LENS知识总结
Lens

眩光”可以指两样东西。
有些镜头是由于内部反光问题,被称为“flary”(意为闪耀着亮光,就是我们通常说的镜片反光白花花的)。
但是,通常眩光是指内部反射依然可见,而不是指导致劣质的成像。
典型的,眩光将导致高光向外溢出,因此亮部周围通常会围绕着一种光辉。
也有时镜头会产生一个主像和一个附属的“鬼影”,比如日光灯管或路灯。
现代的镀膜技术使其不再是一个大问题,但偶尔还是会发生,尤其是廉价的变焦镜头和超大光圈镜头。
去除滤镜能减轻类似问题。
一种常见的内部反射是当光线直射入镜头时,产生光圈形状的影像。
有些人喜欢这种效果,但有些人讨厌。
对于内部反射,一个设计合理的较深的遮光罩将能有效减轻眩光和鬼影二、一些镜头的基本知识要得到一些,就必须付出一些;“没有免费的午餐”。
镜头的光学设计也是这样。
最简单的摄影不需要镜头,针孔就可以,它的光圈一般是f/128或更小。
单镜片镜头在早期的相机使用,成像可以比针孔锐利,光圈也更大,基本可以手持拍摄。
工作光圈大概在f/12左右。
由于当时使用大底片,效果可以接收。
从双镜片再到三镜片,镜头的光圈更大,成像也相当锐利,Cooke Triplet是目前已知的最好设计。
如果是四片镜片,成像已经相当好,比如Zeiss Tessar(天塞),四片三组结构,其中两片粘在一起形成一组。
四片结构的天塞镜头唯一的问题是光圈不能做得太大,不然像质会下降。
对于35毫米相机,天塞结构的顶限是f/2.8,即使使用当前最好的光学玻璃。
要光圈更大,就要更多镜片。
速度(即最大光圈)不是唯一的问题。
视角越大,需要的镜片越多。
一支低速小视角镜头,例如Leitz 560mm f/6.8 Telyt,只用了两片镜片。
50mm f/1.4一般需要6或7片,21mm f/4.5 Zeiss Biogon使用了8片。
更多的镜片使镜头更大更重也更贵。
到此为止,我们只是考虑了制造一个锐利、快速或广角的镜头需要的镜片数目,但还有另一个问题要担心,就是镜头的实际尺寸。
LENS知识总结
LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG), VRL-40(三菱),MI-7(法国ATO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显著,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
LENS知识总结
LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG),VRL-40(三菱),MI-7(法国A TO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显着,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
lens介紹
lens介紹一.LENS的种类1.注塑LENS,基材为注塑成型之产品,主要材料有PMMA、PC两种。
2.模切LENS,基材为平面塑料板材切割而成,主要材料有PMMA、PC两种。
3.玻璃LENS,基材为特种钢化玻璃经磨削切割加工而成。
二.LENS的表面加硬1.强化,把LENS浸泡在化学药水里使基材表面形成一层薄膜,PMMA硬度可达4H,PC达2~2.5H, 强化后LENS的透明度会更好。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
2.IMD透明膜表面加硬, 透明加硬膜置于注塑模内,成型时印在LENS表面上, 硬度可达3~4H。
3.IMD印刷膜表面加硬,与透明膜表面佑膊煌氖?这种方式把图案、文字等表面装饰一并做在LENS的外表面,而透明膜表面加硬的LENS需要在背面另做印刷等加工。
4.金刚石镀膜表面加硬,硬度可达9H。
5.表面喷UV, 硬度可达3~4H。
三.注塑LENS:1.制作工艺流程模具制作---注塑成型---表面加硬---电镀(溅镀) ---丝印(移印)---蚀刻---贴镭标---背胶---包装注:此只为一大致流程,不同类型的LENS会有各自不同的加工流程2.设计注意事项a.考虑进胶口的位置,一般要设计一个能隐蔽进胶口的位置,如不能将会增加废品率、提高成本。
