WE1000B万能机-仪器设备测试(校准)证书确认记录
仪器设备校准证书确认记录表
名称及型号
钢卷尺
出厂编号
/
生产厂家
长城
设备编号
SDATJC015
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
L08-20170422
检定日期
2017.02.13
下次检定日期
2017.08.12
证书报告确认内容
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
L02-20170185
检定日期
2017.02.15
下次检定日期
2018.02.14
证书报告确认内容
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
√是 □否
提供了具体的校准数据
√是 □否
提供了不确定的依据
√是 □否
检定
/
校准结果
测量范围
不确定度/准确度
检定结果
是否满足要求
□检定结果合格
□校准结果满足要求
□根据证书、报告、数据判定该设备须降级使用
□根据检测、校准产生的修正因子要对设备进行修正
仪器设备校准证书确认记录表
山东省计量科学研究院
使用部门
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
F12-20170054
检定日期
2017.02.16
下次检定日期
2018.02.15
证书报告确认内容
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
√是 □否
提供了具体的校准数据
√是 □否
提供了不确定的依据
√是 □否
检定
/
校准结果
测量范围
不确定度/准确度
检定结果
是否满足要求
(0.010-20001.11)Ω
0.05级
合格
√是 □否
根据证书、报告内容确认:
□检定结果合格
□校准结果满足要求
仪器设备检定/校准证书确认记录
名称及型号
钢卷尺
出厂编号
/
生产厂家
长城
设备编号
SDATJC015
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
L08-20170422
检定日期
2017.02.13
下次检定日期
2017.08.12
证书报告确认内容
1513593
生产厂家
Eee
设备编号
SDATJC010
检定/校准/测试机构
山东省计量科学研究院
仪器设备性能测试证书确认记录

仪器设备性能测试证书确认记录
本确认记录证明根据测试结果,以下表格所列仪器设备具备良
好的性能。
以上测试结果基于对仪器设备的多项性能指标进行测试和评估。
测试包括但不限于测试仪器设备的准确性、精度、稳定性、响应时
间和可靠性等。
测试方法:
在测试过程中,我们采用了国际通行的标准测试方法,并运用
合适的测量设备和工具来验证仪器设备的性能。
测试过程中,确保
所有测试数据的准确性和可靠性。
测试结果:
根据测试结果,所有仪器设备的性能均符合或超出了预定的标准要求。
每个仪器设备的测试结果如下:
1. 仪器设备A:经测试,仪器设备A表现出良好的准确性、精度和稳定性。
响应时间和可靠性也符合要求。
因此,仪器设备A获得合格结果。
2. 仪器设备B:测试结果显示,仪器设备B在准确性、精度和稳定性方面达到了要求。
响应时间和可靠性均符合标准要求。
基于综合测试结果,仪器设备B通过了测试,得到了合格结果。
3. 仪器设备C:经过测试,仪器设备C表现出出色的准确性、精度和稳定性。
响应时间和可靠性均满足要求。
因此,仪器设备C 经测试合格。
结论:
根据以上测试结果,本确认记录证明所列仪器设备的性能测试符合预定的标准要求。
这些仪器设备可以用于相关实验、研究和其他科学应用。
> 注意:本确认记录仅为性能测试结果的证明,并不涉及仪器设备的其他方面。
试验仪器检测检定证书确认记录

