雕刻机专用变频器方案
hl3000-2015-t变频器说明书
hl3000-2015-t变频器说明书
HL3000-2015-T变频器1.5千瓦变频调速器
HL3000-2015-T1.5千瓦雕刻机主轴专用变频器,1500瓦千瓦雕刻机专用变频器,可以供给800瓦和1500瓦电主轴的调频变速的功能,型号是
HL3000-2015-T的,大量现货批发!保证原装全新正品!
品牌:上海日拓220V-HL3000-2015-T输出:3PH0-220V产品备注:塑壳机箱
包装形式:内部为泡沫防震包装,外部为纸箱包装
配件和装箱单:变频器一个,说明书一个
主要特点:3000系列均装有冷却风扇以强迫风冷。
载波频率1.0—12KHZ任意设定。
保修时间:自购买日起保修12个月
保修范围:人为及消耗品除外
我们还有的品牌有日拓/富凌/台达/天凯/久川/丹弗斯等,技术特点:1、允许20%的电压波动,能承受瞬间200%的冲击电流,适应中国电网和工况。
2、输出电流平稳,抑制能力强,负载波动,保证机器正常运行3、完善的保护功能,过载,过流,过压,欠压,缺相,短路,及漏电保护。
4、多种控制功能应用,多步速,程序运行,PID控制,三线,二线式控制,多达到8个可编程输入端口,全面满足各种应用场合。
5、内置定时器和计数器,可节约外围电器成本。
高性能雕刻机变频器安全操作及保养规程
高性能雕刻机变频器安全操作及保养规程随着高性能雕刻机的普及,对于变频器的操作与保养也显得尤为重要。
本文将从安全操作和保养规程两方面,对于高性能雕刻机的变频器进行详细介绍。
一、安全操作1. 正确接线在安装或更换变频器时,应注意以下接线方式:•对于三相电源,应正确接入U/V/W三根电线。
•对于变频器的控制电源,应正确接入24V直流电源和接地线。
•对于变频器的控制线,应正确接入触发信号上、下、左、右和启动/停止信号等。
2. 防电击措施在确认接线无误后,应进一步注意电击安全问题:•当变频器电源开启时,禁止用手直接接触电容器端子或排线。
•当变频器电源开启时,禁止在机箱内进行电路检修或调试。
3. 保险措施为了保证变频器运行的安全性,应采取以下保险措施:•安装变频器的进、出口应配备空气开关或断路器,并标明相关标识。
•变频器机箱上应标明开关、保险丝等相关标识,并在必要情况下设置锁扣开关。
4. 防雷措施在安装变频器时,应考虑到雷击等自然灾害的影响,尽量采取以下几项措施:•安装避雷装置,减少雷击发生可能。
•安装变频器的进、出口应配备开关器或避雷装置,并标明相关标识。
•变频器机箱应加强接地焊接,减少被雷击的可能。
二、保养规程1. 环境条件为了保证变频器稳定的运行,应尽量满足以下环境条件:•室内温度应控制在0-40℃之间。
超出此范围的情况下,应加装空气换气或恒温设备。
•应避免直射阳光、油腻、尘土等物质与变频器接触,保持变频器、电机通风干净清洁。
•应避免高湿度、腐蚀性和易挥发性气体环境。
2. 检查维护为了保养好变频器,应定期进行以下检查维护:•检查各种飞行线、卡簧、胶带和标签等配件是否正常。
•检查各种螺丝紧固状况,有无松动或脱落现象。
•检查变频器显卡是否正常,有无显示异常。
•检查各种线路和端子是否受潮、变形、老化等,并采取合理措施及时修理或更换。
3. 清洁保养为了延长变频器的寿命,应注意以下清洁保养问题:•定期使用电气专用吹风机或吸尘器吹除灰尘和杂物,定期清洗变频器外壳。
专用变频器项目实施方案
专用变频器项目实施方案
一、项目背景
1.1工厂正在推进节能专用变频器的改造,主要是采用变频技术,代
替原来的固定频率的固定变速技术,以改善设备效率,提升产品质量,降
低能耗,节省能源消耗。
1.2本项目的主要目的是更换机械设备运转中的专用变频器,改善生
产的效率,节省能源,提升生产效率,以期达到节能减排的目的。
二、项目内容
2.1选型:根据工厂机械设备要求选择合适的变频器。
2.2安装:安装变频器,确保机械设备的安全正常运转。
2.3电气线路设计:制定电气线路图,依据电气线路图设计电气线路,确保电气设备的安全正常运转。
2.4调试:完成电气设备安装、电气线路设计后,对变频器进行调试,确保机械设备能够顺利起动,并能够保持稳定运行。
2.5培训:培训技术人员及操作人员,提高他们对变频器的使用及维
护能力。
三、项目实施进度
3.1项目启动会:会议确定项目目标,分析具体情况,提出改进方案,并确定实施方案。
3.2建立项目组:由会议确定的人员组成项目组,负责实施项目及变
频器的开发、安装、调试、培训等工作。
各类雕刻机变频器参数
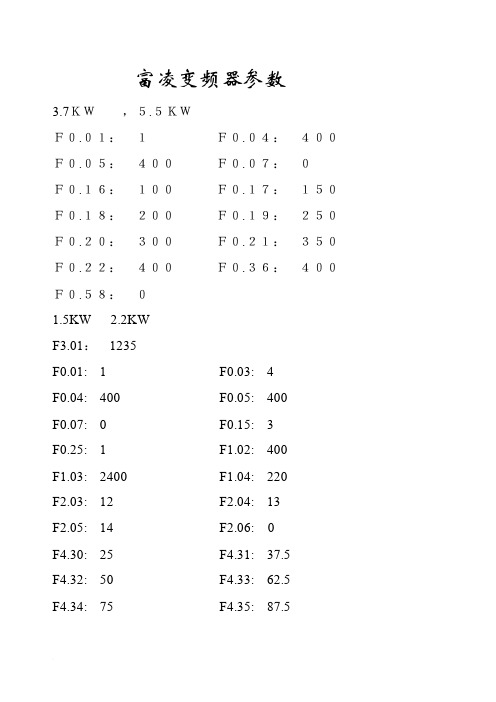