b.厚度在0.8~2.0之间比较合适。
c.注意表面R>160,防止把LENS做成放大镜。
3.特点:可做各种3D。
四.模切LENS:1.制作工艺流程裁板---电镀---丝印---蚀刻---NC加工---贴镭标---背胶---包装2.设计注意事项a.由于原料为标准板材,厚度有一定规格,常用有0.8、1.0mm,其它厚度要同供应商咨询。
b.外形为机械加工,对形状有一定限制,内凹之R要6mm以上。
c.由于弧度为弯曲加工而成,产品只允许平均厚度、单向弧度。
摄影镜头(Lens)9个基本知识
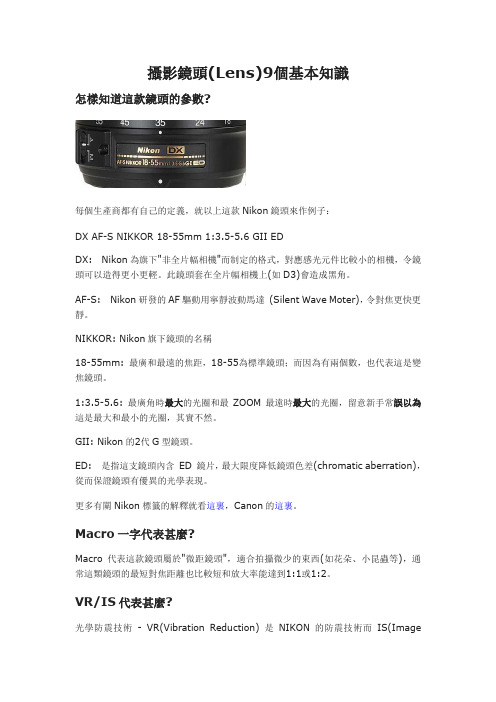
攝影鏡頭(Lens)9個基本知識怎樣知道這款鏡頭的參數?每個生產商都有自己的定義,就以上這款Nikon鏡頭來作例子:DX AF-S NIKKOR 18-55mm 1:3.5-5.6 GII EDDX: Nikon為旗下"非全片幅相機"而制定的格式,對應感光元件比較小的相機,令鏡頭可以造得更小更輕。
此鏡頭套在全片幅相機上(如D3)會造成黑角。
AF-S: Nikon研發的AF驅動用寧靜波動馬達 (Silent Wave Moter),令對焦更快更靜。
NIKKOR: Nikon旗下鏡頭的名稱18-55mm: 最廣和最遠的焦距,18-55為標準鏡頭;而因為有兩個數,也代表這是變焦鏡頭。
1:3.5-5.6: 最廣角時最大的光圈和最ZOOM最遠時最大的光圈,留意新手常誤以為這是最大和最小的光圈,其實不然。
GII: Nikon的2代G型鏡頭。
ED: 是指這支鏡頭內含 ED 鏡片,最大限度降低鏡頭色差(chromatic aberration),從而保證鏡頭有優異的光學表現。
更多有關Nikon標籤的解釋就看這裏,Canon的這裏。
Macro一字代表甚麼?Macro 代表這款鏡頭屬於"微距鏡頭",適合拍攝微少的東西(如花朵、小昆蟲等),通常這類鏡頭的最短對焦距離也比較短和放大率能達到1:1或1:2。
VR/IS代表甚麼?光學防震技術- VR(Vibration Reduction) 是NIKON的防震技術而IS(ImageStabilization) 是CANON的防震技術,代表這款鏡頭可以抵禦一定程度的震動而保持影像清晰。
甚麼是廣角/標準/遠攝鏡頭?在不變的距離下,利用廣角鏡頭可以使相片包含更多的景物:如一幅5人的合照,非廣角鏡頭只有拍攝到中間的2-3個人而廣角鏡頭便能包含全部5個人了,因為這個原因,所以現在一些DC也標榜擁有"更wide的廣角",吸引常在party/餐廳拍合照的朋友!標準鏡頭在菲林時代普遍指50mm的鏡頭,得出的影像最接近人眼看到的。
lens 介绍

LENS 介绍李伟2015-2-5一.光的直线传播(几何光学)光在同种均匀的介质中是沿直线传播的。
1.影子的形成。
光从光源传播出来,照射在不透光的物体上,不透光的物体把沿直线传播的光挡住了,在不透光的物体后面受不到光照射的地方就形成了影子。
2.小孔成像用一个带有小孔的板遮挡在屏幕与物之间,屏幕上就会形成物的倒像,我们把这样的现象叫小孔成像。
3.激光准直激光束作为基准线,在被测点上设置激光束的接收装置,求得准直点偏离值的一种测量方法。
二.光的反射定律(1)反射光线、入射光线、法线都在同一平面内。
(同一平面内)(2)反射光线、入射光线分居法线两侧。
(居两侧)(3)反射角等于入射角。
(角相等)(∠r=∠i)总结:当光射到物体表面时,被物体表面反射回去,这种现象叫做光的反射三.光的折射由于光在在两种不同的物质里传播速度不同,故在两种介质的交界处传播方向发生变化,这就是光的折射。
在折射现象中,光路可逆。
折射率是表明透明介质光学性质的重要参数。
各种波长的光在真空中的传播速度均为c,而在不同介质中的传播速度v各不相同,都比真空中的速度慢。
折射率n=c/v.我们把分界面两边折射率较高的介质称为光密介质,而把反射率较低的介质称为光疏介质。
Nsini=N’ sinr四.光的干涉:两列或两列以上的光波在空间中重叠时发生叠加从而形成新波形的现象。
当两列光波的频率相同,相位差恒定,振动方向一致的相干光源,会产生光的干涉。
五.光的衍射光在传播过程中,遇到障碍物或小孔时,光将偏离直线传播的途径而绕到障碍物后面传播的现象,叫光的衍射。