仪器设备检定证书确认记录
仪器设备检定证书确认记录
仪器设备检定证书确认记录
确认编号:202X-003
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备检定证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备检定证书确认记录
仪器设备检定证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录
仪器设备校准证书确认记录。
设备校准结果确认程序性文件及仪器设备鉴定确认记录
设备校准结果确认程序性文件1、主要内容和适用范围本程序仅适用于本实验室设备管理过程中,检测设备校准前根据检测方法的要求对校准需求做出分析和校准后确定该校准结果是否满足要求。
2. 职责2.1 技术负责人负责组织相关技术人员对设备校准需求进行分析和对校准结果进行确认工作,并对岗位人员完成的相关记录做有效性确认批准。
2.2 检测室室主任负责对岗位人员完成的相关记录做技术审核,对本项工作的全面性、正确性负责。
2.3 以检测室岗位人员为主,设备管理员辅助,共同对设备校准需求进行分析和对校准结果进行确认工作,填写《仪器设备检定证书确认记录》。
2.4 设备管理员负责将上述记录归档到各设备档案中存档,并在委托外部校准服务时,选择符合实验室管理要求的服务方,提出校准要求和提供《仪器设备检定证书确认记录》;收到校准证书后,及时安排检测室人员做出结果确认,并根据确认结果粘帖校准状态标识。
3. 工作程序3.1 校准需求分析3.1.1在检测设备外部委托校准前进行校准需求分析工作,主要是为了向服务方明确提出实验室的校准要求。
一般适用于下列等情况:新购置设备校准前;检测设备一直未做需求分析;校准结果不能满足检测要求时;当产品标准、检测方法变准修订、变更,检测技术参数、指标调整变化时;当实验室新检测能力建设用到已有设备时。
3.1.2需求分析时,应综合考虑不同产品、不同参数、不同方法标准对设备量程、检测关键点的要求来确定校准参数的类别、量程范围、不确定度要求、合适的供应方选择以及建议的校准周期等。
3.1.3 以检测室岗位人员为主,设备管理员辅助,共同对设备校准需求进行分析,填写《仪器设备检定证书确认记录》。
3.1.4 检测室室主任负责对岗位人员完成的相关记录做技术审核,对本项工作的全面性、正确性负责。
3.1.5 技术负责人对岗位人员完成的相关记录做有效性确认并批准。
3.16设备管理员负责将上述记录归档到各设备档案中存档,并在委托外部校准服务时,提出校准要求和提供《仪器设备检定证书确认记录》。
仪器设备检定校准证书确认记录

仪器设备检定校准证书确认记录
仪器设备检定/校准证书确认记录编号:
设备名称:
生产厂家:
设备型号:
设备编号:
证书编号:
出厂编号:
使用部门:
校准/检定/测试机构:
证书/报告性质:
证书有授权文件的标识,报告确认内有校准/检定/测试的
技术依据。
校准/检定证书应在校准认可实验室的授权范围内,并具有量值溯源信息。
检定日期应明确标注。
下次检定日期应根据实际情况填写。
如果提供了具体的校准数据和不确定依据,则应在证书/
报告中明确标注。
检定/校准结果应明确标注测量范围、不确
定度/准确度,并确认是否满足要求。
根据证书、报告内容确认,检定结果合格或校准结果满足要求。
如果设备须降级使用,则应根据证书、报告、数据判定。
仪器设备校准证书确认记录表
压力表
出厂编号
/
生产厂家
/
设备编号
SDATJC016
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
F05-20170454
检定日期
2017.02.10
下次检定日期
2017.08.09
证书报告确认内容
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
L02-20170185
检定日期
2017.02.15
下次检定日期
2018.02.14
证书报告确认内容
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
(0-5)m
MPE:±(0.03+0.03L)mm
合格
√是 □否
根据证书、报告内容确认:
□检定结果合格
□校准结果满足要求
□根据证书、报告、数据判定该设备须降级使用
□根据检测、校准产生的修正因子要对设备进行修正
确认人:日期:年月日
质量负责人
日期
部门负责人
日期
质量负责人
日期
部门负责人
日期
仪器设备检定/校准证书确认记录
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
WE-1000B液压式万能试验机使用说明书