富凌变频器参数3.7KW,5.5KWF0.01:1F0.04:400F0.05:400F0.07:0F0.16:100F0.17:150F0.18:200F0.19:250F0.20:300F0.21:350F0.22:400F0.36:400F0.58:01.5KW2.2KWF3.01:1235F0.01: 1 F0.03: 4F0.04: 400 F0.05: 400F0.07: 0 F0.15: 3F0.25: 1 F1.02: 400F1.03: 2400 F1.04: 220F2.03: 12 F2.04: 13F2.05: 14 F2.06: 0F4.30: 25 F4.31: 37.5F4.32: 50 F4.33: 62.5F4.34: 75 F4.35: 87.5F4.36: 100 F5.06: 150技术人员电话:贾宇136064138458四四方变频器参数手动F0.1:3F0.8:400F0.10: 1F0.11: 1F0.13: 400参数锁定F0.18: 1参数初始化F6.15:1电脑控制F0.1: 1 (9)F0.4: 1F0.8: 400 F0.10: 1F0.11: 2 F1.1: 0F1.3: 400 F3.0: 1(F2.9:400)F3.1: 2 F3.2: 3F5.1: 100 F5.2:150F5.3:200 F5.4:250F5.5:300 F5.6:350F5.7:400X1低X2中X3高GND_FWD短接派尼尔F0.01:4 F0.04:1F0.06:40 F0.08:400F0.14:2 F0.15:2F2.28:100 F2.29:150F2.30:200 F2.31:250F2.32:300 F2.33:350F2.34:400 F5.00:0.2F5.07:400 F4.00:1F4.01:2F4.02:3VCI_GND短接FWD_COM不短接TA_TA短接黑手柄轴参数○1全部向下○20 3向上○3 1 3向上○40 1 3向上○5 2 3 向上○60 2 3向上○7 1 2 3向上○80 1 2 3向上灰手柄4 80 7 1 62 53 44 35 26 17 0编码器4(白)----插头(1)5(黑)----插头(2)2(水色)--插头(5)3(紫色)---插头(6)屏蔽(6)---插头(螺丝)1 2 3 接电机UVW八条线接法红蓝(A+)橙绿(B+)黄黑(A-)白棕(B-)维宏卡变频器SVC-- -----VC2GND-------GNDZ1----------FWDSpin--------GND维宏卡Spin与GND短接变频器GND与CM短接十五针使用说明1 对刀2 Z 轴脉冲信号3 Y轴脉冲信号4 X轴脉冲信号5 主轴高速6 Z限位7 Y限位8 X限位9 X轴脉冲方向10 Y轴脉冲方向11 Z轴脉冲方向12 主轴低速13 主轴中速14 公共零线15 +5V伺服电机说明750W(1 4)(3 5)端子串联接220V400W(1 3)(2 4)端子串联接220V信号端子接口3 (PUL+5V)4 (PUL-脉冲信号)5 (DIR+5V)6 (DIR-脉冲方向)7 (24V+)29 (ON)41 (24V-)对刀仪:高经理0755—81280661 赤色---DC24V黑色---信号输出DC0V蓝色---DC0V细分设定:八:DSP,1600/5/3.1415926=101.85921600/5=320维宏:XY,5*3.1415926/1600=0.0098175Z,5/1600=0.003125安川伺服;编码,1—H 2---G 5---C 6---D屏蔽-----J铁皮Z轴刹车,ABCD电机EF刹车A---U B----V C----W D----地7-----PULSE指令脉冲输入11----SIGN指令符号输入8-----/PULSE指令脉冲输入12----/ SIGN指令符号输入31----ALM+伺服报警输入32-----ALM-伺服报警输出42-----P—OT禁止正转驱动输入43----N_OP禁止反转驱动输入47----+24V外部输入电源29/S_RDY+伺服准备就绪输出30――伺服准备就绪输出。
雕刻机基础与变频器知识
购买雕刻机需要注意什么问题?雕刻机变频器原理:雕刻机变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置。
我们现在使用的雕刻机变频器主要采用交—直—交方式(VVVF变频或矢量控制变频),先把工频交流电源通过整流器转换成直流电源,然后再把直流电源转换成频率、电压均可控制的交流电源以供给电动机。
雕刻机变频器的电路一般由整流、中间直流环节、逆变和控制4个部分组成。
整流部分为三相桥式不可控整流器,逆变部分为IGBT三相桥式逆变器,且输出为PWM 波形,中间直流环节为滤波、直流储能和缓冲无功功率。