光的衍射和光的干涉一样证明了光具有波动性。
六.镜头成像光学模拟七.镜头的像差球差:由主轴上某一物点向光学系统发出的单色圆锥形光束,经该光学系列折射后,若原光束不同孔径角的各光线,不能交于主轴上的同一位置,以至在主轴上的理想像平面处,形成一弥散光斑(俗称模糊圈),则此光学系统的成像误差称为球差。
慧差:由位于主轴外的某一轴外物点,向光学系统发出的单色圆锥形光束,经该光学系列折射后,若在理想像平面处不能结成清晰点,而是结成拖着明亮尾巴的慧星形光斑,则此光学系统的成像误差称为慧差。
光学基础LENS_术语解读篇
12、解像力(分辨率)
解像力的定义:为每1mm可解析的线对(line-pair)。单位为本 (lp/mm) Sensor 全频解像力(黑白):1000/2.8/2=179lp/mm,但对彩色(RGB)而 言,Sensor是以每4pixel解析1点,所以Sensor所需要的本数计算为:中心 1000/2.8/2/sqrt 2=126lp/mm — 160lp/mm(中心通常解析会较高) 外围 1000/2.8/2/sqrt 3=103lp/mm — 100lp/mm(外围为0.7F) (sqrt 2为一般计算方式,但不同厂牌或型号Sensor处理逻辑不同,会有差异)
End
谢 谢!!
10、CRA(Chief Ray Angle) 主光线角度
定义:主光线角度为主光线与平行光线的角度。 主光线就是光线由物体的边缘出射,通过孔径光阑的中心最后到 达像的边缘。 注意事项:主光线出射角度不合适会暗角严重,对比度下降,偏 色。
11、MTF(Modulation Transfer Function) 光学调 制传递函数
lens基础常识[精品]
![lens基础常识[精品]](https://img.taocdn.com/s3/m/9ec17758777f5acfa1c7aa00b52acfc789eb9fbf.png)
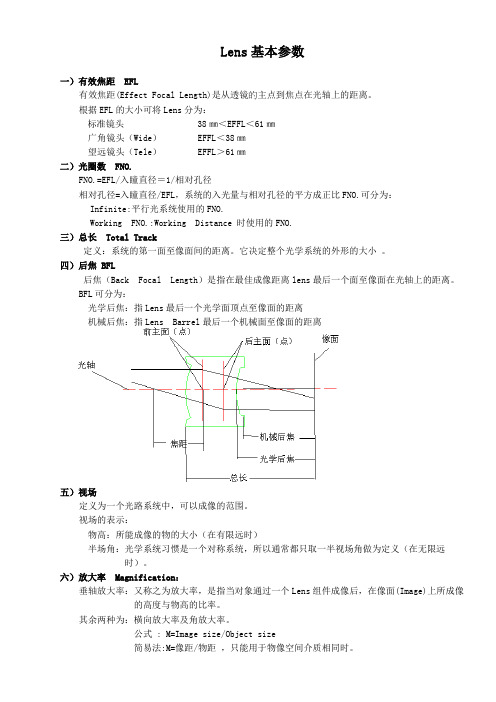
Lens基本参数一)有效焦距EFL有效焦距(Effect Focal Length)是从透镜的主点到焦点在光轴上的距离。
根据EFL的大小可将Lens分为:标准镜头38㎜<EFFL<61㎜广角镜头(Wide)EFFL<38㎜望远镜头(Tele)EFFL>61㎜二)光圈数FNO.FNO.=EFL/入瞳直径=1/相对孔径相对孔径=入瞳直径/EFL,系统的入光量与相对孔径的平方成正比FNO.可分为:Infinite:平行光系统使用的FNO.Working FNO.:Working Distance 时使用的FNO.三)总长 Total Track定义:系统的第一面至像面间的距离。
它决定整个光学系统的外形的大小。
四)后焦 BFL后焦(Back Focal Length)是指在最佳成像距离lens最后一个面至像面在光轴上的距离。
BFL可分为:光学后焦:指Lens最后一个光学面顶点至像面的距离机械后焦:指Lens Barrel最后一个机械面至像面的距离五)视场定义为一个光路系统中,可以成像的范围。
视场的表示:物高:所能成像的物的大小(在有限远时)半场角:光学系统习惯是一个对称系统,所以通常都只取一半视场角做为定义(在无限远时)。
六)放大率 Magnification:垂轴放大率:又称之为放大率,是指当对象通过一个Lens组件成像后,在像面(Image)上所成像的高度与物高的比率。
其余两种为:横向放大率及角放大率。
公式 : M=Image size/Object size简易法:M=像距/物距,只能用于物像空间介质相同时。
Lens基本知识一)主面主点主面的定义:所谓的主面就是在Lens系统中放大率为+1的两个共轭面主面的位置:Lens系统均有两个主面,分为前主面和后主面或者称之为物方主面和像方主面,在高斯光学中,主面为一与光轴相垂直的平面主点的定义:所谓的主点就是主面与光轴的交点,它可分为前主点和后主点主点的位置:主点位于光轴上,是主面与光轴的交点二)Lens系统中光束的限制在任何Lens系统对能够进入系统的光束都有一定的选择性,而这些功能是通过光阑来实现的。
lens的概念原理及应用领域

Lens的概念原理及应用领域1. 引言Lens(透镜)是光学中的重要工具,主要用于改变光线的传播方向、聚焦光线以及调节焦距,广泛应用于各个领域。
