15.实装部品介绍
PCBA检验标准(最完整版)

PCBA检验标准(最完整版)PCBA检验标准本检验规范的制定旨在为生产和检验过程提供可依据的标准。
定义:CR——严重缺陷:指单位产品的极严重质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。
其中包括可靠性能达不到要求,可能对人身及财产带来危害或不符合法规规定,外观极严重不合格(降低产品等级,影响产品价格),与客户要求完全不一致等。
MA——主要缺陷:指单位产品的严重质量特性不符合规定,或者单位产品的质量特性严重不符合规定。
其中包括产品性能降低,产品外观严重不合格,功能达不到规定要求,客户难于接受的其他缺陷等。
MI——次要缺陷:指单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
其中包括轻微的外观不合格,不影响客户接受的其他缺陷等。
短路和断路:短路是指两个独立的相邻的焊点之间,在焊锡之后形成接合,造成不应导通而导通的结果;断路是指线路该导通而未导通。
沾锡情况:良好沾锡是指接触角度小于等于60°,焊锡均匀扩散,焊点形成良好的轮廓且光亮。
要形成良好的焊锡,应有清洁的焊接表面,正确的锡丝和适当的加热。
按焊锡在金属面上的扩散情况,可分为全扩散(0°<接触角≤30°)和半扩散(30°<接触角≤60°)。
不良沾锡是指接触角度大于60°,焊锡熔化后形成不均匀的锡膜覆盖在金属表面上,而未紧贴其上。
形成不良沾锡的可能原因有不良的操作方法、加热或加锡不均匀、表面有油污、助焊剂未达到引导扩散的效果等。
按焊锡在金属面上的扩散情况,可分为劣扩散(60°<接触角≤90°)和无扩散(90°<接触角<180°)。
不沾锡是指焊锡熔化后瞬间沾附于金属表面,随后溜走。
不沾锡的可能原因有焊接表面被严重玷污、加热不足、焊锡由烙铁头流下、烙铁太热破坏了焊锡结构或使焊锡表面氧化等。
按部品的外观形状,将SMT实装部品分为有引脚产品和无引脚产品。
S-202 部品更换作业手顺

F
部品装着履历表
生产线名 机器名 实物部 Z轴位 品 置 机种名 序列号 实物 空料盘 当前 LCR 料 (切下 部品 交换 生产 容量 (切 部品) 盘号 数量 数量 值 上部 料枪种类 蓝 绿 作业 者 确认 者 日期 班次 交换时间
T-202 年 月 日 日班/晚班 QC确认 (时间/签 备注 名)
变更者 蔡利丽 蔡利丽 蔡利丽 蔡利丽 蔡利丽
承认者 冯芳 冯芳 冯芳 冯芳 冯芳
部品更换作业手顺书
1、 目的 2、 适用范围 3、 部品交换确 认手顺
机种名 工程名 管理番号
通用 S-202
承认
审核
作成
为了防止部品交换时出错,采用作业员换料后QC确认的检查方法。 本手顺对于会社内实装工程的生产所用到的基板,部品的交换全部适 用。
1、机种更换时确认手顺 ① 由生产线机动根据计划到仓库领取相应机种名、序列号的部品。 由机动根据《设定表》把切换部品上好料枪供生产线备用。 由生产线作业员把准备好的部品拿到生产线切换。 ② 由作业员根据《设定表》把部品安装到相应的位置,并确认品名、盘号、数量以及切 换时间,记入《部品装着履历表》中并在作业者栏中签字。 ③由作业员将所有部品的第一颗料取出沾在机种切换换料履历表上,由QC对散料用LCR进 行测量 B ④全部部品切换后由机动对部品进行扫描确认,再由QC对切换部品根据《设定表》用扫描仪 再次进行确认,并在《部品装着履历表》QC确认栏中签字。 E ⑤ QC首枚确认无误后开机生产。 2、交接班时的部品确认手顺 ①由QC根据《设定表》用扫描仪对上一班所装的部品全部确认
D
3、在生产过程中的部品交换确认手顺 ①根据《部品交换作业手顺书》进行交换。 ②及时把部品交换的情况记录到《部品装着履历表》上。 ③交换的部品为散料时,必须取一颗材料粘贴在换料履历表上,并由QC用LCR进行测量 4、 注意点 在确认时必须根据〈设定表〉进行确认 有极性的部品,极性确认很重要 交换部品后必须对吸取位置、吸取高度进行补正(RAD工程不需要此项目) 交换完成后必须QC确认后方可开机生产 多把料枪同时换料时,必须一把一把的进行更换,不得同时间取下料枪。 追加部品交换参照物(部品交换时手中只存在一份标准)
热敏电阻详细介绍

热敏电阻 (NTC / PTC)Eu-RoHS1. 热敏电阻是….是对温度特别敏感的阻抗体(Thermally Sensitive Resistor)根据 温度变化阻抗值也变大的半导体。
. 热敏电阻是金属氧化物( Mn,Ni,Co等)种类,在高温下烤出来的 高品质陶瓷半导体,使用范围是 -50℃~+500℃不需要调节日常 温度,适用于常温。
因为形状小、特性稳定、高感应部件,所以一般用于家电及产业 机械的温度感应器或温度补偿用部品。
按图纸1一样分为3种类。
参考) 1. NTC[Negative Temperature Coefficient] 2. PTC[Positive Temperature Coefficient] 3. CTR[Critical Temperature Resistor]±×¸²2. 热敏电阻的特征1) 按照需求的形象可以缩小形象. 2) 能大量生产,价格便宜。
3) 阻抗值的范围是数ohm ~ 数百kohm,所以适用于电路。
4) 阻抗值的温度系数比 Pt, Ni, Cu等金属相比大于 5 ~ 15倍。
3. 热敏电阻经常用于温度感应器的原因。
原因是外形小、加工优秀、热敏电阻的阻抗值大、阻抗温度系数大、相对于 1 ℃的温度变化阻抗变化量大,所以薄线也可测 温度变化,信号层次高,电路可更改为简单,之所以价格便宜,并有电路分解能力等优点。
因这种原因电路的小型化,micro-processor IC普及进展,所以对热敏电阻的需求量越来越多。
4. Joinset 热敏电阻的优点1) 高精密性和温度变化的反映性。