木工雕刻机变频器的主电路大体上可分为两类:1、雕刻机电压型变频器,该类型是将电压源的直流变换为交流的变频器,直流回路的滤波是电容;2、雕刻机电流型变频器,该类型是将电流源的直流变换为交流的变频器,其直流回路滤波石电感。
雕刻机变频器的作用:雕刻机变频器作为雕刻机主轴电机驱动,主要要求为运行平稳,转速变化平滑。
全速波动小,低速力矩大,可以保证低转速切削。
雕刻机变频器选型:雕刻机变频器选型时要确定以下几点:1) 采用变频的目的;恒压控制或恒流控制等。
2) 雕刻机变频器的负载类型;如叶片泵或容积泵等,特别注意负载的性能曲线,性能曲线决定了应用时的方式方法。
3) 雕刻机变频器与负载的匹配问题;I.电压匹配;雕刻机变频器的额定电压与负载的额定电压相符。
II. 电流匹配;普通的离心泵,雕刻机变频器的额定电流与电机的额定电流相符。
对于特殊的负载如深水泵等则需要参考电机性能参数,以最大电流确定雕刻机变频器电流和过载能力。
III.转矩匹配;这种情况在恒转矩负载或有减速装置时有可能发生。
4) 在使用雕刻机变频器驱动高速电机时,由于高速电机的电抗小,高次谐波增加导致输出电流值增大。
因此用于高速电机的雕刻机变频器的选型,其容量要稍大于普通电机的选型。
5) 雕刻机变频器如果要长电缆运行时,此时要采取措施抑制长电缆对地耦合电容的影响,避免雕刻机变频器出力不足,所以在这样情况下,雕刻机变频器容量要放大一档或者在雕刻机变频器的输出端安装输出电抗器。
WK9000变频器在数控雕刻机床上的应用

WK9000变频器在数控雕刻机床上的应用数控雕刻机床的主传动系统大多采用无级变速。
目前,无级变速系统主要有变频主轴系统和伺服主轴系统两种,一般采用直流或交流主轴电机。
通过带传动带动主轴旋转,或通过带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。
由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。
目前对客户来说由于变频器的高性价比,所以变频器在机床上使用非常普遍。
玮肯WK9000系列矢量变频器以其独特的性能和优越的性价比,逐渐在数控机床的应用上迅速崛起。
数控系统如图1所示:WK9000数控系统主要性能(1)全速度范围内速度波动小;(2)低速力矩大,可以保证低转速切削;(3)加减速的时间尽量短。
WK9000变频器能提供系统的功能(1)控制方式选择为电流矢量控制;(2)端子控制作为运行命令源,F039=2选择两线式端子控制:FWD 为正转运行,REV反转运行;(3)AI1口输入做为频率源(F040=1),AI1口接数控系统电脑控制板输出0~10VDC;(4)运行转速一般在0~21000r/min,换算变频器的运行频率为0~350Hz(二级高速电机);(5)加速和减速时间根据客户自身需求,一般在3~5s,因运行的转速比较高,所以需要带制动单元的变频器;(6)需要故障输出信号(TA、TC、TC输出)和故障复位信号(RST输入)。
WK9000系列变频器在数控雕刻机接线图电源输入WK9000变频器主要功能参数设置F067=3 V/F控制;F039=2 选择端子控制运行;F040=1 由AI1决定频率的大小;F010=50HZ 基准输出频率;F015=350HZ 上限运行频率;F001:10s 加速时间(依实际情况设定);F002:10s 减速时间(依实际情况设定);。
雕刻机调试1
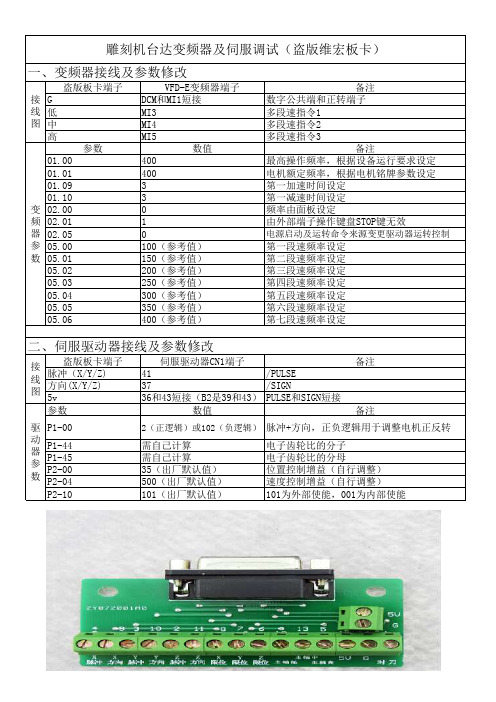
二、伺服驱动器接线及参数修改
接 线 图
盗版板卡端子 脉冲(X/Y/Z) 方向(X/Y/Z) 5v
ห้องสมุดไป่ตู้
参数
伺服驱动器CN1端子
41
/PULSE
37
/SIGN
36和43短接(B2是39和43) PULSE和SIGN短接
数值
备注 备注
驱 P1-00
动 器 参 数
P1-44 P1-45 P2-00 P2-04
P2-10
2(正逻辑)或102(负逻辑) 脉冲+方向,正负逻辑用于调整电机正反转
需自己计算 需自己计算 35(出厂默认值) 500(出厂默认值) 101(出厂默认值)
电子齿轮比的分子 电子齿轮比的分母 位置控制增益(自行调整) 速度控制增益(自行调整) 101为外部使能,001为内部使能
雕刻机台达变频器及伺服调试(盗版维宏板卡)
一、变频器接线及参数修改
盗版板卡端子 接G 线低 图中
高 参数
01.00 01.01 01.09 01.10 变 02.00 频 02.01 器 02.05 参 05.00 数 05.01 05.02 05.03 05.04 05.05 05.06