本文将介绍Lens的概念、原理以及在不同应用领域中的具体应用。
2. Lens的概念透镜是一种光学元件,通常由透明物质制成,具有两个曲面,可将平行光线聚焦到焦点上或将发散光线使其变为平行光。
透镜通常分为凸透镜和凹透镜两种类型。
•凸透镜:中央厚度较大,边缘较薄。
可将平行光线向光轴聚焦,形成实像。
•凹透镜:中央较薄,边缘较厚。
将平行光线向光轴散开,形成虚像。
3. Lens的原理透镜的光学原理基于折射定律和透镜的几何形状。
当光线从一种介质射入另一种介质时,光线的传播方向发生弯曲,这个现象称为折射。
透镜的几何形状决定了光线折射的规律。
对于凸透镜而言,当平行光线射入凸透镜时,它们会向光轴聚焦于一点,即焦点。
而对于凹透镜而言,平行光线经过凹透镜后会向光轴散开。
透镜的焦距是一个重要的参数,表示从透镜中心到焦点的距离。
焦距的大小决定了透镜的聚焦能力。
4. Lens的应用领域透镜在许多领域中都有广泛的应用,以下是一些常见的应用领域:•光学仪器:透镜是许多光学仪器的核心组件,如望远镜、显微镜、投影仪等。
透镜的聚焦能力使得这些仪器能够放大图像或追踪物体。
•相机镜头:透镜是相机中最重要的部件之一,它能够将光线聚焦在感光元件上,形成清晰的图像。
•汽车头灯:汽车头灯中的透镜主要用于使光线更加聚焦,提高夜间行驶的亮度和可视范围,同时减少光线的散失。
•眼镜:透镜在眼镜中被用来矫正近视、远视和散光等视觉问题。
透镜能够通过对光线的折射改变光线在眼中的焦点位置,使得视觉得到矫正。
•激光器:透镜在激光器中用于改变激光束的传播方向、调节激光的焦点位置。
透镜的选择和调整对激光器的工作效果至关重要。
•太阳能光伏:太阳能光伏板中的透镜能够聚焦太阳光线,提高光伏板的能量转化效率。
•视听设备:透镜在眼镜、望远镜和显微镜等视听设备中得到广泛应用,帮助用户获得更好的视觉和听觉体验。
LENS基本知识
一)有效焦距EFL有效焦距(Effect Focal Length)是从透镜的主点到焦点在光轴上的距离。
根据EFL的大小可将Lens分为:标准镜头38㎜<EFFL<61㎜广角镜头(Wide)EFFL<38㎜望远镜头(Tele)EFFL>61㎜二)光圈数FNO.FNO.=EFL/入瞳直径=1/相对孔径相对孔径=入瞳直径/EFL,系统的入光量与相对孔径的平方成正比FNO.可分为:Infinite:平行光系统使用的FNO.Working FNO.:Working Distance 时使用的FNO.三)总长 Total Track定义:系统的第一面至像面间的距离。
它决定整个光学系统的外形的大小。
四)后焦 BFL后焦(Back Focal Length)是指在最佳成像距离lens最后一个面至像面在光轴上的距离。
BFL可分为:光学后焦:指Lens最后一个光学面顶点至像面的距离机械后焦:指Lens Barrel最后一个机械面至像面的距离五)视场定义为一个光路系统中,可以成像的范围。
视场的表示:物高:所能成像的物的大小(在有限远时)半场角:光学系统习惯是一个对称系统,所以通常都只取一半视场角做为定义(在无限远时)。
六)放大率 Magnification:垂轴放大率:又称之为放大率,是指当对象通过一个Lens组件成像后,在像面(Image)上所成像的高度与物高的比率。
其余两种为:横向放大率及角放大率。
公式 : M=Image size/Object size简易法:M=像距/物距,只能用于物像空间介质相同时。
一)主面主点主面的定义:所谓的主面就是在Lens系统中放大率为+1的两个共轭面主面的位置:Lens系统均有两个主面,分为前主面和后主面或者称之为物方主面和像方主面,在高斯光学中,主面为一与光轴相垂直的平面主点的定义:所谓的主点就是主面与光轴的交点,它可分为前主点和后主点主点的位置:主点位于光轴上,是主面与光轴的交点二)Lens系统中光束的限制在任何Lens系统对能够进入系统的光束都有一定的选择性,而这些功能是通过光阑来实现的。
有关LENS的一些基本知识