W E-1000B液压式万能试验机使用说明书-CAL-FENGHAI.-(YICAI)-Company One1WE-1000B型液压式万能试验机一.概述WE-1000B型液压式万能试验机是金属材料的拉伸、压缩、剪切和弯曲试验,配上合适的夹具,也可做混凝土、砖石等非金属材料的抗压试验,是科研单位、冶金和机械制造厂、质检站和大专院校的必备设备。
本产品执行标准:GB/T 3159-92 《液压式万能试验机》。
二.主要技术参数1、最大载荷 1000kN2、试验机级别(示值精度) 一级(±1%)3、测力分度值0- 200kN kN/小格0- 500kN kN/小格0-1000kN kN/小格4、拉伸夹头间最大距离(包括活塞行程) 900 mm5、上下压力板间最大距离(包括活塞行程) 900 mm6、活塞最大行程 250 mm7、圆试样夹持范围Φ20mm~Φ60mm8、扁试样夹持范围 0~40mm9、活塞上升速度 0-40mm/min10、外形尺寸主机 1000mm×710mm×2270mm测力机 1200mm×750mm×1800mm11、重量主机约2500kg测力系统约500kg三.结构与原理本机由主机和测力系统两部分组成,两者通过高压软管联接。
1、主机(如图一)主要有底座(12)、工作台(10)、立柱(7)、丝杠(9)、移动横梁(6)以及上横梁(1)组成。
其中移动横梁上部安装有下钳口(3),下部安装有上压力板(8),上横梁下部安装有上钳口(2),工作台、上横梁通过四根立柱连接,构成一刚性框架。
丝杠的驱动机构由驱动电机、链轮、链条组成。
驱动电机通过链条传动使两根丝杠同步转动。
当高压油泵向油缸内供油,活塞上升,带动工作台向上运动,从而进行试样的拉伸、剪切试验和抗压试验。
拉伸和剪切试验在移动横梁和上横梁之间进行,抗压试验在工作台和移动横梁之间进行。
2、测力系统采用液压摆锤测力机构(如图二),它与示值机构一起组成测力系统。
仪器设备检定证书确认记录文本

仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-004仪器设备检定证书确认记录表单编号:2012-005仪器设备检定证书确认记录表单编号:2012-006仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-009仪器设备检定证书确认记录表单编号:2012-010仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-014仪器设备检定证书确认记录表单编号:2012-015仪器设备检定证书确认记录表单编号:2012-016仪器设备检定证书确认记录表单编号:2012-017仪器设备检定证书确认记录表单编号:2012-018仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-025仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-027仪器设备检定证书确认记录表单编号:2012-028仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-030仪器设备检定证书确认记录表单编号:2012-031仪器设备检定证书确认记录表单编号:2012-032仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-034仪器设备检定证书确认记录仪器设备检定证书确认记录表单编号:2012-036仪器设备检定证书确认记录表单编号:2012-037。
仪器校准报告确认记录

仪器校准报告确认记录(中英文实用版)Title: Instrument Calibration Report Confirmation RecordSubject: This document serves as a confirmation record for the instrument calibration report.1.The instrument calibration was performed in accordance with the relevant standards and procedures.设备校准是根据相关标准和程序进行的。
2.The calibration process included a series of tests to ensure the accuracy and reliability of the instrument.校准过程包括一系列测试,以确保设备的准确性和可靠性。
3.The instrument was found to be within the acceptable range of deviation and meets the required specifications.经检查,该设备在可接受的偏差范围内,并符合所需规格。
4.A detailed calibration report was prepared, which includes the calibration results, any adjustments made, and the calibration certificate.已准备了一份详细的校准报告,其中包括校准结果、所做的任何调整以及校准证书。
5.The calibration report has been reviewed and approved by the relevant personnel, and the instrument is now ready for use.校准报告已由相关人员审查和批准,该设备现在可以使用。
压力机期间核查记录

WE-1000B万能试验机期间核查操作方法
1.核查目的
通过期间核查的实施以确定WE-1000B万能试验机在两次相邻检定周期期间是否处于校准状态。
2.核查方法
采用热轧带肋钢筋HRB335直径16mm标准件,按标准要求进行试验检测。
3.环境条件
室内温度10℃~35℃。
4.操作方法
①指针在原点,液压系统泄漏
②对使用频率较高的某个量程进行二组标准件试验测量。
按检定程序共测量n=2次。
5.核查结果判定依据
E=K X1-X2 Δ≤1
其中:X1——被核查仪器设备第一次测得的“核查标准”某参数的数值,kN
X2——被核查仪器设备第二次测得的“核查标准”同一参数的数值,kN
K----检定有效期12个月/两次核查时间间隔4个月
Δ---万能试验机最大允许差限
6.评价和利用
1、接受准则:E≤0.7,表明万能试验机校准/检定状态得到保持,
2、拒绝准则:E≥1,表明万能试验机校准/检定状态没有得到保持,必须查找原因,并迅速采取纠正措施或重新送检定/校准
3、临界预防准则:0.7﹤E﹤1,表明被万能试验机的校准/检定状态接近监界,必须查找原因并采取适当的预防措施
7.应具备的相关文件及记录
1)期间检查方案
2)检查原始记
万能试验机期间核查记录表
一、被测仪器信息第页,共页
二、检查项目、检查数据、检查结果。
仪器设备校准证书确认记录表

