
2、可以移除多于曲面。
3、可以增加或者删除材料(可向外进行加材料)4、不能在有圆角的相邻面进行抽壳。
2)两个面同时拉伸时一定要闭合。
3)孔:实际是旋转切除。
4)倒角有四种方式1、(D1·D2)2、(角度·D )3、(45·D)4、(D·D)常数(方法一、选中一条边后+右键〈倒圆角〉,方法二、倒圆角命令+选边)输入变量〈可变倒圆角〉(方法、选中边+右键倒圆角+放在拖动点上右键添加半径。
完全倒圆角(选中两条边后——设置——完全倒圆角)倒圆角通过顶点直接拖动到一个顶点上。
通过曲线草绘曲线——设置——通过曲线——选择草绘的曲线5)拔模:最多拔30度,拖动方向,就是拔模的基准线,先草绘一条直线就可以创建其他度数的拔模。
6)1、打孔2、拔模3、倒圆角4、抽壳7)拔模选中曲面的方法1、命令2、右键选中曲面3、点选四个面的底面(因为4个轴在这个面上)4、shift——单击一根轴8)拔模:1曲面,〈要倾斜的面〉。
2枢轴,〈倾斜角的参照〉。
9)旋转、1、中心线2、草绘面要封闭3、草绘面要在中心线一侧10)筋、1、选中筋命令2、右键——定义草绘3、草绘时不能封闭(参照,选择要落在的边上)11)初学者设置草绘平面和参照平面的方法。
1选中要草绘平面2、摆好要进入草绘时的样子3、选择的要进入草绘的命令〈如,拉抻,旋转〉4、直接中键进入草绘环境即可12)使用缺省基准的优点。
1、减少不必要的父子关系。
2、在没有平面的模型时,可使用它做参考。
13)内部基准平面:是在创建特征过程中创建的平面。
14)扫描特征:1、开放的轨迹,封闭的截面2、封闭的轨迹,封闭的截面3、封闭的轨迹,开放的截面注意:1、不允许自相交,2、轨迹线一定要是光顺的线,不能有尖角。
15)混合特证:1、至少必须草绘或选取两个截面2、每个截面图元数目相同(如果不相同时可以用打断命令形成相同的图元数,混合顶点不能和起始点是同一点)3、起始点应在同一个方向的顶点上。
Proe全新教材(第22、23讲PROE模具设计(一模多穴、砂芯的设计))PPT课件

-
27
-
28
• 保存文件。
• 以上所讲述的是砂芯的设计流程,其中的 关键是分型面的制作。
-
29
-
14
• 5、创建型芯分型面
• 创建——键入名称——增加——拉伸— —完成。用拉伸的办法来创建曲面如下 图。
-
15
-
16
• 生成了分型面
பைடு நூலகம்
-
17
• 6、以砂芯分型面作出砂芯体积块:模具体 积块——分割——两个体积块——所有工 件——完成。然后选取砂心分型面,按确 定。出现如下图形,键入加亮图形的名称。
▪ 如何在制造模块中完成一模多穴模具的设计
-
2
一、一模多穴的概念
一个模具中可以含有多个相同的型腔,注朔时便 可以同时获得多个成型零件,这就是一模多穴模 具。一般用于大批量生产。
如图所示为一模多穴模具:
-
3
二、模具设计实例——一模多穴模具
1步骤:产品模型→参考 件→工件→收缩率→分 型面→模具体块→模具 元件→浇道→铸模→爆 炸模型检查 2型腔布局:圆形 3圆形型腔布局的操作
-
18
-
19
• 按确定,接着出现下图,键入名字后按 确定
-
20
• 我们做好了砂芯体积块接下来做凸模和 凹模的体积块。
• 6、以型芯分型面做出凸模和凹模的体积 块:分割——两个体积块——模具体积 块——完成——调入BODY体积块,如 下图所示:
-
21
-
22
• 选入型芯分型面按确定,出现如图所示 的界面,输入名称按确定,接着再重复 相同的操作,做出凹模和凸模的体积块。
铸模键入名称按确定生成浇注件我们想要的零模具进料孔定义间距定义秱动选取元件定义秱动方向输入秱动距离完成注意
低压铸造取出砂芯的方法
低压铸造取出砂芯的方法
低压铸造里,砂芯的取出可是个有点小讲究的事儿呢。
咱先说说砂芯的种类不同,取出方法就有差别。
要是那种比较松散的砂芯呀,有时候就像从沙堆里把小物件拿出来一样。
可以用小钩子或者特制的小工具,轻轻地伸进去,把砂芯一点点勾出来。
就像在挖宝藏,得小心翼翼的,可不能太粗鲁,不然把铸件弄坏了可就不好啦。
还有一种是粘结比较牢固的砂芯。
这时候呀,可能得用一些震动的办法。
就像给砂芯做个小按摩,用那种专门的震动设备,在合适的频率下,让砂芯和铸件之间的粘结松动。
这个震动的力度可得把握好,就像给小宝宝拍嗝似的,轻了没效果,重了又怕把铸件震出毛病。
有时候呢,也会用到化学的方法。