2) ESD的强耐久性 3) 优越的环境耐久性 [例: 耐失性, 强热冲击等] 4) 满足Eu-RoHS3[Moisture resistance]2 1ΔR@25℃ ΔB(25/85)3[ESD – Air discharge test]2 1 [% ] 0 -1 -2 -3ΔR@25℃ ΔB(25/85)[% ]0 -1 -2 -3 0 250 500 Time [hr] 750 10001. P/N : 1005 10kΩ B3435K 2. Test condition: * MIL-STD-202 106G [MIL-PRF-23648E] * 85℃/85%RH/1000hrs 3. Spec. : △R & △B ≤ ± 3% of initial value¡â¡â1. P/N : 1005 10kΩ B3435K 2. Test condition: IEC 1000-4-2, polarity & 10 times 3. Spec. : △R & △B ≤ ± 3% of initial value051015 ESD [kV]202530※ 用Joinset自己的陶瓷造成技术和工程管理及设计技术确保优秀的竞争力Copyright ¨Ï2006热敏电阻 (NTC / PTC)热敏电阻各种类的基本结构和特征Eu-RoHS区 分 产 品 涂抹剂 SMD 夼槟温度范围(∩) 应用范围 桠观照片Polymer ,Glass 怎-50  ̄125 Epoxy(埘 围)猗硝,貊 电酗榛酗 TCXO[analog]-50  ̄ 100 亡 调 Epoxy 电磁炉 -50  ̄180 (耖驮 温) 锅炉水温感应器 Bare-chip 遥控器 Glass -50  ̄300 摄象机 [Chip in Glass] Glass -50  ̄250 [Diode Type] Disc Epoxy 传真机 貊 &貊 电器容器 电器等躞幡预定-50  ̄100 诗电,雪 产业用 车, 6. 热敏电阻的基本特性及用语和定义 ㄧ 疰 温度的特性 扉镆 温度埘围内阻抗值和温度关系表示. R1=R2 exp[B(1/T1-1/T2)] T1,T2 绝对温度(K) R1,R2 : T1,T2 时无负荷阻抗值(ohm) B : B镝 数(K) 热敏电阻的阻抗温度变化特性 ㄨ 匍 负荷疰 值[з] 荇诗 电流状态下的阻抗值。
SMT检查判定基准

直径
项 NO 11 焊锡量
目
内
容
判
定
基
准
焊锡不可超出焊盘 部品下除外,焊锡量涂布2/3以上
100% 12 焊洞 焊洞的面积不可超过20%
13 焊锡量 H h .焊锡高度h≥1/4H电极高度
W .部品上焊锡宽度a≥2/3W电极宽
a H h .引脚焊锡量高度h≥1/4H引脚高
.引脚长度方向焊锡量D≥2/3L引脚长
16 导体剥离 导体剥离不可有
17 FPC打痕 深度在0.1mm以上的打痕不可有
18 FPC划伤 导体露出不可有
19 FPC膨胀
FPC基板目视确认膨胀不可有
20 补强板剥离 补强板剥离不可有
NO 项 目 21 端子部划伤
内
容
判
定
基
准
.铜不可露出 .限度样本有时,参照限度样本
22 FPC/PCB異色 .目視確認不可有 .限度样本有时,参照限度样本
CN端子
NO 项 27 针孔
目
内
容
判
定
基
准
W
端子部针孔宽度在电极宽的1/3以下 其余部线路宽的1/2以下
28 电极欠缺 W
a
边缘残缺
线路欠缺 a≤1/5W
W
中间残缺
29 阻焊层剥离 非焊盘区域剥离不可有
30 other
如有貼附背膠等部材 另行追加外觀檢查基準
D L
a a=0mm
项 NO 14 偏位
目
内 a A
容
判
定
基
准
.引脚与相邻焊盘的间距保持1/2间距以上 a≥1/2A .引脚不可超出焊盘
图1 W b W a 图2 15 金手指 c a
PCBA检验行业标准

1.目的﹕为使生产﹑检验过程中有依据可循﹐特制订本检验规范。
2.定义2.1 CR----严重缺陷单位产品的极严重质量特性不符合规定或者单位产品的质量特性极严重不符合规定。
2.1.1可靠性能达不到要求。
2.1.2对人身及财产可能带来危害,或不符合法规规定.2.1.3极严重的外观不合格(降低产品等级,影响产品价格)。
2.1.4与客户要求完全不一致.2.2 MA----主要缺陷单位产品的严重质量特性不符合规定或者单位产品的质量特性严重不符合规定。
2.2.1产品性能降低。
2.2.2产品外观严重不合格。
2.2.3功能达不到规定要求。
2.2.4客户难于接受的其它缺陷。
2.3 MI----次要缺陷单位产品的一般质量特性不符合规定或者单位产品的质量特性轻微不符合规定。
2.3.1轻微的外观不合格。
2.3.2不影响客户接受的其它缺陷。
2.4短路和断路:2.4.1.短路:是指两个独立的相邻的焊点之间,在焊锡之后形成接合,造成不应导通而导通的结果2.4.2.断路:线路该导通而未导通2.5沾锡情况:2.5.1.良好沾锡: 0°<接触角≦60°(接触角: 焊锡与金属面所成的角度),焊锡均匀扩散,焊点形成良好的轮廓且光亮.要形成良好的焊锡,应有清洁的焊接表面,正确的锡丝和适当的加热.按焊锡在金属面上的扩散情况,可分为全扩散( 0°<接触角≦30°) 和半扩散(30°<接触角≦60°).如图:2.5.2不良沾锡:60°<接触角<180°,焊锡熔化后形成不均匀的锡膜覆盖在金属表面上, 而未紧贴其上.形成不良沾锡的可能原因有:不良的操作方法,加热或加锡不均匀,表面有油污,助焊剂未达到引导扩散的效果等等.按焊锡在金属面上的扩散情况,可分为劣扩散(60°<接触角≦90°)和无扩散(90°<接触角<180°).如图所示:2.5.3不沾锡:焊锡熔化后,瞬间沾附于金属表面,随后溜走.不沾锡的可能原因有:焊接表面被严重玷污,加热不足、焊锡由烙铁头流下,烙铁太热破坏了焊锡结构或使焊锡表面氧化部品分类:按部品的外观形状,将SMT 实装部品分为:2.6.有引脚产品2.6.1.异形引脚电极:引脚从部品本体伸出,弯曲后向外侧凸出.如:QFP、SOP等.2.6.2.平面引脚电极:引脚从部品下面平直伸出. 如:连接器、晶体管等.2.6.3.内曲引脚电极:引脚从部品侧面伸出,向内伸卷曲. 如钽质电感、J形部品等.2.7无引脚部品.2.7.1.晶体电极:部品两端面被镀成电极.如电阻、电容、电感等.2.8良好焊点:2.8.1.要求:2.8.1.1.结合性好:光泽好且表面呈凹形曲线.2.8.1.2.导电性佳:不在焊点处形成高电阻(不在凝固前移动零件),不造成短路、断路.2.8.1.3.散热性好:扩散均匀,全扩散.2.8.1.4.易于检验:焊锡不得太多,务必使零件轮廓清晰可判.2.8.1.5.易于修理:勿使零件重叠实装.2.8.1.6.不伤及零件:烫伤零件或加热过久(常伴随有松香焦化),会损及零件寿命.2.8.2.现象:2.8.2.1.所有表面沾锡良好.2.8.2.2.焊锡外观光亮且成凹形圆滑曲线.2.8.2.3.所有零件轮廓清晰可见.2.8.2.4.若有松香锡球残留,则须作清洁而不焦化.2.8.3.形成条件:2.8.3.1.正确的操作程序:手工作业时,应注意烙铁、焊锡丝的收放次序及位置.2.8.3.2.应保持两焊锡面清洁.2.8.3.3.应使用规定的锡丝并注意使用量.2.8.3.4.正确使用焊锡器具并按时保养.2.8.3.5.应掌握正确的焊锡时间.2.8.3.6.手工作业时,应注意冷却前不可移动被焊物,以免造成焊点结晶不良,导致高电阻.3.检验内容:3.1.基板外观检查标准:3.1.1.在任一方向,基板弯曲变形量:每100mm不可超过0.75mm.3.1.2.基板不可出现分层、气泡、裂痕及凹陷现象. 如有分层,只允许距离铜箔1mm 以上开始轻微分离,不允许从铜箔下开始分离。