调制传递函数(MTF)一)MTF 的定义:MTF 调制度=最大亮度-最小亮度/最大亮度+最小亮度 景物有景物的调制度(M 景),影像有影像的调制度(M 影)理想的Lens 系统的MTF 值为1, 但由于实际的Lens 系统中各种像差的存在及介质的吸收等作用,都会使MTF 产生较大的衷减. 二)MTF 的意义及作用在Lens 系统中,MTF 是对Lens 系统的总体评价参数.在设计阶段,可通过相关的光学设计软件对所设计的Lens 进行模拟;在制造阶段,可以对Lens 实体进行MTF 的测试.故在当今的光学领域MTF 有着极其广泛的应用 三)MTF 特性1.在MTF 曲线中,当空间频率为零时,其MTF 值为为1,而之后随着空间频率的增加而下降,当降至一定程度时,人眼或其它感光组件就无法对其进行分辨.注:人眼对MTF 的极限分辨值为0.07(或0.05)。
于此值时人眼已无法分辨其对比度。
2.斜向入射时,通常都会根据斜向角度的轴分为径向(Saggital)和切向(Tangental)通常简写为S 和T 方向,而这两个方向的MTF 值会不同,就一般而言,S 的MTF 值会优于T 的MTF 值五)光学玻璃为传统常用的主要光学材料,一般的光学玻璃的光波透明范围为350nm~2500nm, 在低于400nm时已开始中显示对光的强烈吸收。
其分类主要有冕牌及火石两大系列。
光学晶体也是一种较常用的光学材料,如在光学仪器及光通信组件中均有较多的应用。
有些光学晶体的波带很宽,且性能特异,可以应用到红外或紫外等特殊场合。
另,很多晶体具有双折射的性质,可以用来制造偏振组件。
光学塑胶材料常用的主要有PMMA(压克力)、PC(聚碳酸脂)等材料,塑胶光学组件可以用注射成形的方法,生产效率高且成本低,特别是一些具有非球面的光学组件,如果要靠传统的研磨加工方法则成本很高且效率很低,故民用的非球面光学组件大部分为塑胶成形而得。
镀膜材料在Lens系统中,有时为了达到一定的功能或效果需在组件表面上加镀不同的膜层。
光学基础LENS术语解读篇
TV-Line就是在画面水平影像中可解析多少条线;可由解像力来换算: TV-Line=lp/mm*2*Sensor宽&例1/4’’ 1.3M Sensor: 中心 1000/2.8/2/sqrt 2=126lp/mm — 126lp/mm*2*1024*2.8/1000=722 — 700 TV-Line 外围 1000/2.8/2/sqrt 3=103lp/mm — 103lp/mm*2*1024*2.8/1000=590 — 600 TV-每1mm可解析的线对line-pair&单位为本lp/mm
Sensor 全频解像力黑白:1000/2.8/2=179lp/mm;但对彩色RGB而 言;Sensor是以每4pixel解析1点;所以Sensor所需要的本数计算为:中心 1000/2.8/2/sqrt 2=126lp/mm — 160lp/mm中心通常解析会较高 外围 1000/2.8/2/sqrt 3=103lp/mm — 100lp/mm外围为0.7F sqrt 2为一般计算方式;但不同厂牌或型号Sensor处理逻辑不同;会有差异
ModulationM的定义:Modulation是I的Maximum减去I的Minimum除 以I的Maximum加上I的Minimum;也就是光的最亮度减去光的最暗度 与光的最亮度加上光的最暗度的比值&所以得出来的结果M就是光的 对比度&
ModulationM=Imax-Imin/Imax+Imin I:Intensity 光强度 Imax: 最亮之光强度 Imin:最暗之光强度 备注:Sensor MTF的需求计算公式如下; Sensor全频解像力:1000/2.8/2=179lp/mm 2.8um Pixel Size 或 1/2£ £:Sensor Pixel Size
LENS知识总结

LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1)PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG), VRL—40(三菱),MI-7(法国A TO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多.抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化.硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上.由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显著,而且很难避免.镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