VFD-E变频器端子 DCM和MI1短接 MI3 MI4 MI5
数值 400 400 3 3 0 1 0 100(参考值) 150(参考值) 200(参考值) 250(参考值) 300(参考值) 350(参考值) 400(参考值)
备注 数字公共端和正转端子 多段速指令1 多段速指令2 多段速指令3
备注 最高操作频率,根据设备运行要求设定 电机额定频率,根据电机铭牌参数设定 第一加速时间设定 第一减速时间设定 频率由面板设定 由外部端子操作键盘STOP键无效 电源启动及运转命令来源变更驱动器运转控制 第一段速频率设定 第二段速频率设定 第三段速频率设定 第四段速频率设定 第五段速频率设定 第六段速频率设定 第七段速频率设定
变频器Q8系列说明书(雕刻机用)
P30
二/三线控制方式
d01 M0:运转/停止;M1:正转/反转
d02 M0、M1、M2:三线式运转控制
出厂 值
00
00
00 50.0 50.0 220.0 1.5 10.0 1.5 10.0 5.0 5.0 5.0 5.0 1.0 6.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
P19
第四段频率设定
d0.0~3000.0Hz
P20
第五段频率设定
d0.0~3000.0Hz
P21
第六段频率设定
d0.0~3000.0Hz
P22
第七段频率设定
d0.0~3000.0Hz
P23
禁止反转功能设定
d00:可反转 d01:禁止反转
P24
电机失速防止功能选 择
d00:过电压失速防止功能无效 d330~450VDC
+10V 或 4~20mA 速率:4800/9600/19200 /38400bps,最多并联 32 台
注:不内置显示面板,提供外接显示面板接口,外拉面板需另行订购。
配线注意事项
■ 请勿连接 AC 输入至 U,V,W 任一端子以避免造成变频器损坏。 ■ 配线时,配线线径规格的选定,请按照电工法规的规定施行配线,确保安全。 ■ 单相交流输入电源与主回路端子(L, N)之间的连线一定要接一个无熔丝开关及 保险丝。最好能另串接一电磁接触器(MC)以便在变频器保护功能动作时可同时 切断电源。(电磁接触器的两端需加装 R-C 突波吸收器)。 ■ 接地端子以第三种接地 方式接地(接地阻抗 100Ω以下)。 ■ 变频器接地线不可与电焊机、大马力电机等大电流负载共同接地,而必须分 别接地。 接地配线必须愈短愈好。 ■ 数台变频器共同接地时,勿形成接地回路。参考下图:
变频器在雕刻机上应用

一、设备简述
高速电机一般应用于数控雕刻机、精密磨床及高速离心设备等设备,本应用以数控雕刻机为例来详细介绍递恩电气DNV310变频器在雕刻机上的使用原理和参数设计。
二、工艺要求
主轴系统是数控雕刻机的重要组成部件,其性能对数控雕刻机整机的性能有着至关重要的影响。
主轴电机多采用两极高速无刷水冷电机,噪音小、切割力度大,运行转速一般在0~24000RPM,对应的变频器运行频率为0~400HZ。
因此系统要求稳速精度高、低速时力矩大、加减速时间短、高速时温升低等来满足高生产效率与加工品质。
三、基本操作及系统原理
1、基本操作
递恩DNV310默认选择为V/F控制模式,用DI1和COM端子上电短接来控制雕刻机主轴电机起停,变频器上电电机0HZ运行。
通过DI3~DI5端子来设置生产需要的七段速。
DI2端子作为故障复位。
根据现场生产要求,将参数F0.09和F0.10设置成5秒(加减速时间),考虑电机运行转速较高和使用的稳定性,变频器需加大一档使用。
系统在50HZ,100HZ,200HZ,250HZ,300HZ,350HZ,400HZ这七段速度频率下,运行稳定,400HZ(对应24000RPM)时电流小,
可以有效延长电机的寿命。
七段速端子控制顺序:DI3: 50HZ
DI4: 100HZ
DI3+DI4: 200HZ
DI5: 250HZ
DI3+DI5: 300HZ
DI4+DI5: 350HZ
DI3+ DI4+DI5: 400HZ
2、系统原理图
四、参数设置及功能
多段速速度值设定
其他设定值默认为出厂值,变频器恢复出厂值设置FC.00设置为10。
雕刻机恒功率主轴贝士德变频器fc300参数设置
雕刻机恒功率主轴贝士德变频器fc300参数设置由于不知道具体的电机型号和设备类型,无法给出准确的参数设置。
以下是一些通用的参数设置方法供参考:
1.设置主轴电机类型为异步电机(AC Motor),输入额定功率和额定电压。
2.设置变频器运行模式为矢量控制,选择三相输出的PWM输出方式。
3.设置自适应PID参数:比例系数P、积分时间Ti、微分时间Td。
4.设置过流、过压、欠压、过载保护的参数。