PCBA检验标准(最完整版)

1. 目的:为使生产、检验过程中有依据可循,特制订本检验规范。
2. 定义2.1 CR——严重缺陷单位产品的极严重质量特性不符合规定或者单位产品的质量特性极严重不符合规定。
2.1.1可靠性能达不到要求。
2.1.2对人身及财产可能带来危害,或不符合法规规定.2.1.3极严重的外观不合格(降低产品等级,影响产品价格)。
2.1.4与客户要求完全不一致.2.2 MA——主要缺陷单位产品的严重质量特性不符合规定或者单位产品的质量特性严重不符合规定。
2.2.1产品性能降低。
2.2.2产品外观严重不合格。
2.2.3功能达不到规定要求。
2.2.4客户难于接受的其它缺陷。
2.3 Ml——次要缺陷单位产品的一般质量特性不符合规定或者单位产品的质量特性轻微不符合规定。
2.3.1轻微的外观不合格。
2.3.2不影响客户接受的其它缺陷。
2.4短路和断路:2.4.1. 短路:是指两个独立的相邻的焊点之间,在焊锡之后形成接合,造成不应导通而导通的结果2.4.2. 断路:线路该导通而未导通2.5沾锡情况:2.5.1. 良好沾锡:0 ° <接触角W 60° (接触角:焊锡与金属面所成的角度),焊锡均匀扩散,焊点形成良好的轮廓且光亮.要形成良好的焊锡,应有清洁的焊接表面,正确的锡丝和适当的加热.按焊锡在金属面上的扩散情况可分为全扩散(0 ° <接触角W 30° )和半扩散(30 ° <接触角W 60° ).如图:2.5.2 不良沾锡:60° <接触角<180° ,焊锡熔化后形成不均匀的锡膜覆盖在金属表面上,而未紧贴其上•形成不良沾锡的可能原因有:不良的操作方法,加热或加锡不均匀,表面有油污,助焊剂未达到引导扩散的效果等等•按焊锡在金属面上的扩散情况,可分为劣扩散(60 ° <接触角W 90° )和无扩散(90 ° <接触角<180° ).如图所示:2.5.3不沾锡:焊锡熔化后,瞬间沾附于金属表面,随后溜走•不沾锡的可能原因有:焊接表面被严重玷污,加热不足、焊锡由烙铁头流下,烙铁太热破坏了焊锡结构或使焊锡表面氧化部品分类:按部品的外观形状,将SMT 实装部品分为:2.6.有引脚产品2.6.1. 异形引脚电极:引脚从部品本体伸出,弯曲后向外侧凸出•如:QFP、SOP等.2.6.2. 平面引脚电极:引脚从部品下面平直伸出.如:连接器、晶体管等.2.6.3. 内曲引脚电极:引脚从部品侧面伸出,向内伸卷曲.如钽质电感、J形部品等.2.7无引脚部品.2.7.1. 晶体电极:部品两端面被镀成电极.如电阻、电容、电感等.2.8良好焊点:2.8.1. 要求:2.8.1.1. 结合性好:光泽好且表面呈凹形曲线.2.8.1.2. 导电性佳:不在焊点处形成高电阻(不在凝固前移动零件),不造成短路、断路.2.8.1.3. 散热性好:扩散均匀,全扩散.2.8.1.4. 易于检验: 焊锡不得太多, 务必使零件轮廓清晰可判.2.8.1.5. 易于修理: 勿使零件重叠实装.2.8.1.6. 不伤及零件: 烫伤零件或加热过久(常伴随有松香焦化), 会损及零件寿命.2.8.2. 现象:2.8.2.1. 所有表面沾锡良好.2.8.2.2. 焊锡外观光亮且成凹形圆滑曲线.2.8.2.3. 所有零件轮廓清晰可见.2.8.2.4. 若有松香锡球残留, 则须作清洁而不焦化.2.8.3. 形成条件:2.8.3.1. 正确的操作程序:手工作业时, 应注意烙铁、焊锡丝的收放次序及位置.2.8.3.2. 应保持两焊锡面清洁.2.8.3.3. 应使用规定的锡丝并注意使用量.2.8.3.4. 正确使用焊锡器具并按时保养.2.8.3.5. 应掌握正确的焊锡时间.2.8.3.6. 手工作业时,应注意冷却前不可移动被焊物, 以免造成焊点结晶不良,导致高电阻.3. 检验内容:3.1. 基板外观检查标准:3.1.1. 在任一方向,基板弯曲变形量:每100mm不可超过0.75mm.3.1.2. 基板不可出现分层、气泡、裂痕及凹陷现象.如有分层,只允许距离铜箔1mm以上开始轻微分离,不允许从铜箔下开始分离; 如有轻微凹陷, 则应小于线路厚度的30%.3.1.3. 经过焊锡后,允许保护漆起皱,但不可以脱落.3.1.4. 基板线路不可因铜氧化而发黑; 基板上铜箔氧化不可.3.1.5. 非导线区域内的保护漆最多可脱落5点,每一点的面积都必须在0.5mm以内,各点相距须在0.25mm 以上且距离导线0.25mm以上.3.1.6. 零件符号、印字不可印在焊点上.3.1.7. 基板上不可有油墨残渣、油污或其它异物.3.1.8. 基板不可因过热烧焦而变色; 基板上不可有铜箔浮起.3.1.9. 基板上的锡渣或锡球不可造成任何短路, 且外径小于0.3mm. 焊接的部品上不可残留锡渣或锡球.4. 不良图标SMT部分4.1零件贴装位置图标图示说明1、鸥翼形引脚理想状况1、弓I线脚在板子焊垫的轮廓内且没有突出现象。
风来的西林5 新种道具可撰写说明一览
抱歉
对不起
请原谅我
11 眼泪
那么
一定要自由 要有自信
12 道谢
抱歉
快乐
惊吓
13 哦
要哭了
自由
信念
14 有
没有
不要
有
15 没问题
偶然
很高兴
完美
建议
1 不要放弃
气势
耐性
勇气
2 加油
加把劲儿
未来很美好 活下去
3 自己去开创 一定会迎来光明 前进吧
什么时候
4 重视个性
向前看
有钱能
使鬼推磨
5 不要勉强自己 不要犹豫
这样 大意了 无论何处
非常厉害 最强 普通 高手 职业级 慢 浪人 怪异 真的 首先 果真
首先 弄错了 一直
有点 最弱 难 适合 完美 快 闲人 很棒 真 有时 不可能
今天 命运 可怕
嚓啦 咻 油糊糊 破烂烂 啪啪
明天 疲劳 不可怕
噗噗 噗 光滑 松垮垮 噗噗
旅行神 跟我扯上关系 嘿嘿嘿 嗯哼哼 哦呵呵 初次旅行 天气真好 包含着爱 诚心诚意 不是你的错 要追逐梦想 吓一跳 认为 没有 交给我吧
7 放置
8 减少
9 防止
10 击中
同样
通过
饱食度 速度 装备品 标记 盾 饭团 壶 驯兽师 痛恨 技 夜 怪物 浮游 系 旁边 空 光环 二回 物品
LV 攻击力 名字 容量 火把 仙桃 印 状态 会心 迷宫 自己 普通 水生 场所 周围 隐藏过道 炎 连续 什么