光学影像测试基础_MTF_iso12223

测试基础——TV-LINES(ISO12233)
特点:是EIA CHART的换代标准, 可以按使用要求任意缩放, 适合数码相机等产品的检测 用途:测试影象品质
测试方式:目视 通用性:行业通用、国际标准 使用情况:未正式使用 建议:它是多种测试图形的混合,可以提供多种影象评价方式 更适于高阶影象产品的分析评价
3、FOV:视场角
4、DISTORTION:畸变
5、relative illumination:相对照度(渐晕)
6、MAX IMAGE CIRCLE:最大成像圆
LENS基本概念
基本光学原理——景深
景深:在像面获得清晰像的物空间深度
B1
M
M
B2
A1
A
A2
A1
Z
A
A2
B2
l2
l1
B1
光学基础知识目录一lens的基础概念二基本光学原理三测试基础的基础概念二基本光学原理三测试基础lens的基本概念1efl
光学基础知识
目录
一、LENS的基础概念 二、基本光学原理 三、测试基础
LENS的基本概念
1、EFL:指焦距,为焦点到对应主点的距离。
2、BFL:背焦量,指对焦完成后,LENS最后一k
特点:标准的颜色标识板, 作为色彩的基准来使用 用途:测试模组的色彩还原品质 在MOTO的机种中用于FOV测量
测试方式:计算机自动测量 通用性:行业通用、国际标准 使用情况:在几乎所有的机种
THE END
l
l2
l1
l
D
基本光学原理——MTF
MTF:模量传递函数(振幅传递函数)
lp / mm
测试基础——MTF
I MAX I MIN MTF I MAX I MIN
光学基础LENS 术语解读篇
6、FOV(Field Of View)视场角 View)视场角
定义:是指镜头能拍摄到的最大视场范围。 视场角可分为对角线视场角(FOV-D)、水平视场角(FOV-H)、以 视场角可分为对角线视场角(FOV-D)、水平视场角(FOV-H)、以 及垂直视场角(FOV及垂直视场角(FOV-V)。对角线视场角最大,水平视场角次之,垂 直视场角最小。通常我们所讲的视场角一般是指数码摄像模组的对角 线视场角。 FOV-H=2tan(H/2D) FOV-H=2tan(H/2D) FOV-V=2tan(V/2D) FOV-V=2tan(V/2D) FOV-D=2tan[sqrt( FOV-D=2tan[sqrt(H2+V2)/2D]
9、RI(Relative Illumination)相对照度 Illumination)相对照度
照度的定义:物体或被照面上被光源照射所呈现的光亮程度称为照 度。 相对照度则是中心照度与外围照度的比值。 注意事项:相对照度过低表现为图像中心较亮,而四周较暗,即渐 晕现象,俗称暗角(Shading)。相对照度过低还会导致色彩失真。 晕现象,俗称暗角(Shading)。相对照度过低还会导致色彩失真。 RI与COS4 (semi-FOV)成正比:RI∝COS4 (semi-FOV) RI与 (semi-FOV)成正比:RI∝ (semiSemi-FOV=30°,从理论上RI<56% Semi-FOV=30°,从理论上RI<56% Semi-FOV=35°,从理论上RI<45% Semi-FOV=35°,从理论上RI<45% 当RI<50%时人眼是能分辨的,严重时会出现画面四角全黑的“缺 RI<50%时人眼是能分辨的,严重时会出现画面四角全黑的“缺 角”现象。 因此RI的基本要求为:RI>50% 因此RI的基本要求为:RI>50%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG),VRL-40(三菱),MI-7(法国ATO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显著,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