注意:具体的参数设置需要根据实际情况和设备型号进行调整,建议在有经验的技术人员的指导下进行操作。
【超星雕刻机】系列详解-数控机床电主轴分类及变频调速的三种控制方式

【超星雕刻机】系列详解-数控机床电主轴分类及变频调速的三种控制方式数控机床电主轴分类及变频调速的三种控制方式一般地,主轴包括三种:机械主轴、异步电主轴和同步电主轴。
机械主轴就是用皮带连接在机器上。
电主轴是数控机床领域出现的将机床主轴与主轴电机融为一体的新技术,它与直线电机技术、高速刀具技术一起,将高速加工推向一个新时代。
在数控机床中,电主轴通常采用变频调速方法。
目前主要有普通变频驱动和控制、矢量控制驱动器的驱动和控制以及直接转矩控制三种控制方式。
1、普通变频为标量驱动和控制,其驱动控制特性为恒转矩驱动,输出功率和转速成正比。
普通变频控制的动态性能不够理想,在低速时控制性能不佳,输出功率不够稳定,也不具备C轴功能。
但价格便宜、结构简单,一般用于磨床和普通的高速铣床等。
2、矢量控制技术模仿直流电动机的控制,以转子磁场定向,用矢量变换的方法来实现驱动和控制,具有良好的动态性能。
矢量控制驱动器在刚启动时具有很大的转矩值,加之电主轴本身结构简单,惯性很小,故启动加速度大,可以实现启动后瞬时达到允许极限速度。
这种驱动器又有开环和闭环两种,后者可以实现位置和速度的反馈,不仅具有更好的动态性能,还可以实现C轴功能;而前者动态性能稍差,也不具备C轴功能,但价格较为便宜。
3、直接转矩控制是继矢量控制技术之后发展起来的又一种新型的高性能交流调速技术,其控制思想新颖,系统结构简洁明了,更适合于高速电主轴的驱动,更能满足高速电主轴高转速、宽调速范围、高速瞬间准停的动态特性和静态特性的要求,已成为交流传动领域的一个热点技术。
通过上述不难看出,不同的电主轴稳定性能是不同的,所以在购买数控雕刻机设备时,参照自己的实际加工以及加工工艺选择合适的电主轴,在满足需求的基础上选择合适的才是最好的。
雕刻机上使用的变频器如何设置参数以及故障处理?

雕刻机上使⽤的变频器如何设置参数以及故障处理?雕刻机上使⽤的变频器⼤部分都是专⽤型变频器,它的输出频率⼀般是300HZ和400HZ, 加⼯中⼼机型甚⾄达到800HZ 的⾼频,额定频率⼀般是根据主轴电机的出⼚参数来设定。
正确的频率设定会使主轴发挥更好的特性,否则会损坏主轴。
参数调整时,⾸先要设定频率,包括最⼤频率,上限频率,额定频率,最⼩频率。
最⼤频率就是主轴电机的最⾼转速对应的频率,额定频率就是主轴电机的额定频率,也就是额定电压对应的频率。
上限频率⼀般是平时使⽤的频率,最⼩频率就是下限频率。
频率设置不正确,主轴电机⽆法正常⼯作,长时间会损坏主轴,进⽽会损坏变频器。
在调整频率时,也得考虑控制系统输出是什么信号,⼀般有低中⾼多段数和模拟量来控制主轴的频率。
如果是多段数控制,⾸先得⾃定义三个端⼦为低中⾼端⼦,⼀般⼚家默认为1、2、3,再设定多段数的频率值,⼀般是100HZ 150HZ 200HZ 250HZ 300HZ350HZ 400HZ ⼏种速度可来回切换,如果是模拟量控制,则只⽤更改10V对应的频率,⼀般设置为平时使⽤最⼤的频率。
这些基本的参数设置好就可以正常使⽤了,但有些特殊主轴,特殊机型需要更改其他参数,⽐如恒功率主轴的参数设置,恒功率主轴频率范围⽐较⼴,如果按照普通曲线设置参数时,主轴在启动的初期有很⼤的杂⾳,也对主轴的伤害⽐较⼤,这时候就得⾃定义曲线频率,就是在某个电压,对应某个频率,逐步将主轴的频率提⾼到最⼤。
有的机型须要快速启停主轴,就得外接制动电阻,需要把变频器参数制动打开,⽽且停车模式改为减速停车加直流制动,停车时间也要缩短,才能达到现场要求。
变频器在⽇常使⽤过程中,最容易出现的就是故障报警。
我们要处理这些报警问题,⾸先得找到说明书,查看报警代码解释是什么意思。
常见报警代码功能:1、⽋压报警指的是输⼊端电压过低,也有可能缺相,检查输⼊侧电压是否异常/2、过流过压过载报警,这⼀般指的变频器使⽤时间长了之后,⼀般有功率损耗,这时候会出现这⼏种报警。
台安N312系列变频器雕刻机高速主轴应用

台安N312系列变频器雕刻机高速主轴应用无锡博华电主轴参数所有型号变频器相同参数无锡博华不同电机的V/F曲线参数:备注:1.V/F曲线设置:最小频率05-08=1,最小电压05-09=5;通常中间频率05-06取电机额定频率的1/3=0.33*额定频率,中间电压05-05=50;2.适当减小中间频率及增大中间电压均可增大力矩,否则容易过流报警(中间频率值固定,适当调整中间电压05-07,观察变频器运行电流);3.变频器容易OC-A/OC-C过流报警,及电机容易发热:原因为V/F曲线设置中间电压偏大,适当降低05-07=40~45;4.变频器低速力矩不足:原因为V/F曲线设置最小电压或中间电压偏小,适当提升V/F中间电压05-07=55~60;若低速力矩仍不足,可设置V/F最小电压05-09=5~7;5.博华其他规格的主轴可参考上述参数设定原则设定;6.设备调试时可通过变频器面板监看变频器实际运行电流,以此判断设备运转状况(若变频器运行频率波动较大则表示变频器V/F曲线参数设置不当、电主轴接线不良或电主轴本身绝缘不好)。