多 全部 近 随机 完全
小 一点点地 靠近 短 满格
11 落下
坚持
12 来
可购买
13 制造
消除
14 变成1
检查标准

承认审核作成1、CHIP部品项目
MELF部品位置最佳部品在焊盘中心电
极面与焊盘完全接
触。
合格限度横向、纵向水平偏
移或旋转引起的偏
移量:
偏移A≤TA的1/4
偏移B≤TB的1/4
C≥TC的1/2
不合格电极端偏出焊盘
D>0
半田最佳焊点表面完整、连
状态续和润滑,并形成
凹形弯月面,弯月
面高度约为部品电
极高度的3/4,焊端
侧面下空间被焊料
填充。
合格上限弯月面形态较好,
电极面基本为焊料
覆盖,电极外形基
本可识别。
电极面
上端基本可识别。
合格下限弯月面高度为部品
电极面高度的1/2
1/5版本号变更者承认者A
承认审核作成
2、引脚形表面项目管理番号B-GM-032
判定基准
变更履历变更日期变更内容
04.05.25初版作成
工程名
管理番号
通用
机种名
判定基准
实装检查标准机种名通用
工程名
B-GM-032
实装检查标准。
千住锡膏

PtLr3
PtMr
PtMr
BaLr
1600 OKa BrLl
OKa
BaLa
PtLb2
BrLl
PtLb2
PtMa
PtMa
PtLr
CKa
BaLb2
BrKa
PtLa
BrKb
PtLb
BrKa 12.00
0 0.00 3.00 6.00 9.00 keV 12.00 15.00 18.00 21.00
0 0.00 3.00 6.00 9.00 keV 15.00 18.00 21.00
①
<注意点> 急剧升温 → 助焊剂急剧软化 锡膏坍塌 ・产生锡珠 ・短路的增加 ・吸湿水分时急速加热(飞散)
回流焊接在各工程的管理要点~回流工程~
常温~预热开始区域 急速升温产生的热量导致锡膏坍塌加剧
不同的预热温度·升温速度时的坍塌特性
预热达到
回流焊接在各工程的管理要点~回流工程~
温度曲线图各区域的注意点
加热焊接基础浸润溶化的锡膏在被接合部的金属表面扩散扩散物质有浓度之差时会发生浓度高的物质向浓度低的物质移动的现象合金化由于金属扩散具有两种以上的金属溶合成一种性质不同的金属合金的現象cu化合物cusn化合物焊锡中的sn向cu一側扩散cu扩散到融化的锡膏尚未浸润正在浸润理想的浸润状态焊锡槽设定260溶化的焊锡snagcum705铜板助焊剂在焊接中的作用在铜板上做上锡实验只用铜板时的状态助焊剂在焊接中的作用铜板表面的氧化层铜板铜板助焊剂在焊接中的作用只用铜板的状态氧化层妨碍焊接进行溶化的焊锡溶化的焊锡铜板溶解铜板表面的氧化层焊锡与铜之间相互扩散焊接后的断面焊锡铜板合金層sncu反应物助焊剂在焊接中的作用铜板助焊剂的情况铜板助焊剂热风红外线铬铁接合部材加热金属扩散反应融化金属扩散反应助焊剂cooh有机酸br溴卤素被焊接的金属焊锡snpbsnagcu等助焊剂在焊接中的作用活性化溶解氧化膜防止再氧化降低表面张力回流焊接波峰焊接手工焊接助焊剂的形状加热的形态各种焊接及助焊剂助焊剂在焊接中的作用回流焊接的流程及对锡膏特性的要求印刷流动性印刷脱模性形状保持力部品保持力粘着性实装贴片机回流炉电气可靠性印刷性粘着力回流性松脂回流焊接的流程与对焊膏特性的要求对锡膏要求的特性与助焊剂成分的关系电子显微镜照片助焊剂锡膏粉末回流焊接各工程的管理要点使用前准备与印刷工程注意
海信KFR-26GW BpSJA KFR-35GW BpSJA KFR-26GW BpGJA KFR

–使用安装说明书–分体挂壁式冷暖变频空调器型 号:KFR-26GW/BpSJAKFR-35GW/BpSJAKFR-26GW/BpGJAKFR-35GW/BpGJAKFR-26GW/BpDJAKFR-35GW/BpDJAKFR-26GW/BpEJAKFR-35GW/BpEJA机种名:RAK-SJ26PHAPC/RAC-SJ26WHAPC RAK-SJ35PHAPC/RAC-SJ35WHAPCRAK-GJ26PHAPC/RAC-GJ26WHAPCRAK-GJ35PHAPC/RAC-GJ35WHAPCRAK-DJ26PHAPC/RAC-DJ26WHAPCRAK-DJ35PHAPC/RAC-DJ35WHAPCRAK-EJ26PHAPC/RAC-EJ26WHAPCRAK-EJ35PHAPC/RAC-EJ35WHAPC145811136 4 14 15 1622 23 24目 录安全警示产品简介使用说明产品使用条件产品有毒有害物质声明技术参数遥控器介绍Wi -Fi 功能机器的维护保养安装说明安装前注意事项安装简图安装程序及重点清除空气顺序检查运行售后维修敬告客户特别提示使用产品前,请仔细阅读本说明书,并妥善保管。
1.本空调器使用的制冷剂为环保的碳氢物R32,该制冷剂无色无味,属于可燃制冷剂;2.在安装、使用、维修前,请先阅读专业手册;3.安装、移机或维修时,请委托经销商会专门技术人员安装;4.所有作业人员或制冷回路维修人员都应获得行业认可的评估机构颁发的有效证书,以认定其具备行业认可的评估规范所要求的安全处置制冷剂的资质;5.务必按照设备制造商推荐的方法进行设备的维护和修理。
如果需要其他专业人员协助维护和修理设备,则应在具备使用可燃制冷剂资质的人员监督下进行;6.应遵守国家有关气体法规的规定;7.空调器安装、运行和存放时的房间面积必须不小于4m 2;8.空调器的贮存应能防止因事故引起的机械损伤;9.请勿刺破或点燃空调器;10.除厂商特别推荐,不要使用任何方法来加速除霜过程或对结霜部分进行清洁;11.必须采用真空泵进行排空工作,严禁采用机身内制冷剂排空。
新机种开发流程培训(段确~品确)资料
量産金型
量産冶具
量産設備
寸法
材料
人(量産加工時 と同じ)
備考欄
量産金型 量産冶具 量産設備
確認判 断
確認者サイン
寸法
材料
人(量産加 工時と同じ)
在零件纳入后,技术部、 KSS事 前条件
段確前 確認結
果
KSS事 前条件
段確前 確認結
果
KSS事 前条件
段確前 確認結
果
KSS事 前条件
N 段O確前
確認結 果
夹、检具在厂家调试
夹、检具验收
3套加工
27套加工
F54散件纳入
F54车架 27套加工
货比三家、合同签定
夹具使用检证
夹具改造
ENG段确装机 FRA段确装车
段确前的工作:E1评价
评价表
流程
机种
MB
KVXA
内容
E1评价
评价者 加藤千明总经理 胡民强副总经理 大冢修一副总经理 本田藤南副总经理
承認
加藤千明
供应部 送检计划
GFMF 段确阶段纳入检查推移品图质 检查计划
供应部 送检实绩 品质 检完实绩
500