比如说有些化学溶剂可以溶解砂芯的粘结剂。
不过这就像做化学小实验一样,得特别小心。
溶剂不能太多,也不能太少,多了可能会影响到铸件的质量,少了又不能把砂芯顺利取出来。
而且这些溶剂的使用还得注意安全,毕竟它们可不像水那么温和无害呢。
在实际操作的时候,工人师傅的经验也超级重要。
有经验的师傅就像老中医一样,看一眼就大概知道这个砂芯该怎么取出来。
他们的手感也很神奇,拿着工具轻轻一探,就知道从哪里下手最好。
而且呀,现在也有一些新的技术和设备在研发,来帮助取出砂芯。
这些新东西就像新玩具一样,给低压铸造这个老工艺带来了新的活力。
总之呢,低压铸造取出砂芯虽然有点小麻烦,但只要我们用心去摸索,像对待自己的小宠物一样细心,就一定能找到合适的方法,让砂芯乖乖地从铸件里出来,保证我们的低压铸造工作顺利进行。
Proe拆装动画教程

P r o e拆装动画教程
This model paper was revised by the Standardization Office on December 10, 2020
先看一下我们的组装图。
点击【应用程序】-【动画】。
进入动画模块之后,点击右侧的【主体定义】工具。
如上图,点击【每个主体一个零件】按钮。
点击之后,如上图,会出现很多body,点击关闭。
再点击上面工具栏里面的【元件拖动工具】。
拖动元件之前,先抓取一个快照。
再打开【高级拖动选项】,可以使零件按轴来移动。
拖动一个或几个零件,到合适的位置,再抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
经过前面的拖动,一共抓取了17个快照。
点击右侧的【关键帧顺序】工具。
选择关键帧快照名称,再点击【+】号,即可插入。
全部快照插入完毕,顺序要反向,最大的在上面。
点击【工具】-【时域】。
设置终止时间。
点击右侧工具栏的【启动】按钮。
看一下动态的效果,发现还有螺丝没有装配完成。
时域设置太短,动画帧数太长,导致零件没有装配完成。
将终止时间改长一点。
让时间超过动画帧数。
再启动动画演示看效果。
已经装配OK.
如【机构仿真】模块一样,这里也有回放工具。
可以回放我们的动画。
机械落砂除芯工艺流程
机械落砂除芯工艺流程英文回答:Mechanical sand core removal process is a widely used method in the foundry industry to remove sand cores from castings. It involves the use of mechanical force to break up and remove the sand cores from the castings.The process typically starts with the identification of the casting with sand cores that need to be removed. The castings are then placed in a specialized machine or equipment that is designed to remove the sand cores. This equipment can vary depending on the size and shape of the castings.Once the castings are loaded into the machine, the mechanical sand core removal process begins. This process usually involves the use of high-pressure water jets or abrasive materials to break up the sand cores. The water jets or abrasive materials are directed at the areas wherethe sand cores are located, effectively breaking them up and washing them away.After the sand cores