江苏星晨电主轴参数所有型号变频器相同参数备注:1.V/F曲线设置:最小频率05-08=1,最小电压05-09=5;通常中间频率05-06取电机额定频率的2/5=0.4额定频率,中间电压05-05=50;2.适当减小中间频率及增大中间电压均可增大力矩,否则容易过流报警(中间频率值固定,适当调整中间电压05-07,观察变频器运行电流);3.变频器容易OC-A/OC-C过流报警,及电机容易发热:原因为V/F曲线设置中间电压偏大,适当降低05-07=40~45;4.变频器低速力矩不足:原因为V/F曲线设置最小电压或中间电压偏小,适当提升V/F中间电压05-07=55~60;若低速力矩仍不足,可设置V/F最小电压05-09=5~7;5.星晨其他规格的主轴可参考上述参数设定原则设定;6.设备调试时可通过变频器面板监看变频器实际运行电流,以此判断设备运转状况(若变频器运行频率波动较大则表示变频器V/F曲线参数设置不当、电主轴接线不良或电主轴本身绝缘不好)。
金田变频器在精密雕刻机上的应用案例—JTE320系列

金田变频器在精密雕刻机上的应用案例—JTE320系列
一、负载特点:
1、驱动电机为高速电机,最高工作转速一般在24000r/min,换算变频器的运行频率为400Hz(2级的高速电机),最低的工作转速为2000r/min左右。
2、低速力矩大。
二、对变频器应用要求:
1、工作频率范围宽。
2、有多段V/F曲线功能,可以很好的控制高低速的不同转矩提升。
3、可两线式模式、模拟量频率源控制调节输出,需要故障输出信号和故障复位信号输入。
三、调试指南:
精密雕刻机应用现场图片
四、注意事项:
1、多点VF曲线F4参数组设置需根据实际情况进行适当调整以保证其在切削状态下不过流,电压点和频率点关系需满足VF1<VF2<VF3且低频时电压设定不能过高。
2、电机参数F2参数组根据雕刻机电机铭牌需正确输入。
啄木鸟雕刻机久川变频器设置

久川变频器设置
1.开机按“PR.OG”键,设置“CO19…”参数重置为“08”然后按“ENTER”键
确认,以后操作按此步骤类推。
(注意:不得带负载操作!)
2.设置“COO7”将最高操作频率改为“400HZ”。
3.设置“COO2”---将基准频率设定为“400HZ”。
4.设置“CO1O”---第一加速时间为“
5.0”。
5.设置“CO11”---第一减速时间为“4.0”。
6.设置“CO39”---模拟量高端频率为“400HZ”。
7.设置“CO92”---运行指令来源为“1”。
8.设置“CO93”---运行频率来源为“1”。
9.设置“CO98”---停止键有无效为“0”。
10.设置“C103”---转矩补偿为“1.5KW主轴:3%”,“2.2KW主轴:5%”。
11.设置“C161”---马达极数为“2”。
12.设置“C162”---马达额定电压为“220V”。
13.设定“C163”---马达额定电流为“1.5KW/5.6A,2.2KW/7.5A”。
14.设置“C164”---马达额定转速为“3000”。
15.设置“CO18”---参数锁定为“1”。
设置完成!
CO19 参数重设
注:调速电位器跳线选择:SK1(此开关在变频器上层接线柱左侧)
外接电位器:VI
面板电位器:VI2
C91启动方式选择:0由启动频率开始起动
1频率跟踪起动
C94 停车方式:0 减速停止
1自由转动停止
洛克机电系统工程(上海)有限公司。
一种雕刻机专用变频器[实用新型专利]
![一种雕刻机专用变频器[实用新型专利]](https://img.taocdn.com/s3/m/412a0fe079563c1ec4da7179.png)
专利名称:一种雕刻机专用变频器专利类型:实用新型专利
发明人:王克丰
申请号:CN201821068434.5申请日:20180702
公开号:CN208337397U
公开日:
20190104
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种雕刻机专用变频器,包括变频器主体,变频器主体的一侧表面有设置有控制面板,控制面板的表面设置有显示屏,显示屏的底部设置有若干控制按钮,变频器主体的底端固定安装有减震垫,控制面板的两侧均设置有散热网,变频器的另一侧表面开有电源接口,电源接口的底部设置有输入接口,输入接口和输出接口的一端均连接有传输线,谐波过滤器的一侧表面开有若干数据接口。