品质部要根据供应部的纳入计划
450 400
提前作成检验计划,同时要协调
350
好检验室的工作,确保在装车前
300
完成检验任务
250
200
150
100
50
0 7.24 7.25 7.26 7.27 7.28 7.30 7.31 8.01 8.02 8.03 8.04 8.06 8.07 8.08 8.09 8.10 8.11 8.13 8.14 8.15 8.16 8.17 8.19 8.21
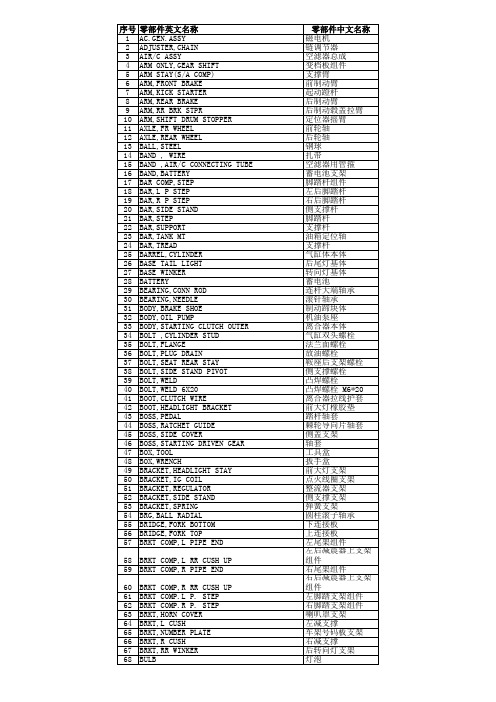
部品名称中英文对照表
凯蒂亚贴合设备介绍

3/17
苏州凯蒂亚(KTI)半导体制造设备有限公司 体制造设备有限公司 设备
技 术
FPD模组制造整线技术 FPD模组制造整线技术 与组装线的制造技术 FPD Module Assembly Line System 半导体IC精细贴合, 半导体IC精细贴合, IC精细贴合 热压技术 Various Bonding Equipments
工場建築面積
日本) 関 連 企 業 (日本)株式会社 KTI 153東京都目黒区下目黒二丁目23 2323番 〒153-0064 東京都目黒区下目黒二丁目23番23-902 電話:+81(0)3-5759+81(0)3電話:+81(0)3-5759-7576 FAX: +81(0)3-57597679 設立:2005年11月 代表者: 設立:2005年11月 代表者:取締役社長 景 建平
主要客户 主要客户
住友重機械工業株式会社 芝浦メカトロニクス株式会社 芝浦メカトロニクス株式会社 メカトロニクス SUNDEN材株式会社 SUNDEN材株式会社 日本設計工業株式会社 株式会社SONY 株式会社SONY 国洋電機工業株式会社 豊田自動車株式会社(TMD) 豊田自動車株式会社(TMD) 上海SIEMENS有限公司 上海SIEMENS有限公司 SIEMENS
COF实装装置, COF实装装置,树脂材料封止装 实装装置 置 通讯检测设备, 电抗调整装置, 通讯检测设备 , 电抗调整装置 , IC卡装订装置 卡装订装置, IC卡装订装置,切割装置等 IC搭载装置, Chip热压装 IC搭载装置,Flip Chip热压装 搭载装置 置 Handler装置 装置, Handler装置,各种组装装置等
22/17
制 品
PCBA_QC工程图

页数: 2 / 5 .工具/ 辅料部品编号,规格与BOM一致部品检查外观无破损、污、伤全数(PP<100)目视部品仕样书IQC检查结果及处理报告IQC 联络采购,共通来料检查部品尺寸与部品尺寸图一致AQL(LOT>100)测量IQC检查基准书ULA00101技术卡尺, 千分尺或 投影仪N=5/ LOT温度工作场所:22℃±5℃共通保管部品放置危险品仓:5℃~30℃温湿度计4次/日目视工场环境管理规定环境管理记录表货仓湿度无尘车间内:45~60%RHUSB00100USB00104联络上级2~6F无尘车间外:45~70%RH 1F :45~75%RH部品管理先入先出001机种区分标识做机种区分标识位置、内容在基板板边写上当前生产的机种名黑色油性笔全数作业标准书SMT 联络上级确认无误、无漏印刷机001-1印刷基板A面印刷锡膏锡膏 TLF-204-43 (TAMURA)(RoHS )锡膏1次/始业前锡膏印刷条件表印刷条件同焊锡印刷条件表刮刀,钢网目视SMT 停止,调整印刷锡膏TLF-204-43 条件印刷状态铜箔范围内,无渗透无少锡,倒塌,偏移等2H/次目视IPQC检查记录UZB00101IPQC 联络上级程序始业前002部品贴装(A面 )基板A面贴装部品部品上料不可误上料贴装机换料时部品设置照合表SMT换料记录UZA00114停止,调整贴装部品外观无缺损,破裂,浮起,立件,少件,反向等目视实装图SMT 程序实装部品规格LCR 表测量IPQC 联络SMTIPQC 贴装检查实装状态不可有异品、欠品、 极性错误浮起、位置偏移在基准内首枚/始业时5枚/ 2H目视IPQC 检查记录UZB00101预热温度/时间140-170/60-120秒焊接温度/时间200℃以上20-60秒,220℃以上20-40秒※回流炉003回流焊接A面回流焊接基板表面温度250以下炉温测试板始业时回流炉焊接条件表炉温测试曲线图SMT 停止调整炉温部品表面温度240以下炉温测试仪UZA00105IPQC 焊接状态检查焊接状态放大镜(5倍)首枚/始业时5枚/ 2H 目视基板检查基准UPD00200IPQC 检查记录UZB00101IPQC 联络SMT 004画像检查 (A面)AOI检查程序无误画像检查装置全数机测SMT 联络画像课AOI检查不良确认不良确认无连锡、假焊、少锡、偏移、005RSB检查翻件、立件、欠品、反向、错件等全数目视作业标准书检查记录表UZA00111SMT 联络上级目视检查(A面)A面贴装部品检查锡珠¢<0.13MM 放大镜(5倍)重点检查AOI能力外部品烙铁温度340±10℃烙铁(50W)始业时不良品的解析修理流程USG01900电烙铁管理表SMT SMT修正不良修复焊接时间≤3秒/点烙铁头(2C-4C)目视不良品的解析及修理方法USG08500USA00809SMT 联络SMT组长修正锡线RoHS :SENJU:RMA02 P3 M705 (∮0.8 )※锡线始业时点检电烙铁的使用及管理USG03600SMT修正表UZA00108修理员修理及附近位置外观良好不良品全数更换IC的流程及方法USG01100重点元件位置AOI能力外部品按AQL 作业标准书IPQCIPQC IPQC定点检查SMT完成品检查修理位置无错件、连锡、假焊、少锡等放大镜(5倍)修理品,PP 目视工程内定点检查记录表联络SMT修理附近位置无掉件、连锡、假焊、偏移等(全数)修理目视检查USG15100UZB001061次/ PP、ECO 变更、转线精密检查测试表UZB00102实装图基板外观检查基准特性温度测试曲线STARTNGOKNGNGNG根据IPQC 检查规定处理NG根据IPQC 检查规定处理1特性工具/ 辅料页数: 3 / 5 .页数: 4 / 5 .