1513593
生产厂家
Eee
设备编号
SDATJC010
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
证书/报告性质
□检定证书√校准证书
□测试证书
证书编号
L11-20170202
校准日期
2017.02.17
建议下次校准日期
2018.02.16
证书报告确认内容
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
有授权文件的标识
√是 □否
检定/校准/证书在校准认可/实验室的授权范围内
√是 □否
检定/校准/证书具有量值溯源信息
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
√是 □否
提供了具体的校准数据
√是 □否
提供了不确定的依据
√是 □否
检定
/
校准结果
测量范围
不确定度/准确度
检定结果
是否满足要求
仪器设备检定/校准证书确认记录
名称及型号
钢卷尺
出厂编号
/
生产厂家
长城
设备编号
SDATJC015
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
证书/报告性质
√检定证书 □校准证书
□测试证书
证书编号
L08-20170422
检定日期
2017.02.13
下次检定日期
2017.08.12
证书报告确认内容
√是 □否
有检定/校准/测试的技术依据(代号:JJG124-2005)
√是 □否
WE-1000B万能试验机操作规程

WE-1000B万能试验机操作规程
1合上电源,打开测力仪或计算机,预热。
2根据试样形状及尺寸,把相应的钳口装入上下钳口座内。
3开动油泵关闭回油阀拧开送油阀使工作台上升约10mm左右,然后关闭送油阀,如果工作台已在升起位置,则不必送油,仅将送油阀关闭即可。
4将试样的一端夹于上钳口中(两边钳口应平行,试样应满钳口)。
5在测力仪或计算机上清零。
6开动下钳口座的升降按钮,调整下钳口座在适当高度,将试样的另一端夹在下钳口中(需注意使试样垂直)
7按试样要求的加荷速度,缓慢地拧开送油阀进行加荷试验。
8试样断裂后,关闭送油阀,并停止油泵工作。
9测力仪(或计算机)自动打印试验数据,试验员也可记录数据。
10取下断裂的试样,试验结束。
仪器设备检定校准结果确认表
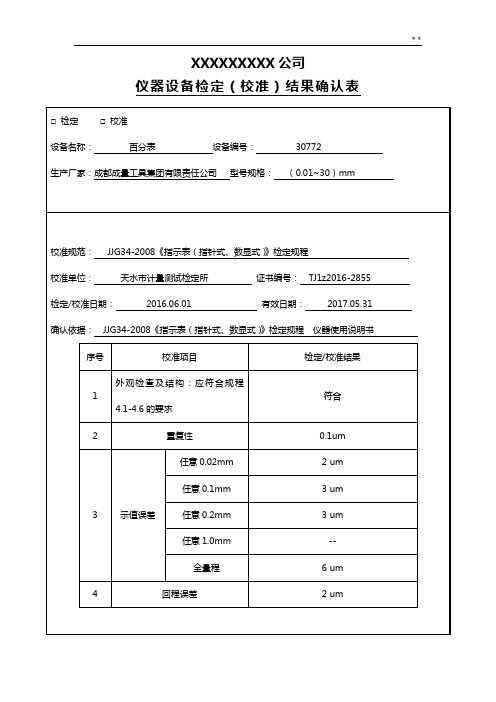
XXXXXXXXX公司
仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表
天水市建设工程质量检测有限公司仪器设备检定(校准)结果确认表。
WE-1000B下置式万能试验机操作规程
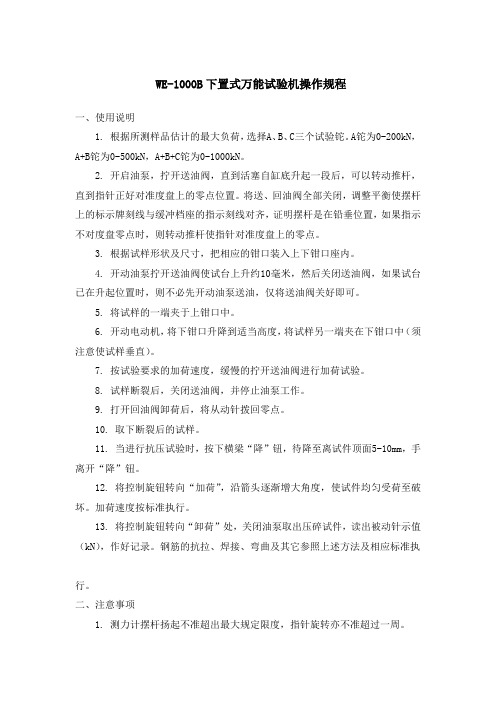
WE-1000B下置式万能试验机操作规程一、使用说明1. 根据所测样品估计的最大负荷,选择A、B、C三个试验铊。