are broken up and washed away, the castings are then inspected to ensure that all the sand cores have been successfully removed. Any remaining sand cores are manually removed using tools such as hammers or chisels.The mechanical sand core removal process offers several advantages. Firstly, it is a relatively fast and efficient method compared to other core removal processes. Secondly, it is less labor-intensive as it relies on machinery and equipment to do the majority of the work. Lastly, it can be used for a wide range of castings, making it a versatile method.In conclusion, the mechanical sand core removal process is an effective and efficient method for removing sand cores from castings. It involves the use of mechanical force, such as high-pressure water jets or abrasive materials, to break up and remove the sand cores. Thisprocess offers several advantages and is widely used in the foundry industry.中文回答:机械落砂除芯工艺是铸造行业中一种广泛使用的方法,用于从铸件中除去砂芯。
砂芯低压铸造取件后模具处理流程
砂芯低压铸造取件后模具处理流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!砂芯低压铸造取件后模具处理流程砂芯低压铸造是一种常见的金属铸造工艺,取件后模具的处理流程至关重要,它直接影响到产品的质量和成本。
ProE模具设计基础教程 第6章 模具分割及抽取
6.4 空心球柄模具设计
如图所示是空心球柄的实体模型,它的技术参数及设计要求为:材料为 HDPE,中等批量生产,未注公差等级为MT5级精度。由于它是中等尺寸, 批量很大,虽然采用一模一件可以降低模具成本,但采用一模多件生产 时生产效率较高,同样达到降低成本的目的。 空心球柄的相对深度大,由于采用一模多件的型腔,因此可以采用侧浇 口,这样加工简单、浇口容易去除,不会影响塑件外观,模具结构也相 对简单。
6.2 模具元件及铸模
6.2.2 铸模
可以通过浇道、流道和浇口来模拟填充模具型腔,从而创建铸模,如图 所示分别是参照零件和铸模,铸模的上面有浇注系统。 铸模可以用于检查前面设计的完整性和正确性,如果出现不能生成铸模 文件的现象,极有可能是先前的模具设计有差错或者参照零件有几何交 错的现象,读者应当向前检查。此外,铸模可以用于计算质量属性、检 测合适的拔模,因为它有完整的流道系统可以较准确地模拟产品注塑过 程,所以可用于塑料顾问的模流分析。
6.3 模具打开
模具体积块抽取完成之后,得到的模具元件仍然处于原来模 具体积块的位置,为了检查设计的适用性,可以模拟模具打 开过程。在【模具】菜单管理器中选择【模具进料孔】→ 【定义间距】→【定义移动】命令
6.3 模具打开
系统将弹出【选取】对话框,在图形区中选择模具元件,单 击其中的【确定】按钮,然后在图形区中选择一个基准以确 定打开的方向,再输入移动距离,就能移动模具元件。
6.1 模具体积块
6.1.1 分型面分割体积块
工件或现有模具体积块可用分型曲面分割,当指定一分型面 用于分割时,系统会计算材料的总体积,并用所有用于创建 浇口、流道、注入口的模具组件特片从材料计算出工件的体 积,再将其转化成模具体积块。