工具/ 辅料特性103-A 插元件<1>103-B 插元件<2>手插件外观名称、规 格、编号无误,引脚无氧化,外观无破损103-C 插元件<3>手插元件全数目视作业标准书无FAT 联络上级103-D 插元件<4>部品插入状态不可有异品、欠品、极性错误基板固定104炉前目视装机板目视部品实装状态无反向、欠品、错料等过炉治具电解电容打点目视电解电容方向正确后打点在顶部负极处打红点红色油性笔全数目视作业标准书生产品质记录表UPA00116FAT 联络上级105炉前压件手插件按压,压件状态平贴基板;插到位扶正治具(共3种)全数扶正作业标准书放扶正治具FAT 联络上级助焊剂TAMURA EC-19S-8助焊剂设备(治具)日常点检表B面松香喷洒喷洒条件涂布量:80±10% ;VC速度:1.0M/min 助焊剂喷洒机始业前调试设备(治具)始业点检保养基准USA01019喷洒状态粒径:φ0.2-0.8MM 120*180内23个以内松香喷洒效果记录表ZG015(100CM 2内10个以下)设定条件标准波峰炉焊接锡条确认千住:M705E&M708(RoHS)波峰炉始业前调试设备(治具)始业点检保养基准设备(治具)日常点检表FAT 联络上级106波峰焊接预热速度50℃~100℃/0.9-3.0℃/sec 锡条USA01019预热温度120℃±15℃设定条件标准焊接温度250℃±5℃助焊剂喷洒机、波峰炉最高温度,250℃±5℃ 运作记录表 USA01018最高温度-预热温度(△T )150℃以内焊接时间 2.5-6sec 炉温曲线图降温速度5℃以上 /sec 107炉后接板接拆放过炉治具取机板、取治具、撕胶纸撕胶纸接板方法撕掉B面胶纸手持基板板边胶镊子全数作业标准书FAT 联络上级手插件不可欠品108炉后目视波峰焊接后PCB 浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级ASSY外观检查焊锡状态无盲点、连锡、锡尖、少锡、假焊等UPA00116更换部品规格、型号参照BOM不良品的解析修理流程USG01900电烙铁管理表烙铁温度CHIP部品:(340±10℃);手插部品:(380±10℃); 跳线、TB1:(410±10℃)(90W)烙铁(50W)(90W)、烙铁头(2C-4C)不良品全数修理不良品的解析及修理方法USG08500USA00809FAT 解析修理不良修理焊接时间≤3秒电烙铁的使用及管理USG03600修理作业日报UZA00134FAT修理锡线规格RoHS :SENJU:RMA02 P3 M705 (∮1.0)锡线更换IC的流程及方法USG01100修理联络上级锡炉温度240℃镊子始业时点检助焊剂TAMURA EC-19S-8助焊剂锡条千住:M705E&M708(RoHS)锡条IPQC IPQC 定点检查修理位置及其周边元件、焊接外观放大镜(5倍)修理品(全数)修理目视检查USG15100工程内定点检查记录表UZB00106IPQC 联络上级OQC OQC 修理品检查修理品检查修理位置及周边 元件、焊接外观放大镜(5倍)修理品 (全数)目视FAT 修理品检查基准书UPD05200OQC 修理品检查结果记录表UPA00510OQC 联络上级锡线SENJU:RMA02 P3 M705 (φ0.8 ) RoHS 锡线始业前烙铁温度(340±10℃)CHIP部品烙铁(50W)始业前点检作业标准书电烙铁管理表FAT 报告上级烙铁温度(380±10℃)手插部品烙铁头(2C-4C)烙铁温度(410±10℃)跳线、TB1烙铁(90W)焊接时间3秒内/点USA00809109锡点修正锡点检查、修正元件长度3MM以下量脚治具:J09090171全数测量板面外观锡珠:φ<0.3MM;无异物附着修正治具:J09090146全数目视手焊人员标准达B级剪钳排线T1部品上的黑色线进行整理排线不可将其他部品向两侧挤歪斜和遮挡排插塞规(0.3mm,0.5mm)、分度治具、直尺※※NGOKNG※OKNG修理品返回发生工程NG页数: 5 / 5 .工具/ 辅料特性点胶部品实装及作业标准书报告上级,联络110画像检查(B面)焊接检查,打点打点位置无误,无漏打画像检查装置、介刀全数目视生产品质记录表FAT 画像检查课贴C/N贴纸贴C/N贴纸贴纸状态无偏移、翘角、倾斜、折皱蓝色油性笔,胶镊子UPA00116DIP部品实装检查画像检查装置111画像检查(A面)打点打点位置无误,无漏打蓝色油性笔全数目视作业标准书生产品质记录表FAT 联络画像检查课贴L/N贴纸贴L/N贴纸贴纸状态无偏移、翘角、倾斜、折皱胶镊子、介刀UPA00116程序当前生产的机种名ICT测试仪目视不良信息小票112ICT测试开路、短路测试样板点检OK品点检显示“PASS” NG品点检“FAIL”ICT治具:J09060251黑色油性笔始业时点检作业标准书生产品质记录表UPA00116FAT停止,报告上级联络画像检查课程序名ETP712190电脑,FT治具:J09100108始业前目视设备(治具)始业点检保养基准设备(治具)日常点检表113FT测试功能测试FT治具点检按照设备(治具)始业点检保养基准捺印治具,印台始业时点检USA01019捺印印章、印油(STSM-1)作业标准书生产品质记录表UPA00116FAT停止,报告上级程序路径见作标分割机、除尘机114分割基板分割机板单板尺寸分割治具:J09090140首枚/始业时测量作业标准书分割机使用机种一览表FAT 停止 联络上级批锋尺寸突出部分在0.5MM以下铣刀(2.0MM).卡尺.刷子首枚/换刀时A面外观检查浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级115外观检查目视位置及标准锡珠:¢<0.3MM;无异物附着,无撞掉件UPA00116B面外观检查ICT、画像检查B面良品标识、FT测试合格印章无漏分度治具,直尺印油(STSM-1)包装管理台帐116包 装PCB组立品包装数量不可少装、多装、混装封箱胶纸,印章全数目视作业标准书 FAT 报告上级完成品外观组件外观参照OQC检查标准按检验程序目视OQC检查基准书出货成绩书UPA00501OQC 联络上级OQC OQC检查组件包装修理品(全数)机型名称货仓出货从UMC → 客户出货数量按出货指令书按包装单位目视出货指示书出货明细表货仓联络上级出货品封装出货地放大镜(5倍)、塞规(0.3mm,0.5mm)ENDNG 选别或返工ONGNGNGNGNGNG。
CM602功能说明

d. [上载 2]
• 往第 2 贴装位置搬送基板。 ∗ 基板长度为 241 ~ 330 mm 及 331 ~ 510 mm
时,不能使用[上载 2]的贴装位置。 (显示的颜色将变为灰色,就不能选择。) B 工作台的[上载 2]也是同样。
e. [上载 1]
Page 2-9
2.2 生产设定
CM602-L
参考手册
EJM4A-Pc-0011
有吸嘴交换器时
除了各吸头上的吸嘴外,还显示设置在吸嘴交换器上的吸嘴名称,并能够进行吸嘴的更嘴交换方法,请参照
操作手册“5.