但是,和蒸发镀膜相比,溅射镀膜的镀膜层与基材的结合力强,镀膜层致密、均匀。
常见的溅镀效果有银色、亮银、金色、枪色等金属色。
另外,还可以溅镀成半透效果,在手机屏幕背光打开的情况下,为透明镜片。
当背光关闭后,手机屏幕变成镜子。
光学镀膜:光学镀膜在工件上交替镀上SiO2和TiO2,通过对镀膜厚度和镀膜层数的控制,使镀膜层反射不同波长光波。
这样使镀膜既有金属质感,也具有普通金属镀膜所不具备的多变颜色。
光学镀膜不但可以使镀层呈现彩色效果,而且还可以在镜片上镀增透膜。
通过增透膜,可以使镜片的光线透过率达到95%以上。
油墨:使用PMMA板材专用油墨丝印,可以做到拉丝、荧光(在暗处能发荧光)、半透明、珠光等效果镭射纸:通过镭射纸可以使镜片上的字符、LOGO的产生全息效果。
通过烫金也能够实现该效果烫金:烫金可以烫金色、银色、镭射及拉丝等许多效果,可大大丰富镜片装饰效果。
(二)Lens的分类:1.平板镜片(含变形镜片)2.注塑镜片3.电铸镜片4.IML镜片镜片交样交货期种类交样期交货期月产能平板镜片3天7天2000-2300k注塑镜片18天7天1000-1200kIML镜片25天7天1000-1200k电铸镜片8天7天200-400k1-平板镜片平板镜片是PMMA或PC经印刷及CNC切割而获得的镜片,主要材料有PMMA和PC。
如果对镜片镜片表面的硬度要求不高,甚至可以直接使用生板(未经过强化的板材)作为平板镜片的材料,以降低成本。
PC:和PMMA相比,PC的冲击韧性更好、但在其他指标上和PMMA还存在差距,尤其是表面硬度。
在经过表面硬化处理后,硬度也仅为HB左右,镜片在使用过程中极易被划伤。
如对镜片的耐冲击性能要求不高,建议采用PMMA作为镜片的材料。
PMMA:和PC相比,PMMA的透光率高,可达92%。
耐候性好,不易氧化、开裂。
表面硬度未经过硬化也可以达到H以上,经过硬化后,硬度可以达到4H以上。
平板镜片的结构板材:由于原料板材的厚度限制,PMMA平板材料的常用规格(厚度)有0.64、0.80、1.0、1.2、1.5mm。
最薄的PMMA板材的厚度可以达到0.5mm,但是随着板材厚度降低,机械强度也会大幅下降。
因此建议使用0.8mm以上厚度的板材作为镜片材料。
使用范围及设计要点PMMA板材厚度尺寸均匀,无缩水,无强化时在产生的彩虹。
光学性能比注塑及IML更好。
适用于上下表面平直,无倒扣、热熔柱等的镜片。
特别适用于摄像头,翻盖手机内屏。
设计要点:•受CNC切割刀具的影响,镜片上有内R角时,R角不宜小于0.5mm,内凹的角度不能是尖角。
•镜片表面可视区域尽可能避免使用CNC雕刻,CNC切割过的区域透光率会大幅度下降,视觉效果大打折扣。
•由于镜片厚度有规格限制。
另外,平板镜片通常使用背胶黏贴。
因此在设计镜片时须充分考虑加工完后的镜片整体厚度(一般情况下每印刷一层厚度增加6μ左右,背胶的厚度选择范围通常为0.07-0.20mm)。
•如需在镜片上有简单弧面,可以使用成型镜片;如弧面较复杂,建议使用注塑镜片。
•产品最外圈最好不要是镀膜层,镀膜层容易因直接接触空气而被氧化。
尽可能在镀层外边增加一道油墨对镀膜层进行保护。
2-注塑镜片注塑成型镜片是由PMMA和PC颗粒经注塑、硬化、印刷、修剪获得的镜片,其材料主要有PC和PMMA。
PC:PC的透光率在88%以上,镜片韧性好,耐冲击。
但其表面硬度低,注塑完后表面硬度一般为4B左右,经过硬化处理后,硬度也仅为HB左右。
镜片在使用过程中易被划伤。
PMMA:和PC相比,PMMA的透光率高,可达93%。
耐候性好,不易氧化、开裂。
表面硬度未经过硬化也可以达到H以上,经过硬化后,硬度可以达到3H 以上。
注塑成型后PMMA的硬度超过硬化后的PC,如果对镜片镜片表面的硬度及冲击性能要求不高,甚至可以不用强化,直接制作镜片,达到降低成本的目的。
适用范围及设计要点:注塑镜片工艺适用于丝印图案在背面,镜片厚度尺寸不均匀,但下表面较平整的镜片,下表面也可以存在轻微的弧度。
如果下表面的弧度较大,且有突出的倒扣或热熔柱,建议采用IML工艺。
设计要点:•如镜片需要进行硬化,为避免硬化药水残留,则镜片表面凸起的外形应有斜角或R角,贯穿孔的直径应大于0.7mm。
•为避免射出时应力集中及增加镜片的冲击强度,镜片厚度建议为1.2至1.5mm。