6.1 模具体积块
proe铸造型腔砂芯入门教程
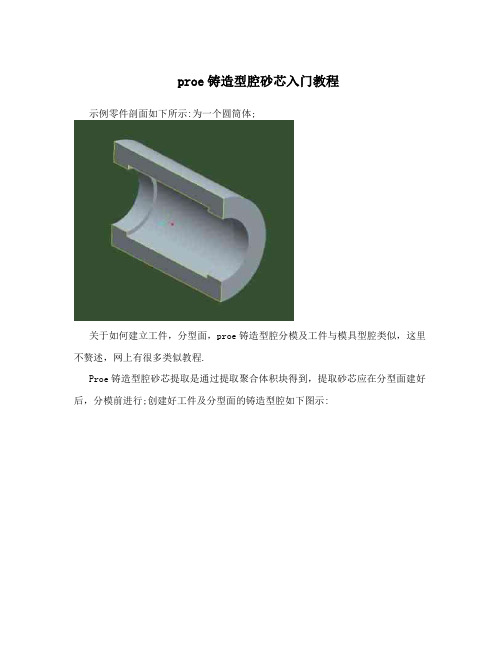
proe铸造型腔砂芯入门教程示例零件剖面如下所示:为一个圆筒体;关于如何建立工件,分型面,proe铸造型腔分模及工件与模具型腔类似,这里不赘述,网上有很多类似教程.Proe铸造型腔砂芯提取是通过提取聚合体积块得到,提取砂芯应在分型面建好后,分模前进行;创建好工件及分型面的铸造型腔如下图示:以圆筒体左右两端面分别为参照偏移新两平面ADTM1和ADTM2如下图示: 这两个平面的作用就好比砂型铸造中的水平芯头的端面;偏距距离自定义,只要不超出工件边界即可。
Great by 七分男遮蔽工件,隐藏分型面;点击菜单“铸造模型”,”创建”,“砂芯”菜单条如右图所示;跟着弹出”元件创建”菜单如下,输入文件名,点击”确定” 跟着弹出“创建选项”菜单如下,选择“创建特征”,点击“确定”继续弹出菜单如右图示:选择“聚合体积块”跟着弹出下图菜单,选择“实体体积块”点击“完成”。
Great by 七分男跟着弹出“聚合步骤”菜单如右图示,有四个选项如右图示: 勾选“选取、封闭“点击”完成。
弹出“聚合选取”菜单:有两个选项“曲面和边界、曲面” 选取“曲面”,点击完成;菜单提示选取连续曲面按住“Ctrl“键按提示选取图中连续曲面,即选中铸件内腔的所有曲面,也就是我们所需的与砂芯有关的所有曲面,中键完成。
不要漏了,否则无法成功提取聚合体积块~\跟着弹出封闭环定义菜单如右示:勾选“顶平面、选取环”点击“完成”或中键完成。
按提示选取一平面,盖住闭合的体积块,Great by 七分男点击图示先前所建军平面ADTM2,跟着按提示选取要被罩平面封闭的邻接边,选取零件孔的一个边,如图示红色边;按中键完成;注意此处是先选择封闭平面,后选择与封闭平面交界的边,边选一条所需封闭的孔的边缘上的曲线或直线就可,系统自动检测连续曲线与封闭平面闭合。
继续按提示选取一平面,盖住闭合的体积块,选择平面ADTM1,相应的再选择对应孔的一个边中键完成。
继续出现提示选取一平面,盖住闭合的体积块,此进直接点完成,完成。
使用proe设计模具的步骤
关于成型件凸凹模具设计一套模具必须放在一个文件夹模具的设计流程:一般是先创建型腔,再根据型腔的特性来设计模座,型腔的元件包括动模,定模或型腔、浇道系统(包括注道,流道,流道滞料部,浇口等)滑块,斜导柱,砂芯等,而模座则包括固定侧模板(也称为下模座),移动侧模板(也称为上模座),顶出销、回位销、冷却水线、电热管、停止销,定位螺钉,导柱,导销等。
型腔设计的基本流程:1.创建模具模型(导入参照零件-工件)2.收缩3.用分型面设计分型面4.利用分型面,通过模具体积块命令将工作分割为凹模体积/凸模体积,砂芯体积,滑块体积。
5.使用模具元件,将凹模体积/凸模体积,砂芯体积,滑块体积,等转换为凹模/凸模/砂芯等.6.用特征设计浇道系统。
(特征--型腔组件)7.利用铸模进行材料填充,以创建成型件8.利用分析菜单内的各命令进行各种模具零件的检测。
9.利用模具进料孔,来模拟开模的操作,并在开模过程中进行干涉检测一个型腔设计后所产生的文件1.plastic_mold.mfg 型腔设计的文件2.plastic_mold.asm 型腔组件3.plastic.prt原始的设计件4.plastic_mold_ref.prt参考零件5.plastic_mold_wrk.prt工件6.plastic_cavity.prt凹模7.plastic_core.prt 凸模8.plastic_molding.prt 成型件具体步骤:1、复制mingpian.prt到工作目录单建立文件夹,新建---制造----子类型选择模具型腔----去掉缺省模板—————mmns2、输入组件名[asm001]直接确定即可;3、引入参照模型(参照模型导入)步骤:a模具模型—装配——参照模型——选择mingpian文件,装配界面,导入第一个零件设置缺省---完全约束---确定b 参照合并---名称,默认的mp_ref(参照模型)---确定---完成参照模型:一个设计模型被运用到模具模型后,proe会以设计模型为蓝本复制出另一个模具模型中。
玻璃砂漏斗和抽滤操作