生产基板的变更”。
a. [计测值]
• 显示 在[吸嘴设置确认]上识别的结果数值。
a. [吸嘴配置位置移动]
• 吸头移到吸嘴安装位置。
b. [吸嘴设置确认]
• 吸嘴是否正确安装,进行识别,并显示计测值
(吸嘴直径、吸嘴位置)。
a
• 吸嘴确认动作前以及没有配置的吸嘴位置显示
c
0.0。
不正确时,将显示报警信息。 b
c. [识别画面]
• 显示执行吸嘴设置确认时的识别图像。
EJM4A-C-RMA02-A01-00
进行生产时所需要的设定以及动作检查。
1. 按主菜单的 。
2.2 生产设定
• 生产设定画面将被显示。 ∗ 按功能开关,设定画面将被显示。
EJM4A-C-Pc-Menu-0001
EJM4A-C-RMA02-A01-00
Page 2-5
2.2 生产设定
CM602-L
参考手册
2.2.1 供料器配置
可以确认哪一供料器地址上载有哪一部品。 首先请确认配置在工作台上的供料器状态。 ∗ 按照供料器地址顺序,显示各供料器的部品信息。根据占有状况,可以很清楚地知道供料器工作
千住锡膏
回流焊接在各工程的管理要点~使用前准备与印刷工程~ 操作不当导致性能异常的锡膏 CERAMIC CERAMIC 260℃
正常的锡膏
吸湿后的锡膏
氧化、劣化后的锡膏
正常的凝集成形
突然加热引起飞散
凝集性能劣化
回流焊接在各工程的管理要点
~部品搭载工程~
回流焊接在各工程的管理要点~部品搭载工程~ 自动贴片机的注意点
铜板
助焊剂
铜板 溶化的焊锡 溶化的焊锡
溶解铜板表面的氧化层 ↓ 焊锡与铜之间相互扩散
焊接后的断面
焊锡
合金層(SnCu反应物)
铜板
助焊剂在焊接中的作用
热
(热风、红外线、铬铁)
融化 金属扩散反应 焊锡 (SnPb、SnAgCu等)
活性化
助焊剂 -COOH(有机酸) -Br(溴 卤素)
接合部材加热 金属扩散反应
OKa
BrLl
BrKb
PtLa
PtLl
PtLl
800
BaLr2
BaLl
800
CKa
PtLr
PtLr3
1600
PtMz
2400
BrLa
原子数% 61.83 22.65 14.29 1.23
回流焊接在各工程的管理要点 ~其他~
基板上的异物引起的实装不良事例 部品浮起不良
从部品下面取下的异物的电子显微镜照片
回流炉
回流焊接的流程与对焊膏特性的要求 对锡膏要求的特性与助焊剂成分的关系
锡膏
锡膏粉末
印刷性 松脂 触变剂 活性剂(卤素) ○ ◎
电子显微镜照片
粘着力 ◎
回流性 ◎
◎ ◎ ○ ○
助焊剂
活性剂(有机酸) 溶剂
SMT实装技术

ZES-A025 ZES-A041 ZES-A043 ZES-A044 ZES-A045 ZES-A048 ZES-A049 ZES-A051
補助材・材料消耗材标准部品規定 防湿梱包面实装部品的保管及操作规定 手工焊接作业管理规定(无铅焊锡用) 自动焊接装置管理规定(无铅焊锡用) 回流焊接管理规定(无铅焊锡用) 自动焊接装置管理資格认定规定 工程管理制約情報運用規定 chip接着剂塗布工程管理規定
4.2.2 焊接
焊接的机能是保持部品的机械和电气的导电性,该功能不仅在初期, 而且在制品的使用环境下必须在某期间安稳的维持。 在製品内有数千个焊接点,不论在何处有一个接触不良,该制品 无法发挥其机能。 因此,焊接具有影响制品的质量和信赖性的重要作用。 如有一处接触不 良,产品的机能完 全消失。
(03.02.01)
生産技術標準
ZES-B053-0 頁 1/158
实装技术教育操作书
1.目的
这个操作书是在基板实装的各焊接和自动机实装时,对于从事生产、现场管理者有必要明确知识和技能, 根据持续实施下来的基础教育计划,提高现场的技术及管理水平的向上。 把先锋公司全体的实装品质的维持和企图向上作为目地。
2.适用范围
実装技術教育マニュアル
生産技術標準
ZES-B053-0 頁 4/158
4.2.3 为什么要进行焊接?
焊接是焊锡的组成成分,锡是被吸到母材金属上(部品的脚,又有基板上的铜箔) 在界面形成合金層(金属間化合物)。 (合金层未形成的时候,不能说已正常的焊接了。) 所谓“焊锡”就是沿着焊接金属的表面,因焊锡关系,焊接的好与坏是根据那部分的吸锡性而影响的. 通常使用的部品、基板、焊锡在表面上有很薄的氧化膜等,如果不使用松香无法焊接.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 4.序號:當前三項均相同時,因尺寸,性能等不同時以序號加以 區別.例如:CD11---箔式鋁電解電容.
七.電容器分類
電容器的分類 1.按電容量的結構特征分:固定電容器﹑可變電容器﹑微調
電容器.
2.按照電容器的不同用途分:回路電容器﹑旁路電容器﹑隔 直流電容器﹑耦合電容器﹑濾波電容器﹑儲能電容器﹑脈衝
2.)三位有效數字的阻值色標表示法: 標稱值的第一位有效數字 標稱值的第二位有效數字 標稱值的第三位有效數字 倍率 允許偏差
三位有效數字的阻值色標表示法:
C ¦ à â  ¶ Ä ´ õ ¬ í ¾ À ¶ ñ º Å Â µ Ç ¦ Õ ¥ ÷ ª È » Ä @ ² ¤¦ ì ¦ ³ Ä ¼ ® Æ ¦ r 0 1 2 3 4 5 6 7 8 9 ² ¤ Ä G ¦ ì ¦ ³ Ä ¼ ® Æ ¦ r 0 1 2 3 4 5 6 7 8 9 ² ¤ Ä T ¦ ì ¦ ³ Ä ¼ ® Æ ¦ r 0 1 2 3 4 5 6 7 8 9 ¿ ² v 100 101 102 103 104 105 106 107 108 109 10-1 10-2 ¹ ³ ¤ \ ° ¾ ® t Ó ¡ 1% Ó ¡ 2%
電路板 焊盤
通孔元件
一.電阻的定義:
電阻是用來反映導體對電流起阻礙作用大小的物理量.
加在導體兩諯的電壓U與通過導體的電流之比,稱之為導體
的電阻值,用R表示,R=U/I(即歐姆定律).在電子技術應用 中把具有電阻性能的實體稱為電阻器.
二.電阻器的用途﹕
1.調節時間常數
2.限流
3.分壓
4.做消耗電能的負載
– Use(用途): Crystals produce a consistent electrical pulse(產生連續 性電脈沖) – Class letter (代號): Y or B – Value Code(單位符號): (MHz) (兆赫)megahertz, (kHz) (千 赫)kilohertz – Tolerance(誤差): None(無) – Orientation(方向性): Angled corner or dot(三 角或圓點)) – Polarity(極性): None(無)
一. 電容的定義
電容器 -------是由中間夾有電介質的兩個導體所組成的元
件,這兩個導體稱為電容器的電極. 在電容器上施加一定的電壓U,兩個極板就分別帶有等量 異號的電荷Q,兩極間的電壓U越高,極板上聚集的電量Q也 就越多,而電量Q與電壓U的比值稱為電容器的電容量,用符 號C表示,即: C=Q/U
八.電阻器的測量
1.萬用表法:兩表筆中黑表筆插在萬用表的“COM”口,
紅表筆插在“V/Ω”口,功能旋鈕旋轉到測電阻檔的位置,
同時根据所測試的電阻標稱值選擇好適當的檔次(量程),
量程選擇越高,精度小.目前普通的數字萬用表的量程可
200MΩ,精度可達到±0.5%.