本实用新型通过将变频器的接口与谐波过滤器连接,从而可避免变频器与其他电磁波产生共鸣,而出现震动或者噪声等,同时通过在变频器的底部安装由橡胶材料制作的减震垫,从而可利用减震垫减小变频器所产生的震幅,使变频器可正常运行。
申请人:海盐理想电子科技有限公司
地址:314000 浙江省嘉兴市海盐县武原街道盐北路211号东区1幢第二层
国籍:CN
代理机构:嘉兴启帆专利代理事务所(普通合伙)
代理人:李伊飏
更多信息请下载全文后查看。
富凌变频器在雕刻机上的应用
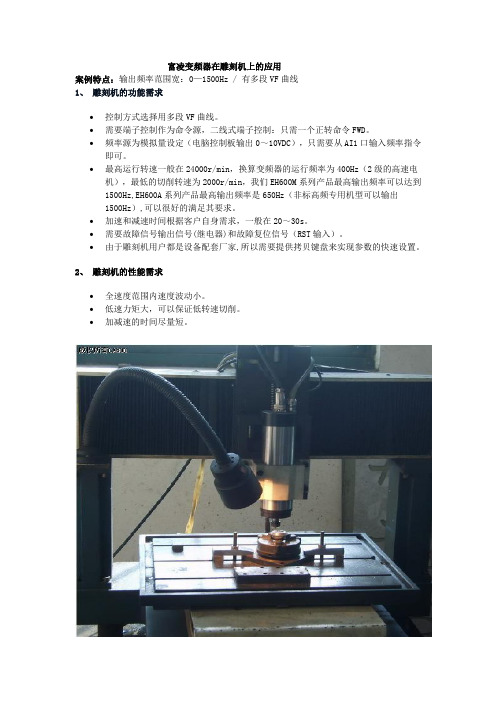
富凌变频器在雕刻机上的应用案例特点:输出频率范围宽:0—1500Hz / 有多段VF曲线1、雕刻机的功能需求•控制方式选择用多段VF曲线。
•需要端子控制作为命令源,二线式端子控制:只需一个正转命令FWD。
•频率源为模拟量设定(电脑控制板输出0~10VDC),只需要从AI1口输入频率指令即可。
•最高运行转速一般在24000r/min,换算变频器的运行频率为400Hz(2级的高速电机),最低的切削转速为2000r/min,我们EH600M系列产品最高输出频率可以达到1500Hz,EH600A系列产品最高输出频率是650Hz(非标高频专用机型可以输出1500Hz),可以很好的满足其要求。
•加速和减速时间根据客户自身需求,一般在20~30s。
•需要故障信号输出信号(继电器)和故障复位信号(RST输入)。
•由于雕刻机用户都是设备配套厂家,所以需要提供拷贝键盘来实现参数的快速设置。
2、雕刻机的性能需求•全速度范围内速度波动小。
•低速力矩大,可以保证低转速切削。
•加减速的时间尽量短。
系列变频器具体的调试参数(针对额定频率400Hz,额定电压380V,额定转速24000)F0.02: 1:端子命令通道F0.03:2:AI1F0.11:上限频率:400.0HzF0.13: 加速时间:20~30sF0.14: 减速时间:20~30sF1组(电机参数):根据高速电机铭牌输入。
F2.00: 1:多点V/F曲线F2.01: V/F频率点1:0.0HzF2.02: V/F电压点1:2 .0~4.0%F2.03: V/F频率点2:100.0Hz我们最低的切削转速可以在500r/min以下。
我公司的SVF3000变频器可以做多段VF曲线,可以很好的控制高低速的不同转矩提升,因此能很好的满足高速雕刻机上的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雕刻机专用变频器方案
一、摘要 目前,数控雕刻机逐渐成为各行业生产的必备专业工具。
随着 CNC 数控技术配合高性能的 变频控制器和伺服驱动设备在各生产行业的发展应用,数控雕刻机日益成为当今雕刻行业的 主流配置。
主轴系统是数控雕刻机的重要组成部件,其性能对数控雕刻机整机的性能有着至关重要的影 响。
变频器作为主轴系统中的心脏,更是不可或缺的关键部件。
本文主要介绍的是变频器在 数控雕刻机主轴拖动系统上的应用。
关键词:雕刻机,万纬科技,专用变频器,主轴 二、雕刻机的组成及工作原理 当今主流数控雕刻机是由计算机、雕刻机控制器、雕刻机主体三部分组成,其工作原理是通 过计算机内配置的专用雕刻软件进行图样设计和排版,经由计算机把设计与排版的信息传送 至雕刻机控制器中,再由控制器把这些信息转化成能驱动步进电机或伺服电机的脉冲信号, 控制雕刻机主体上 X、Y、Z 三轴的雕刻走刀定位。
同时,控制器启动变频器,带动主轴电 机的雕刻头高速旋转,对固定于主机工作台上的加工材料进行切削、钻铣,即可雕刻出在计 算机中设计的各种平面或立体的浮雕图形及文字,实现雕刻自动化作业,按照不同的加工材 质和工艺要求,可以搭配不同的专用配置刀具。
雕刻机原理图示
三、数控雕刻机的主轴控制系统 主轴系统是数控雕刻机的重要组成部件,其性能对数控雕刻机整机的性能有着至关重要的影 响。
数控雕刻机要求主轴系统采用无级变速,目前多采用变频器驱动异步交流电机来实现。
主轴
电机多采用两极高速无刷水冷电机,噪音小、切割力度大。
运行转速一般在 0~24000r/min, 对应的变频器运行频率为 0~400Hz。
为了提高加工效率,大型的雕刻机会装有多个主轴机 头,一台变频器同时驱动多个主轴电机工作。
汇川变频器以其独特超强的性能和优越的性价比,满足了主轴要求调速范围广、转速稳定度 高、过载能力强、低速力矩大、加减速时间短等方面的性能特点,在国内雕刻机市场占有相 当大市场份额。