玻璃砂漏斗和抽滤操作玻璃砂漏斗和抽滤操作关于玻璃砂漏斗教材中出现了玻璃砂漏斗的使用,特别是G6玻璃砂漏斗,一方面学生很难理解玻璃砂漏斗(因为从来没有接触过);另一方面很难理解为什么要用抽滤的方法?为什么要用盐酸浸泡?其实,这都是和材质有关,和孔径小有关,同时也和过滤的目的不同,浸泡液会不一样。
由于高中生物学中的应用是滤除大肠杆菌及葡萄球菌等,所以用G6玻璃砂漏斗,浸泡液用盐酸即可。
玻璃砂漏斗的砂芯滤板是由烧结玻璃料制成的,可以过滤酸液和用酸类处理,也叫耐酸漏斗。
根据其孔径大小,分成G1到G6六种规格。
1.规格及用途G1 20-30um 滤除粗沉淀及胶状沉淀物G2 10-15um 滤除粗沉淀及气体洗涤G3 4.5-9um 滤除细沉淀,过滤水银G4 3-4um 滤除细沉淀或极细沉淀物G5 1.5-2.5um 滤除体积较大的杆状细菌和酵母G6 <1.5um 滤除1.5-0.6um的病菌2.使用处理方法(1)新购置的滤过仪器使用前需用酸溶液进行抽滤,并用蒸馏水冲洗干净,烘干后使用。
对于除菌滤器,使用前需高压灭菌,使用后应用洗涤液进行抽滤,然后放入洗涤液中浸泡48小时,取出用蒸馏水冲洗抽滤烘干保存。
在烘干过程中,切勿中途开烘箱,要待烘箱降至室温后再打开烘箱取出,以防炸裂。
(2)滤器使用后需进行洗涤处理,以免因沉淀物堵塞而影响过滤功效。
3.注意事项(1)使用时注意滤板两面的正负压力差不得大于9.8×10-4帕。
(2)滤器在加热或冷却时应注意缓慢进行。
(3)玻璃滤器在使用时不宜过滤氢氟酸、热浓磷酸、热或冷的浓碱液。
4.常见沉淀物洗涤液参照(1)脂肪:四氯化碳或适当的有机溶剂(2)有机物质:混有重铬酸盐的温热浓硫酸或含有少量硝酸钾和高锰酸钾的浓硫酸,浸泡过夜(3)蛋白质、粘液和葡萄糖:盐酸、热氨水或热硫酸和硝酸混合液。
(4)G5-G6号砂芯漏斗使用后滤板上附有细菌时,先用硫酸-硝酸-水混合溶液抽滤1-2次,再在此混合溶液中浸泡48小时,用水和蒸馏水冲净后干燥保存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
示例零件剖面如下所示:为一个圆筒体;
关于如何建立工件,分型面,proe铸造型腔分模及工件与模具型腔类似,这里不赘述,网上有很多类似教程.
Proe铸造型腔砂芯提取是通过提取聚合体积块得到,提取砂芯应在分型面建好后,分模前进行;创建好工件及分型面的铸造型腔如下图示:
以圆筒体左右两端面分别为参照偏移新两平面ADTM1和ADTM2如下图示:
这两个平面的作用就好比砂型铸造中的水平芯头的端面;
偏距距离自定义,只要不超出工件边界即可。
遮蔽工件,隐藏分型面;点击菜单“铸造模型”à”创建”à“砂芯” 菜单条如右图所示;
跟着弹出”元件创建”菜单如下,输入文件名,点击”确定”
跟着弹出“创建选项”菜单如下,
选择“创建特征”,点击“确定”
继续弹出菜单如右图示:选择“聚合体积块”
跟着弹出下图菜单,选择“实体体积块”点击“完成”。
跟着弹出“聚合步骤”菜单如右图示,有四个选项如右图示:
勾选“选取、封闭“点击”完成。
弹出“聚合选取”菜单:有两个选项“曲面和边界、曲面”
选取“曲面”,点击完成;
菜单提示选取连续曲面
按住“Ctrl“键按提示选取图中连续曲面,即选中铸件内腔的所有曲面,也就是我们所需的与砂芯有关的所有曲面,中键完成。
不要漏了,否则无法成功提取聚合体积块!
\跟着弹出封闭环定义菜单如右示:
勾选“顶平面、选取环”点击“完成”或中键完成。
按提示选取一平面,盖住闭合的体积块,
点击图示先前所建军平面ADTM2,跟着按提示选取要被罩平面封闭的邻接边,
选取零件孔的一个边,如图示红色边;
按中键完成;
注意此处是先选择封闭平面,后选择与封闭平面交界的边,
边选一条所需封闭的孔的边缘上的曲线或直线就可,
系统自动检测连续曲线与封闭平面闭合。
继续按提示选取一平面,盖住闭合的体积块,选择平面ADTM1,相应的再选择对应孔的一个边
中键完成。
继续出现提示选取一平面,盖住闭合的体积块,此进直接点完成à完成。
砂芯完成如下图示。
图中上可见砂芯芯头自动延伸到了面ADTM1和ADTM2;
如果封闭平面不选ADTM1和ADTM2,而是直接选铸件的左右端面,则砂芯芯头不会延伸出来。
激活打开砂芯,修改砂芯颜色;
点击右侧工具条执行模槽分析,如右图示:
点击”定义间距”à定义移动;
分别选择上型及下型,按提示定义开模方向及距离;最后开模如下图示;。