A铊为0-200kN,A+B铊为0-500kN,A+B+C铊为0-1000kN。
2. 开启油泵,拧开送油阀,直到活塞自缸底升起一段后,可以转动推杆,直到指针正好对准度盘上的零点位置。
将送、回油阀全部关闭,调整平衡使摆杆上的标示牌刻线与缓冲档座的指示刻线对齐,证明摆杆是在铅垂位置,如果指示不对度盘零点时,则转动推杆使指针对准度盘上的零点。
3. 根据试样形状及尺寸,把相应的钳口装入上下钳口座内。
4. 开动油泵拧开送油阀使试台上升约10毫米,然后关闭送油阀,如果试台已在升起位置时,则不必先开动油泵送油,仅将送油阀关好即可。
5. 将试样的一端夹于上钳口中。
6. 开动电动机,将下钳口升降到适当高度,将试样另一端夹在下钳口中(须注意使试样垂直)。
7. 按试验要求的加荷速度,缓慢的拧开送油阀进行加荷试验。
8. 试样断裂后,关闭送油阀,并停止油泵工作。
9. 打开回油阀卸荷后,将从动针拨回零点。
10. 取下断裂后的试样。
11. 当进行抗压试验时,按下横梁“降”钮,待降至离试件顶面5-10mm,手离开“降”钮。
12. 将控制旋钮转向“加荷”,沿箭头逐渐增大角度,使试件均匀受荷至破坏。
加荷速度按标准执行。
13. 将控制旋钮转向“卸荷”处,关闭油泵取出压碎试件,读出被动针示值(kN),作好记录。
钢筋的抗拉、焊接、弯曲及其它参照上述方法及相应标准执行。
二、注意事项1. 测力计摆杆扬起不准超出最大规定限度,指针旋转亦不准超过一周。
2. 如果正在试验过程中,油泵突然停止工作,此时应将所加之负荷卸掉,使油压降低,检修后重新开动油泵进行试验,不应在高压下启动油泵或检查事故原因。
3. 当试验机工作时电器失灵,启动或停止按钮不起作用时,应立即切断电源,使试验机停止运转。
检修后重新启动。
4. 在试验过程中,严禁加荷或卸荷时启动移动横梁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
kN
%
%
200
-0.18
0.20
400
+0.11
0.15
1000
600
-ห้องสมุดไป่ตู้.06
0.10
800
-0.34
0.25
1000
-0.27
0.20
零点漂移
-0.03%
确认人
年月日
审核人
年月日
备注
JJG 139-2014《拉力、压力和万能试验机检定规程》
检定/校准用计量器具及准确度
[1986]国量标滇证字第011号,0.3级测力仪标准装置
不确定度或准确度等级:0.3级
检定/校准的物理量
试验力、示值相对误差、示值重复性误差、零点漂移
确认
情况
本次检定结果:
最大试验力
试验力
示值相对误差
示值重复性误差
仪器设备检定/校准证书确认记录
被检定/校准仪器型号名称
压力试验机WE-1000
出厂编号
16070001
证书类型
检定证书;□校准证书;
□其它
证书编号
812340696
检定/校准机构
云南省计量测试技术研究院
检定/校准日期
2017-9-15
出证机构授权证书号
(国)法计(2017)01035号
检定/校准的技术依据