其中 MD380 系列小功率无感矢量型变频器,其体积小巧、高性价比,多应用于主轴功率低 于 3.7KW 的雕刻机系统。
MD280 系列通用型变频器与 MD380 系列高频型变频器则适合大 功率主轴,其功率大、切削时转矩稳定,广泛应用于 5.5KW、及 5.5KW 以上的雕刻机和雕 铣机系统。
四、主轴系统的电气接线图及变频器参数设置 雕刻机供电系统有单相 220V 和三相 380V。
大多数机型采用单相 220V 供电。
电气接线方式 根据频率源给定方式的不同,分为以下两种: 1、主轴频率来源为模拟量给定的方式 变频器的频率源采用的是数控系统输出的 0~10V 模拟信号,对应运行频率为 0~650Hz。
此 方式可以对主轴实现无级调速,根据不同的雕刻对象或者雕刻工艺,实时改变主轴切削转速。
广泛应用于要求雕刻工艺较高、较精细的中高端雕刻机。
变频器的安装接线简图如下:
AI0/GND 接受控制器输出的 0~10V 模拟量信号,此电压值与变频器里参数设置的调速频率 范围对应成正比。
AI1/COM 为变频器正转信号,当控制器发出正转信号,则控制器上的输 出继电器动作,继电器的常开触点吸合,提供信号给变频器。
L1、L2 为变频器的电源输入, 若变频器选择三相输入,则连接在 R、S、T 端子上即可。
TA/TB/TC 为变频器继电器输出, 通常选择变频器故障报警输出,接入雕刻机控制器或者外部故障指示回路。
变频器选择 MD380 机型时主要功能参数设置如下:
2、主轴频率来源为多段速给定的方式 用户按照雕刻机的加工工艺要求,事先在变频器参数里设定好主轴的多个运行频率,当数控 系统需要不同主轴频率时,由雕刻控制器输出的多路数字量信号,按照事先设定组合方式所 对应的变频器设定运行频率,能快速的响应用户编写的雕刻程序中对主轴转速的要求,使雕 刻达到最好效果。
此方式运行的主轴非无级调速,只能运行固定的几个频率,一般用于雕刻 工艺要求较低的场合和较低端的雕刻机。
AI1/COM 为变频器的正转信号,雕刻机控制器发出正转信号启动主轴电机。
DI1/DI2/DI3/CM 为多段速选择的数字量信号。
连接到雕刻机控制器的无源输出触点,变频器根据 DI1、DI2、 DI3 的不同组合信号选择设定的频率运行。
在客户要求减速时间较短的场合,可根据需要选配接制动电阻,接入主回路端子的 P+/PB 之间。
制动电阻功率可参考说明书附录部分的机器功率等级选择相匹配的型号。
2、雕刻机的性能需求 ※全速度范围内速度波动小。
※低速力矩大,可以保证低转速切削。
※加减速的时间尽量短。
最低的切削转速可以在500r/min 以下。
我司的 MD380变频器可以做多段 VF 曲线,可 以很好的控制高低速的不同转矩提升,因此能很好的满足高速雕刻机上的要求。
单从功能上 讲,我司的 MD300也可以满足其要求。
具体的调试参数(针对额定频率400Hz,额定电压380V,额定转速24000): F0-01 2:V/F 控制 F0-02 1:端子命令通道 F0-03 2:AI1 F0-10 最大频率:400.00Hz F0-12 上限频率:400.00Hz F0-17 加速时间:20~30s F0-18 减速时间:20~30s F1组(电机参数),根据高速电机铭牌输入。
F3-00 1:多点 V/F 曲线 F3-02 提升截止频率:400.0Hz F3-03 V/F 频率点1 0.0Hz F3-04 V/F 电压点1 2 .0~ 4.0% F3-05 V/F 频率点2 100.0Hz F3-06 V/F 电压点2 26.0~30.0% F3-07 V/F 频率点3 300.0HZ F3-08 V/F 电压点3 75.0~80.0% 根据实际情况可以对 F3-03~F3-08进行适当调整,保证其在切削状态下不过流。
六、雕刻机的分类及应用行业 数控雕刻机按应用可分为:木工雕刻机、石材雕刻机、广告雕刻机、圆柱雕刻机、工艺雕刻 机等。
1、 木工雕刻机主要用于木器加工,使其更具美观价值。
2、 石材雕刻机可在石材、陶瓷、瓷砖上雕刻字画。
3、 广告雕刻机广泛用于雕刻各类标牌、有机玻璃、石门牌、三维告示牌、装饰礼品等。
4、圆柱雕刻机也称立体雕刻机,能在圆柱型物品的表面雕刻。
5、工艺品雕刻机俗称玉石雕刻机。
它的精度高,雕刻速度相对要慢,台面尺寸也较小,适 合做精细的工艺品雕刻。
七、 小结 国内数控雕刻机厂家主要分布在山东济南、安徽合肥、江浙沪一带。
其中丰成变频器凭借着 出色的性价比、稳定的转矩特性、完善的售后保证等特点,在群雄逐鹿的雕刻机市场中有着 极大地占有率,汇川变频器为雕刻机行业提供着最稳定的主轴动力保证,为雕刻机市场的蓬 勃发展贡献出强健的力量。
广州万纬电子科技有限公司,专业提供雕刻机专用变频器方案。
。