•材料采用PMMA时,如镜片上有耳孔,则在耳孔边上不可避免的存在熔接线。
因此在耳孔区域丝印颜色应尽可能采用不易使熔接线变得明显的颜色(如银色等)。
•镜片背面(丝印面)有弧度时,镜片高低面的落差应尽可能小,以免造成印刷时,图案变形扩散。
表面R>160,防止把LENS做成放大镜3-IML镜片IML镜片由薄膜印刷、冲切、成型后,再注塑获得,IML镜片的薄膜材料主要有PC和PET目前MTL采用PET薄膜,PET薄膜的透光率可达89%以上,表面硬度达到H以上。
薄膜厚度范围通常在0.075至0.175之间。
由于镜片的装饰图案印在薄膜上,因此图案看起来就像在产品的表面上一样,但又不易被磨损。
另外,在注塑完后还可以在镜片的背面再次印刷,使镜片上的装饰图案富有层次感。
镜片厚度尺寸不均匀,下表面不平整,希望镜片装饰图案有层次感,或采用倒扣及热熔柱与机壳进行连接时,建议使用IML 镜片工艺。
设计要点•产品有倒扣的,倒扣的尖角必须改成圆弧角。
否则倒扣在脱模时有可能被拉断。
•镜片的平均厚度建议不小于1.2mm ,否则容易造成镜片变形及难注塑的问题。
•如果镜片外观高低差较大,则在注塑前薄膜需要通过成型模成型镜片形状。
会增加模具费用。
•IML 成型的外观轮廓无法做到锐角,应有一些弧度最少R0.3。
4-电铸镜片(三) Lens 的装配尺寸1.LCD LENS 装配关系及尺寸设计要点βIEDFθKHJTAGB双面胶Lens 印刷区Lens外壳C A :LCD A.Aθ:人眼看LCD 的视角B=T*tg θ, 通常用经验值:B=0.5mm.C:Lens 可视区, C=A+2BD:LENS 与外壳X。
Y方向间隙, D=0.1mm.E:双面胶厚度, E=0.15mm.F:双面胶与外壳外圈间隙 F=0.2mm.G:双面胶宽度,因为模切要求H\U+22651.3,特殊情况可做到\U+22651.0mm.H:双面胶与外壳内圈间隙。
F=0.4mm.理论上要求当生产线贴偏间隙跑单边时,另一边不会有胶超出外壳内况,导致粘灰。
实际上,现在手机空间很紧,一般做到0.3,特殊情况,双面胶宽度不够时可以做到0.2,要求装配单位做夹具贴双面胶。
I:LENS 厚度,切割为0.8或1.0mm ,注塑为1.0mm ,厚度根据不同工艺有不同要求,详见J: 外壳开孔区域与LENS 可视区域间距。
J>K *tgβ,通常用经验值J=0.5mm.K:LENS 可视区与外壳支撑台价的之间的高度。
β:人眼看LCD的视角。
T:LENS 表面到LCD 表面的距离。
2.Camera lens 装配关系及尺寸设计要点A:Camera Lens 可视区域\U+222E径,A>2T/(tgθ/2)θ:Camera 视角(一般在60°到70°)β:Camera Lens 全COVER的角度,要求β>θB:LENS 与外壳X。
Y方向间隙, B=0.1mm.C:LENS 厚度,切割为0.8或1.0mm ,注塑为≥1.0mm ,厚度根据不同工艺有不同要求,详见D:双面胶厚度, D=0.15mm.E:双面胶与外壳外圈间隙 E=0.2mm.F:双面胶宽度,因为模切要求F≥1.3,特殊情况可做到F\U+22651.0mm.G:双面胶与外壳内圈间隙: G=0.4mm.理论上要求当生产线贴偏间隙跑单边时,另一边不会有胶超出外壳内框,导致粘灰。
实际上,现在手机空间很紧,一般做到0.3,特殊情况,双面胶宽度不够时可以做到0.2.H: Camera 上gasket 厚度,H≥0.2即可。
只是为了防止灰尘,一般用超软泡棉.I:LENS表面与外壳表面的高度差,I约0.2mm 左右,防止刮伤镜面,导致拍照不清晰。
(四) LENS的固定安装方式1)粘贴式直接粘贴在外壳上2)卡扣式3)热烫式4)超声波焊接式LNES 因为其特殊性:1)容易划伤,2)必须防尘,一般要求在1000级以上防尘车间进行装配,最低也要有防尘工位,一般放到最后一道工序来组装,设计时要充分考虑到这点。
通常优先采用粘贴方式。
(五) Lens设计注意的问题lens需要做以下测试1.表面硬度:3H以上2.耐磨3.小屏镜片须做钢球冲击实验:4.透光率要求≥93%。
另有几项与贴LENS的双面胶相关的测试:1.高温高湿:是否会有LENS 浮贴现象,是否有水气进入2.尘物实验:是否有灰尘进入LCD表面。