2.伏安法: 根據歐姆定律R=U/I,測出電阻體兩端的電壓和流經過 電阻體的電流,以上公式進行計算. 3.LCR測試儀: 一般LCR測試儀是用電橋原理對測試的電阻進行計算,一般 精度較高,測試量程一般不高.在測試時要注意選擇好測試 信號的頻率,無特殊要求時一般選擇頻率較低的一檔或不加 頻率測試.
電感又叫電感器,俗稱線圈,它與電阻器和電容器一樣是電 子電路中最基本的元器件,但是它在電路中的應用遠少於電 阻器和電容器.電感的定義為磁通量與通過電感的電流之比.
二. 電感的主要作用﹕
1.在電源電路中作為濾波電感,阻止交流成分通過,讓直流 電流通過 2.與電容構成LC諧振網絡,作為各種濾波器,選頻網絡等.
或 b 字母表示﹕R
五.電阻器的標識方法:
電阻器有三種標識方法:直標法,文字符號法和色標法.
1.直標法
直標法是用阿拉伯數字和單位符號在電阻器表面直接標出 標稱阻值,其允許偏差直接用百分數表示.
排阻
2.文字符號法 文字符號法是用阿拉伯數字和文字符號兩者有規律的
組合來表示標稱阻值,其允許偏差也用文字符號表示.文字
四.電容器的符號
電容器在線路圖中的符號 可 調 電 容 器
微 調 電 容 器
電容器(一般符號)
電解電容器
五.電容器標識方法 •色環電容標識﹕
材料一般為聚脂類﹐體積較小﹐數值與電阻讀法相似﹐但後面單位 為PF。例如﹕ (1) 棕紅黃銀 容量為0.12UF 誤差為﹕± 10%
色環電容與色環電阻的區別﹕色環電容本體底色一般為淡黃色或 紅色﹔中間部分又兩端略高﹐而色環電阻一般兩端隆起﹐中間部 分略低。
熱敏電阻
5.一些特殊的電阻如熱敏電阻,氣敏電阻,壓
敏電阻等可作過流,過熱保護或電子開關等.
三.電阻的單位:
電阻的單位是歐姆,用Ω表示,此外還有KΩ,MΩ,GΩ,TΩ.
換算關系為:
1TΩ=103GΩ=106MΩ=109KΩ=1012Ω
四﹒電阻的電路符號及字母表示﹕
a 電路符號﹕我們常用的電路符號有兩種﹕
二极管是用一個PN結做成管芯,在P區和N區兩側各接上電
极引線,並以管殼封裝而成.
二. 二極管符號﹕
A K
+
DIO DE
-
三. 二極管工作特性﹕
二极管具有單向導電性,正向導通,反向截止.
四.二极管的主要參數
二极管的最大額定值
最大整流電流IF
最大反向工作電壓UR 反向電流IR 最高工作頻率fM
五.二極管的識別方法﹕
•電容常用字母代表誤差﹕
• B: ± 0.1﹪,C: ± 0.25﹪,D: ± 0.5﹪,F: ± 1﹪,G: ± 2﹪,J: ± 5﹪, • K: ± 10﹪,M: ± 20﹪,N: ± 30﹪,Z:+80﹪-20﹪。
六.電容器命名方法
電容器的命名方法由四個部分組成: 1.主稱, 2.材料, 3.類別 4.序號 • 1.主稱:用字母表示,電容用C (Capacitor)表示. • 2.材料:用字母表示,主要是反映電容的材料. 如用C表示瓷介,用L表示滌綸,以Y表示云母,以D表示鋁等 • 3.類別:用數字表示,主要是反映電容的分類特征.如用1表示圓 形瓷介電容,表示非密封云母電容,表示箔式電解電容等. 排容
CP:容值 DF:耗散因子與損失角 ESR:等效電阻 IR:絕缘阻抗 SV:崩潰電壓 LC:漏電流值
常識: • 鋁質電容有極性標示的為:負極 • 鉭質電容有極性標示的為:正極 • 一般容值會隨溫度變化而變化 加溫:可使容值增加 降溫:可使容值下降 • 按料號計算容值時,一般墨認單位為:PF
一. 電感的定義﹕
電容器等.
3.按耐壓分:低壓電容器和高壓電容器.
七.電容器分類
4.電容器最常用的分類是按介質分: 固體有機介質電容器(包括紙介電容器﹑有機薄膜電容器﹑複
合介質電容器).
固體無機介質電容器(包括雲母電容器﹑瓷介電容器﹑玻璃膜 及玻璃釉電容器等) 氯體介質電容器(包括空氯電容器﹑真空電容器和充氯電容器) 電解介質電容器(包括鋁電解電容器,鉭電解電容器)
二. 電容的作用
電容器是在電子整機中大量使用的重要元件之一,一般約占
電子元件總量20~30%,它具有:
1.對直流電流具有隔離作用. 2.分離各種蘋率的能力. 3.對交流電流具有通過的作用. 4.在電子線路中耦合﹑旁路﹑諧振﹑調諧﹑微分﹑積分
儲能﹑濾波及控制電路中的時間常數等.
三.電容器的單位
電容的單位: Q的單位是C(庫倫),U的單位是V,則由C=Q/U 所得的電容C的單位為F(法拉).F的單位太大,通常用較小 的單位mf(毫法),uf(微法),nf(納法),pf(皮法). -6 -9 -12 1mf=10 f ; 1uf=10 f ; 1nf=10 f ; 1pf=10 f -3
二极管的识别很简单,小功率二极管的N极(负极),在 二极管外表大多采用一种色圈标出来,有些二极管也用二极 管专用符号来表示P极(正极)或N极(负极),也有采用符 号标志为“P”,“N”来确定二极管极性的.发光二极管的正负 极可从引脚长短来识別. 长脚为正,短脚为负。
五.二極管的識別方法﹕
Light-Emitting Diode (LED) (發光二极管)
MELF二極管
一﹒三極管的種類﹕
PNP型和NPN型圖型為﹕
• • •
•
c b e
(NPN型) (PNP型)
c b e
二﹒三極管的極性﹕
基極(b) 發射極(e) 集電極(c)。
三﹒三極管的作用﹕放大及開關。
四﹒符號﹕Q
五﹒三極管的外形﹕
插件三極 管 貼片三極 管
• TRANSISTOR(電晶體 ):
表示法用R/K/M/G/T几個文字符號表示電阻值的單位.文字 符號的組合規律:符號前面的數字表示整數,後面的表示小 數.如:R12表示0.12Ω,2K7表示2.7KΩ.B: 0.1%, F: 1%, J: 5%, K: 10%,M: 20%. 字母越後,表示的偏
差越大.
3.色標法
色標法是用不同顏色的帶或點在電阻器表面標識阻值和
Foxconn
Technology
Group
SMT Technology Center SMT 技術中心
SMT Technology Development Committee
• SMT零件通常被稱為貼片元件; 而PTH零件則通常 被稱為通孔元件. 從下圖可以看到二者的區別所在:
貼片元件 焊盤
電路板
七.電容器分類
按極性可分為有極性電容和無極性電容。其中常用的有極
性電容為電解電容和鉭質電容。無極性電容常用的有陶瓷電
容(又稱瓷片電容)和塑膠電容(又稱麥拉電容)。
陰影部份為正极
鉭質電容
七.電容器分類
插件(電解電容)
電 解 電 容 的 負 极